
Numerical simulation on rheo-diecasting mould filling of semi-solid key-shaped component
BAI Yue-long(白月龙)1, 2, MAO Wei-min(毛卫民)1, XU Jun(徐 骏)2,XU Hong(徐 宏)3, HOU Hua(侯 华)3
1. School of Materials Science and Engineering, University of Science and Technology Beijing,Beijing 100083, China;
2. General Research Institute for Non-ferrous Metals, Beijing 100088, China;
3. School of Materials Science and Engineering, Central North University of China, Taiyuan 030051, China
Received 25 June 2007; accepted 20 November 2007
Abstract: Based on the experimental data of apparent viscosity about semi-solid A356 aluminum alloy, the apparent viscosity model was developed and inserted into a commercial software Castsoft6.0, and a key-shaped component filling process was simulated. The simulation results are in good agreement with the experimental filling results, which indicates that the apparent viscosity model established is effective and available. The process parameters on the cavity filling of the key-shaped components have been optimized. The injection pressure should be more than 15 MPa, the slurry flowing velocity in the in-gate should be more than 1.73 m/s, and the slurry temperature should be over 585 ℃.
Key words: semi-solid; rheo-diecasting; mould filling; numerical simulation; aluminum alloy
1 Introduction
The numerical simulation technology has attracted much attention in foundry fields[1-3] since PASCHKIS carried out the numerical simulation on the freezing process with a large computer in 1940s. After being developed for several decades, the numerical simulation technology has made almost perfect progress in mould filling and solidification process and played an important role in the castings production[4-6].
At present, some advanced semi-solid forming processes have been applied to make machine parts [7-9]. However, compared with the mould filling process of a liquid alloy, the mould filling process of a semi-solid slurry will involve a more complicated rheological behavior. So the mathematical model used in the numerical mould filling simulation of a liquid alloy cannot be used directly in that of the semi-solid slurry. That is to say, the mathematical model controlling the filling behavior of the semi-solid slurry must be used. At present, the constant or variable apparent viscosities about semi-solid alloy slurries in the mathematical models are often used to express the filling behavior of semi-solid slurries by most researchers[10-12]. To a given semi-solid alloy slurry, the apparent viscosity or apparent viscosity model should be established first and then the mould filling of the semi-solid alloy slurry can be simulated[13-15]. However, the apparent viscosity models used at present in many commercial softwares are also needed to be further improved. Therefore, it becomes a key problem for the numerical simulation on the mould filling of a semi-solid alloy slurry to develop a right apparent viscosity or an apparent viscosity model.
In this work, an apparent viscosity model based on the experimental data about semi-solid A356 aluminum alloy was developed and inserted into a commercial software Castsoft6.0. The mould filling process of semi-solid A356 aluminum alloy slurry was simulated.
2 Apparent viscosity model
In order to simulate the mould filling process of semi-solid A356 aluminum alloy slurry, an apparent viscosity model controlling the slurry filling behavior must be established. So the apparent viscosity model was established by an experimental data fitting method.
The solid line in Fig.1 shows the apparent viscosity curve varying with shear time when the solid faction is 0.3 and the shear rate is 93.20 s-1.

Fig.1 Comparison between experimental and fitting curves about apparent viscosity
It can be seen from Fig.1 that the apparent viscosity decays exponentially with shearing time increasing when semi-solid A356 aluminum alloy slurry is sheared again. It is evident that the change of the apparent viscosity may be described by a decaying exponential function, as discussed by many scholars[16-17]. It is assumed that the exponential function is as follows:
 (1)
(1)
When x=0, y=ηi; when x→∞, y=ηe. y0 is a constant. So Eqn.(1) is changed to the following equation:
 (2)
(2)
where η is the apparent viscosity of the slurry when the shearing time is t; ηi is the initial apparent viscosity; ηe is the steady apparent viscosity; t1 is the relaxation factor, which is the function of the shearing rate and t1= 1/(a+b ); and t is the shearing time.
); and t is the shearing time.
From Eqn.(2), it can be seen that the decaying exponential function may be achieved if t1 is figured out, i.e. the apparent viscosity model may be established. t1 can be figured out by the different curves of the apparent viscosity at different shearing rates. The dotted curve in Fig.1 is the curve fitted by the experimental data. Compared the dotted curve with the experimental solid curve, it can be seen that the fitted curve is anastomotic to the curve of the measured apparent viscosities. This indicates that the decaying exponential function may be used to display the variety of the apparent viscosities with the shearing rate. When one apparent viscosity curve is fitted, a relaxation factor t1 can be achieved. If there are three apparent viscosity curves, a, b, m in the relaxation factor t1 can be decided. Replace t1 in Eqn.(2) by given a, b and m, the apparent viscosity model with shear rate  and shear time t can be established:
and shear time t can be established:
 (3)
(3)
where ηe=2.79exp(6.23fs) [18]; fs is the solid fraction of semi-solid A356 aluminum alloy slurry and is the shear rate.
[18]; fs is the solid fraction of semi-solid A356 aluminum alloy slurry and is the shear rate.
3 Numerical simulation results
In order to verify the apparent viscosity model established, it was inserted into a commercial software Castsoft6.0 and the rheo-diecasting filling of a key-shaped component was simulated. Fig.2 shows the key-shaped component with one core. Its dimensions are 245 mm in length, 54 mm in width and 5 mm in thickness. The process parameters used in simulation are: the slurry temperature is 585 ℃; the injection pressure is 15 MPa; the slurry flowing velocity in the in-gate is 1.73 m/s and the preheated temperature of the mould is 200 ℃.

Fig.2 Schematic diagram of key-shaped component
Fig.3 shows the simulation results of semi-solid A356 aluminum alloy slurry in the mould cavity of the key-shaped component. It can be seen from Fig.3 that the rheo-filling process is stable and the flowing front of the slurry shows a parabolic shape when the slurry starts to fill. When the slurry touches the in-gate top, the slurry spreads out steadily and fills the in-gate first, and then begins to fill the bilateral cavities, as shown in Figs.3(a) and (b). For the left cavity of the key-shaped component, the left core is far away from the in-gate, so the flowing resistance is small and the flowing velocity is faster before the slurry meets the left core, as shown in Figs.3(c) and (d). The temperature of the slurry in the flowing front decreases when the filling and the solid fraction gradually increase. When the slurry meets the left core, it is difficult for the slurry to be mixed thoroughly after the slurry passes the left core. As a result, the left part of the key-shaped component can not be filled completely, as shown in Figs.3(e) and (f). But for the right cavity of the key-shaped component, its right core is near to the in-gate, and the slurry can keep higher temperature when it meets the right core, so the slurry can be mixed thoroughly after it passes the right core and continuously flows along the right mould cavity until the right cavity is filled completely, as shown in Figs.3(e) and (f).

Fig.3 Simulation results of key-shaped component (slurry temperature 585 ℃): (a) Filling volume 10%; (b) Filling volume 30%; (c) Filling volume 50%; (d) Filling volume 70%; (e) Filling volume 90%; (f) Not complete filling
When the slurry temperature of A356 aluminum alloy slurry increases to 590 ℃ and the other process parameters do not be changed, the simulation results are shown in Fig.4.
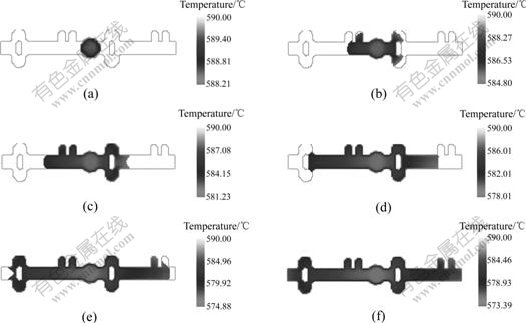
Fig.4 Simulation results of key-shaped component (slurry temperature 590 ℃): (a) Filling volume 10%; (b) Filling volume 30%; (c) Filling volume 50%; (d) Filling volume 70%; (e) Filling volume 90%; (f) Complete filling
It can be seen from Fig.4 that both the left cavity and the right cavity of the key-shaped component are filled completely, especially the left semicircular cavity around the left core is also filled completely. So the slurry temperature should be increased to ensure the complete filling of the key-shaped component.
In addition, the completely filled key-shaped component can be obtained when the slurry flowing velocity in the in-gate is increased to 2.49 m/s or the injection pressure is increased to 20 MPa. This is because the faster filling velocity will decrease the heat emission and the higher injection pressure will increase the dynamic energy of the slurry, so the slurry fills the cavity at a higher temperature and higher dynamic energy until the cavity is filled completely.
4 Filling results
Fig.5 shows the key-shaped component produced by rheo-die casting process. The process parameters used in Figs.5(a) and (b) are the same as those used in Fig.3 and Fig.4, respectively.
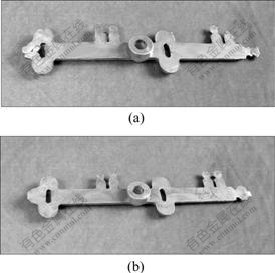
Fig.5 Key-shaped component produced by rheo-die casting process: (a) Not filled completely; (b) Filled completely
From Fig.5(a), it can be seen that the region of the left key-shaped component near the left core is not filled completely. But when the slurry temperature is increased to 590 ℃ and the other process parameters are kept the same as before, the region of the left key-shaped component near the left core will be filled completely, as shown in Fig.5(b). The simulation results are in good agreement with the experimental filling results, which indicates that the apparent viscosity model used in the numerical simulation is effective and available.
From the simulation results and the experimental filling results, it can be seen that the appropriate injection pressure, the slurry flowing velocity in the in-gate and the slurry temperature are necessary to obtain the completely filled key-shaped component. The simulation and experimental filling results indicate that the optimized process parameters used in the key-shaped component filling process should be as follows. The injection pressure is more than 15 MPa; the slurry flowing velocity in the in-gate should be more than 1.73 m/s and the slurry temperature is over 585 ℃.
5 Conclusions
1) The apparent viscosity model of semi-solid A356 aluminum alloy slurry is developed and inserted into a commercial software Castsoft6.0, and a key-shaped component filling process is simulated. The simulation results are in good agreement with the experimental filling results, which indicates that the apparent viscosity model established is effective and available.
2) The process parameters on the cavity filling of the key-shaped components are optimized. The injection pressure should be more than 15 MPa; the slurry flowing velocity in the in-gate should be more than 1.73 m/s and the slurry temperature should be over 585 ℃.
References
[1] STOEHR R A, WANG C. Coupled heat transfer and fluid flow in the filing of castings [J]. AFS Transactions, 1988, 96: 733-740.
[2] YEH J L, JONG S H, HWANG W S. Improved 3-D mold filling model for complex castings and experimental verification [J]. AFS Transactions, 1993, 101: 1055-1061.
[3] THOMAS B G, BECKERMAN C. Modeling of casting [C]// Proceedings of International Conference on Welding and Advanced Solidification Processes Ⅷ. San Diego, USA,1998: 17-132.
[4] CHEN Li-liang, LIU Rui-xiang, LIAO Dun-ming, ZHOU Jian-xin. Research on the multi-cycle and multi-stage simulation of high pressure die casting, low pressure die casting and permanent mould casting and its application [J]. Foundry Technology, 2006, 27(6): 550-553. (in Chinese)
[5] LIU Bai-cheng. Development trend of casting technique and computer simulation [J]. Foundry Technology, 2005, 26(7): 611-617. (in Chinese)
[6] HOU Hua, DONG Xiao-bin, CHENG Jun. Application of data visualization technology in solidification numerical simulation [J]. Foundry Technology, 2003, 24(6): 488-490. (in Chinese)
[7] DASGUPTA R. Industrial applications?The present status and challenges we face [C]// Proceedings of the 8th International Conference on the Processing of Semi-Solid Alloys and Composite. Limassol, Cyprus, 2004: 1-4.
[8] HONG C P, KIM J M. Development of an advanced rheocasting process and its applications [C]// Proceeding of the 9th International Conference on the Processing of Semi-Solid Alloys and Composite. Busan, Korea, 2006: 44-53.
[9] LIU Zheng, MAO Wei-min, ZHAO Zheng-duo. Effect of pouring temperature on semi-solid slurry of A356 Al alloy prepared by weak electromagnetic stirring [J]. Trans Nonferrous Met Soc China, 2006, 16(1): 71-76.
[10] LIPINSKI D M, FLENDER E. Numerical simulation of flow and heat phenomena for semi-solid processing of complex casting [C]// Proceeding of the 5th International Conference on the Processing of Semi-Solid Alloys and Composite. Colorado, USA, 1998: 273-280.
[11] KIM N S, KANG C G. An investigation of flow character considering the effect of viscosity variation in the thixoforming process [J]. Journal of Materials Processing Technology, 2000, 103: 237-247.
[12] YANG Mao-sheng, XU Hong, MAO Wei-min, ZHAO Ai-min, ZHONG Xue-you. Filling simulation on semi-solid forming for aluminum casting [J]. The Chinese Journal of Nonferrous Metals, 2003, 13(1): 35-39. (in Chinese)
[13] ATKINSON H V. Experimental determination of the parameters for modeling semi-solid processing [C]// Proceeding of the 9th International Conference on the Processing of Semi-Solid Alloys and Composite. Busan, Korea, 2006: 16-23.
[14] MESSMER G. Thixoforging-simulation and process [C]// Proceeding of the 7th International Conference on the Processing of Semi-Solid Alloys and Composite. Tsukuba Japan, 2002: 527-532.
[15] YANG Yi-tao, ZHANG Heng-hua, SHAO Guang-jie. Application of computer simulation in developing automotive parts of Al alloy by using semi-solid die cast process [C]// Proceeding of the 9th International Conference on the Processing of Semi-Solid Alloys and Composite. Busan, Korea, 2006: 630-634.
[16] QUAAK C, KATGERMAN L, KOOL W H. Viscosity evolution of partially solidified aluminum slurries after a shear rate jump [C]// Proceedings of the 4th International Conference on the Processing of Semi-Solid Alloys and Composite. Sheffield, England: 1996: 35-39.
[17] KIRKWOOD D H, WARD P J. Modeling of thixotropic breakdown [C]// Proceedings of the 8th International Conference on the Processing of Semi-Solid Alloys and Composite. Limassol, Cyprus, 2004: 9-13.
[18] ZHANG Yan-ju, MAO Wei-min, ZHAO Zhen-duo, LIU Zheng. Rheological behavior of semi-solid A356 alloy at steady state [J]. Acta Metallurgica Sinica, 2006, 42(2): 163-166. (in Chinese)
Foundation item: Project(2006AA03Z115) supported by the National Hi-tech Research and Development Program of China; Project(2006CB605203) supported by the National Basic Research Program of China; Project(50774007) supported by the National Natural Science Foundation of China
Corresponding author: MAO Wei-min; Tel: +86-10-62332882; E-mail: weiminmao@263.com
(Edited by LI Xiang-qun)

