DOI: 10.11817/j.issn.1672-7207.2015.07.045
赤泥分离沉降槽中心桶内流体流动的水模型实验研究
周天1, 2,李茂1,廖沙1,周孑民1
(1. 中南大学 能源科学与工程学院,湖南 长沙,410083;
2. 中南大学 材料科学与工程学院,湖南 长沙,410083)
摘要:以相似原理为基础,搭建1:20比例尺的沉降槽水模型实验槽,采用有限个数颗粒示踪法,以停留时间分布(RTD)为评价指标,对沉降槽中心桶内的流体流动进行实验研究,得到稳态下中心桶内流场分布以及不同工况下中心桶内流体的停留时间分布。分别运用2种不同的非理想流动模型,并采用矩计算和非线性回归的计算方法来描述中心桶内流体流动的混合程度。研究结果表明: 沉降槽中心桶内的流体呈旋转混合流动,且桶内存在流体流速相对缓慢的“死区”和“短路”的现象。流量在0.20~0.30 L/s范围时,增大流量,死区体积分数相应减少7.7%;径高比在1.60~0.75范围时,减小径高比,死区体积分数可减少15.9%,较小的死区体积有助于提升中心桶内物料混合的均匀性。沉降槽中心桶内混合程度较大,且混合程度随进料流量的增加以及中心桶径高比的减小而增大。
关键词:沉降槽;中心桶;停留时间分布;非理想流动模型
中图分类号:TF821 文献标志码:A 文章编号:1672-7207(2015)07-2713-08
Experimental study on fluid flow of red mud separation thickener feedwell
ZHOU Tian1, 2, LI Mao1, LIAO Sha1, ZHOU Jiemin1
(1. School of Energy Science and Engineering, Central South University, Changsha 410083, China;
2. School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: Based on the similarity principle, a red mud separation thickener water model was established with the geometry ratio at 1:20. Finite granules trace method and residence time distribution (RTD) were chosen as the trace method and evaluation criteria respectively. Experiments were carried out to investigate the flow patterns of the thickener feedwell as well as RTD under different operating conditions. Two different non-ideal flow models were adopted to describe flow mixing extent in the feedwell in conjunction with the moments and non-linear regression calculation techniques. The results show that the moving fluid in the feedwell can be depicted as Swirling flow. Furthermore, the stagnant areas and “short circuiting” are found in the feedwell. The volume fraction of the stagnant zone decreases by 7.7% as the inlet flow rate increases from 0.20 L/s to 0.30 L/s. When the feedwell aspect ratio decreases from 1.60 to 0.75, the volume fraction of the stagnant zone decreases by 15.9%. There exists relative large magnitude mixing movement in the feedwell, and the extent of the mixing behavior increases with the increase of inlet flow rate and the decrease of feedwell aspect ratio.
Key words: thickener; feedwell; residence time distribution; non-ideal flow model
赤泥沉降分离槽是拜耳法氧化铝生产固液分离工序中的重要设备之一,中心下料桶(中心桶)则是赤泥分离沉降槽的核心部分。中心桶起着耗散溶出矿浆湍动能,促进絮凝剂与赤泥颗粒混合等重要作用。在实际生产操作中,沉降槽的沉降分离效果不好,产能不高,不仅直接影响固液分离效率,而且还会影响整个氧化铝生产的产出率,导致生产无法正常进行。随着我国经济的快速发展,对铝的需求量不断增大,但氧化铝矿石的品位却不断降低,赤泥等杂质的增多,使得赤泥沉降分离已成为制约氧化铝产能提升的瓶颈之一[1-2],因此,研究沉降槽中心桶内流场形态和优化中心桶结构已成为两大热点课题。White等[3]通过实验和数值仿真的方法对中心桶内流场进行研究,结果表明在中心桶内装设环形挡板可增加桶内流体停留时间,促进絮凝剂与赤泥颗粒的混合。Peloquin等[4-5]对沉降槽进行了数值仿真研究,得到了中心桶内流体流场分布,认为进料流量和中心桶的尺寸对桶内流场有着重要影响。Kahane等[6]建立了沉降槽中心桶的计算流体力学模型,通过锂离子脉冲示踪法的水模型实验验证了计算模型的有效性。Majid等[7]采用群体平衡模型(PBM),通过数值仿真的方法研究了沉降槽中心桶内流体的停留时间分布,结果表明,进料流量对停留时间有一定的影响,并且中心桶内流体流动接近于全混流。国内外学者公开发表的沉降槽中心桶的研究成果大多采用CFD仿真计算方法,而在沉降槽中心桶内流体流场和停留时间分布(RTD)的实验研究上,尚无详细的公开文献报道[8-9]。另一方面,由于沉降槽中心桶内流场属液固两相流体系,采用液相流体为示踪剂的沉降槽中心桶的研究方法不能完整反映赤泥颗粒在中心桶内的停留时间分布及其混合行为[10]。在此,本文作者以某氧化铝厂赤泥分离沉降槽为原型,按照1:20的尺寸比例建立水模型实验槽。采用微小颗粒示踪的实验方法,对沉降槽中心桶内流体的流动行为进行实验研究,以停留时间分布(RTD)[11]为评价指标,分析比较了进料流量和中心桶径高比对中心桶内物料混合均匀性的影响,并结合轴向混合模型(ADM)[11]和多釜串联模型(TISM)[11]对中心桶内流动混合程度进行分析。
1 实验
1.1 理论依据
在沉降槽水模型实验中,保证模型与原型各对应尺寸之比为常数(1:20)时,即实现了几何相似。对于动力相似,通过计算原型中进料管管内的雷诺数Re为4.8×105,此时流体的流动处于自模化区,所以模型实验中主要考虑弗鲁德数(Fr)就可以保证与原型的动力相似:

 (1)
(1)
式中:u为流体流速;l为特征长度;g为重力加速度;下标p为原型;下标m为模型。
停留时间t是指物料从其进入反应器至离开反应器的时间。通常采用在反应器入口加入示踪剂,同时在出口处检测示踪剂浓度随时间变化的方法来定量计算流体在反应器内停留时间的分布。 对于脉冲输入法,其停留时间分布密度函数E(t)为[12]
 (2)
(2)
式中:c(t)为示踪剂出口浓度。通过计算E(t)曲线一阶以及二阶矩可以得到平均停留时间tm和方差 ,即:
,即:
 ,
, (3)
(3)
为了使在不同流量和中心桶径高比条件下的实验结果具有可比性,以理论停留时间 为基准,将停留时间分布密度函数E(t)与时间t无量纲化:
为基准,将停留时间分布密度函数E(t)与时间t无量纲化:
 ,
, (4)
(4)
 (5)
(5)
式中:V为中心桶容积;Q为物料流量; 为无量纲化的停留时间分布密度函数。
为无量纲化的停留时间分布密度函数。
同时,反应器内死区的体积分数可表示为[13]
 (6)
(6)
中心桶内物料的流动存在一定程度的返混,因此需要借助于模型的方法来描述其返混的程度[13]。轴向混合模型(ADM)是一种单参数的非理想流动模型,它是在平推流的基础上再叠加一个轴向混合弥散系数:Peclet数(Pe)。RTD 密度函数可以近似表示为[14]
 (7)
(7)
其中: ,为RTD曲线无因次的方差。Pe可由下式得到:
,为RTD曲线无因次的方差。Pe可由下式得到:
 (8)
(8)
Pe的物理意义是轴向对流流动与轴向弥散流动的相对大小。较大的Pe(例如Pe>100)表征较弱的轴向混合,流动接近平推流。而当Pe较小时(例如Pe<10),表示轴向混合程度较大,流动接近全混流。
多釜串联模型(TISM)是用多个等体积的全混釜串联来模拟实际反应器。串联反应釜的个数 N 为该模型的参数。其RTD密度函数可以表示为[15]
 (9)
(9)
模型参数N可以由RTD曲线数字特征 表示:
表示:
 (10)
(10)
当N=1时,反应器内流体流动为全混流;而当 时,反应器内流体流动则为平推流动。
时,反应器内流体流动则为平推流动。
1.2 实验装置
用于测定中心桶内停留时间分布的实验装置如图1所示,实验槽为一圆柱形桶体,由有机玻璃制成,其直径为1 000 mm,高700 mm。进料管沿中心桶切线方向进入中心桶,其管径为40 mm,进料管中安装了1个射流管,用于卷吸沉降槽上层清液从而稀释进料固含[16]。实验时可以通过阀门调节流量,并通过玻璃转子流量计计量流量值。实验过程中用注射器从加料口注入示踪剂颗粒,颗粒与水混合后通过射流泵,进入中心桶。中心桶中设置有内环,可以加强流体在从中心桶流出后进入沉降槽体中,并最终分成2部分中心桶内的旋转,并延长其在桶内的停留时间。流体流出:一部分经溢流口流出,另一部分流体经底流口流出。整个实验过程通过高速摄影仪进行拍摄纪录。
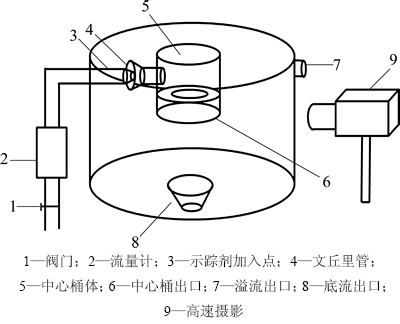
图1 实验装置示意图
Fig. 1 Sketch map of experimental apparatus
1.3 RTD的实验测定法
实验采用脉冲法对桶内流体的停留时间分布进行测定。采用煤粉颗粒作为固相示踪剂,煤粉颗粒经过干燥后,使用泰勒标准筛对煤粉颗粒进行筛选,得到粒径范围在0.8~1.2 mm之间的煤粉颗粒,其密度为1.24 t/m3。实验流体工质为水,温度为常温,使用转子流量计控制流量,待沉降槽内流动稳定后,在示踪剂加入点处瞬时加入一定数量的煤粉颗粒作为示踪颗粒,同时在中心桶出口平面设置的高速摄影仪对示踪颗粒在中心桶内流动过程进行拍摄纪录,可得到一系列示踪剂颗粒随时间流出中心桶出口的照片,如图2所示。根据拍摄的照片,每100步长(即每隔100张照片),记录流出中心桶出口的示踪剂颗粒数。实验时高速摄影仪的拍摄频率为500 Hz(即每1 s拍摄400张照片),即每记录100步长所需的时间为0.2 s,由此可以得出每0.2 s内流出沉降槽中心桶出口的示踪颗粒数量,经数据统计可计算出示踪剂流出中心桶的浓度曲线c(t)。
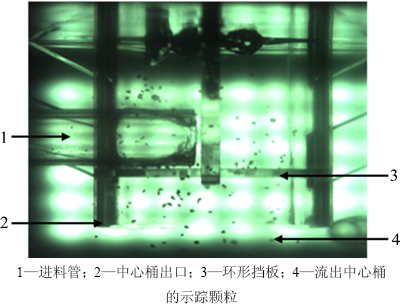
图2 高速摄影仪所拍摄的颗粒示踪图例
Fig. 2 Graphic example captured by high speed camera
得到实验c(t)曲线后,采用矩计算方法(式(1)~(8))对实验数据进行处理,可求解出模型参数tm,以及,从而可定量描述沉降槽中心桶内固体颗粒随流体流动的状况。 此外,运用EXCEL和MATLAB 软件,采用非线性回归的方法[17-18]对实验数据进行曲线拟合,即应用最小二乘法,分别以式(7)和(9)为回归表达式进行时域拟合,当拟合相似系数R2取最大值时,即可求解出模型参数tm,和 。从而可得到分别由ADM模型和TISM模型导出的中心桶内RTD曲线。
2 中心桶内流场分布
通过连续注入一定量的示踪剂,可得到不同时刻下中心桶内流体的示踪流场图。实验中以微小煤粉颗粒与水的混合黑色溶液作为示踪剂。如图3所示,示踪剂以进料流速通过进料管进入中心桶,由于水平惯性力的作用,大部分示踪剂作水平运动并与远端桶壁发生碰撞(图3(b)),在这过程之中,一部分示踪剂在重力的作用下向中心桶出口方向流动并流出桶体,产生“短路”现象;示踪剂在与桶壁发生碰撞后沿中心桶内壁作旋转混合运动(图3(c)),并逐渐向中心桶中心延伸直到示踪剂随流体充满整个中心桶体(图3(d))。停止注入示踪剂后,由于壁面之间的摩擦阻力与流体阻力,桶中示踪剂运动速度减小并逐渐由中心桶出口流入沉降槽体(图3(e))。示踪剂注入4.0 s后,大部分示踪剂在流体的惯性作用下已流出中心桶,但中心桶上部仍存在有少量示踪剂未流出中心桶(图3(f)),这表明中心桶上部存在流动相对较为缓慢的区域,即所谓的“死区”[13]。
在氧化铝生产中使用的沉降槽在其工作稳定后,是一个连续的动态平衡过程,所以沉降槽中心桶内流体也处于一个动态平衡的过程。因此,依据中心桶内流场示踪图,可以绘制稳态下中心桶内流场分布情况,如图4所示。桶内流场由“短路”流体流动,旋转混合流体流动以及“死区”流体流动组成。
3 RTD的参数分析
在实际生产中,只有当浆液与絮凝剂在中心桶充分地混合,絮凝剂的分子链条能充分伸展的前提下,才能提高絮凝剂对赤泥颗粒的吸附架桥能力和絮团化能力,有利于形成高质量的赤泥絮凝团和高效的絮凝沉降,从而提升沉降槽的产能。而中心桶内混合流动不充分,即死区的存在会使得进料料浆的稀释不够,使絮凝剂无法充分地伸展,难以有效地捕捉赤泥颗粒,这都不利于絮凝剂功效的发挥,从而影响沉降速度,限制沉降槽产能的提升。此外,在较低的絮凝剂捕捉效率下进行生产,会导致絮凝剂用量的增加,不利于生产成本的控制。因此,对沉降槽中心桶内物料的混合均匀性的研究显得尤为重要。
3.1 进料流量分析
针对沉降槽在生产中的实际进料流量的范围 (1 300~1 900 m3/h),运用相似准数(式(1)),可计算出相对应的实验进料流量范围(0.20~0.30 L/s)。采用RTD实验测定法,可以得到桶内流场的RTD曲线。图5给出了在3种不同进料流量下无因次化后的RTD曲线的比较。由图5可见:中心桶内RTD曲线呈非对称的钟型分布,说明桶内同时存在平推流动和混合流动[10]。一部分示踪剂在桶内停留的时间小于其理论平均停留时间,并且在3倍于理论停留时间处仍有示踪剂流出中心桶出口,这些现象表明中心桶内存在“短路”现象和相对静止的“死区”。
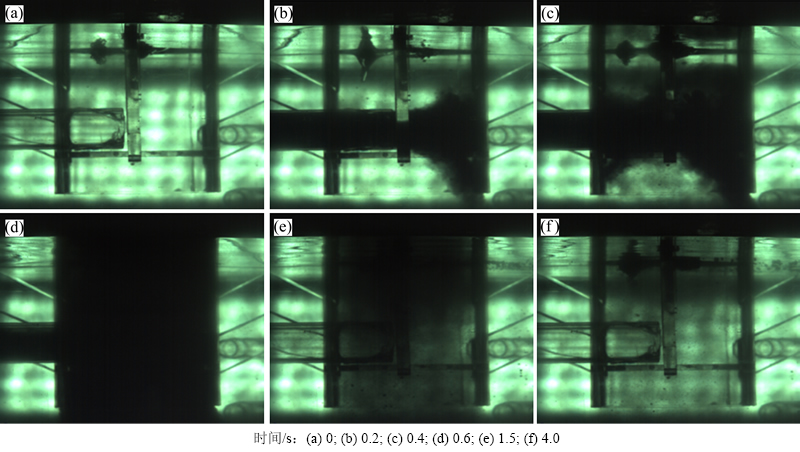
图3 不同时刻下中心桶内流场示踪图
Fig. 3 Tracer flow chart of feedwell for different tracing time
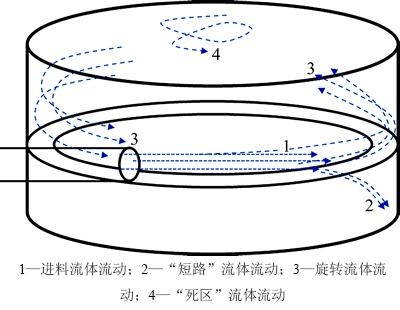
图4 中心桶流场分布
Fig. 4 Flow pattern in feedwell
结合图5进一步分析发现:RTD曲线的峰值随着流量的增加而向θ=1处靠近,说明桶内死区的体积随流量的增加而减小;当流量较小时,由进料管进入桶中的流体水平惯性力较小,不足以支持流体在中心桶内作充分的旋转混合运动,从而导致桶体的上部分利用率不高,容易形成死区,使得中心桶内有效容积小于实际容积;由于重力的作用,一部分物料在桶内尚未混合完全就流出中心桶而产生“短路”现象,导致中心桶内的物料分布不均。因此,在小流量下,中心桶内流体的混合性能较差,絮凝剂和赤泥只在中心桶内下部有限的体积内进行接触、捕捉和物理吸附,而上部区域几乎没有发挥功效,从而降低絮凝剂捕捉赤泥颗粒的能效,影响沉降槽内沉降分离的效果。随着流量的增大,较大的湍动能混合效应能保证物料在桶内充分地流动以及混合,这在一定程度上增加了中心桶内物料与絮凝剂的混合均匀性,在整个中心桶区域内絮凝剂均能接触和吸附捕捉赤泥颗粒,提高中心桶的利用率,有利于絮凝剂和赤泥颗粒的混合及稀释,充分发挥了中心桶在沉降槽中的作用和功效,从而促进沉降分离作业。
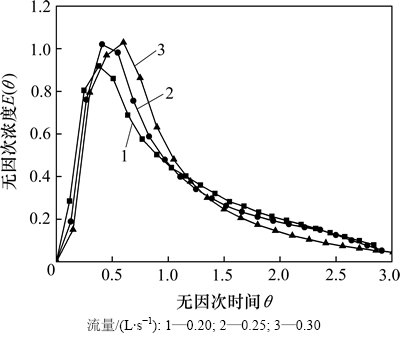
图5 不同进料流量下中心桶内RTD曲线的比较
Fig. 5 Comparison of RTD curves at different inlet flow rates
表1所示为不同流量下RTD参数的比较。由表1可见:随着流量的增大,无因次方差也随之增大,这表明随着流量的增加,桶内流动的混合程度越高。同时,在所有工况下,实际停留时间都小于对应工况下的理论平均停留时间,说明中心桶内存在相对静止的死区。当进料流量为0.20 L/s时,桶内存在较大的死区,其体积分数为27.6%;而当流量增大到0.30 L/s时,死区的体积分数减少到19.9%,中心桶内有效流动混合区域分数相应增加7.7%,结果进一步表明增大进料流量可提升中心桶内流体混合均匀性,促进物料与絮凝剂的混合与稀释,增加絮凝剂对球状赤泥颗粒的覆盖与吸附,有利于絮凝成团过程。
表1 不同流量下RTD参数的比较
Table 1 Comparison of RTD parameters at different flow rates

3.2 中心桶径高比分析
图6给出了在进料流量为0.25 L/s的工况下,不同径高比下的中心桶内无因次RTD曲线的比较。从图6可以看出:当中心桶径高比由1.00增大到1.60时,RTD曲线随无因次时间的上升区间出现地更早,表明一部分示踪剂颗粒更早地流出中心桶,同时RTD曲线的峰值随着中心桶径高比的增加而偏离θ=1,表明中心桶内非活动的死区的体积随着中心桶径高比的增加存在增大的趋势。另一方面,当中心桶径高比由1.00减小到0.75时,RTD的峰值曲线随着向θ=1处靠近,说明桶内死区体积随径高比减少而减小。
结合图6进一步分析,随着中心桶半径的增大,中心桶内流体在水平方向的可流动距离纵深也随之增大。在进料流量不变的情况下,一部分进料流体由于流体阻力以及自身重力的作用,在中心桶内的旋转混合流动尚未形成之前就已流出中心桶而进入沉降槽,同时, 由于较大的桶径不利于流体的旋转流动向中心桶上部的延伸,导致上部中心桶的利用率不高,易形成相对静止的“死区”。因此,较大的径高比不利于桶内物料的混合以及絮凝剂对赤泥颗粒的捕捉,影响沉降槽的生产效率。当中心桶径高比较小时,进料流体能更充分地接触到桶壁而进行旋转混合流动并有利于流动向中心桶上部延伸发展。同时,由于环形挡板的阻挡,可以有效地减少“短路”流体流动的产生。因此,较小的中心桶径高比可以提高中心桶的利用效率,有利于物料在桶内充分均匀地混合和稀释,絮凝剂能随着物料的稀释混合进一步发挥吸附架桥作用,并在桶内更均匀地分布,有利于絮凝剂对赤泥颗粒的捕捉,形成体积较大质量更高的赤泥絮凝团,从而促进赤泥的沉降分离。
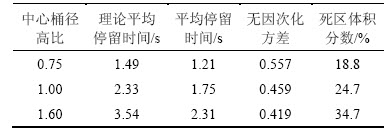
表2给出了不同中心桶径高比下RTD的参数比较。由表2可以看出:随着中心桶径高比的增加,示踪剂颗粒的平均停留时间也随之相应增加。同时,无因次方差则随着中心桶径高比的增加而增加。当中心桶径高比为0.75时,桶内死区的体积分数为18.8%;而当中心桶径高比增加到1.60时,桶内死区的体积分数为34.7%。说明减小中心桶径高比有利于增加桶内流体混合运动在桶内的延伸,能促进絮凝剂与物料的混合,提升沉降槽生产效率。
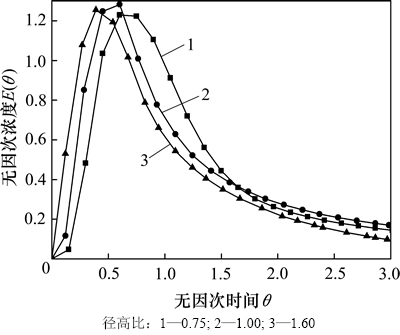
图6 不同中心桶径高比下的中心桶内RTD曲线比较
Fig. 6 Comparison of RTD curves at different feedwell aspect ratios
表2 不同中心桶径高比下的RTD参数比较
Table 2 Comparison of RTD parameters at different feedwell aspect ratios
4 非理想流动模型分析
沉降槽中心桶内存在一定程度的返混,由于停留时间分布与返混之间不一定存在对应的关系,不能直接把测定的停留时间分布用于描述返混的程度,而要借助于模型的方法。表3列出了通过使用矩计算方法所得到的不同工况下ADM模型参数Pe和TISM模型参数N。由表3可见:所有工况下的Pe数均小于10,介于2.49~3.57,说明中心桶内存在着较大轴向弥散程度的混合流动;同时,各个工况下的N参数的范围在1.79~2.57之间,说明中心桶内流动近似相当于1.8~2.6个串联的全混反应器。Pe 和N随着流量的增大而减小,表明中心桶内的流动随着进料流量的增大而接近全混流。Pe和N随着径高比的增加而增大,中心桶内流动越接近平推流。
表3 采用矩计算方法所得到的模型参数比较
Table 3 Comparison of model parameter calculated using moments
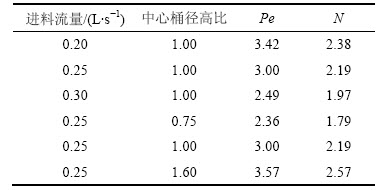
表4所示为采用非线性回归的方法得到的不同工况下ADM模型参数Pe和TISM模型参数N。由表4可见:ADM模型的拟合相似系数(R2)高于相同工况下TISM模型的拟合相似系数,说明ADM模型拟合的停留时间分布曲线较TISM模型更接近于实验的停留时间分布曲线。此外,由非线性回归计算方法得到的模型参数Pe和N随流量以及中心桶径高比变化而变化的趋势与矩计算方法得到的结果相一致。但其得到的在不同工况下的模型参数变化幅度较小:Pe介于2.55~3.35之间,N介于1.92~2.33之间。
结合表3和表4进一步分析,在中心桶径高比为1.00的工况下增加进料流量,模型参数Pe和N呈减小趋势,在进料流量为0.25 L/s的工况下减小中心桶的径高比,模型参数Pe和N也呈减小趋势。这都表明在上述工况的变化趋势下,桶内流体流动的混合程度逐步加强,这有利于絮凝剂在中心桶内的均匀分布以及絮凝剂对赤泥颗粒捕捉效率的提升,提高了中心桶的空间利用率,充分发挥了中心桶在沉降槽中的作用和功效。
表4 采用非线性回归方法所得到的模型参数比较
Table 4 Comparison of model parameter calculated using non-linear regression
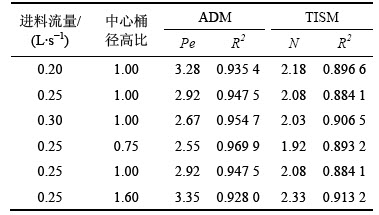
图7给出了进料流量为0.25 L/s且中心桶径高比为1.00的工况下,由实验得到的RTD曲线与分别采用矩方法和非线性回归方法计算得到的ADM模型和TIMS模型的c(t)曲线的对比。由图7可以看出:选取ADM模型并采用非线性回归方法拟合得到C(t)曲线与实验数据得到的c(t)曲线最为相似。由表4可以看出:其相似系数R2为0.947 5,相对于TIMS模型的相似系数0.884 1有着更为接近的相似性。此外,采用矩计算方法得到的c(t)曲线与实验结果相差较大,这是由于矩计算的预测偏差对于c(t)曲线的“长尾”情况较为敏感[11],从而使其计算结果的截断误差较大。因此,在使用流动模型研究中心桶内物料停留时间分布时,应当采用非线性回归的计算方法对实验数据进行处理,从而获得更精确的模型参数。
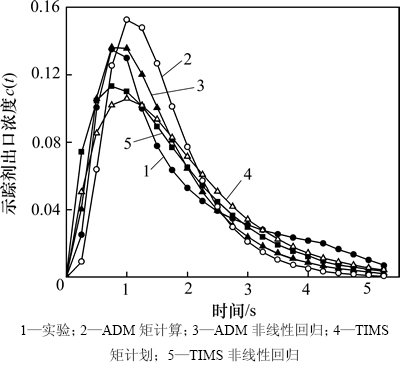
图7 由不同方法计算得到的c(t)曲线与实验c(t)曲线的对比
Fig. 7 Comparison of c(t) curves between different calculation methods and experimental data
5 结论
1) 中心桶内流场存在较大程度的旋转混合流动并存在“短路”现象,在中心桶上部存在相对静止的“死区”。当进料流量从0.20 L/s增大到0.30 L/s时,中心桶内死区体积最大可减小7.7%,桶内流动越接近全混流动;当中心桶径高比从0.75增大至1.60时,桶内死区体积增加15.9%,桶内流动越接近平推流动。较小的死区体积可以提升中心桶的利用效率,促进絮凝剂和赤泥颗粒的均匀混合,提升沉降槽的生产效率。
2) 较多釜串联模型(TISM)而言,由非线性回归方法计算得到的轴向混合模型(ADM)可以更准确地反映沉降槽中心桶内流体混合情况;沉降槽中心桶内ADM模型的Pe的范围为2.55~3.35,中心桶内流动混合程度较大。
3) 利用本文的实验方法和RTD这一评价指标并结合本课题组的前期工作成果,可进一步地指导赤泥分离沉降槽的设计、评估以及优化改造工作,并对沉降槽产能的提升和生产成本的控制有实际意义。
参考文献:
[1] 张哲新, 尹周澜, 温金德. 高效沉降槽在烧结法氧化铝生产中的应用[J]. 山东冶金, 2005, 27(5): 20-22.
ZHANG Zhexin, YIN Zhoulan, WEN Jinde. Application of high-efficient precipitation tank in alumina production[J]. Shandong Metallurgy, 2005, 27(5): 20-22.
[2] 王季. 赤泥沉降槽内固液分离运动计算机数值仿真初探[J]. 有色冶金, 2006, 22(6): 22-24.
WANG Ji. The elementary study of liquid-solid flows of separation in mud thickener using computing numerical simulation[J]. Non-Ferrous Mining and Metallurgy, 2006,22(6): 22-24.
[3] White R B, Sutalo I D, Nguyen. Fluid flow in thickener feedwell models[J]. Minerals Engineering, 2003, 16(5): 145-150.
[4] Peloquin G, Baxter H, Simard G, et al. Improving red mud flocculation at aughinish alumina limited[C]// Proceedings of the 6th International Alumina Quality Workshop. Brisbane: International Alumina Quality Workshop, 2002: 288-293.
[5] Nguyen T, Heath A, Witt P. Population balance-CFD modelling of fluid flow, solid distribution and flocculation in thickener feedwells[C]// Johnston M P. Fifth International Conference on CFD in the Process Industries. Melbourne, Australia, 2008: 271-287.
[6] Kahane R B, Schwarz M P, Johnston R R M. Residue thickener modelling at Worsley Alumina[J]. Applied Mathematical Modelling. 2002, 26(6): 281-296.
[7] Majid E G, Ataallah S G, Alireza A S. Simulation of a semi-industry pilot thickener using CFD approach[J]. International Journal of Mining Science and Technology, 2013, 23(1): 63-68.
[8] ZHOU Tian, LI Mao, LI Qiulong, et al. Numerical simulation of flow regions in separation thickener’s feedwell using analysis of residence time distribution[J]. Transaction of Nonferrous Metals Society of China, 2014, 24(4): 1117-1124.
[9] 李秋龙, 李茂, 周天, 等. 赤泥沉降槽固液分离数值仿真技术的研究进展及现状[J]. 有色冶金节能, 2013(5): 7-11.
LI Qiulong, LI Mao, ZHOU Tian, et al. The review of numerical techniques for solid liquid separation process in red mud thickener[J]. Energy Saving of Non-Ferrous Metallurgy, 2013(5): 7-11.
[10] 李秋龙, 李茂, 雷波, 等. 基于正交实验的赤泥沉降槽中心桶结构优化[J]. 中国有色金属学报, 2014, 24(4):1063-1069.
LI Qiulong, LI Mao, ZHOU Tian, et al. Optimization of feedwell design in red mud thickener based on orthogonal experiment[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(4): 1063-1069.
[11] Levenspeil O, Chemical reaction engineering[M]. 4th ed. New York: Wiley and Sons, 2006: 351-412.
[12] Patricia R L, Antonio G L, Manuel M, et al. Flow models for rectangular sedimentation tanks[J]. Chemical Engineering and Processing,2008, 47(9): 1705-1716.
[13] Moumtez B, Ahmed B, Kamel T. Numerical investigation of the fluid flow in continuous casting tundish using analysis of RTD curves[J]. Journal of Iron and Steel Research, 2009, 16(2): 22-29.
[14] 朱炳辰. 化学反应工程[M]. 北京: 化学工业出版社, 2006: 114-136.
ZHU Bingchen. Chemical reaction engineering[M]. Beijing: Chemical Industry Press, 2006: 114-136.
[15] Nauman E B, Buffham B A, Mixing in continuous flow system[M]. New York: Wiley and Sons, 2008: 171-220.
[16] ZHOU Tian, LI Mao, ZHOU Jiemin. Numerical simulation and optimization of the red mud separation thickener with self-dilute feed[J]. Journal of Central South University, 2014, 21(1): 344-350.
[17] Haas C N, Joffe J, Heath M S, Jacangelo J, Continuous flow residence time distribution function characterization[J]. Environmental Engineering, 1997, 123(2): 107-114.
[18] Alkhaddar R M, Higgins P R, Phipps D A, et al. Residence time distribution of a model hydrodynamic vortex separator[J]. Urban Water, 2011, 23(3): 17-24.
(编辑 杨幼平)
收稿日期:2014-07-05;修回日期:2014-10-14
基金项目(Foundation item):国家自然科学基金资助项目(50876116) (Project(50876116) supported by the National Natural Science Foundation of China)
通信作者:李茂,博士,副教授,从事冶金热工设备仿真与优化研究;E-mail: limao89@163.com

