������ʱ��: 2015-05-07 10:22
ϡ�н��� 2016,40(08),770-775 DOI:10.13373/j.cnki.cjrm.2016.08.005
15%SiCp /2009A1���ϲ��ϵ��ȱ�����Ϊ���ӹ�ͼ
κ�ٻ� ������ ����ǿ ���� ������ ������
������ɫ�����о���Ժ������ɫ�������ϲ��Ϲ��̼����о�����
ժ Ҫ��
Ϊ���з������ܿ�����ǿ�������ϲ���,����Gleeble-3800��ģ�������,�о��˷�ĩұ��15%SiCp /2009A1���ϲ����ڱ����¶�Ϊ370~520�桢Ӧ������Ϊ0.01~10.00 s-1�����µĸ��±������ԡ��������,����������һ��ʱ,�ø��ϲ��ϵ�����Ӧ��������¶����߶�����;�������¶�һ��ʱ,���ϲ��ϵ�����Ӧ����Ӧ�������������ߡ����ö�̬����ģ�ͽ�����15%SiCp /2009A1���ϲ��ϵ��ȼӹ�ͼ���ȼӹ�ͼ����,�ڽϸ�Ӧ����������(2.00~10.00 s-1 ),��������ʧ��,������������������濪�Ѻ�SiC�����������顣�ø��ϲ��ϵĶ�̬�ٽᾧ����λ�ڼӹ�ͼ�Ľϵ�Ӧ����������(<1.00 s-1 ),���ʺ�ɢ��ֵ��Ϊ����,Ϊ0.24~0.35,��ʱ���Ͼ������õ�����,�ʺϽ����ȼӹ����Ρ��ۺϼӹ�ͼ�Լ�����֯�۲���,����˸��ϲ����ȱ��ε���ѹ��ղ���:�����¶�Ϊ450~490�桢Ӧ������Ϊ0.01~0.10 s-1 ��
�ؼ��ʣ�
SiCp/Al���ϲ��� ;�ӹ�ͼ ;�ȱ��� ;����ʧ�� ;
��ͼ����ţ� TB333
����飺 κ�ٻ�(1983-),��,�ӱ�ʯ��ׯ��,��ʿ�о���;�о�����:���������ϲ���;E-mail:weishaohua666@163.com;; ������,����;�绰:010-60662691;E-mail:jzfan@grinm.com;
�ո����ڣ� 2014-01-15
���� ���ҿƼ����ص�����о���չ�ƻ���Ŀ(2012CB619606);���ҿƼ��������о���չ�ƻ���Ŀ(2013AA031201)����;
Hot Deformation Behavior and Processing Map of 15%SiCp /2009A1 Composites
Wei Shaohua Nie Junhui Liu Yanqiang Zuo Tao Ma Zili Fan Jianzhong
National Engineering Technology Center for Nonferrous Metal Composites,General Research Institute for Nonferrous Metal
Abstract��
In order to develop high performance particle reinforced aluminum matrix composites,the hot deformation characteristics of15% SiCp /2009A1 composites fabricated by powder metallurgy route were studied by thermal compaction testing on Gleeble-3800 hotsimulation machine at temperature of 370 ~ 520 �� and strain rate of 0. 01 ~ 10. 00 s-1 . The results showed that the flow stress decreased with the deformation temperature increasing at a constant strain rate,and increased with the strain rate increasing at a constant temperature. The processing maps of 15% SiCp /2009A1 composites were developed on the basis of dynamic material model. The processing maps presented unsteady zones at high strain rate( about 2. 00 ~ 10. 00 s-1 ). There were a few separated interfaces of particlematrix and the cracked Si C particles themselves. The dynamic recrystallization region of the composite was located in the lower strain rate region( < 1. 00 s-1 ),where the power dissipation rate was relatively moderate,which was 0. 24 ~ 0. 35,and the material had a good plasticity which was suitable for thermal deformation. On the base of the experimental results including processing map and microstructure,the optimum hot deformation condition of the composites attained by the maps were as follows: the temperature of 450 ~ 490�� and the strain rate of 0. 01 ~ 0. 10 s-1 .
Keyword��
SiCp/ Al composites; processing map; hot deformation; flow instability;
Received�� 2014-01-15
������ǿ�������ϲ������ھ��и߱�ǿ�ȡ��߱ȸնȺͳߴ��ȶ��Ժõ��ŵ�,�ں��ա����졢�����ȹ�ҵ����õ��˹㷺Ӧ��
[1 ,2 ,3 ,4 ]
��Ȼ���������������취���Ƿ�ĩұ���Ʊ�������������϶��������Խϲ�,�ȼӹ����ι��������׳��ֿ��ѡ��������Ѻͽ�����ճ�����,����ͨ���о�����³���������ȷ���������ȼӹ�����,�Ը������ȼӹ��������ܾ�����Ҫ���塣�ڶ�ѧ��
[5 ,6 ,7 ,8 ,9 ]
���ڶ�̬����ģ�ͽ����˸��ϲ��ϵļӹ�ͼ,ȷ�����ϲ�ͬ�۱��λ������ڵ������ʧ�ȱ�������,�Ż������ȼӹ����ղ���,��ͨ������ȱ�������ɹ���֤�˼ӹ�ͼ����Ч�ԡ�������15%Si Cp /2009A1���ϲ��ϵ���ģ������Ϊ����,�о��˱��ι��ղ����Ը��ϲ��ϸ��±���ʱ����Ӧ����Ӱ��,���ݶ�̬����ģ��,�����˸��ϲ��ϸ��±���ʱ�ļӹ�ͼ,ȷ���˸��ϲ�������ȼӹ����ղ���,�Ӷ�Ϊ�ø��ϲ��ϵ��ȼ�ѹ����������������Ա����ṩ����ָ����
1 ʵ��
���ø��ϲ��ϲ��÷�ĩұ��+�ȵȾ�ѹ�����Ʊ�������Ͻ�ѡ��2009Al,��ĩƽ������Ϊ10��m,����Ҫ�Ͻ�Ԫ��Cu,Mg�����ֱ�Ϊ4%,1%;��ǿ��ѡ��ƽ������Ϊ5��m�Ħ�-Si C����,�����������Ϊ15%�����Ƚ����Ͻ��ĩ��Si C�����ڻ��ϻ��л�е���,����Ȼ�Ϻ�ĸ��Ϸ�ĩ��Ⱦ�ѹ����Ϊ��ĩ����,��Ⱦ�ѹ����Ϊ:200 MPa,��ѹ0.5 h,��ѹ����������ճ���������ȵȾ�ѹ���ܻ�,�ȵȾ�ѹ����Ϊ:��560�汣ѹ2 h,ѹ��Ϊ150 MPa��
�Ӹ��ϲ����ȵȾ�ѹ���������и���ӹ��ɦ�10 mm��12 mm��Բ����ѹ������,����Gleeble-3800��ģ����������и���ѹ����������,�����¶ȷֱ�Ϊ370,400,430,460,490��520��,Ӧ�����ʷֱ�Ϊ0.01,0.10,1.00��10.00 s-1 ,��Ӧ��Ϊ0.6,��������Ϊ5�桤s-1 ,����ʱ��Ϊ3 min��ѹ��ǰ��������������ʯīƬ,�Լ���ѹͷ���������Ħ������Ӧ��״̬��Ӱ�졣ѹ��������ɺ�������ˮ,�Ա㱣����������֯��ѹ��������,��Gleeble-3800��ģ��������ļ����ϵͳ�Զ��ɼ�Ӧ����Ӧ�䡢�¶ȵ�����,�����Ƴ���Ӧ��-��Ӧ�����ߡ�
�����и���κ��������ѹ�������ֿ�,������ĥ�ƺ����,��ZEISS Axiovert 200MAT��ѧ����(OM)���н���۲�,��HITACHI S-4800�ͳ�����ɨ��羵(SEM)��������֯��ò�۲�,��۲���JEM-2000FX���������������(TEM)�Ͻ��С�
2 ���������
2.1 Ӧ��-Ӧ�����߷���
ͼ1Ϊ15%Si Cp /2009A1���ϲ�����Ӧ������Ϊ0.10 s-1 ����ͬ�����¶Ⱥͱ����¶�Ϊ490�桢��ͬӦ�����ʵĸ���ѹ�����ε�����Ӧ��-Ӧ�����ߡ���ͼ1�п��Կ���,���ϲ����е��͵���̬�����������ڱ��γ���,���ϲ��ϵļӹ�Ӳ����������,������Ӧ������γ̶ȵ����Ӷ���������,�ﵽһ����ֵ�����ű��γ̶ȵļ�������,���ڶ�̬�ٽᾧ���������ðѼӹ�Ӳ��������,���ϲ��ϵ�����Ӧ����һ���̶ȵĽ���Ȼ�ֺ�ֵ,�γ���̬���䡣���ϲ��ϵ�����Ӧ����Ӧ������ʮ������,������ͬ�����¶���,����Ӧ�����ʵ�����,���ϲ��ϵ���̬����Ӧ���������ߡ���Ӧ�����ʴ���0.10 s-1 ʱ,��Ӧ��-Ӧ������������ԵIJ�������,���Dz������ٽᾧ�����֡��ڸ���ѹ�����ι�����,����Ͻ����ʱ�ܵ����ɱ��ε�Si C����Լ������,�ڿ�����������渽���ᷢ��Ӧ��,���ɴ˲����ϸ��ܶȵ�λ��,�ⲻ��Ϊ�ٽᾧ�κ��ṩ������λ��,Ҳ�����˻���Ͻ�Ļظ��̶�,�ӹ�Ӳ������õ�������
ͼ1 15%Si Cp/2009Al���ϲ��ϵ�����Ӧ��-Ӧ������Fig.1Typical true stress-true strain curves of 15%Si Cp/2009Al composite
(a)Different temperatures with rate of 0.10 s-1 ;(b)Different strain rates at temperature of 490��
2.2 ���ϲ��ϼӹ�ͼ����������
2.2.1 �ӹ�ͼ��������
�ӹ�ͼ���������ݶ�̬����ģ��,�Բ���������ѧΪ���������������ȱ��ι������������ĺ���֯�仯֮���ϵ��һ�ֲ��Ϸ����������������ȱ��ι���������Ӧ������Ӧ�����ʢ��ŵĹ�ϵ�ɱ�ʾΪ
[10 ]
:
ʽ��KΪ����;mΪӦ����������ָ����
�������ȱ��ι����е�λ����������յĹ���P�ɷ�Ϊ��ɢ��G�ͺ�ɢЭ����J������
[11 ]
,��ʾΪ:
ʽ��G�������Ա�������Ĺ�������,���ת����ճ�����ȡ���ɢЭ����J������ϱ��ι�������֯�仯�йصĹ������ġ�J�ɱ�ʾΪ:
�ڸ���Ӧ��ź��¶�T������,Ӧ����������ָ��m����Ϊ��ɢ��G�ͺ�ɢЭ����J�ı仯��,��:
���ʺ�ɢЧ�ʦ���һ�������ٲ���,��������ȱ��ι����е�����֯�仯���,���ҿ����������Ʋ������ȱ��κ������֯�����ʺ�ɢЧ�ʦǿ��Ա�ʾΪ:
���ʺ�ɢЧ�ʦ���Ӧ��š�Ӧ�����ʢ��ź��¶�T�ĺ���,���ʺ�ɢͼ������Ӧ�����ʢ��ź��¶�T�����ɵĶ�άƽ���ϻ���ĵȹ��ʺ�ɢЧ�����ӵ��������������ɡ�����ӳ�˲������ȱ��ι����еĹ��ʺ�ɢ������
����ʧ�Ȳ�����(����)�DZ����¶�T��Ӧ�����ʢ��ŵĺ���,����ʧ���о�ͼ�����ڢ��ź�T�����ɵĶ�άƽ���ϻ����ʧ���оݲ����ĵȸ��������ɡ�����(����)Ϊ��ֵʱ,���ϱ��δ�����̬����;Ϊ��ֵʱ,���ϱ��δ�������ʧ��״̬,˵�����ϲ��ʺ��ڴ������±��Ρ�����ʧ�Ȳ�����(����)�ɱ�ʾΪ
[12 ]
:
���������õ��Ĺ��ʺ�ɢͼ������ʧ��ͼ����,��õ����ϵļӹ�ͼ��
2.2.2 �ӹ�ͼ������
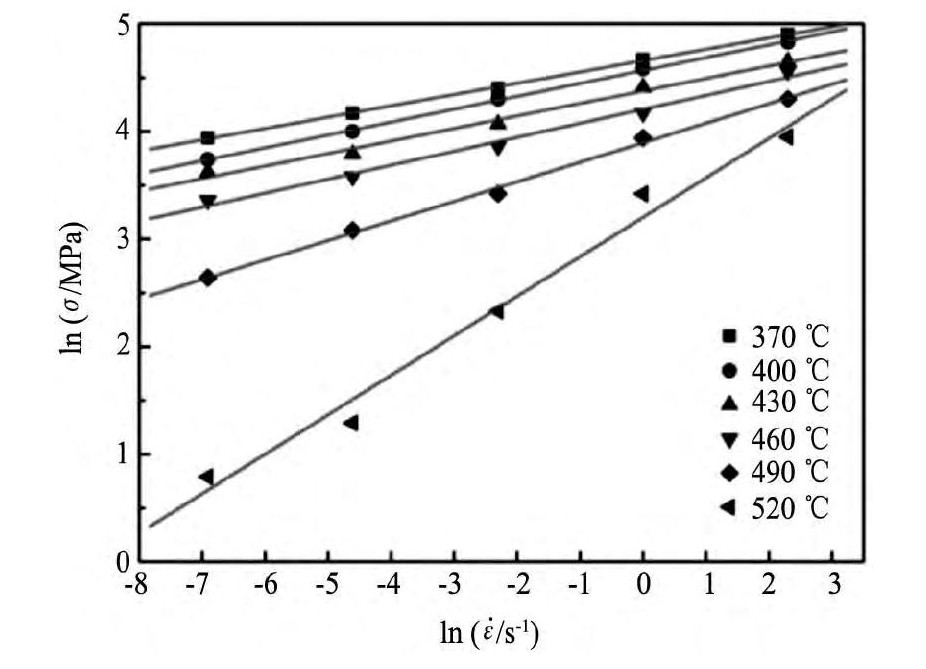
����15%Si Cp /2009Al���ϲ��ϸ���ѹ���ȱ�����������,���Ƴ���ͬ�����¶�������Ӧ��ln����Ӧ������ln����֮��Ĺ�ϵ��ͼ2Ϊ���ϲ��ϵ�����Ӧ��ln����Ӧ������ln����֮��Ĺ�ϵ����(��=0.6),��ͼ2�п��Կ���,�������¶�һ��ʱ,���ϲ�������Ӧ��ln����Ӧ������ln����֮���������Թ�ϵ��
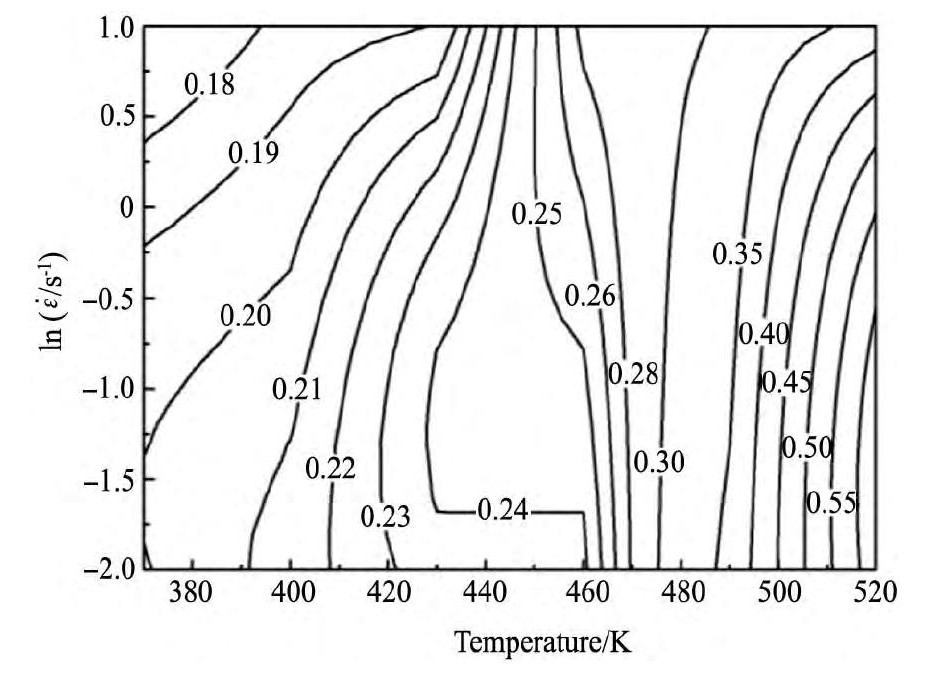
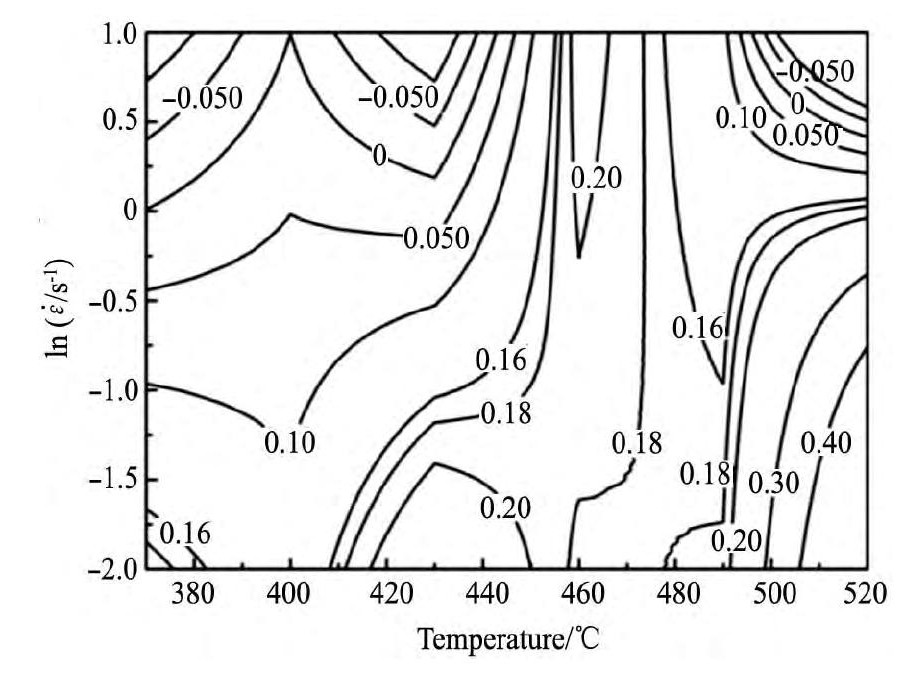
�����Ѷ���Ӧ�����ź�Ӧ�����ʢ���,����3�������������ln����ln���ŵĺ�����ϵ,��ʽ(5)����ó���ͬ�����¶Ⱥ�Ӧ�������µĹ��ʺ�ɢЧ�����Ӧ�ֵ,���Ƴ����ʺ�ɢЧ��ͼ(��ͼ3��ʾ)��������ʧ���оݼ��㹫ʽ(ʽ(6)),����õ��ڲ�ͬ�����¶Ⱥ�Ӧ�������µĦ�(����)ֵ,���Ƴ�����ʧ��ͼ(��ͼ4��ʾ)�������ʺ�ɢЧ��ͼ������ʧ��ͼ���ӵõ����ϵļӹ�ͼ(��ͼ5��ʾ)��
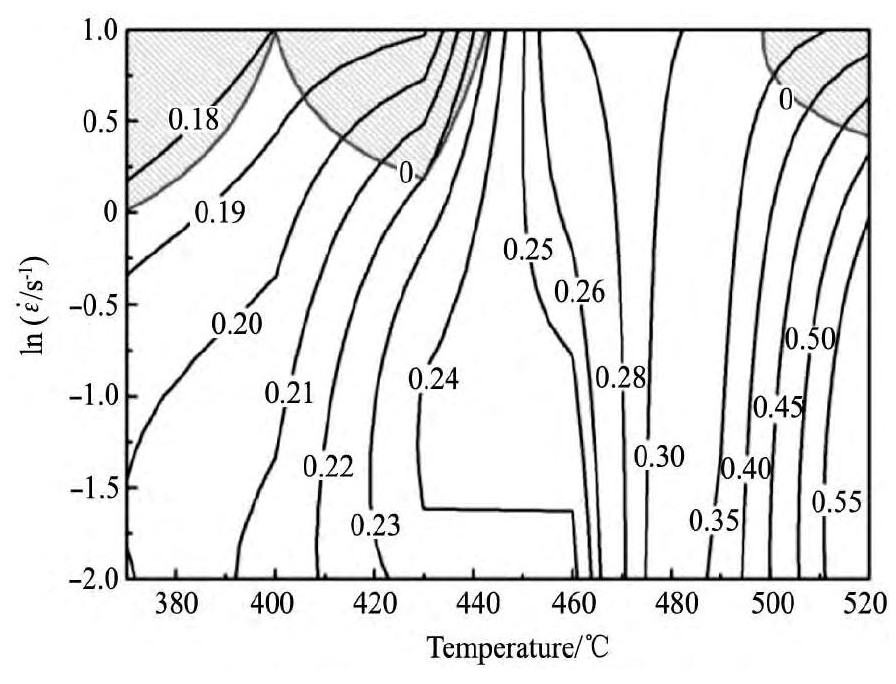
ͼ5��ʾΪ��Ӧ��Ϊ0.6ʱ���ϲ��ϵļӹ�ͼ��ͼ5�е�ֵ�������߱�ʾ���ʺ�ɢЧ������ֵ,��ɫ����Ϊ��ȫ�ӹ���,��Ӱ����Ϊ����ʧ������ͼ5�д���2������ʧ����:��1�������DZ����¶�Ϊ370~440�桢Ӧ������Ϊ1.00~10.00s-1 ������;��2�������DZ����¶�Ϊ500~520�桢Ӧ������Ϊ2.00~10.00 s-1 �������ɴ˿ɼ�,�ڸ�Ӧ�������¸��ϲ������׳�������ʧ��,ͨ�����������µı��λᷢ����������濪���벻�ȶ�����,����־��ȼ��д�
[13 ,14 ]
��,�����ڽ����ȼӹ����Ρ�
ͼ2 1 5%Si Cp/2009Al���ϲ���ln����ln����֮��ı仯��ϵFig.2 Relationship between ln��and ln����of 15%Si Cp/2009Al composite(��=0.6)
ͼ3 15%Si Cp/2009Al���ϲ��ϵĹ��ʺ�ɢͼFig.3 Power dissipation map of 15%Si Cp/2009Al composite(��=0.6)
ͼ4 15%Si Cp/2009Al���ϲ��ϵ�ʧ��ͼFig.4 Instability map of 15%Si Cp/2009Al composite(��=0.6)
ͼ5 15%Si Cp/2009Al���ϲ��ϵļӹ�ͼFig.5 Processing map of 15%Si Cp/2009Al composite(��=0.6)
ͼ5���²�Ϊ��̬�ٽᾧ����,�¶ȷ�Χ��450~490�桢Ӧ������Ϊ0.01~0.10 s-1 ,���ʺ�ɢ��ֵ��Ϊ����,Ϊ0.24~0.35�����ϲ����ڴ������ڽ������Լӹ��߱����õ����Ա����������ȶ�������Ӧ��,������нϺõļӹ�����,������Ϊ���ϲ��ϵ�����ȼӹ�����
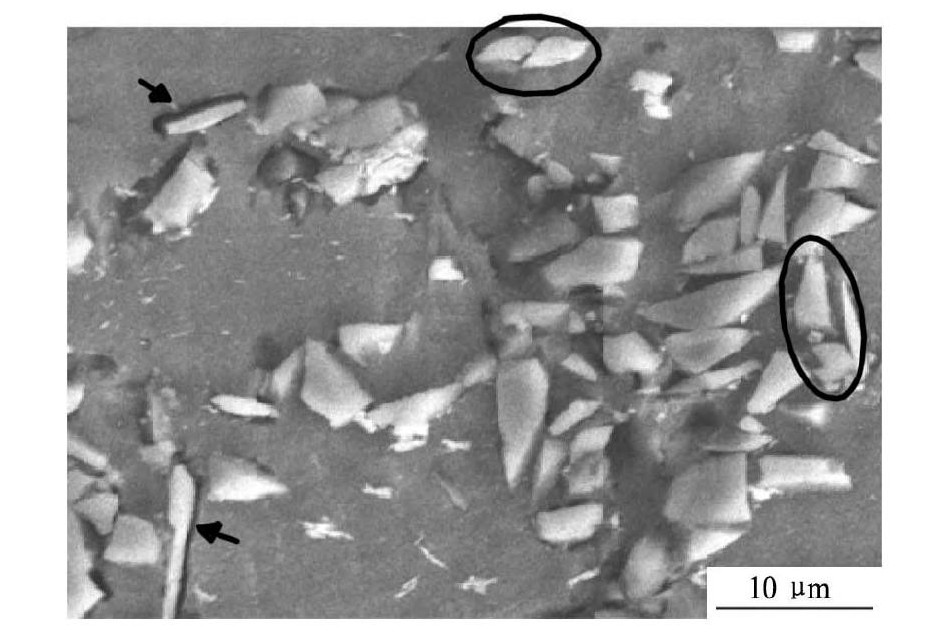
ͼ6Ϊ�ڱ����¶�370�桢Ӧ������Ϊ10.00s-1 ʱ��SEM��Ƭ�����ͼ5��6���Կ���,�ڴ˱����¶Ⱥ�Ӧ������ʱ��Ӧ�ӹ�ͼ�ϵ�ʧ������,������֯�г�����������,������Si C������������濪��(ͼ6��ͷ��ָ����),�Լ�����Si C������������(ͼ6ԲȦ��ָ����)���������ڲ����ڽϸ�Ӧ�����ʱ���ʱ,����ǿ�������Χ�����γɸ��ܶ�λ����,����Ӧ������,��Ӧ���߶ȼ��е�һ���̶Ⱥ�,�γ�����,��ʹ������������濪�ѻ���ǿ������
[15 ]
��
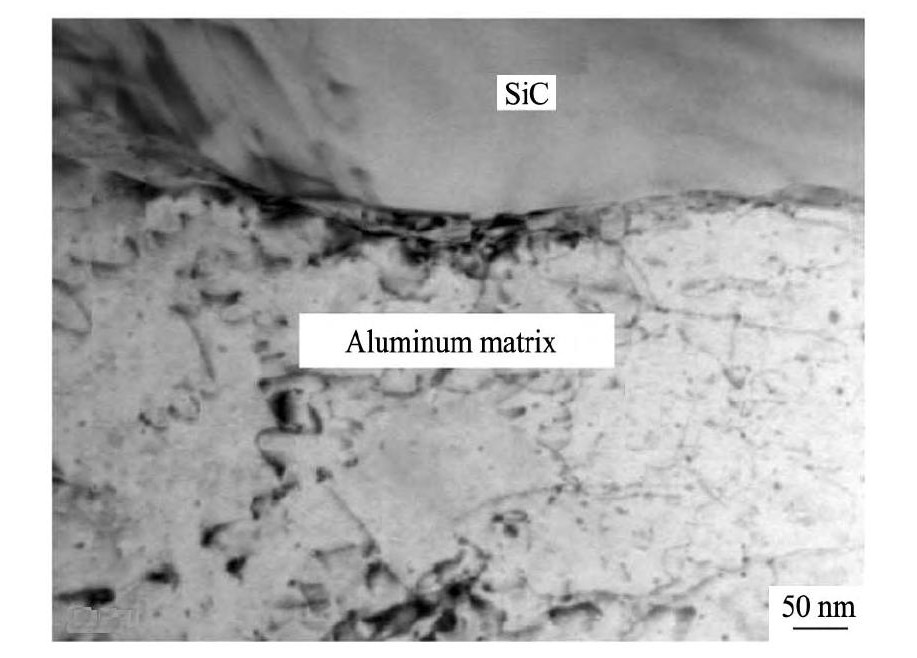
ͼ7Ϊ�ڱ����¶�460�桢Ӧ������Ϊ0.10s-1 ʱ��TEM��Ƭ����ͼ7�п��Կ���,Si C������������֮�����������,����Si C�����������ڴ�����λ��,�����������Ͻ�̬�ٽᾧ���κ���,�ٽ�����Ͻ�̬�ٽᾧ�ķ���,���Ҵ˱����������ڼӹ�ͼ�еİ�ȫ������(��ͼ5��ʾ)��
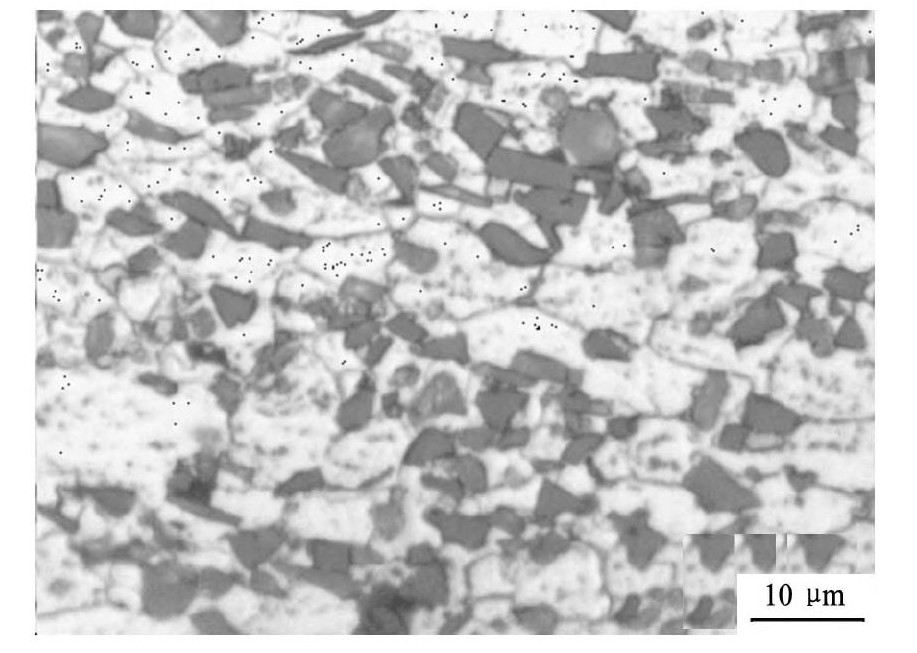
ͼ8Ϊ�ڱ����¶�490�桢Ӧ������Ϊ0.01s-1 ʱ�Ľ�����֯����ͼ8�п��Կ���,��������֯Ϊ�ٽᾧ��֯,�����ٽᾧ������С������,��Si C����ƫ������,�ٽᾧ������ϸС,��Si C�������ϡ��������ٽᾧ�����ߴ�ϴ�Si C������Χ�������巢���ֲ�����,�����ϴ�ı��δ���,λ���ܶȺܸ�,ʹ�û���Ͻ�̬�ٽᾧ�κ�������,�����ڷ�����̬�ٽᾧ����̬�ٽᾧ��������ʹ���ι����в�����λ���õ��ͷ�,�Ӷ����Ʋ��ϵ��ȼӹ�����,���ҿ��Ը��Ʋ��ϵ�����֯�������ѧ����
[16 ]
��
ͼ6 �����¶�370���Ӧ������10.00 s-1��SEM����֯��Fig.6 SEM image of microstructure at 370��with strain rate of 10.00 s-1
ͼ7 �����¶�460���Ӧ������0.10 s-1��TEM����֯��Fig.7 TEM image of microstructure at 460��with strain rate of 0.10 s-1
ͼ8 �����¶�490���Ӧ������0.01 s-1�Ľ�����֯Fig.8 OM image of microstructure at 490��with strain rate of0.01 s-1
3 ����
1.��ͬһӦ��������,���ϲ��ϵ�����Ӧ�����ű����¶ȵ����߶�����;��ͬһ�����¶���,���ϲ��ϵ�����Ӧ������Ӧ�����ʵ������������������������ı���Ϊ�ӹ�Ӳ���붯̬�ٽᾧ����֮�������á�
2.����Ӧ��Ϊ0.6�ļӹ�ͼ��,�ڽϸ�Ӧ����������(2.00~10.00 s-1 ),��������ʧ����,��������������������濪�Ѻ�Si C�����������顣
3.��������15%Si Cp /2009Al���ϲ��ϵ�����ȼӹ�����Ϊ:�����¶�Ϊ450~490��,Ӧ������Ϊ0.01~0.10 s-1 ��
�����
[1] Lloyd D J.Particle reinforced aluminium and magnesium matrix composites[J].International Materials Reviews,1994,39(1):1.
[2] Geiger A L,Walke R J A.The processing and properties of discontinuously reinforced aluminum composites[J].Journal of Materials,1991,43(8):8.
[3] Maruyama B,Hunt W H.Discontinuously reinforced aluminum:current status and future direction[J].Journal of Metals,1999,51(11):59.
[4] Fan J Z,Shi L K.Development and application of particulate reinforced aluminum matrix composites[J].Aerospace Materials&Technology,2012,42(1):1.(������,ʯ����.������ǿ�������ϲ����о���Ӧ�÷�չ[J].����Ϲ���,2012,42(1):1.)
[5] Yang Y B,Zhang Z M,Zhang X.Processing map of Al2O3particulate reinforced Al alloy matrix composites[J].Materials Science and Engineering:A,2012,558(48):112.
[6] Cavaliere P,Evangelista E.Isothermal forging of metal matrix composites:recrystallization behaviour by means of deformation efficiency[J].Composites Science and Technology,2006,66(2):357.
[7] Rajamuthamilselvan M,Ramanathan S,Karthikeyan R.Processing map for hot working of Si Cp/7075Al composites[J].Transactions of Nonferrous Metals Society of China,2010,4(9):668.
[8] Hao S M,Xie J P.Hot deformation behavior and processing map of 30%Si Cp/2024Al composite[J].Materials Science and Engineering of Powder Metallurgy,2014,19(1):1.(������,л����.30%Si Cp/2024Al���ϲ��ϵ��ȱ�����Ϊ���ӹ�ͼ[J].��ĩұ����Ͽ�ѧ�빤��,2014,19(1):1.)
[9] Srivastava V C,Jindal V,Uhlenwinkel V,Bauckhage K.Hot-deformation behaviour of spray-formed 2014 Al+Si Cpmetal matrix composites[J].Materials Science and Engineering A,2008,477(1):86.
[10] Wang Y,Lin D,Law C C.A correlation between tensile flow stress and Zener-Hollomon factor in Ti Al alloys at high temperatures[J].Journal of Materials Science Letters,2000,19(13):1185.
[11] Prasad Y V R K,Gegel H L,Doraivelu S M,Malas J C,Morgan J T,Lark K A,Barker D R.Modeling of dynamic material behavior in hot deformation:forging of Ti-6242[J].Metallurgical and Materials Transactions A,1984,15A:1883.
[12] Prasad Y V R K,Seshacharyulu T.Modelling of hot deformation for microstructural control[J].International Materials Reviews,1998,43(6):243.
[13] Xiao B L,Fan J Z,Tian X F,Zhang W Y,Shi L K.Hot deformation and processing map of 15%Si Cp/2009Al composite[J].Journal of Materials Science,2005,40(21):5757.
[14] Zhang P,Li F G,Li H Q.Workability and processing map of Si C particle reinforced aluminum matrix composites at high temperature and strain rate[J].Rare Metal Materials and Engineering,2009,38(S1):9.(����,���,�����.Si C������ǿ�������ϲ��ϵ��ȳ����������ȼӹ�ͼ[J].ϡ�н��������빤��,2009,38(S1):9.)
[15] Guo S L,Li D F,Chen D,Wang H W.Processing maps of hot plastic deformation for in-situ synthesis of Ti B2/6351 composite[J].Rare Metal Materials and Engineering,2009,38(S1):387.(��ʤ��,��¸�,�¶�,����ΰ.ԭλ�ϳ�Ti B2/6351���ϲ��ϸ������Ա�����Ϊ�ļӹ�ͼ[J].ϡ�н��������빤��,2009,38(S1):387.)
[16] Yue Y W,Wen T,Liu L T,Liu L,Chen S,Wu Y.Predicted processing map of TC4 titanium alloy based on BP neural network[J].Chinese Journal of Rare Metals,2014,38(4):567.(��Զ��,��ͮ,������,����,����,��ӱ.����BP������Ԥ���TC4�ȼӹ�ͼ[J].ϡ�н���,2014,38(4):567.)