DOI: 10.11817/j.ysxb.1004.0609.2020-37517
Һ-������ȶ���ʧģ����Al/Cu˫����������֯���ܵ�Ӱ��
�� �壬���������������������Х���쿡��
(���пƼ���ѧ ���ϳ�����ģ���������ص�ʵ���ң��人 430074)
ժ Ҫ���о�Һ-������ȶ���ʧģ����Al/Cu˫����������֯�����ܵ�Ӱ�죬����Al/Cu˫����������γɻ����������ۡ����������Һ-�������Ϊ3:1ʱAl/Cu˫�����������γ���Ч��ұ���ϣ���Һ-������ȳ���5:1ʱ��Al/Cu˫����������������λ�ÿ�ʼ����ұ���ϣ��ڷ���ұ��Ӧ������£�Al/Cu˫�������������Al4Cu9�㣬AlCu�㣬Al2Cu�������Ӧ��4����ɣ���Һ-�������������������ʱ���ӳ���ͭ������ܽ����ӵĹ�ͬ���ã�������Ӧ����֯�����ȴִ��ϸ���ı仯��Al/Cu������Ӳ����140~190HV֮�䣬δ�����ԵĹ����ԣ�����Һ-������ȵ�����Al/Cu˫�������ϵļ���ǿ�������Ӻ��С��������7:1ʱ�ﵽ���ֵ(81 MPa)���Ҿ��ӽ����仯����(IMCs)�㷢�����ѡ�
�ؼ��ʣ���ʧģ���죻��-Һ���ϣ�Al/Cu˫�������ϣ����淴Ӧ�㣻����ǿ��
���±�ţ�1004-0609(2020)-02-0316-10���� ��ͼ����ţ�TB331���� ���ױ�־�룺A
���ſ�ѧ�����IJ��Ϸ�չ����һ�����Ѿ����������ִ���ҵ���ڲ����ۺ����ܵ�Ҫ��˫�������Ͽ��Խ�����ֲ�ͬ���ϵ��ص��Ի�ø����������� ��[1]�����о��ܵ�Խ��Խ�������[2-5]��Al/Cu˫���������ܹ����ͭ�ĵ��絼���Ժú�Al�ĵ��ܶȵ��ŵ㣬�Ӷ�����������Ҫ���ͬʱ�ﵽ�������������ͳɱ������ã�������������ϵͳ����װ���¡�������Ȧ�����Ⱥͻ�е��������й㷺��Ӧ��ǰ����������ڹ�ҵϵͳ�е�Al/Cu˫�������ɽ�ͷ[6]��ͬʱ�����Ƚ��������ϲ���Al/Cu˫�������ϣ��ܹ����ͭ�Ͻ����Ժõ����Ͻ�ɢ������ǿ���ŵ㣬��Ч����ϵͳ��������ͬʱ����任��Ч��[7]����ˣ�Al/Cu˫�������ϵ��о����ܵ�Խ��Խ��Ĺ�ע��
Ŀǰ��Al/Cu˫�������ϵ��Ʊ�������Ҫ�ɷ�Ϊ��-�̸��Ϸ���-Һ���Ϸ�����-�̸��Ϸ��������������Ƹ���[8]����������[9]����ɢ����[10]�Լ�����Ħ����[11]�ȣ�������Щ�������б��洦�����ո��ӣ��������̳�����״�ߴ��ܵ����ƵȲ��㡣��-Һ���Ϸ���������ɰ�����졢���������졢��ʧģ�����ѹ�������췽���ĸ������취[12]��ͨ�������ڵĽ���Һ���������������Χ��ʵ�����ֲ��ϵ����ӡ����ڸ������췽�����в�����״�����ƣ����и���Ч�ʸߺͳɱ��͵��ŵ㣬��Al/Cu˫�������ϵ��Ʊ�������зdz���ķ�չDZ������Խ��Խ�ܵ��о����ǵĹ�ע����ʧģ���켼����Ϊһ�ֵͳɱ��������Ľ����������켼������������ɰо������ֲڶȽϵͣ��ɳ�����������ص㡣����ʧģ��������������ϵ���ʧģ�������칤�գ��������������췽����Ⱦ�������ص��ŵ�[13-14]�����磬Ƕ�����ڹ̶���ͬʱ���ڽ�ע�����У�ģ���Ƚ�����Ļ�ԭ�����տɶ�ͭǶ������������á�����ʧģ������������У�Һ-���������һ����Ҫ�IJ�������ı���˫�������ϵĽ���״̬������Ҫ��Ӱ��[12, 15]��Ŀǰͨ����ʧģ���켼���Ʊ�Al/Cu˫�������ϵ��о����٣������Ʊ������еĹؼ������Լ������γɻ��ƻ��д���һ��̽����
�����о���Һ-���������һ��Ҫ������Al/Cu˫�������ϵ���֯�����ܵ�Ӱ�죬Ϊ�����֪������������Al/Cu˫���������ṩ������塣
1 ʵ��
ͼ1��ʾΪ��ʧģ�����-Һ����Al/Cu˫�������ϵ�ʵ��װ��ͼ��ʵ�齫T2ͭ��Ԥ������ʧģģ������Ϊ��̬Ƕ�壬��ߴ�Ϊd 10 mm��50 mm��������A356���Ͻ���н�ע��ʵ�����úϽ��ƺż��ɷ����1���С�
��1 ʵ�����úϽ���ϳɷ�
Table 1 Chemical compositions of experimental alloys

Ϊ�˻�ÿɿ���Al/Cu˫�������棬Ƕ����ĭģ�͵�ͭ����Ҫ�������±��洦��������ͭ������2000��ɰֽ��ĥ���ڱ�ͪ��Һ�г�����ϴ15 min������ڳ�������30% H2SO4, 40% HNO3��4 g/L HCl�Ļ����Һ��ϴ40 s[16]��������һ�������̿�ȥ��ͭ������������㣬��������Ҿ���һ���ֲڶȵı��档������ɵ�ͭ������ĭģ��������ϣ����ջ��Һ������ȷֱ�Ϊ3:1��5:1��7:1��9:1����ĭģ���������յĽ�עʵ�顣��ע����A356���Ͻ�ͨ������¯����������������������������������800 �������ն�-0.03 MPa�����£����н�ע��
��õ�Al/Cu˫������������ͭ�����м�λ����ȡ������������֯�۲켰�ɷַ�������ʹ��ZwickZ1000 ����ʵ�����Al/Cu˫�����������м������ܲ��ԡ�����ǿ��( )ʹ��ʽ(1)���㣺
)ʹ��ʽ(1)���㣺
 (1)
(1)
ʽ�У�FΪʵ������е�����غɣ�SΪ�������ͭ����ĽӴ������ʹ��Zeiss Gemini 300������ɨ����������۲�Al/Cu˫���������Ͽڵ���֯��ò�����ڼ��ж��ѵ�Al/Cu˫�������ϣ����ù�ѧ������X����������(XRD)�ԶϿڽ��й۲������
2 ��������
2.1 Һ-������ȶ�Al/Cu������֯��Ӱ��
��ͬҺ-�������������ͨ����ʧģ�����-Һ���Ϲ����Ʊ���Al/Cu˫�������ϵĺ����ò��ͼ2��ͼ3��ʾ����ͼ2(a)�п��Է��֣���Һ-�������Ϊ3:1�������£�Cu������δ���������ۻ����Σ������Ͻ��ͭ�����紦δ�������ԵĹ���������ͼ2(b)��(c)��(d)��ʾ�����֪��Cu�����������������ϸС���ۻ��ӣ��ڴ�������Al/Cu֮��Ľ����ҪΪ��е��ϵķ�ʽ�������ں�����ʵ���������Ҫ���Һ-�������Ϊ5:1��7:1��9:1�������Ʊ���Al/Cu˫�������Ͻ��з���������ͼ3��ʾ������Կ���������Һ-������ȵ�����ͭ�����濪ʼ�����ۻ������������������Ӵ��γ����ԵĹ��ɲ㣬���ڹ��ɲ��д��ڽ�Ϊ���Ե�����ȱ�ݣ����У���Һ-�������Ϊ9:1ʱ������ȱ����ࡣͬʱ������Һ-������ȵ�����Cu�����ۻ��ʼ�Al/Cu˫�������ϵĹ��ɲ��ƽ��������������ͼ4��ʾ��
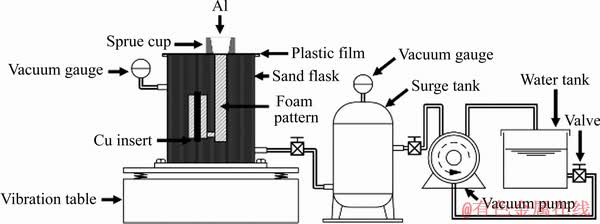
ͼ1 ��ʧģAl/Cu��-Һ����ʵ��װ��ʾ��ͼ
Fig. 1 Schematic illustration of LFC liquid-solid compound process setup
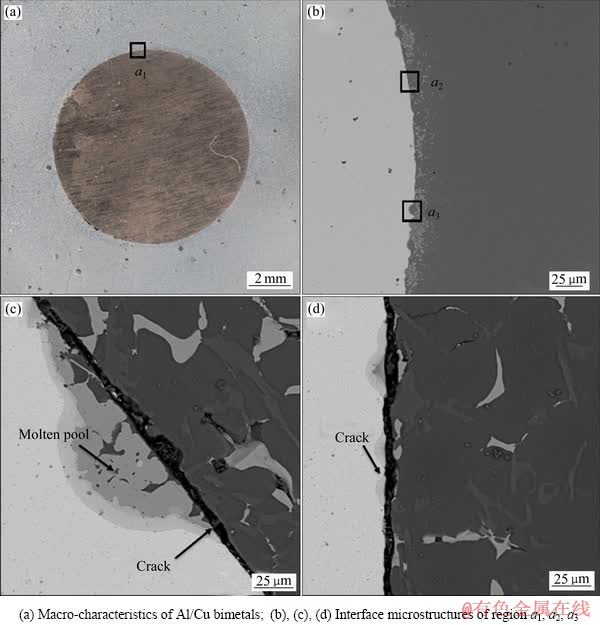
ͼ2 Һ�������3:1ʱAl/Cu˫��������������ò
Fig. 2 Interface morphologies of Al/Cu bimetal with melt-to-solid volume ratio of 3:1
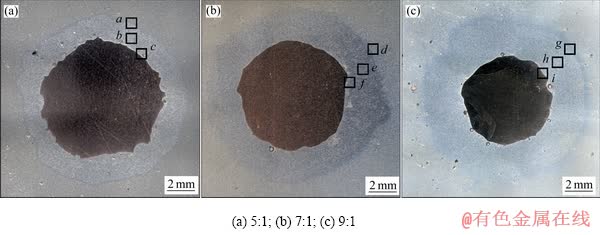
ͼ3 ��ͬҺ������ȵ�Al/Cu˫�������������ò
Fig. 3 Macro-characteristics of Al/Cu bimetals with different melt-to-solid volume ratios
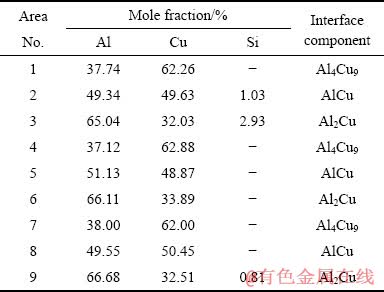
����ͼ3��ʾ�����ѡ��ͼ����ĸ��ʾ�������Al/Cu˫�������ϵ�����֯���й۲죬������ͼ5��ʾ�����������Al/Cu˫����������Ϊ������Ӧ��ͽ����仯����(IMCs)����������ɡ�ͼ6��ʾΪ��ͬҺ�������������Al/Cu˫������������IMCs��EDS�������������EDS�����������ܣ�������2���С�����EDS���������֪����Һ������ȷֱ�Ϊ5:1��7:1��9:1�����£�IMCs�����3��ĶȲ�ͬ�����������ɷֲ���Һ������ȵı仯���ı䣬�ֱ���Al4Cu9�ࡢAlCu���Al2Cu�ࡣ��������Ӧ����Ҫ�ɦ�(Al)��Al2Cu��Si����ɡ������մ�Cu���嵽Al���巽��Al/Cu˫��������ɱ���ΪLayer ��(Al4Cu9���)��Layer ��(AlCu���)��Layer ��(Al2Cu���)��Layer ��(������Ӧ��)��

ͼ4 ��ͬҺ������ȵ�Al/Cu˫��������ұ��Ӧ���ƽ����ȼ�ͭ�����ۻ���
Fig. 4 Changes of melt-to-solid volume ratio versus thickness of transition zone and the melting rate of Cu matrix
ͼ5(c)��(f)��(i)��ʾΪ��ͬҺ-�������������IMCs�������SEM���Կ���IMCs�����̬����Һ-������ȵ�����������仯����Һ-�������Ϊ5:1ʱ��Layer ����ֳ�һ�ֲ��������̬�����ڲ�������ɹ۲쵽ϸС��֦��״�𣬾���Сƽ���������ص㣬��ͼ5(c)��ʾ����Һ-�������Ϊ7:1ʱ��Layer ��ʰ�״������̬����ͼ5(f)��ʾ����ԭ���������Ϊ����Һ-������ȵ�����ͭԪ����ɢ���ӳ�֣���С��ͭ������洦�ijɷֹ���ȣ�������Al2Cu���֦������������Һ-�������������9:1��������ʱ���ӳ���ʹ��Layer ���������ӣ���ͼ5(i)��ʾ��
����Al/Cu����Ĺ�����Ӧ�㼴Layer �������ţ�Һ-������ȵ�������һ�������֯û�в������ԵĹ����Եı仯��ͼ5(a), (b)��(d)��(e)��ʾ�ֱ�ΪҺ-�������Ϊ5:1��7:1ʱ��Layer ��������֯ͼ��Һ-������ȴ�5:1������7:1ʱ��Al2Cu-��(Al)������֯���Ӵִ�����ʱ����ӳ������ǵ�����һ�仯����Ҫ���ء����ǣ���Һ-������ȼ���������9:1ʱ����ͼ5(h)��ʾ�����Һ-�������7:1ʱ��Al2Cu-��(Al) ������֯����ϸ������ԭ��������ڣ�Һ-�������Ϊ9:1ʱ��ͭԪ���۽����ɢ���ӳ�֣�������Ӧ��ɷָ��ӽ�Al/Cu������Ӧ�ɷ֣��ٽ��˹�����Ӧ�ķ�����ʹ�ù�������С��
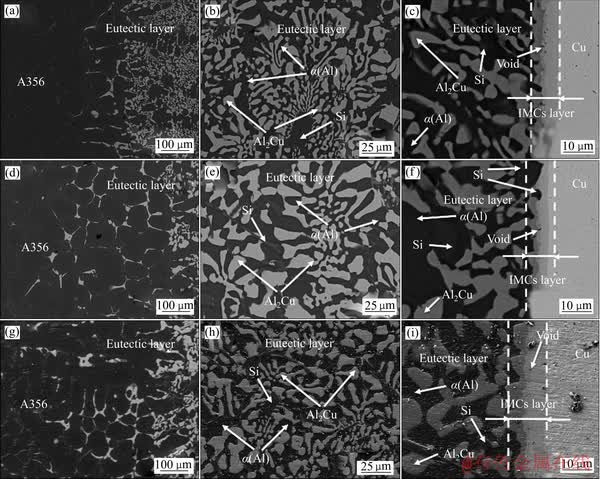
ͼ5 ��ͬҺ-�������������Al/Cu˫�������������SEM��
Fig. 5 SEM interfacial images in three characteristic regions with different melt-to-solid volume ratios corresponding to Fig. 3 (a)-(c) 5:1; (d)-(f) 7:1; (g)-(i) 9:1
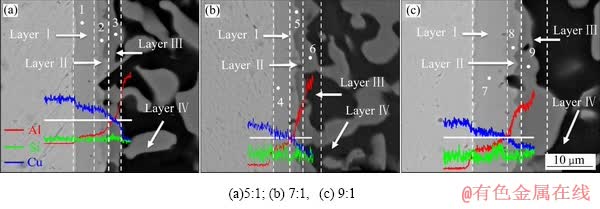
ͼ6 ��ͬҺ�������������ͭ�����������SEM��Al/Cu˫��������EDS����ͼ��
Fig. 6 SEM interfacial microstructures and result of EDS near Cu substrate with different melt-to-solid volume ratio
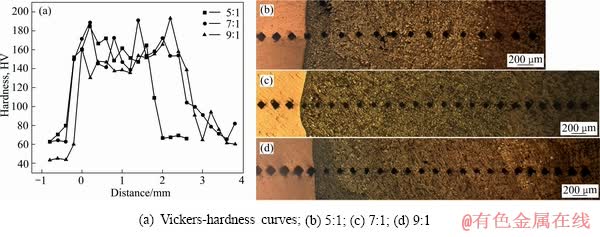
ͼ7 ��ͬҺ-�������������Al/Cu������ά��Ӳ�����ߺ�ѹ��ͼ��
Fig. 7 Vickers-hardness curves and indentation images with different melt-to-solid volume ratio
��2 Al/Cu˫�������Ͻ�������EDS�������
Table 2 EDS results of Al/Cu bimetals
2.2 ��Ӳ�Ⱥͼ���ǿ��
��ʵ��Բ�ͬҺ-������������µ�Al/Cu˫�������ϵ�ά��Ӳ�Ⱥͼ���ǿ�Ƚ����˲��ԡ���Һ-������ȷֱ�Ϊ5:1��7:1��9:1�����£�Al/Cu˫���������ά��Ӳ��������Ӧ��ά��Ӳ��ѹ��ͼ����ͼ7��ʾ�����п��Է��֣�Al/Cu������Ӧ��ά��Ӳ����140~190HV֮�䣬���ڴ��ڴ�����Ӳ�Ľ����仯�����࣬Ӳ�Ƚ�����ͭ����Ӳ���д���ȵ����ӣ���һ�����֮ǰ���о������Ϊ�Ǻ�[15]�����ţ�Һ-������ȵ���������Ӧ�������Ӳ��δ�۲쵽���Եı仯��
ͼ8��ʾΪ��ͬҺ-�������������Al/Cu˫�������ϵļ���ǿ��ͼ�������Һ-�������Ϊ5:1ʱ��Al/Cu˫�������ϼ���ǿ����ͣ���28 MPa���ҡ�Һ-�������Ϊ7:1ʱ��Al/Cu˫�������ϼ���ǿ��ԼΪ80 MPa�����Һ-�������Ϊ5:1ʱ�д������ߡ�Ȼ����Һ-������ȼ���������9:1ʱ��Al/Cu˫�������ϼ���ǿ�ȳ����½���ԼΪ52 MPa��
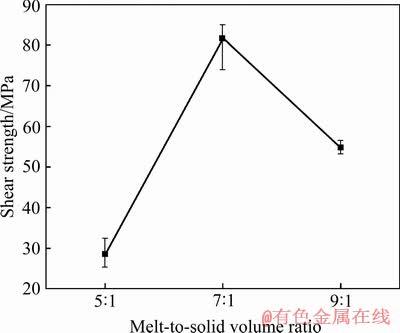
ͼ8 Һ-������ȷֱ�5:1��7:1��9:1������Al/Cu˫������������ǿ��
Fig. 8 Average shear strengths of Al/Cu bimetals with different melt-to-solid volume ratio
Ϊ�˶�Al/Cu˫�������ϵĶ�����Ϊ��һ�����з������ý��������Բ������ж��Ѻ��Al/Cu˫��������ͭ��Ͽڽ��й۲죬�����ͼ9��ʾ����ͼ9�п�����Cu�����Ϲ۲쵽������IMCs�㣬��IMCs���Ͽɹ۲쵽���Ե�������չ�������һ�۲�������Al/Cu˫�������ϵļ��ж��ѷ�����IMCs�㡣ͨ��XRD��Һ-�������Ϊ7:1������Al/Cu˫�������ϼ��ж��ѶϿڽ��з�����֪��Al�����Ͽڴ�����֯��Ҫ�ɦ�(Al)��Al2Cu��Si��Al4Cu9����ɣ���Cu�����Ͽڵ���֯��Ҫ�ɦ�(Al)��Al2Cu��Si��AlCu��Al4Cu9����ɣ������ͼ10��ʾ����һ�����һ��֤��Al/Cu˫�������ϵļ��жϵ�λ����IMCs��λ�ö����ǹ����㡣����Һ-������������µ�Al/Cu˫�������ϵ�XRD����Ҳ���ֳ����ƵĽ����
��һ����Al/Cu˫�������ϵļ������������з���������ͼ3(b)��ʾͼ����Һ-�������Ϊ5:1�������£�Al/Cu˫��������ֻ�ڲ��������γ���ұ���ϣ����н϶�Ļ�е������Ӷ�������һ�����µ�Al/Cu˫�������ϵļ���ǿ�ȼ������28 MPa���ҡ���Һ�������������7:1��Al/Cu˫�������ϵĻ�е�����������С����ͼ3(c)��ʾ��������Һ-�������7:1�����£�Al/Cu˫�������ϵļ������ܵõ��Ĵ���ȵ���ߴﵽ81 MPa�����ţ�Һ-������ȵĽ�һ������Al/Cu˫�������ϵļ�������֮���Բ��������Ե��½�����ԭ����������ڣ�����Һ-������ȵ�����Ӳ��IMCs��ĺ��������IMCs��ʹ������ѧ���ܴ���Ľ��ͣ�����Al/Cu˫����ϵļ���ǿ���½���ͬʱ������������Cu���帽������ȱ�ݵ����࣬Ҳ�������ǿ�ȴ����С����Ҫ���ء�
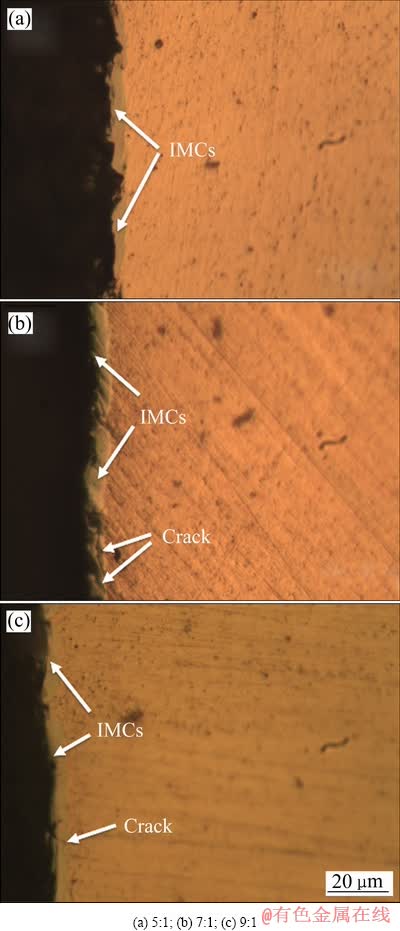
ͼ9 Al/Cu˫��������Cu�������жϿ���ò
Fig. 9 Optical images of shear-fractured Al/Cu bimetals with different melt-to-solid volume ratio
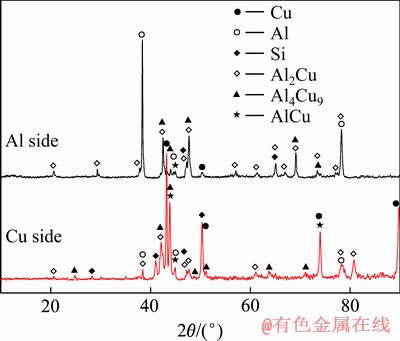
ͼ10 Һ-�������7:1������Al/Cu˫�����������ж��ѶϿ�XRD�������
Fig. 10 XRD pattern of fractured Al/Cu bimetal with melt-to-solid volume ratio of 7:1
3 ����
Al/Cu˫����������IMCs�������Ӧ����������ɡ������ڵ���Һ��ͭ����Ӵ�������Al/Cu֮������ɢ����ͭ�������γɵ��۵����ٽ���ͭ��������ۻ����ڱ����γ���ͭԪ�ظ�����������ȴ����������ɢ�γɾ���ͭ��Ũ���ݶȵ���ɢ�㣬���������γɹ�����Ӧ�㡣�����̹��������ڹ�Ԫ�ؾ��нϸߵ��۵㣬���̳��ڻ�����������Si���γɣ���ͼ5(b)��(e)��(h)��ʾ�������Զ��ͭ�����ͭԪ��Ũ�Ƚϵ�����(Al)֦�����������������¶ȼ����½�����ɢ���в���������Ӧ���γ��ɦ�(Al)��Al2Cu��Si����ɵĹ�����֯�������γɹ�����Ӧ�㡣
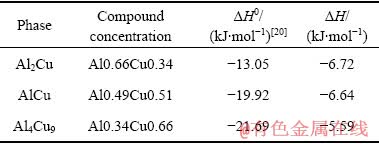
��ǰ�������ڲ�ͬҺ-�������������IMCs����Ҫ��Al2Cu��AlCu��Al4Cu9����ɡ�ͬʱ����ͼ5(f)�п�֪��IMCs���д��������ij���Si�࣬�Ҳ��ֳ���Si��ͬʱ����Al2Cu��AlCu��Al4Cu9�㡣��һ�����������IMCs����γɵij��ڣ�������Cu��������κ˺���������϶�Al/Cu˫������������EDS�����Ľ�����Գ����жϣ�Al2Cu��ΪIMCs����������ࡣͬʱ������ͼ5(c)��(f)��(i)����Al2Cu��AlCu��Al4Cu9��Ӵ���λ�ÿɹ۲쵽���Ե�Kirkendall�� ��[17]����һ�������AlCu��Al4Cu9����γ�������Al2Cu��ͭ����֮�������ͭԭ�����ɢ���µġ�Ϊ��һ��֤ʵIMCs����γɴ�����PROTORIUS��[18]�����Ч������ģ��(Effective of heat formation, EHF)��������������жϲ���ϼ���˹�����ܼ�����ȷ��IMCs������ɴ�����EHFģ�ͣ�IMCs�����Ч�����ȿɱ�ʾΪ
 (2)
(2)
ʽ�У� ΪIMCs��������ȣ�ceΪ��ϵ�С�����Ԫ�ء��ڽ��洦����ЧŨ�ȣ�һ��ȡ��ϵ����������¶�����Ӧ�ġ�����Ԫ�ء���Ũ�ȣ�c0Ϊ������Ԫ�ء���IMCs���е�Ũ�ȡ��������õ�IMCs���γɵ���Ч������ͼ��ͼ11��ʾ����Ӧ����ֵ���3���С����ͼ11�ͱ�3��ʾ����������ж�AlCu��Al4Cu9�������˳��Ϊ��AlCu�����γɣ����Al4Cu9���γɡ�����ZENG��[17]��KIM��[19]���о���֪��Kirkendall�ն��Ĵ��ڻ����ƽ������������������AlCu����洦���ڽ϶��Kirkendall�ն�����ͼ5(c)��(f)��(i)��ʾ��ʹ��Layer ��������ܵ����ƣ���Ƚϱ���
ΪIMCs��������ȣ�ceΪ��ϵ�С�����Ԫ�ء��ڽ��洦����ЧŨ�ȣ�һ��ȡ��ϵ����������¶�����Ӧ�ġ�����Ԫ�ء���Ũ�ȣ�c0Ϊ������Ԫ�ء���IMCs���е�Ũ�ȡ��������õ�IMCs���γɵ���Ч������ͼ��ͼ11��ʾ����Ӧ����ֵ���3���С����ͼ11�ͱ�3��ʾ����������ж�AlCu��Al4Cu9�������˳��Ϊ��AlCu�����γɣ����Al4Cu9���γɡ�����ZENG��[17]��KIM��[19]���о���֪��Kirkendall�ն��Ĵ��ڻ����ƽ������������������AlCu����洦���ڽ϶��Kirkendall�ն�����ͼ5(c)��(f)��(i)��ʾ��ʹ��Layer ��������ܵ����ƣ���Ƚϱ���
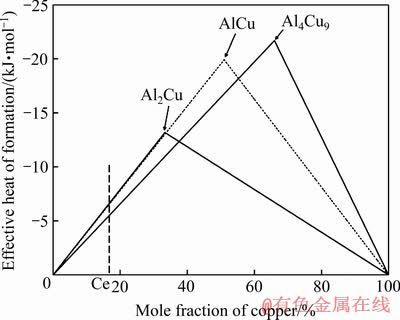
ͼ11 Al/Cu˫������������IMCs���γɵ���Ч������ͼ
Fig. 11 Effective heat of formation diagram for IMCs formation
��3 Al/Cu˫�������������IMCs��ijɷּ�������Ӧ����Ч������
Table 3 Standard heat of formation ��H0 and corresponding effective heat of formation ��H for IMCs
ͼ12��ʾΪ��ʧģ����Al/Cu˫�������ϵĽ����γɹ���ʾ��ͼ�����γɹ��̿ɷ�Ϊ���¼����Σ�a) ������Al/CuԪ�ط������ɢ��ͭ��������γɵ��۵�ɷ�����b) ͭ��������ۻ����γ�ͭԪ�ظ�������c) Һ���е�ͭԪ�ؽ�һ����ɢ���γ�һ�����ͭ��Ũ���ݶȵ���ɢ�㣻d) ��ɢ���г���Si������������ͭԪ��Ũ�Ƚϵ�����������(Al)�ࣻe) ͭ������Al2Cu�ʼ������������ͬʱ��(Al)֦������f) Al2Cu��Cu����֮��Al/Cuԭ�����ɢ��������̬����γ��Ⱥ��γ�AlCu��Al4Cu9�ࡣ

ͼ12 Al/Cu˫���������γɹ���ʾ��ͼ
Fig. 12 Schematic illustration of formation process of Al/Cu interface
4 ����
1) Һ-�������Ϊ3:1ʱAl/Cu˫�����������γ���Ч��ұ���ϣ�������5:1ʱ��Al/Cu˫����������������λ�ÿ�ʼ����ұ���ϣ�����������Al/Cu˫����������������ȫ��������ұ���ϣ��ҽ�����ƽ����������ӡ�
2) Al/Cu˫��������ɷ�ΪIMCs�������Ӧ�������֡�IMCs����Ҫ����Layer ��(Al4Cu9���)��Layer ��(AlCu���)��Layer ��(Al2Cu���)����Layer ��(������)��Ҫ�ɦ�(Al)��Al2Cu��Si����ɡ���Һ-������ȴ�5:1������7:1��Layer ���֦�������ܵ����ƣ�����̬���ӽ���״�������ҹ�����Ӧ���й�����֯���Ӵִ�Һ-������ȼ���������9:1��������Ӧ���Ц�(Al)-Al2Cu��������С��
3) Al/Cu˫�������Ͻ�������ά��Ӳ����140~190HV֮�䣬������ͭ���岿�ִ�����ӡ���Al/Cu˫�������Ϸ������ж���ʱ���������ȷ�����IMCs����ǹ�����Ӧ�㣬����Һ-�������7:1�������£�Al/Cu˫�������Ͼ���81 MPa�������ǿ�ȡ�
4) IMCs����Al2Cu��������ͭ��������κ��������������Al/CuԪ�ؼ�����ɢ��AlCu���Al4Cu9���Ⱥ��γɣ���������Ӧ�����ɾ���ͭԪ��Ũ���ݶȵ���ɢ���������γɡ�
REFERENCES
[1] �ź찲, �� ��. ͭ/�����ϲ��ϵĹ�-Һ���Ϸ��Ʊ���������ϻ���[J]. �й���ɫ����ѧ��, 2008, 18(3): 41-47.
ZHANG Hong-an, CHEN Gang. Fabrication of Cu/Al compound materials bysolid-liquid bonding method and interface bonding mechanism[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(3): 41-47.
[2] �� ��, �� Ƽ, ţ��ʤ, �����, �� ��. Al/Cu���ϲ����Ʊ��������빤���о���չ[J]. ���ϵ���, 2016, 7(30): 148-153.
LI Hui, LONG Ping, NIU Yong-sheng, HUANG Fei-rong, YANG Bin. Fabrication of Al/Cu composite: Theoretical and technological progresses[J]. Materials Reports, 2016, 7(30): 148-153.
[3] HU Yuan, CHEN Yi-qing, LI Li, HU Huan-dong, ZHU Zi-ang. Microstructure and properties of Al/Cu bimetal in liquid-solid compound casting process[J]. Transactions of Nonferrous Metals Society of China, 2016, 26: 1555-1563.
[4] LI Xiao-bing, ZU Guo-yin, WANG Pin. Microstructural development and its effects on mechanical properties of Al/Cu laminated composite[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(1): 36-45.
[5] ZHAO Jia-lei, JIE Jin-chuan, CHEN Fei, CHEN Hang, LI Tin-ju, CAO Zhi-qiang. Effect of immersion Ni plating on interface microstructure and mechanical properties of Al/Cu bimetal[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(6): 1659-1665.
[6] �� ��, �� ƽ, ������. ͭ��˫�������ϲ��ϵ��о���չ[J]. ���ϵ���, 2013, 27(19): 1-5.
LIU Teng, LIU Ping, WANG Qu-dong. Research Progress on Copper/Aluminum Bimetal Composite[J]. Materials Reports, 2013, 27(19): 1�C5.
[7] �� ��, ��ѧ��. ��ˮ�����Ƚ�����ͭ�Ͻ�ܵ�Ӧ��ǰ��[J]. ������ɫ����, 2009(5): 72-75.
WANG Ming, ZHAO Xue-long. Application prospects of copper alloy tubes for seawater desalination heat exchange[J]. World Nonferrous Metal, 2009(5): 72-75.
[8] SHABANI A, TOROGHINEJAD M R, SHAFYEI A. Effect of post-rolling annealing treatment and thickness of nickel coating on the bond strength of Al-Cu strips in cold roll bonding process[J]. Materials & Design, 2012, 40: 212-220.
[9] SAPANATHAN T, KHODDAM S, ZAHIRI S H. Spiral extrusion of aluminum/copper composite for future manufacturing of hybrid rods: A study of bond strength and interfacial characteristics[J]. Journal of Alloys and Compounds, 2013, 571: 85-92.
[10] ESLAMI P, KARIMI TAHERI A, ZEBARDAST M. A comparison between cold-welded and diffusion-bonded Al/Cu bimetallic rods produced by ECAE process[J]. Journal of Materials Engineering and Performance, 2013, 22(10): 3014-3023.
[11] LI X, ZHANG D, QIU C, ZHANG W. Microstructure and mechanical properties of dissimilar pure copper/1350 aluminum alloy butt joints by friction stir welding[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(6): 1298-1306.
[12] AKBARIFAR M, DIVANDARI M. On the interfacial characteristics of compound cast Al/Brass bimetals[J]. International Journal of Metalcasting, 2017, 11(3): 506-512.
[13] LI G, JIANG W, YANG W, JIANG Z, GUAN F, JIANG H, FAN Z. New insights into the characterization and formation of the interface of A356/AZ91D bimetallic composites fabricated by compound casting[J]. Metallurgical and Materials Transactions A, 2019, 50(2): 1076-1090.
[14] JIANG W, LI G, FAN Z, WANG L, LIU F. Investigation on the interface characteristics of Al/Mg bimetallic castings processed by lost foam casting[J]. Metallurgical and Materials Transactions A, 2016, 47(5): 2462-2470.
[15] LIU G, WANG Q, ZHANG L, YE B, JIANG H, DING W. Effects of melt-to-solid volume ratio and pouring temperature on microstructures and mechanical properties of Cu/Al bimetals in compound casting process[J]. Metallurgical and Materials Transactions A, 2019, 50(1): 401-404.
[16] LIU T, WANG Q, SUI Y, WANG Q, DING W. An investigation into interface formation and mechanical properties of aluminum�Ccopper bimetal by squeeze casting[J]. Materials & Design, 2016, 89: 1137-1146.
[17] ZENG K, STIERMAN R, CHIU T C, EDWARDS D, ANO K, TU K N. Kirkendall void formation in eutectic SnPb solder joints on bare Cu and its effect on joint reliability[J]. Journal of Applied Physics, 2005, 97(2): 024508.
[18] PRETORIUS R, DEREUS R, VREDENBERG A.M, SARIS F.W. Use of the effective heat of formation rule for predicting phase formation sequence in Al-Ni systems[J]. Materials Letters, 1990, 9(12): 6-13.
[19] KIM J Y, YU J. Effects of residual impurities in electroplated Cu on the Kirkendall void formation during soldering[J]. Applied Physics Letters, 2008, 92(9): 092109.
[20] HAIR J, DOWNIE D B. Thermodynamic properties of the Cu-Al system: correlation with bonding mechanisms[C]// Faraday Symposia of the Chemical Society. Royal Society of Chemistry, 1973, 8: 56-63.
Effects of melt-to-solid volume ratio on microstructures and mechanical properties of Al/Cu bimetal interface in lost foam casting
GUAN Feng, JIANG Wen-ming, FAN Zi-tian, LI Guang-yu, JIANG Hai-xiao, ZHU Jun-wen
(State Key Laboratory of Material Processing and Die ��Mould Technology, Huazhong University of Science and Technology, Wuhan 430074, China)
Abstract: The effects of the melt-to-solid volume ratio (VR) on microstructure and mechanical properties of the Al/Cu bimetal were studied, and the formation mechanism of the Al/Cu interface was discussed. The results show that the metallurgical bonding cannot be formed when the VR is 3:1. When the VR rises above5:1, the interface zone begins to form in part of the Cu substrate. The interfaces of the Al/Cu bimetals are composed of four different layers: Al4Cu9,AlCu, Al2Cu, and eutectic reaction layer. The hardness of the Al/Cu interface is between 140 and 190 HV. With the increase of the VR, the microstructure of the eutectic reaction layer first becomes coarse, followed by refinement, due to the combination of prolonged solidification time and the increased dissolution of Cu, and the shear strength of the Al/Cu bimetal increases first and then decreases. When the VR is 7:1, it reaches a maximum of 81 MPa, and both of them break from the intermetallic compounds(IMCs) layer.
Key words: lost foam casting; solid-liquid reactions; Al/Cu bimetal; interface; shear strength
Foundation item: Project(2018YFE0313300) supported by the National MCF Energy R&D Program, China; Project (51775204) supported by the National Natural Science Foundation of China; Project(2017CFB488) supported by the Natural Science Foundation of Hubei Province
Received date: 2019-03-13; Accepted date: 2019-09-02
Corresponding author: JIANG Wen-ming; Tel: +86-27-87540094; E-mail: wmjiang@hust.edu.cn
(�༭ �� ��)
������Ŀ�����Ҵ�Լ���˾۱��ܷ�չ�о�ר��������Ŀ(2018YFE0313300)��������Ȼ��ѧ����������Ŀ(51775204)������ʡ��Ȼ��ѧ����������Ŀ(2017CFB488)
�ո����ڣ�2019-03-13�������ڣ�2019-09-02
ͨ�����ߣ��������������ڣ���ʿ���绰��027-87540094��E-mail��wmjiang@hust.edu.cn

