网络首发时间: 2019-01-28 07:00
稀有金属 2020,44(03),242-248 DOI:10.13373/j.cnki.cjrm.xy18090031
横轧对6016铝合金组织及力学性能的影响
刘文辉 罗号 谭永胜 陈宇强 唐昌平
湖南科技大学材料科学与工程学院高温耐磨材料及制备技术湖南省国防技术重点实验室
摘 要:
采用金相显微镜(OM)、X射线衍射(XRD)、电子背散射衍射(EBSD)、万能拉伸试验机等研究了横轧对6016铝合金的组织和力学性能的影响,并与常规轧制工艺进行了对比。结果表明:6016铝合金热轧板材具有较强的β取向线织构,冷轧后普通轧制板材织构表现出典型的“唇式”冷轧织构特征,横轧使得原位于β取向线上的织构经{011}<322>取向流向B'{011}<111>,S'{123}<17 22 9>和C'{112}<110>,弱化了强的形变织构,形成随机织构;6016铝合金冷轧板材表现为典型的纤维组织形状,而横轧板材晶粒沿轧制方向拉长的程度小于普通轧制板材;普通轧制6016铝合金板材再结晶织构组分以Cube和Cube+ND15为主,而横轧板材则形成了强的(φ1 =20°,Φ=30°,φ2 =0°)织构;T4态横轧板材的强度值、延伸率和杯突深度值(IE )值高于普通轧制板材;T4态横轧板材的塑性应变比(r)值要高于T4态普通轧制板材,各向异性(Δr)值要低于普通轧制板材,表明横轧有效改善了6016铝合金板材的成形性能。
关键词:
6016铝合金 ;横轧 ;织构 ;成形性能 ;
中图分类号: TG146.21;TG339
作者简介: 刘文辉(1978-),男,湖南株洲人,博士,教授,研究方向:轻合金加工工艺与性能、材料损伤与断裂;电话:18873216868;E-mail:lwh@hnust.edu.cn;
收稿日期: 2018-09-20
基金: 国家自然科学基金项目(51875197,51475162); 湖南省教育厅优秀青年基金项目(16B092)资助;
Effects of Cross-Rolling on Microstructure and Mechanical Properties of 6016 Aluminum Alloy
Liu Wenhui Luo Hao Tan Yongsheng Chen Yuqiang Tang Changping
Key Laboratory of High Temperature Wear Resistant Materials Preparation Technology of Hunan Province,College of Materials Science and Engineering,Hunan University of Science and Technology
Abstract:
The effects of cross-rolling on the microstructure and mechanical properties of 6016 aluminum alloy were studied by optical microscope(OM),X-ray diffractometry(XRD),electron backscattered diffraction(EBSD) and tensile testing machine,and the results were compared to the nonnal rolling.The results showed that the hot rolled 6016 aluminum alloy sheet had relative strong(3 orientation line texture.The texture of nonnal rolled sheet showed typical “lip type” cold rolling texture characteristics after cold rolling.The(3 orientation line textures were transformed into the B'{011}<111>,S'{123}<17 22 9> and C'{112}<110> orientations via {011}<322> orientation by cross-rolling,which weakened the strong deformation texture and formed random texture.The cold rolled 6016 aluminum alloy sheet exhibited typical fiber structure shape,while the grain elongation along rolling direction of cross rolled sheet was less than that of nonnal rolled sheet.The texture components of nonnal rolled sheets were mainly consisted of Cube and Cube+ND15,the strong(φ1 =20°,Φ=30°,φ2 =0°) texture were formed in the cross rolled sheets.The strength,elongation and cupping depth(IE ) of cross rolled T4 state sheet were higher than those of nonnal rolled sheet,the plastic strain ratio(r) of cross rolled T4 state sheet was higher than that of nonnal rolled sheet,and the value of anisotropy(Δr) was lower than that of ordinary rolling sheet,which indicated that cross rolling could effectively improve the fonnability of 6016 aluminum alloy sheet.
Keyword:
6016 aluminum alloy; cross rolling; texture; formability;
Received: 2018-09-20
6xxx、系铝合金具有密度低、耐腐蚀性能好以及成形性能优良等优点,成为汽车轻量化的首选材料
[1 ,2 ]
。然而,事实上汽车车身覆盖件冲压时局部变形大、易开裂,因此其成形性能还需进一步提高。研究结果表明,板材的最终织构(织构组分以及体积分数)对板材的成形性能有很大的影响
[3 ,4 ,5 ]
,因此调控织构是改善铝合金板材成形性能的有效途径。铝合金塑性变形时启动的是{111}<110>滑移系,常规轧制形成的织构成分以{110}<112>,{112}<111>,{123}<623>,{001}<100>为主
[6 ]
,板材的成形性能较差
[7 ]
。为了减小汽车铝合金板材的平面各向异性、提高其成形性能,有必要改变变形模式,通过优化和控制织构提高铝合金板材成形性能。Saito等
[8 ]
通过连续剪切轧制方式大大提升了板材的深冲性能并降低了板材的各向异性度。Su等
[9 ]
研究了累积叠轧(ARB)过程中AA6061铝合金板材的织构演变,研究发现随着轧制道次的增加,r-Culbe{001}<110>织构的体积分数逐渐增加,板材的晶粒得到有效的细化。Sidor等
[10 ]
通过异步轧制工艺轧制6016铝合金板材时发现,若上下轧辊直径比为1.5可以获得<111>//ND剪切织构。Chung等
[11 ]
研究了等径角轧制变形过程中AA6063铝合金板材晶粒组织变化和力学性能变化,结果表明等径角轧制在使晶粒细化的同时,还引入少许E{111}<110>和F{111}<112>强剪切织构。Han等
[7 ]
研究了异通道轧制的通道角度对铝合金组织与性能的影响,研究发现当通道角度为120°时,可同时引入E{111}<110>和F{111}<112>两种剪切织构。刘文辉等
[12 ]
研究了不同预热温度下等径角轧制6016铝合金的织构及力学性能变化,发现预热温度420℃下等径角轧制板材T4P下没有强烈的再结晶织构。上述轧制方式因引入剪切变形,致使板材在轧制过程中易发生褶皱挠曲,而横轧在兼具板材表面质量的同时,还可弱化形变织构
[13 ]
,这为改善铝合金板材成形性能提供一种思路。因此,本文以6016铝合金板材为对象,对比分析普通轧制和横向轧制工艺组织及性能的影响,进而为高成形性能的6016铝合金板材的生产提供指导。
1实验
实验所用材料以99.9%的高纯铝、电解铜、高纯Mg以及Al-Ti,Al-Si等中间合金为原料,经熔炼炉熔炼后浇注为210 mm×120 mm×60mm的铸锭,合金成分为Al-1.28Si-0.42Mg-0.15Cu-0.12Fe-0.02Mn-0.04Ti-0.008Zn。铸锭经540℃均匀化处理30 h后空冷,再加热至460℃预热2 h,取出后立即热轧至5 mm,热轧轧制规程为19 mm-15.5mm―12 mm―8.5 mm―5 mm。轧辊直径为200mm,转速为12 r・min-1 。冷轧前对热轧态(HR)板材酸洗去除氧化皮,再进行4道次冷轧至1 mm,冷变形量分别为20%,40%,60%,80%。常规轧制(NR)指冷轧过程中的轧制方向与热轧方向(RD)相同;横轧(CR)是指冷轧过程中前两个道次冷轧方向与热轧轧制方向(RD)相同,第3和第4道次冷轧时轧制方向旋转90°,即沿原横向(TD)方向进行,如图1所示。
室温拉伸试验在MTS810万能拉伸试验机上进行,试样尺寸参考国标CB/T228 2010。按照国标GB/T 5028-2008,GB/T5027-2007/ISO 10113:2006进行成形性能试验。金相组织在蔡司Axiovert40MAT型偏光倒置金相显微镜(OM)下进行观察。杯突试验在CBZ-60B型微机控制全自动杯突试验机上按照GB/T4156-2007进行,冲头球形直径20 mm,测试其压入深度,即杯突深度值(IE ,mm)。宏观织构测试在帕纳科高分辨衍射仪MRD上完成,微观织构测试是在SUPRA55场发射扫描电子显微镜(SEM)上,加速电压20 kV,样品的倾斜角度70°,通过Channel 5软件进行相关数据分析。
2结果与讨论
2.1轧制板材组织与力学性能
图2为6016铝合金RD-ND面金相(OM)显微组织,其中图2(a)为热轧终了的金相组织,图2(b,c)为普通轧制、横轧结束时的微观组织。
图1 普通轧制和横向轧制示意图
Fig.1 Sketch of normal rolling and cross rolling
图2 6016板材金相组织
Fig.2 OM images of 6016 sheet(a) HR;(b) NR;(c) CR
从图2中可见,热轧态晶粒主要沿轧制方向呈不连续条带状分布。NR轧制路径下的板材组织均呈典型的轧制纤维组织,CR板材有局部变形组织被拉长,但由于冷变形最后两道次沿横向轧制,因此其晶粒沿轧制方向拉长的程度小于普通轧制板材。
图3给出了不同轧制路径下不同压下量的(111)极图。图3(a,b)为普通轧制时40%和80%冷变形时的(111)极图。图3(c,d)为横轧时40%和80%冷变形时的(111)极图。从图3中可知,普通轧制板材(111)面极图呈现典型的关于TD对称的“唇式”织构,即β取向线织构。随着冷轧变形程度的增加,初始织构取向沿β取向线或α取向线转动,经过渡取向S或Goss取向,最终流向Copper或Brass取向,从而使得过渡区和稳定区的取向密度增加。由于在40%冷变形时,横轧还没有改变轧制方向,此时(111)极图与普通轧制一致,如图3(a,c)。横轧过程中,轧制方向绕ND旋转90°后,典型的β取向线上的Brass{011}<211>,S{123}<634>,Copper{112}<111>取向被转变为新的B'{011}<111>,S'{123}<17 22 9>和C'{112}<110>取向,最终形成稳定的Brass和B'取向,最高取向密度值低于普通轧制。
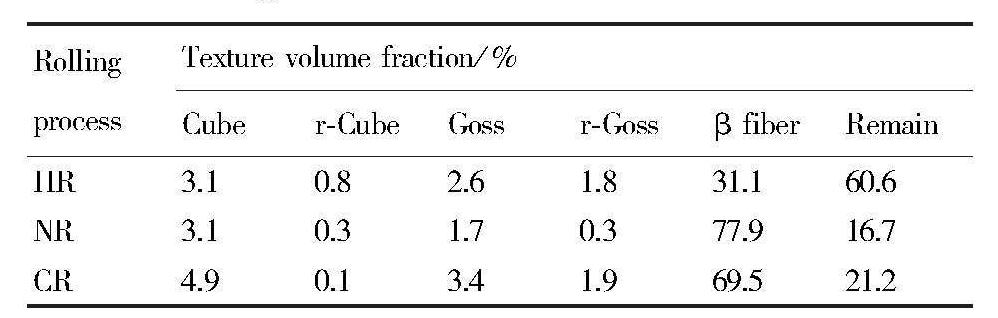
表1 织构体积分数对比 下载原图
Table 1 Comparison of texture volume fraction
图3 6016铝合金板材的(111)极图
Fig.3 (111) pole figures of 6016 aluminum alloy
(a) NR 40%;(b) NR 80%;(c) CR 40%;(d) CR 80%
将理想取向15°区域内的织构强度进行积分,计算织构体积分数。表1为6016铝合金热轧终了态、普通冷轧、横轧后板材的织构体积分数。从表1中可以看出,热轧后,板材存在少量再结晶织构,表明板材在热轧过程发生了再结晶,β取向线织构体积分数较低。两种轧制路径合金板材的r―Goss和r-Cube织构体积分数都较低,β取向线织构体积增加,普通轧制板材的β取向线织构体积分数大于横轧板材。
图4为轧制状态下两种不同轧制方式的拉伸力学性能。从图4可以看出,两种轧制路径下的板材的屈服强度和抗拉强度都随着冷轧变形量的增大而增大,冷轧变形量对延伸率的变化趋势与强度的变化趋势正好相反。从图4(a)可知,普通冷轧板材的屈服强度Rp0.2 从109 MPa提升到260MPa。横轧板材的屈服强度和抗拉强度低于同等变形量下普通轧制板材,延伸率均略高于普通轧制板材。
横轧板材的强度低于普通轧制板材,这与冷轧过程中形成的晶粒组织和织构有很大关系。冷轧过程中普通轧制板材形成了单一的密集形变带,而横轧板材冷轧过程中形成了交叉形变带
[14 ,15 ]
。织构对材料的力学性能有较大的影响,通常我们借助Taylor因子M值来分析,M值越大,滑移系越难开启,材料的强度越大。典型β取向线织构Copper,S,Brass的M值要高于再结晶织构Cube以及随机织构组分,并且Copper织构的M值最大。普通轧制板材中形成了典型轧制织构Copper,Brass,S织构,并且Copper,Brass织构的取向强度较高;而横轧板材除了有较强的Brass织构,还有B',S'以及较弱的随机织构组分,并且织构强度要低于常规轧制板材,如表1所示。因此,横轧弱化了强的形变织构,轧制态板材的屈服强度要低于常规轧制板材的屈服强度,这与实验结果一致。
图4 6016铝合金轧制态力学性能
Fig.4 Mechanical properties of 6016 aluminum alloy at rolled stated
(a) NR;(b) CR
2.2固溶组织与T4态力学性能
6016铝合金板材冷轧后,进行固溶处理,温度固溶540℃。图5(a,b)分别为普通轧制板材经5 min和15 miln固溶后的电子背散射衍射(EBSD)微观组织,图5(c,d)分别为横轧制板材经5 min和15 min固溶后的(EBSD)微观组织。从图5可以看出,固溶后6016铝合金板材发生了明显的再结晶,固溶5 min时,晶粒比较细小,如图5(a,c);固溶15min时,晶粒逐渐长大,如图5(b,d)。从图5(a,b)可以看出,普通轧制板材中沿轧向方向晶粒尺寸较大,横向尺寸较小,晶粒大小分布不均。横轧板材经固溶处理以后,晶粒组织及大小比普通轧制板材均匀,固溶5 min的板材晶粒尺寸分布主要集中在20~80μm,固溶15 min的板材晶粒尺寸分布主要集中在30~100μm由于横轧工艺在第3和第4道沿原TD方向进行,使普通轧制中主要沿轧制方向的塑性变形分散在横向和轧向,因而横向轧制的晶粒较为等轴,如图5(c,d)所示,从而减少了6016铝合金组织与性能的各向异性。从图5(b~d)可以看到,板材中出现了异常长大的大尺寸晶粒,这些大尺寸晶粒的出现,可能会影响板材的局部成形性能。
图6(a,b)为分别为普通轧制和横轧板材固溶15 min后的取向分布函数(orientation distribution function,ODF)图。从图6(a)可以看出:普通轧制板材经固溶15 min后再结晶织构组分以Cube和Cube+ND15织构为主,体积分数约为29.7%,形变织构基本消失。横轧6016铝合金板材,固溶15 min时,(Φ1 =20°,Φ=30°,Φ2 =0°)取向增强,体积分数高达37.9%,此外还形成了较弱的Goss取向。
图7为不同轧制路径下固溶不同时间的6016-T4态铝合金的拉伸力学性能。从图7中可知,普通轧制和横轧板材的屈服强度和抗拉强度都随着固溶时间的增加呈现先增加后降低的趋势,延伸率随固溶时间的变化也呈现相同的趋势。从图7(a)可知,固溶5 min时,T4态普通轧制板材屈服强度和延伸率达到最大值,分别为116 MPa和24.8%;固溶15 min时,T4态普通轧制板材的强度与固溶5 min时较接近。从图7(b)可知,固溶5min时,横轧板材的屈服强度和延伸率达到最大值,分别为144 MPa和26.7%;固溶15 min时,二者的屈服强度、抗拉强度略有下降。相同固溶时间下,T4态横轧板材的抗拉强度和屈服强度要高于普通轧制板材,这可能是由于普通轧制板材中含有较多Cube和Cube+ND15再结晶织构有关。
图5 EBSD取向成像分析
Fig.5 EBSD orientation imaging analysis
(a) NR 5 min;(b) NR 15 min;(c) CR 5 min;(d) CR 15 min
图6 6016铝合金ODF图
Fig.6 ODF maps of 6016 aluminum alloy
(a) NR;(b) CR
图7 6016-T4态铝合金力学性能
Fig.7 Mechanical properties of 6016-T4 aluminum alloy
(a) NR;(b) CR
一般而言,为了汽车零件较好成形,板材的力学性能一般要求为烤漆前屈服强度低于140 MPa,烤漆后屈服强度高于200 MPa
[16 ]
。从图7可以看出,6016铝合金板材固溶15 min时,板材具有较好的延伸变,强度也满足要求。因此,选取固溶15min的T4态6016铝合金板材,沿板材0°,45°,90°取样,测试计算板材塑性应变比r、应变硬化指数n、塑性应变比r,最后计算得到6016铝合金平均塑性应变比值E 值。表2为普通轧制和横向轧制板材的成形性能对比。一般来说,E 大于普通轧制板材。
表2 T4态板材的力学性能 下载原图
Table 2 Mechanical properties of T4 sheets
3结论
1.6016铝合金热轧板材具有较强的β取向性织构,冷轧后,普通轧制板材织构表现出典型的“唇式”冷轧织构特征,横轧使得原β取向线织构经{011}
2.普通轧制6016铝合金板材固溶后,再结晶织构组分以Cube和Cube+ND15为主,横轧板材形成强(Φ1 =20°,Φ=30°,Φ2 =0°)织构,横轧板材晶粒组织及大小比普通轧制板材更加均匀。
3.T4态横轧板材的强度值和延伸率高于普通轧制板材;横轧板材的塑性应变比、平均应变硬化指数和杯突值IE 高于T4态普通轧制板材,各向异性△r值要低于后者普通轧制板材,有效改善了6016铝合金板材的成形性能。
参考文献
[1] Lin Z Q,Li S H,Yu Z Q,Lai X M.The Lean Forming Technology for Auto Sheet[M].Beijing:China Machinery Press,2009.3.(林忠钦,李淑慧,于忠奇,来新民.汽车板精益成形技术[M].北京:机械工业出版社,2009.3.)
[2] Zhang K L,Zhang J X,Liu Y T,Zhong L.Microstructure and texture variation of 6016 aluminum alloy during cold rolling[J].Rare Metal Materials and Engineering,2017,46(6):1559.(张克龙,张继祥,刘运腾,钟厉.6016铝合金冷轧显微组织和织构的演变[J].稀有金属材料与工程,2017,46(6):1559.)
[3] Barnwal V K,Raghavan R,Tewari A,Narasimhan K,Mishra S K.Effect of microstructure and texture on forming behaviour of AA-6061 aluminium alloy sheet[J].Materials Science&Engineering A,2017,679:56.
[4] Moy C,Weiss M,Xia J H,Sha G,Ringer S P,Ranzi G.Influence of heat treatment on the microstructure,texture and formability of 2024 aluminium alloy[J].Materials Science and Engineering A,2012,552:48.
[5] Kumar R,Gupta A,Kumar A,Chouhan R N,Khatirkar R K.Microstructure and texture development during deformation and reciystallisation in strip cast AA8011 aluminum alloy[J].Journal of Alloys and Compounds,2018,742:369.
[6] Hu J G,Ikeda K,Murakami T.Effect of texture components on plastic anisotropy and formability of aluminium alloy sheets[J].Journal of Materials Processing Technology,1998,73:49.
[7] Han J H,Suh J Y,Jee K K,Lee J C.Evaluation of formability and planar anisotropy based on textures in aluminum alloys processed by a shear deforming process[J].Materials Science and Engineering A,2008,477:107.
[8] Saito Y,Utsunomiya H,Suzuki H,Sakai T.Improvement in the r-value of aluminum strip by a continuous shear deformation process[J].Scripta Materialia,2000,42(12):1139.
[9] Su L H,Lu C,Gazder A A,Saleh A A,Deng G Y,Tieu K,Li H J.Shear texture gradient in AA6061 aluminum alloy processed by accumulative roll bonding withhigh roll roughness[J].Journal of Alloys&Compounds,2014,594(9):12.
[10] Sidor J,Miroux A,Petrov R,Kestens L.Microstructural and crystallographic aspects of conventional and asymmetric rolling processes[J].Acta Materialia,2008,56(11):2495.
[11] Chung Y H,Park J W,Lee K H.An analysis of accumulated deformation in the Equal Channel Angular Rolling(ECAR)process[J].Metals and Materials International,2006,12(4):289.
[12] Liu W H,Qiu Q,Chen Y Q,Tang C P,Liu X,Tang J G.Effect of pre-heating temperature on texture and mechanical properties of 6016 aluminum alloy rolled at equal diameter angle[J].Chinese Journal of Rare Metals,2018,42(6):586.(刘文辉,邱群,陈宇强,唐昌平,刘筱,唐建国.预热温度对等径角轧制6016铝合金织构及力学性能的影响[J].稀有金属,2018,42(6):586.)
[13] Hong S H,Dong N L.Deformation and recrystallization textures in cross-rolled copper sheet[J].Journal of Engineering Materials and Technology,2002,124(1):13.
[14] Gurao N P,Sethuraman S,Satyan S.Effect of strain path change on the evolution of texture and microstructure during rolling of copper and nickel[J].Materials Science and Engineering A,2011,528(25-26):7739.
[15] Gurao N P,Sethuraman S,Suwas S.Evolution of texture and microstructure in commercially pure titanium with change in rolling path during rolling[J].Metallurgical and Materials Transactions A,2013,44(3):1497.
[16] Marioara C D,Andersen S J,Jansern J,Zandbergen H W.The influence of temperature and storage time at RT on nucleation of the phase in a 6082 Al-Mg-Si alloy[J].Acta Materialia,2001,(51):789.