���±�ţ�1004-0609(2010)03-0385-05
þ�Ͻ�ܲĵ���̬��ѹ����������Ϊ����
�������Է�������� ��
(��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150001)
ժ Ҫ��������ֵģ����������۷���AZ31Bþ�Ͻ�ܲĵ���̬��ѹ���ι��̵ı��λ������ҳ��ٽ�����Ӧ����Ӧ��״̬��������״�ı仯���ɡ���������������¶����ߣ��ܲ��������������½���������Dz��ϵ�����ǿ�Ⱥ͵���ģ�����¶����߶��½���������ȴ�Ӧ���켣���ڻ���Ӧ���쳤������Ӧ��ѹ�����������Ų�������������崦Ӧ����ں�����ķ���չ����ȴ�Ӧ����ں����ӵķ���չ����ѹ���������ǿ��֮��(���ѹ��)������ʼ����ʱ������ȴ��ں�ı仯��������¶Ƚϸ�ʱ�����ѹ���ϴ�ʼ����ʱ������ȴ�Ӧ��״̬Խ�״��ڹܱڳʼ������Ƶ������¶Ƚϵ�ʱ�����ѹ����С����ʼ������������ȴ���Ӧ��״̬Խ�״��ڹܱ����������Ƶ����������¶����ߣ���ͬ����·�������Ƶĸ߶ȺͲ��������������������м��ƶ����Ҳ������١�
�ؼ��ʣ�þ�Ͻ���̬��ѹ���Σ�������Ϊ����ֵģ��
��ͼ����ţ�TG306���� ���ױ�ʶ�룺A
Analysis of wrinkling behavior in warm hydroforming of
magnesium alloy tube
TANG Ze-jun, YUAN Shi-jian, LIU Gang
(School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China)
Abstract: The deformation mechanism was analyzed for an AZ31B magnesium alloy tube in warm hydroforming process by numerical simulation and plasticity theory. The critical wrinkling stress, the stress state and the shape of the wrinkles were obtained. It is shown that the yielding strength and the elastic modulus decrease as the temperature rises, which makes the anti-winkling ability of the tube decrease. The stress loci lie at the zone where the circumstantial strain elongates and axial strain is compressive for both the top zone and the bottom zone of the wrinkles wave. The stress at the top zone of the wrinkles wave tends to make the wall thickness thin as the feeding increases. The stress at the bottom zone of the wrinkles wave tends to make the wall thickness thicken. The ratio of the internal pressure to the yielding strength (relative pressure) determines the variation of the wall thickness. If the forming temperature is higher, the relative pressure is greater, which makes the thinning trend of the wall thickness easier at the initial yielding time. If the forming temperature is lower, the relative pressure is smaller, which makes the thickening trend of the wall thickness easier at the initial yielding time. The height and length of the wrinkles wave get larger for the same loading path as the temperature rises. The wrinkles tend to move towards the middle part. The wrinkles wave number decreases.
Key words: magnesium alloy; warm hydroforming; wrinkling behavior; numerical simulation
�ܲ���̬��ѹ���εĹ������ȼ���ģ�ߺͽ��ʣ�ͨ�����Ʊ������¶���߹ܲĵij������ܣ�Ȼ�����������Ϻ���ѹ���������õõ�������״�Ĺ���[1]��������Ҫ�����Ϻ���ѹ��ϲ��ܳ��Σ���ˣ��ڹܲ���̬��ѹ���ι������������Ϲ���ʱ�����������ȱ�ݡ�һ�㽫���忴��һ��ȱ�ݣ�������[2]���������ĸ����Ϊ�������е����嶼���к��ģ���ijЩ������״���п�����ΪԤ��������������������߳��μ��ޡ�
Ŀǰ���ڳ��¸�ѹ���ι����У���������ȱ�ݵ��о���Ҫ�����ڼ���·��(�����Ϻ���ѹ��ƥ���ϵ)���ܲĵ���ѧ���ܼ����γߴ�ȷ��档����[3?6]ͨ�������Ƶ�������Ӧ��Ӳ��ָ������������ָ�����ܲij�ʼ���γߴ��Լ�Ӧ���ȶ��ٽ������Ӱ�졣����[7?8]����������غɺ���ѹ��������´�ͭ�������Լ�����ֹܽ�����ʵ�飬�о�����ѹ���ٽ�����Ӧ����Ӱ����ɡ�
�ڹܲ���̬��ѹ���ι����У������¶ȵĽ��룬���ϵ���ѧ����[9?10]����������[11?13]�Լ�Ħ������[14]�ȶ��������Ա仯��������ΪҲ��ø�Ϊ���ӡ�Ŀǰ�����ڹܲ����ȳ��ι����е�������Ϊ�ʼ�������Ϊ�ˣ�����������AZ31B����þ�Ͻ�ܲ�Ϊ����������ֵģ�����о���ͬ�¶��¹ܲĵ��ٽ�����Ӧ��������ʱ��Ӧ��״̬�Լ�������״�ı仯���ɡ�
1 ����Ԫģ��
�����Լ���״Ϊ��Գƣ����ö���֮һ��Ϊ��ֵģ���ģ�ͣ���ͼ1��ʾ���ܲ����˲��ܵ�ģ��Լ�����ܲ��м䲿�ִ�����������״̬���м䲿�ֳ���Ϊ66 mm���ܲĺ�ģ�߷ֱ�����Ľڵ����Լ��������ı��ε�Ԫ����ά�Ľڵ�˫�����ı��θ��嵥Ԫ��������ģ����ܲ�֮�������?����Ӵ���ʽ������ģ�������Ӵ��棬�ܲ�Ϊ�����Ӵ��档�Ӵ���֮����ÿ���Ħ����Ħ������ȡ0.125������Ԫ���������Abaqus6.8����ʽ����ģ�顣

ͼ1 �ܲ���̬��ѹ��������Ԫģ��
Fig.1 Finite element model
þ�Ͻ�ܲ�ΪAZ31B�켷ѹ�ܣ���ʼֱ��Ϊ44 mm���ں�Ϊ1.8 mm������Ϊ110 mm����ѧ�ɷ�(��������)Ϊ��Al 2.72%��Zn 0.86%��Mn 0.21%��Ca��0.001%��Si 0.016%��Mg���������õ�������������̶�Ӧ������Ϊ0.01 s?1���ֱ���20��150��175��200��225��250��275��300 ����¶��½����������飬�õ���ͬ�¶���þ�Ͻ�ܲĵ�Ӧ����Ӧ�����ߣ������ͼ2��ʾ��
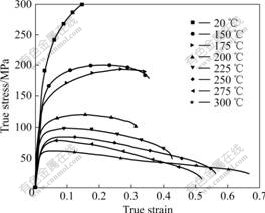
ͼ2 ��ͬ�¶���AZ31Bþ�Ͻ�ܲĵ�Ӧ����Ӧ������
Fig.2 Stress��strain curves of AZ31B magnesium alloy tube at different temperatures
Ϊ���ڱȽ��¶ȶ������Ӱ�죬����ֵģ������У������¶���ѡ����ͬ����·����������4 MPa��ѹ֮��ѹ����ֵ���䣬��ʹ���ҳ�ͷ���ڵ��ಹ��4.5 mm��
2 �¶ȶ��ٽ�����Ӧ����Ӱ��
��ȡ��ֵģ�����еĹܲ����ͷ�Ӵ�����ʱ��仯�����ߣ���1������ֵ�㼴Ϊ�ܲ��ٽ�����ʱ�������غɣ����Թܲĺ����������Եõ��ٽ�����ѹӦ���������ͼ3��ʾ����ͼ3�ɼ��������¶ȵ����ߣ��ܲķ�������������ٽ�����ѹӦ����С�����ܲĵĿ����������������͡���200 ��ǰ���ٽ�����Ӧ���½��ķ��ȴ�200 ���Ժ��½��ķ��ȼ�����
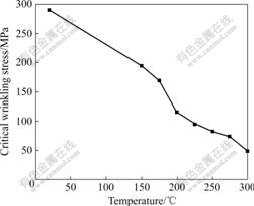
ͼ3 �ܲ���̬��ѹ���ι������¶ȶ��ٽ�����Ӧ����Ӱ��
Fig.3 Influence of temperature on critical wrinkling stress
��������[15]���ܲ����ڸ�ѹ���ι����е��ٽ�����ѹӦ��(��cr)������ʽ(1)���㣺
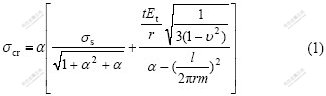
ʽ�У���s�ǹܲĵ�����ǿ�ȣ���������ѹӦ���뻷����Ӧ��֮�ȣ����Dz��ɱȣ�Et������ģ����t��l��r�ֱ��ǹܲĵij�ʼ�ںܳ��Ͱ뾶��m�����岨������ʽ(1)��֪�����ϵ���ѧ����(����ǿ�Ⱥ�����ģ��)��Ӱ���ٽ�����ѹӦ�������¶��йصIJ�����
�¶ȶ�AZ31B�ܲ���ѧ���ܵ�Ӱ����ɸ����������ܲ��Եõ��������ͼ4(a)��ʾ�������¶ȵ����ߣ����ϵ�����ǿ�Ⱥ͵���ģ�����͡��ٽ�����ǿ�Ⱥ͵���ģ������ʽ(1)��֪���ٽ�����ѹӦ��Ҳ��֮���ͣ������ͼ4(b)��ʾ����ˣ������¶ȵ����ߣ���������ǿ�Ⱥ͵���ģ���Ľ��ͣ��ǵ��¹ܲĿ��������½��ĸ���ԭ��

ͼ4 AZ31�ܲĵ���ѧ���ܼ��ٽ�����ѹӦ�����¶ȵĹ�ϵ
Fig.4 Relationship between mechanical properties and critical wrinkling stress of AZ31 magnesium alloy at different temperatures: (a) Mechanical properties; (b) Critical wrinkling stress
3 �������ȴ�Ӧ��״̬����
ͼ5��ʾΪþ�Ͻ�ܲ���150 ���£���ѹ�ﵽ 4 MPa�ֲ��䡢���ҳ�ͷͬʱ����4.5 mmʱ��õ�����ܼ���ͼ5��A���Ӧλ�ó�Ϊ��壬B���Ӧλ�ó�Ϊ��ȡ�
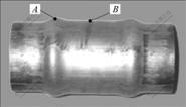
ͼ5 150 ����AZ31þ�Ͻ��Լ���������״
Fig.5 Wrinkles�� shape of AZ31 magnesium alloy tube at 150 ��
ͼ6��ʾΪ150 ���250 ���������ȴ��ܲĵ�Ӧ���켣��ƽ��Ӧ��״̬������Բ�ϵı仯�������ͼ6��֪�����Ų�������������崦������Ӧ���������������ѹӦ�����ϼ�С����ȴ�������Ӧ�����ϼ�С������ѹӦ������������Ӧ���켣�����ڻ����쳤���������̵�Ӧ��״̬�������ڳ�ʼ����ʱ��Ӧ��״̬��ͬ�������Ӧ��״̬������ͬ������ѹ�ﵽ4 MPa��δ����ʱ���ܲ�δ��������ʼ���Ϻ�����250 ���¹ܲĵ�����ǿ�Ƚϵͣ�����Ҫ��С������ѹӦ�����ɷ�����������ʱ���价����Ӧ����������ѹӦ�������ں���Ӧ������Ϊ��ֵ�������ܱ��м������ơ�150 ���µ�����ǿ�Ƚϸߣ���Ҫ�ϴ������ѹӦ���ܲIJ��ܷ�����������ˣ���ʼ����ʱ��Ӧ��״̬���ں���Ӧ������Ϊ���������ܱ����������ơ����Ų�������������崦������Ӧ���������������ѹӦ�����ϼ�С���ܱ��������Ƽ���������������ǿ����ȴ�������Ӧ����С����ѹӦ�����ܱ����������ơ�
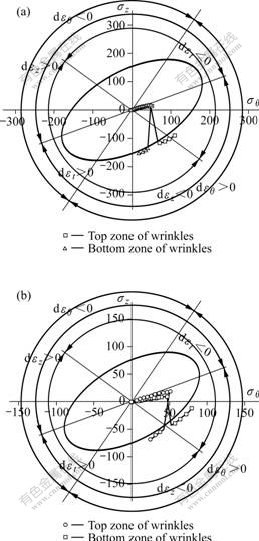
ͼ6 AZ31�ܲ�������ȴ���Ӧ���켣��ƽ��Ӧ��״̬������Բ�ϵı仯���
Fig.6 Stress tracks at top and bottom zones of wrinkles: (a) Stress track at 150 ��; (b) Stress track at 250 ��
��������ι�������ѹΪp��������Ӧ���ɱ�ʾΪ ������ͼ6��֪���ڳ�ʼ����ʱ���������ѹӦ��С�ڻ�����Ӧ������Ӧ��״̬��λ��Ӧ��Ӧ��״̬ͼ���������Ҵ��ں���Ӧ������Ϊ��������
������ͼ6��֪���ڳ�ʼ����ʱ���������ѹӦ��С�ڻ�����Ӧ������Ӧ��״̬��λ��Ӧ��Ӧ��״̬ͼ���������Ҵ��ں���Ӧ������Ϊ��������
 (2)
(2)
��֪���� ʱ���ܲ���������г�ʼ����Ӧ��״̬���ں���Ӧ������С���������������p/��sΪ���ѹ�������¶Ƚϸ�ʱ�����ڹܲ�����ǿ�Ƚϵͣ�����ͬ����·���£����ѹ���ϴ�ʼ����Ӧ��״̬���״��ں���Ӧ������С����������ܱ��м������ơ������¶Ƚϵ�ʱ�����ѹ����С����ʼ����Ӧ��״̬���״��ں���Ӧ������������������ܱ����������ơ�
ʱ���ܲ���������г�ʼ����Ӧ��״̬���ں���Ӧ������С���������������p/��sΪ���ѹ�������¶Ƚϸ�ʱ�����ڹܲ�����ǿ�Ƚϵͣ�����ͬ����·���£����ѹ���ϴ�ʼ����Ӧ��״̬���״��ں���Ӧ������С����������ܱ��м������ơ������¶Ƚϵ�ʱ�����ѹ����С����ʼ����Ӧ��״̬���״��ں���Ӧ������������������ܱ����������ơ�
4 �¶ȶ�������״��������Ӱ��
ͨ����ȡ����Ԫ�������������״�ڲ�ͬ�¶��µı仯���ɣ�������ǰ���Ӧ���������н��͡�ͼ7��ʾΪ��ͬ�¶���������״�������ıȽϡ��ɼ��������������Գ���״���������������״�����������������������¶ȵ����ߣ����뾶�����ƿ���������Ȱ뾶�������䣻���������ʼ������ƣ���������������������������м��ƶ������¶ȵ���200 ��ʱ���ڿ���ģ�ߵ����˲���2�����ƣ����¶���200 ��ʱ���ڹܲ����������м�λ�ò���1�����ơ�

ͼ7 �¶ȶ�AZ31�ܲ�������״��Ӱ��
Fig.7 Influence of temperature on wrinkles�� shape: (a) Shape of wrinkles; (b) Radius of wrinkles
����Ӧ��״̬���������֪�������¶�Խ�ߣ�p/��sԽ�����������Ϲ����У���崦�ں���Ӧ������С���������ʱ��Խ��������崦�ܱڼ�������Խ����ˣ������Ա��ι����е��������ԭ����֪����ͬ����������崦�Ļ���Ӧ�佫Խ�����뾶Խ��
5 ����
1) �����¶ȵ����ߣ��ܲ��������������½�������ǿ�Ⱥ͵���ģ�����¶��½��������ԭ��
2) �����¶ȸߵͣ���塢��ȴ�Ӧ���켣���ڻ���Ӧ���쳤������Ӧ��ѹ�����������Ų�������������崦Ӧ����ں�����ķ���չ����ȴ�Ӧ����ں����ӵķ���չ��
3) ���ѹ��������ʼ������������ȴ�Ӧ��״̬��������Բ�����������Լ��ں�ı仯��������¶Ƚϸ�ʱ�����ѹ���ϴ�ʼ��������塢��ȴ�Ӧ��״̬���״��ڹܱ��м������Ƶ��������¶Ƚϵ�ʱ�����ѹ����С����ʼ��������塢��ȴ�Ӧ��״̬���״��ڹܱ����������Ƶ�����
4) �����¶ȵ����ߣ�����ͬ����·�������Ƶĸ߶ȺͲ��������������������м��ƶ����Ҳ������١�
REFERENCES
[1] �� ��, ��ף��, �� ��, �����, Է����. ��Ͻ�ܲ���̬��ѹ�������ܲ��Լ���������[J]. ��ѹ����, 2008, 33(3): 48?51.
LIU Gang, HE Zhu-bin, QI Jun, TANG Ze-jun, YUAN Shi-jian. Hydro-formability evaluation of light-weight alloy tubes and manufacturing of tubular components at elevated temperature[J]. Forging & Stamping Technology, 2008, 33(3): 48?51.
[2] ��С��, Է����, ������. �ڸ�ѹ����������Ϊ���о�[J]. ����ѧ��, 2003, 39(12): 1276?1280.
WANG Xiao-song, YUAN Shi-jian, WANG Zhong-ren. Research on wrinkling behavior in tube hydroforming[J]. Acta Metallurgica Sinica, 2003, 39(12): 1276?1280.
[3] KIM S, KIM Y. Analytical study for tube hydroforming[J]. Journal of Materials Processing Technology, 2002, 128: 232?239.
[4] XIA Z C. Failure analysis of tubular hydroforming[J]. Journal of Engineering Materials and Technology, 2001, 123: 423?429.
[5] CHU E, XU Yu. Hydroforming of aluminum extrusion tubes for automotive applications. Part I: buckling, wrinkling and bursting analyses of aluminum tubes[J]. International Journal of Mechanical Sciences, 2004, 46: 263?283.
[6] ����, Է����, ������. �ڸ�ѹ����������������[J]. ��ѹ����, 2001, 26(5): 29?36.
WU Hong-fei, YUAN Shi-jian, WANG Zhong-ren. Plastic buckling analysis of internal high-pressure forming[J]. Forging & Stamping Technology, 2001, 26(5): 29?36.
[7] BACK C, MIYAGAWA M. The plastic deformation and strength of circular cylindrical shells under internal pressure and/or axial force (1st report, experiment)[J]. Trans Jpn Soc Mech Eng, 1966, 235(32): 447?456.
[8] Է����. �ִ�Һѹ���μ���[M]. ����: ������ҵ������, 2009: 38?39.
YUAN Shi-jian. Modern hydroforming technology[M]. Beijing: National Defense Industry Press, 2009: 38?39.
[9] TAN Cheng-wen, XU Shan-na. Effect of temperature on mechanical behavior of AZ3 1 magnesium alloy[J]. Trans Nonferrous Met Soc, 2007, 17(1): 41?45.
[10] LEE S, CHENA Y H, WANG J Y. Isothermal sheet formability of magnesium alloy AZ31 and AZ61[J]. Journal of Materials Processing Technology, 2002, 124: 19�C24.
[11] SILLEKENS W H, BOHLEN J. The MAGNEXTRUSCO project: European Community research on hydrostatic extrusion of magnesium[C]// KAINER K U. Proceedings of the 6th Int Conf on Magnesium Alloys and their Applications. Weinheim: Wiley-Verlag, 2004: 1046?1051.
[12] AUE-U-LAN Y, ESNALOA J A, GUZA D, ALTAN T. Warm forming magnesium, aluminum tubes-A high-temperature process for lightweight alloys[EB/OL]. [2006-10-03]. http://www.thefabricator.com
[13] LIEWALD M, POP R, WAGNER S. Magnesium tube hydroforming[C]// EL?AS C, FRANCISCO C. Proc of 10th ESAFORM Conference on Material Forming. Zaragoza: Springer, 2007: 417?423.
[14] TOROS S, OZTURK F, KACAR I. Review of warm forming of aluminum-magnesium alloys[J]. Journal of Materials Processing Technology, 2008, 207: 1?12.
[15] �����, ��ף��, Է����. �ڸ�ѹ���ι�������ʧ���������[J]. ��е����ѧ��, 2008, 44(5): 34?38.
TANG Ze-jun, HE Zhu-bin, YUAN Shi-jian. Analysis of plastic wrinkling behavior in tube hydroforming process[J]. Chinese Journal of Mechanical Engineering, 2008, 44(5): 34?38.
������Ŀ�����ҽܳ������ѧ����������Ŀ(50525516)���ߵ�ѧУ��ʿѧ�Ƶ�ר����л���������Ŀ(20050213041)
�ո����ڣ�2009-05-25�������ڣ�2009-09-28
ͨ�����ߣ�Է���������ڣ���ʿ��0451-86418776��E-mail: syuan@hit.edu.cn
(�༭ �� ��)

