���̬A356�Ͻ�����֯�����Գ���������Ӱ��
̷����1, 2, ������1, ������2, ������2, �� Ѷ2, �ܷュ2
(1. ������ͨ��ѧ ��е����ӿ��ƹ���ѧԺ, ���� 100044;
2. �ӱ��Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ, ʯ��ׯ 050054)
ժ Ҫ: ���õ�Ž��跨�Ʊ��˾��в�ͬ����֯�����İ��̬A356�Ͻ���, ��ͼ����������Խ�עǰ���Ͻ��������ij���������֯���������˲ⶨ, ���ü�Ӽ�ѹ���췽�����찢��������������, �Լ�ѹ���κ���������������Ⱥ�����������, ͨ����Ԫ�ع�, �����˰��̬A356�Ͻ����������֯��������ͳ���֮�����ѧ����ʽ�� �������: ���̬���ϳ����������������������֯���������й�, ����֯���������Ľ������öԳ���������Ӱ��Ҳ�ϴ� ���øñ���ʽ���Զ��̬���ϳ�����������Ԥ��, ����ָ�����̬�����Ʊ�������ơ� ��Ӽ�ѹ���칤����ƺ�ȱ��Ԥ�⡣
�ؼ���: ���̬ A356�Ͻ�; ��ѹ����; ����֯; �������� ��ͼ�����: TG146.4
���ױ�ʶ��: A
Influences of microstructure characteristics of semi-solid A356 alloy on filling ability
TAN Jian-bo1, 2, XING Shu-ming1, LI Li-xin2,
LI Zeng-min2, LI Xun2, CAO Feng-jiang2
(1. College of Mechanical and Electronic Control Engineering,Beijing Jiaotong University, Beijing 100044, China;
2. College of Materials Science and Engineering,Hebei University of Science and Technology, Shijiazhuang 050054, China)
Abstract: The method of electromagnetic strring was adopted to produce the semi-solid A356 alloy slurry which has different microstructure characteristic, the image analysis software was used to mensurate the microstructure characteristics of the primary phase of slurry metallographic specimen before pouring, and the indirect squeeze casting method was used to produce the archimedean spiral line sample, accordingly the length of spiral line sample after squeeze forming was used to weigh the filling ability, the mathematic representation between the microstructure characteristics of primary phase of semi-solid A356 alloy slurry and filling length via multivariant regression was setup. The result indicates that the filling ability of semi-solid slurry not only has the relation with the microstructure characteristic parameter of primary phase, but is also affected by the interaction of microstructure characteristic parameter greatly. This expression can forecast the filling ability of semi-solid slurry, and then guide the semi-solid slurry produce parameter��s design, indirect squeeze casting craft design and failure prediction.
Key words: semi-solid A356 alloy; squeeze casting; microstructure; filling ability
�Ͻ�ij�������ֱ�ӹ�ϵ������ܷ����������Լ������������ֲڶȵĸߵ�, ����һֱ�Dz��ϳ��������ע�Ļ�������[1-5]�� ���ڰ��̬�Ͻ��Ǻ��з�֦���Ĺ�Һ�����, ��Һ̬�Ͻ�������, ����������������Ͳ��ϡ� ��ע���պͳ��η���Ӱ����, ������̬�Ͻ��еĹ����ʡ� ������״�;����ߴ���кܴ��ϵ�� �����ⲻ��ѧ���о��˹��ղ����Գ���������Ӱ�����ú���[1-8], �����̬�Ͻ��������۽ṹ�Գ���������Ӱ�컹δ�����㹻���ӡ� ������ѧԭ������, �ڲ��۽ṹ��������Ϊ�ľ�������, Fan��Chen[9-12]�� Kato��[13]��ʵ���о�Ҳ֤������һ��, ���۽ṹ�뽬�ϳ�������֮��Ķ�����ϵ�в������ �������߲���ʵ��ⶨ�ķ���, �о����ڼ�ѹ���������°��̬A356�Ͻ��ϵ�����֯�����Գ���������Ӱ�����, ���ع�����õ���������֯���������������ʵ����ɡ�
1 ʵ��
1.1 ����
ʵ��ѡ�ù�ҵ�ϳ��õ�A356�Ͻ�, �仯ѧ�ɷ�(��������, %)Ϊ: Si7.14, Mg0.29, Fe0.12, Ni0.18, Cu0.13, Zn0.08, Mn0.09, Al������
1.2 ʵ�鷽��
���̬���ϵ�����֯������ͨ�������¶ȿ��ƺͽ��蹤�ղ������м�ӿ��ơ� ���, ���IJ��õ�Ž��跨�ƽ�, ͨ���ı����Ƶ�ʡ� �����ѹ�������¶�, �Ʊ������в�ͬ����֯�����İ��̬A356�Ͻ��ϡ� �ٽ��Ʊ����Ľ��Ͻ���Ԥ�ȵİ���������������ģ��ѹ����, �ڹ̶��ij��β����½��м�Ӽ�ѹ���Ρ� �����豸Ϊ2000kN���̬ģ�ͻ�, ��ѹģ��ʾ��ͼ��ͼ1��ʾ�� ��ѹ���ι��ղ�����Ϊ: ģ��Ԥ���¶�300�桢 ����ѹ��95MPa�� �����ٶ�55mm/s�� ��ѹʱ��8s�� ��ע��1300g(����ѹ���н�����̬���ϵĸ߶�)�� ���������������̺�, ��������, ��ȡ���ͳ���, ��Ϊ���ϳ��������ı��������� ���ε�������������ͼ2��ʾ��
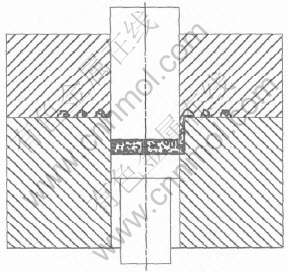
ͼ1 ������ѹģ��ʾ��ͼ
Fig.1 Sketch map of spiral line squeeze mould
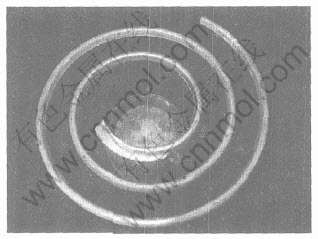
ͼ2 ������������Ƭ
Fig.2 Photo of spiral line sample
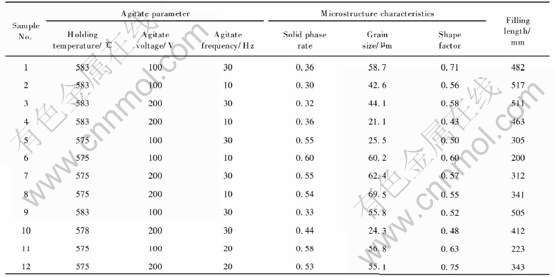
�ڰ��̬���Ͻ���ģ��ǰ��ȡ����Ҩȡ��������, ����ˮ��, ��ȡ��������������, ��ͼ����������ⶨҺ�� �����ƽ�����, �Լ������������ƽ���ܳ��� ƽ���ߴ硣 ������fs����״����Fc�Ķ�������[14, 15]:

ʽ�� AsΪ�������; AlΪҺ�����; PΪ����ƽ���ܳ�; AΪ����ƽ������� Fc=1ʱ, ���о���Ϊ������״��
2 ���������
2.1 ����������֯�������������ͳ���
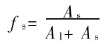
���̬ A356�Ͻ�עǰ������֯��ͼ3��ʾ�� ���а�ɫ��Ϊ��������, ����ˮ������гߴ硢 ��̬�������ֲ���, ��ɫ��֯ΪҺ����ˮ������е�ת���� ���Կ���, ����ʵ����̬���ϵ�����֯�����������Բ���, ���1���С� ����������ʵı仯��ΧΪ0.30~0.60, ��״����Ϊ0.43~0.75, ����ƽ���ߴ�Ϊ21.1~69.5��m�� ��Ӧ��, �ڳ���������ͬ��������, ���ͳ���Ҳ���������Բ���, ���ͳ����������Сֵ֮��ߴ�317mm�� ��Щ������˵���˰��̬���ϵ�����֯�����Գ�������������Ӱ�졣

ͼ3 ���̬ A356�Ͻ�עǰ������֯
Fig.3 Microstructures of semi-solid A356 alloy before pouring
�ɱ�1�����ݿ��Կ���, �����ʶԳ��ͳ��ȵ�Ӱ��Ƚ�����, ���Ź����ʵ�����, ���ͳ��ȼ�С, ����������ͳ��ȵĹ�ϵ��ͼ4��ʾ�� ��������֯���������Գ��ͳ��ȵ�Ӱ����ɱȽϸ���, ����ֱ�ӽ��������ʡ� ��״���Ӻ;����ߴ�����ͳ��ȵĹ�ϵ, ��Ҫ���ж�Ԫ�ع������
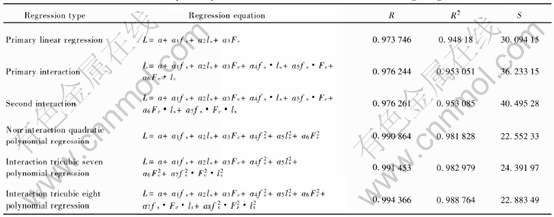
2.2 ��Ԫ�ع�
Ϊ�˵õ����̬���ϵ�����֯��������ͳ��ȵĶ�����ϵ, ����Excel����Ա�1�е�ʵ�����ݽ����˶���ʽ��Ԫ�ع�, �ع�������: һ�����Իع顢 һ���������á� �����������á� �������õĶ��ζ���ʽ�ع顢 �н������õ���������ʽ�ع顢 �н������õ����ΰ���ʽ�ع�, �ع�������2�� �ӻع��������, ����������֯�����������õ����Իع�, �����ͳ���������ʡ� ��״���Ӻ;����ߴ�Ϊ���Թ�ϵ, ��ع�ϵ����С, �����ϴ�, �ع鷽��: L=814.4338-966.262fs+0.092492ls+9.200327Fc�� �ɴ˷��̿��Կ���, ���ͳ���������ʵ��������С, �澧���ߴ硢 ��״���ӵ���������� ��������[9, 13]�б�����������ʵ��������С, �澧���ߴ硢 ��״���ӵ������������о����һ�¡� ����һ���������õ����Իع�ϵ������, �����������; ���������Ķ�Ԫ�ع�, �ع�ϵ������, ������������; ��
��1 ��עǰ����������֯���������ͳ���
Table 1 Primary phase microstructure characteristics and filling length before pouring
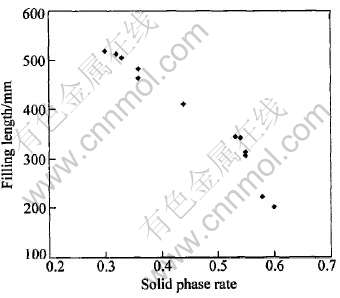
ͼ4 ����������ͳ��ȵĹ�ϵ
Fig.4 Relation between solid phase rate and filling length
�������õ����ζ���ʽ�ع�, �ع�ϵ����������, ������С; �н������õ����ΰ���ʽ�ع�, �ع�ϵ�����, �ع龫����ߡ� ��˵�������ʡ� ��״���Ӻ;����ߴ�Գ��ͳ���Ӱ��Ľ��������Dz��ܺ��ӵġ�
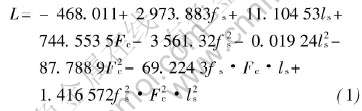
�ۺ�6�ֻع鷽�̿ɼ�, ��һ���Ͷ����������õ����ΰ���ʽ�ع鷽�̾�����ߡ� ��ع�ϵ��: R=0.994366; R2=0.988764, �����: S=22.88349, �ع�ƽ����: U=138246, �в�ƽ����: Q=1570.96�� �����Լ���: F=33.00032>F0.01(8, 3)=27.489, �ع��ر������� Ԥ����̬���ϳ��������Ļع鷽��Ϊ
2.3 �۽ṹ���������Գ��ͳ��ȵ�Ӱ��
2.3.1 �����ʵ�Ӱ��
��ʽ(1)���з���, �ڶ���͵�����֮�Ϳɻ���Ϊ(2973.883-3561.32fs)��fs, ��������fs��0.835ʱ, ���Ź����ʵ�����, ���������½�, ���ͳ��ȼ�С�� ��һʵ��������ͨ�����̬�����ȹ�ʽ[10]����

ʽ�� ��Ϊ���̬������; ��0ΪҺ����; ��effΪ��Ч���������
��ʽ(2)���Կ���, ���Ź����ʵ�����, ��Ч���������eff����, ���ϵı���������, ���������½�, ���ͳ��ȼ�С�� ����ʽ(1)Ϊ������εĻع鷽��, �ù�����fs=0.835��Ϊ����ֵ�ǿ��Եġ�
2.3.2 �����ߴ��Ӱ��
ʽ(1)�е�3��͵�6��֮�Ϳɻ���Ϊ(11.10453-0.01924ls)��ls, �������ߴ�ls��288.58��mʱ, ���ž����ߴ������, (11.10453-0.01924ls)��ls����, �����ͳ������ӡ� ������Ϊ�������ߴ�ls��288.58��mʱ, ���ž����ߴ������, �ȱ����ԽС, ����֮��ۼ�������Խ��, �������ۼ�����������Һ��Խ��, �ۼ���֮�������Һ̬�Ͻ����Ӧ����, ������������ʱ����������С, �����Ƚ���[9], ���ͳ������ӡ�
��2 ���̬��������֯�����Գ��ͳ���Ӱ��Ļع����
Table 2 Regression analysis of influence of semi-solid alloy slurry microstructure characteristic to filling length
2.3.3 ��״���ӵ�Ӱ��
ʽ(1)�е�4��͵�7��֮�Ϳɻ���Ϊ(744.5535-87.7889Fc)��Fc, ����Fc��1, ������(744.5535-87.7889Fc)��Fc��ֵ��Fc�����������, �����ͳ���������״������ֵ����������� ������״���ӷ�ӳ�˳�����Ŀ�����̬, ��״���ӵ���ֵԽ��, ������Խ�ӽ�����, ����������а�����Һ���Խ��, �����Ƚ���[9], ���ͳ������ӡ� �������������ǿ������۽ṹ���������Գ��ͳ��ȵĶ���Ӱ��, ���ӻع���̡� �ع鷽������, �����������Dz�����, ��������۽ṹ����������Ľ������öԳ��ͳ��ȵ�Ӱ�졣
2.4 �۽ṹ����������Ľ�������
��ʽ(1)ǰ7��ɼ�, ���ܳ��ͳ������ų���������ʵ��������С�� �澧���ߴ����״������ֵ�����������, ����ʽ(1)�������ʽ(1.416572fs��ls��Fc-69.2243)fs��ls��Fc����, ����һ�������fs��ls��Fc>1(��ȡfs=0.3, ls=12, Fc=0.3), f2s��l2s��F2c>1, ���ͳ�������3�����������˻������������, ����, ���ӷ��Ƚϴ� ��˵��, ���̬���ϳ��ͳ��Ȳ�����������3������֯������������ֵ��С�й�, ����3������֯���������˻���ƽ����ϵ���С� ��ǰ��������, ��״���ӵ���ֵ��ֱ��Ӱ�콬������Ч���������������ֵ, �����ߴ�ֱ��Ӱ�쾧���ۼ����С, ����֯���������Ľ������ö��̬���ϱ�����Ӱ��ϴ�, �Գ���������Ӱ��Ҳ�Dz��ݺ��ӵġ�
3 ����
1) ���̬���ϳ����������������������֯���������й�, ��������֯���������˻���ƽ����ϵ���С� �����˰��̬���ϳ���������֯������������ͳ���֮�����ѧ����ʽ��
2) ���̬��������֯���������Ľ������öԳ�������Ӱ��ϴ�, ���̬�����Ʊ���Ӧ�ϸ���ƹ����ʡ� �����ߴ����״���Ӳ���ֵ��
3) ���ûع鷽�̿��Զ��̬���ϳ�����������Ԥ��, ����ָ�����̬�����Ʊ�������ơ� ��Ӽ�ѹ���칤����ƺ�ȱ��Ԥ�⡣
REFERENCES
[1]XING Shu-ming, ZHANG Li-zhong, ZENG Da-ben. Mold-filling ability of semisolid alloy[J]. Journal of University of Science and Technology Beijing, 2002, 9(4): 253-257.
[2]ZHANG Tie-jun, GUO Jing-jie, SU Yan-qing, et al. Effect of traveling magnetic on mould-filling length of the A357 melt during casting thin walled plate[J]. Journal of Materials Science and Technology, 2003, 19(1): 43-46.
[3]Kulasegaram S, Bonet J, Lewis J, et al. High pressure die casting simulation using a lagrangian particle method[J]. Communication in Numerical Methods in Engineering, 2003, 19(9): 679-687.
[4]�ź�Ӣ. ���̬�Ͻ�������������о�[D]. ����: ������ͨ��ѧ, 2005.
ZHANG Hai-ying. Mold Filling Ability of Semisolid Alloy[D]. Beijing: Beijing Jiaotong University, 2005.
[5]Paul C, Mahesh P, Joseph H, et al. Modeling of cast systems using smoothed-particle hydrodynamics[J]. JOM, 2004, 56(3): 67-70.
[6]������, ������. ������ĥ����̬��ѹ���칤�ղ������[J]. ����, 2002, 51(7): 431-434.
XING Shu-ming, ZHANG Li-zhong. Process parameters design of semi-solld squeeze casting for producing white cast iron milling ball[J]. Foundry, 2002, 51(7): 431-434.
[7]��î��, ���, ë����. ���Ͻ���̬��������̵ļ����ģ��[J]. �����Ƽ���ѧѧ��, 2002, 24(2): 181-185.
YANG Mao-sheng, XU Hong, MAO Wei-min. Simulation on filling process of semi-solid aluminum alloy casting[J]. Journal of University of Science and Technology Beijing, 2002, 24(2): 181-185.
[8]Ф���, ����, ����ɭ. AZ91D���̬����ѹ�����ε��о�[J]. �ȼӹ�����, 2004(2): 41-42.
XIAO Ze-hui, LUO Ji-rong, WU Shu-sen. Study on seni-solid rheoforming die casting for AZ91D alloy[J]. Hot Working Technology, 2004(2): 41-42.
[9]Fan Z, Chen J Y. Modelling of rheological behaviour of semi-solid metal slurry part 2-steady state behaviour[J]. Materials Science and Technology, 2002, 18(3): 243-249.
[10]Chen J Y, Fan Z. Modelling of rheological behaviour of semi-solid metal slurry part 1-theory[J]. Materials Science and Technology, 2002, 18(3): 237-242.
[11]Chen J Y, Fan Z. Modelling of rheological behaviour of semi-solid metal slurry(part 3)��transient state materials behaviour[J]. Materials Science and Technology, 2002, 18(3): 250-257.
[12]Fan Z, Chen J Y. Modelling of rheological behaviour of semi-solid metal slurry(part 4)��effects of particle materials morphology[J]. Materials Science and Technology, 2002, 18(3): 258-267.
[13]Kato A, Flemings M C. Viscosity of semi-solid A357 in the transirnt high shear rate regime[A]. Proceeding of the 6th S2P[C]. Turin, 2000. 477-482.
[14]Kopp R, Shimahara J. State of S & D and future trends in semi-solid manufacturing[A]. Proceeding of the 7th S2P[C]. Tsukuba: Japan Society for Technology of Plasticity, 2002. 57-66.
[15]Liu Y Q, Fan Z. Magnesium alloy selection for semi-solid metal processing[A].Proceeding of the 7th S2P[C]. Tsukuba: Japan Society for Technology of Plasticity, 2002. 587-592.
(�༭�°���)
������Ŀ: �ӱ�ʡ����������������Ŀ(2003217); ������ͨ��ѧ���л���������Ŀ(230-12)
�ո�����: 2005-09-06; ������: 2005-12-12
ͨѶ����: ̷����, ����; �绰: 0311-88613229; E-mail: tanjian1998@163.com

