文章编号:1004-0609(2011)06-1335-07
放电等离子烧结-非晶晶化法合成
Ti70Nb7.8Cu8.4Ni7.2Al6.6复合材料
陈 友,梁甲宏,杨 超,李小强,肖志瑜,李元元
(华南理工大学 国家金属材料近净成形工程技术研究中心,广州 510640)
摘 要:采用机械合金化制备不含和含2%(体积分数)B4C的钛基非晶合金粉末,随后采用放电等离子烧结-非晶晶化法合成不含/含(TiB+TiC)的Ti70Nb7.8Cu8.4Ni7.2Al6.6超细晶/细晶钛基复合材料;运用X射线衍射分析(XRD)、差示扫描量热分析(DSC)、扫描电子显微镜(SEM)和万能材料试验机等对制备的钛基非晶粉末和超细晶/细晶钛基复合材料进行表征。结果表明:高能球磨80 h的钛基粉末中主要为非晶相,B4C颗粒的加入对钛基粉末的玻璃转变温度、晶化温度和晶化焓有显著的影响。另外,不含/含(TiB+TiC)的复合材料的显微硬度分别为5.47和5.33 GPa;以50 K/min升温到1 223 K并保温10 min获得的Ti70Nb7.8Cu8.4Ni7.2Al6.6块体试样的断裂强度和断裂应变分别为2 098 MPa和11.5%。
关键词:钛基复合材料;放电等离子烧结;机械合金化;晶化
中图分类号:TG331 文献标志码:A
Fabrication of crystallized Ti70Nb7.8Cu8.4Ni7.2Al6.6 composites by spark plasma sintering or crystallization of amorphous phase
CHEN You, LIANG Jia-hong, YANG Chao, LI Xiao-qiang, XIAO Zhi-yu, LI Yuan-yuan
(National Engineering Research Center of Near-net-shape Forming for Metallic Materials,
South China University of Technology, Guangzhou 510640, China)
Abstract: The Ti-based amorphous alloy powders without or with 2% (volume fraction, %) B4C were synthesized by mechanical alloying, and subsequently the powders were consolidated into crystallized Ti70Nb7.8Cu8.4Ni7.2Al6.6 ultrafine/fine-grained composites without or with (TiB+TiC) phases by spark plasma sintering and crystallization of amorphous phase. The synthesized powders and the consolidated ultrafine/fine-grained composites were examined by X-ray diffractometry (XRD), differential scanning calorimetry (DSC), scanning electron microscopy (SEM) and universal materials tester. The results show that, after a milling time of 80 h, the synthesized powders consist of amorphous phase with predominant volume fraction. The addition of B4C particles has an obvious impact on the glass transition temperature, crystallization temperature and crystallization enthalpy for the synthesized powders. In addition, the microhardnesses of the consolidated composites without or with 2% B4C are 5.47 and 5.33 GPa, respectively. Meanwhile, the consolidated Ti70Nb7.8Cu8.4Ni7.2Al6.6 composite by heating to 1 223 K at 50 K/min and holding for 10 min has a high fracture strength of 2 098 MPa and a fracture strain of 11.5%.
Key words: Ti-based composite; spark plasma sintering; mechanical alloying; crystallization
与普通的晶体材料相比,大块金属玻璃(Bulk metallic glass, BMG)表现出高弹性极限、高强度和高硬度等优异的力学性能[1-3]。然而,其长程无序、短程有序的微观结构导致其在应力作用下形成单重剪切带而突然失效,在断裂失效前几乎不展现塑性变形特 征[2],这限制了其作为结构材料的潜在应用前景。为改善BMG的塑性,获得高强韧的BMG及其相关的复合材料,采用固结非晶粉末合成细晶/超细晶/纳米晶复合材料引起了研究者的广泛关注[4]。在晶体材料中,根据Hall-Petch公式[5],晶粒越细小,材料的强度越高。因此,细晶/超细晶/纳米晶金属和合金具有极高的强度。然而,由于细晶/超细晶/纳米晶金属与BMG相似,在应力作用下主要呈剪切断裂特征[6-10],因此,当晶粒尺寸减小到一定尺度时,其塑性可能反而降低。
为促使多重剪切带的形成,引发更多的滑移面,通常依靠在BMG及其相关的复合材料中引入第二相来实现[11-13]。根据第二相的引入方式可分为外加增强相法和内生增强相法。外加增强相法是在非晶粉末中直接引入晶体相,常为陶瓷颗粒或纤维增强相;内生增强相法是通过原位反应获得陶瓷颗粒或延性相[4]。嵌入玻璃基体或细晶/超细晶/纳米晶基体中的陶瓷颗粒和毫米级延性相,能够有效地限制局部剪切带的扩展,促使多重剪切带的形成,从而显著提高材料的塑性[4, 14-16]。
本文作者基于改进的非晶形成合金体系和课题组的前期研究结果,选取Ti70Nb7.8Cu8.4Ni7.2Al6.6合金体系为研究对象,采用机械合金化制备含2% B4C和不含B4C的钛基非晶合金粉末,然后,采用放电等离子烧结-非晶晶化法合成了含/不含(TiB+TiC)的Ti70Nb7.8Cu8.4Ni7.2Al6.6超细晶/细晶钛基复合材料。
1 实验
试验采用纯度为99.9%(质量分数)的Ti、Nb、Cu、Ni、Al和B4C粉末。按 Ti70Nb7.8Cu8.4Ni7.2Al6.6(摩尔分数, %)成分配比,作为A组混合粉末;在A组粉末中加入适量的B4C(体积分数为2%)作为B组混合粉末。将A、B两组混合粉末分别置于QM-2SP20型行星式球磨机中进行高能球磨,球料质量比为12?1,转速为226 r/min。球磨罐和磨球材料均为不锈钢,充高纯氩气保护粉末,使其不被氧化。球磨过程中,每隔5 h停机冷却,并取少许粉末进行测试分析。随后,利用放电等离子烧结(Spark plasma sinterting,SPS)系统(SPS-825)对球磨获得的钛基非晶合金粉末进行预压、烧结和晶化。实验参数如下:预压力和烧结压力均为50 MPa,烧结腔真空度为10-2 Pa;实验前3 min升温到100 ℃,随后以50 K/min升温至烧结温度(Ts)并保温10 min。需要指出的是,选择的烧结温度高于非晶粉末的晶化温度,其目的是为了利用非晶晶化法制备晶化相增强的块体复合材料[11]。
采用D8 ADVANCE型射线衍射仪(XRD,Cu Kα)对球磨合金粉末和烧结试样进行相组成分析;用NETSCH STA449C差示扫描量热仪(DSC)对球磨合金粉末进行热物性分析;用HVS-1000维式硬度计测定烧结试样的显微硬度;压缩试验在MTS TestSstar 810试验机上进行,试样尺寸为d 3 mm×6 mm(长径比为2?1),应变速率为5×10-4 s-1;用Nova Nano 430扫描电子显微镜(SEM)对球磨粉末形貌、烧结试样显微组织和断口形貌进行观察分析。
2 结果与讨论
2.1 机械合金化制备非晶合金粉末
图1所示为不同球磨时间后Ti70Nb7.8Cu8.4Ni7.2- Al6.6+B4C合金粉末的XRD谱。由图1可见,在未球磨混合粉末的XRD谱中,Ti、Nb、Cu、Ni和Al的特征X射线衍射峰清晰可见,表明此时粉末呈单质态。图1中未发现B4C的衍射峰,原因是其含量太少(2%),导致其衍射峰强度太弱而被淹没在背底之中。此外,随着球磨时间的延长,合金粉末中各相的衍射峰逐渐宽化,强度逐渐变弱,这主要是因为机械合金化使粉末充分细化,甚至固溶扩散,最终形成了以非晶态组织为主的合金粉末。当球磨时间达到80 h时,衍射峰变得非常圆滑,表明此时粉末已全部或绝大部分转变成非晶态。
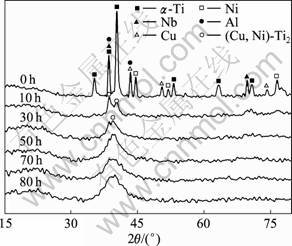
图1 不同球磨时间后Ti70Nb7.8Cu8.4Ni7.2Al6.6+2% B4C合金粉末的XRD谱
Fig.1 XRD patterns of mechanically alloyed Ti70Nb7.8Cu8.4- Ni7.2Al6.6+2% B4C powders after different milling times
图2所示为不同球磨时间后含/不含B4C的Ti70Nb7.8Cu8.4Ni7.2Al6.6合金粉末的DSC曲线。由图2可见,随着球磨时间的延长,合金粉末经历无放热 峰→出现放热峰→放热峰面积增大的转变过程。当球磨20 h时,含/不含B4C的合金粉末分别在750和758 K开始出现比较明显的放热峰,这表明粉末中开始形成非晶相。随着球磨时间的进一步延长,放热峰的强度逐渐增强,说明非晶相所占的体积分数逐步增大。当球磨80 h时,放热峰的面积最大,这表明合金粉末中非晶相的体积分数达到最大。与此同时,随着球磨时间的连续增加,合金粉末的放热峰均向右偏移,这表明合金粉末的玻璃转变温度(Tg)、晶化温度(Tx,切线法测量得到)和晶化峰值温度(Tp)均逐渐升高。对于球磨80 h的合金粉末,含 B4C的非晶合金粉末的Tg和Tx均较不含B4C的非晶合金粉末稍低。如图2(a)、(b)中80 h对应的曲线所示,含B4C的非晶粉末的Tg和Tx分别为703和785 K,不含B4C的非晶粉末的Tg和Tx分别为708和788 K。这表明B4C的加入稍微降低了合金粉末的热稳定性,但对合金粉末的过冷液相区ΔTx(ΔTx=Tx-Tg)影响不大。本课题组前期制备的Ti66Nb13Cu8Ni6.8Al6.2非晶粉末的过冷液相区为84 K[17],与本研究获得的过冷液相区82和80 K差别不大。然而,不含B4C的非晶粉末的晶化焓(ΔHx,其值为DSC曲线中晶化峰的积分面积)为58.93 J/g,而含B4C的非晶粉末的ΔHx为38.26 J/g,这表明B4C的加入显著地降低合金粉末的晶化焓。
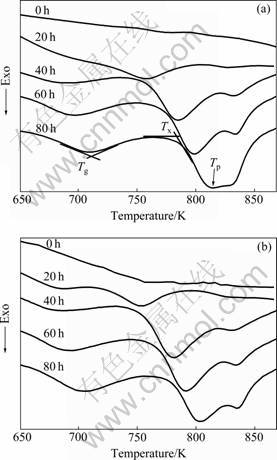
图2 不同球磨时间后合金粉末的DSC曲线
Fig.2 DSC curves of mechanically alloyed powders after different milling times: (a) Ti70Nb7.8Cu8.4Ni7.2Al6.6 alloy powder; (b) Ti70Nb7.8Cu8.4Ni7.2Al6.6+2% B4C alloy powder
图3所示为球磨80 h后合金粉末的SEM像。球磨过程中,合金粉末颗粒经过不断的破碎、冷焊,发生了从细化→合金化→细化→非晶化的转变过程。球磨80 h后,含/不含B4C的合金粉末平均颗粒尺寸分别为75和70 μm,且合金粉末有明显的团聚现象。

图3 球磨80 h后合金粉末的SEM像
Fig.3 SEM images of mechanically alloyed amorphous powders after milling for 80 h: (a) Ti70Nb7.8Cu8.4Ni7.2Al6.6 alloy powder; (b) Ti70Nb7.8Cu8.4Ni7.2Al6.6+2% B4C alloy powder
2.2 SPS烧结和晶化的块体钛基复合材料
图4所示为不同烧结温度下烧结和晶化的块体试样的XRD谱。由图4可见,所有块体试样均主要由体心立方的β-Ti(Nb)和面心立方的(Cu, Ni)-Ti2组成。同时,含/不含B4C的试样,β-Ti(Nb)相的衍射峰强度都随烧结温度的升高而增大,不含B4C的试样表现得更明显。这说明随着烧结温度的升高,β-Ti(Nb)相的体积分数逐渐增大。另外,与含B4C的试样相比,不含B4C的试样中β-Ti(Nb)相和(Cu, Ni)-Ti2相的衍射峰都更尖锐。图4中没有检测到TiB和TiC的衍射峰,主要原因是TiB和TiC的含量太少,以致其衍射峰太弱而被淹没在背底之中。
图5所示为腐蚀(腐蚀剂为10% HF和90%(体积分数)蒸馏水)后块体试样的SEM像。图5(a)中,试样的微观结构为连续分布的(Cu, Ni)-Ti2相包围孤立的β-Ti(Nb)相,相区尺寸大约为1 μm,因此试样为细晶复合材料。随着烧结温度的升高,(Cu, Ni)-Ti2相区尺寸呈变大的趋势,且逐渐被体心立方的β-Ti(Nb)分隔。从图5(c)可以看出,含B4C的试样中包含明显的晶须状相。根据反应5Ti+B4C→4TiB+TiC的?H298= -754.36 kJ/mol[18],Ti与B4C反应更容易生成TiB和TiC[19];结合成分分析可知,图5(c)中的晶须状相为TiB。对于不含B4C的试样(见图5(d)),试样中(Cu, Ni)-Ti2相呈连续分布,其相区尺寸与同样条件下含B4C的试样基本一样;随着烧结温度的升高(见图5(f)),试样中β-Ti(Nb)的相区尺寸增大,且呈连续分布,将(Cu, Ni)-Ti2相(相区尺寸大约1~2 μm)包围起来。
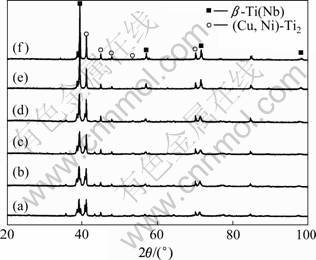
图4 不同烧结温度下烧结和晶化的块体试样的XRD谱
Fig.4 XRD patterns of sintered and crystallized bulk alloys Ti70Nb7.8Cu8.4Ni7.2Al6.6+2%B4C((a)-(c)) and Ti70Nb7.8Cu8.4- Ni7.2Al6.6((d)-(f)) consolidated at different sintering temperatures: (a) 1 073 K; (b) 1 123 K; (c) 1 223 K; (d) 1 073 K; (e) 1 123 K; (f) 1 223 K
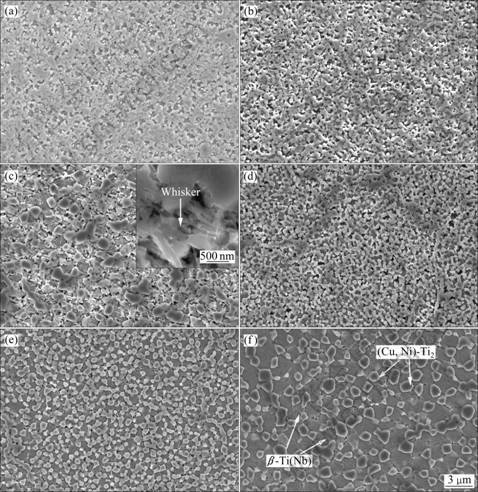
图5 不同烧结温度下烧结和晶化块体试样的SEM像
Fig.5 SEM images of sintered and crystallized bulk alloys Ti70Nb7.8Cu8.4Ni7.2Al6.6+2% B4C ((a)-(c)) and Ti70Nb7.8Cu8.4Ni7.2Al6.6 ((d)-(f)) consolidated at different sintering temperatures: (a) 1 073 K; (b) 1 123 K; (c) 1 223 K; (d) 1 073 K; (e) 1 123 K; (f) 1 223 K
表1所列为烧结和晶化的块体钛基复合材料的显微硬度。由表1可知,Ti70Nb7.8Cu8.4Ni7.2Al6.6试样的显微硬度随烧结温度的升高而降低,这主要归因于随着烧结温度的升高,试样中的两相区尺寸和晶粒尺寸均逐渐增大[5](见图5(d)、(e)和(f))。含B4C块体试样的显微硬度值随烧结温度的变化不大,这主要归因于试样中生成了TiB和TiC以及(Cu, Ni)-Ti2相的连续分布。
图6所示为不同烧结温度下烧结和晶化的块体试样的室温应力―应变曲线。试样a和b的断裂强度分别为2 102和2 105 MPa,具有一定的塑性。图7所示为不同烧结温度下烧结和晶化块体试样断裂后的SEM像。从断裂形貌图可以看到试样具有明显的解理台阶(见图7(a)和(b))。试样(c)具有明显的低强度和低塑性,从图7(c)也可以发现,试样呈脆性解理断裂,试样c腐蚀后的SEM像(见图5(c))中可以观察到脆性相(Cu, Ni)-Ti2相区尺寸粗大,被β-Ti(Nb)相分隔开,而延性相β-Ti(Nb)并未连续分布,即试样c中未形成一相包围另一相的显微结构,故材料的强度和塑性都明显降低。而不含B4C的块体试样表现出高强度的同时展现出良好的塑性。试样d、e和f的断裂强度分别为2 083、2 114和2 098 MPa,断裂应变分别为4.1%、7.6%和11.5%。试样d的断口呈脆性穿晶断裂(见图7(d)),局部有略微的韧窝状,这也说明试样具有轻微的塑性。而试样e具有脆性断裂和韧性断裂的混合特征(见图7(e)),其中脆性相(Cu, Ni)-Ti2相穿晶断裂,同时在脆性断裂附近又呈现出蜂窝状的韧性断裂特征。图7(f)所示为烧结温度1 223 K时试样断裂后的形貌,图中脆性颗粒被韧窝状的组织包围起来,韧窝状的组织呈连续分布,这与试样的SEM形貌一致,所以试样体现高强度的同时具有显著的塑性。
表1 烧结和晶化的块体钛基复合材料的显微硬度
Table 1 Microhardness of sintered and crystallized bulk Ti-based composites
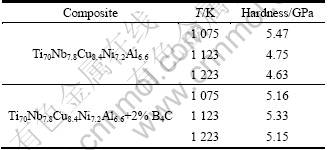
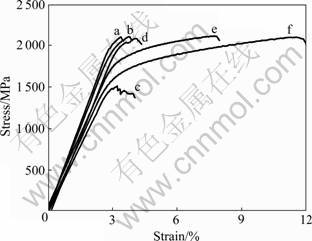
图6 不同烧结温度下烧结和晶化块体试样的室温应力―应变曲线
Fig.6 Room-temperature compression stress―strain curves of sintered and crystallized bulk alloys Ti70Nb7.8Cu8.4- Ni7.2Al6.6+2%B4C ((a)-(c)) and Ti70Nb7.8Cu8.4Ni7.2Al6.6 ((d)-(f)) consolidated at different sintering temperatures: (a) 1 073 K; (b) 1 123 K; (c) 1 223 K; (d) 1 073 K; (e) 1 123 K; (f) 1 223 K
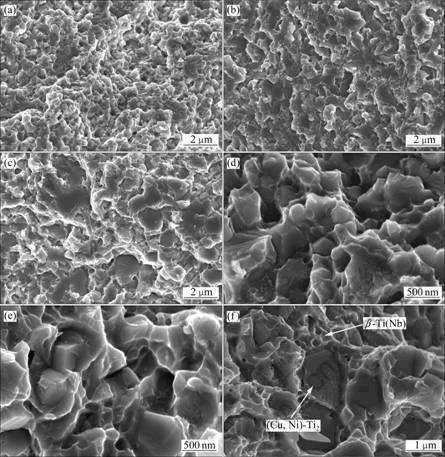
图7 不同烧结温度下烧结和晶化块体试样断裂后的SEM像
Fig.7 SEM fracture images of sintered and crystallized bulk alloys Ti70Nb7.8Cu8.4Ni7.2Al6.6+2%B4C ((a)-(c)) and Ti70Nb7.8- Cu8.4Ni7.2Al6.6 ((d)-(f)) consolidated at different sintering temperatures: (a) 1 073 K; (b) 1 123 K; (c) 1 223 K; (d) 1 073 K; (e) 1 123 K; (f) 1 223 K
3 结论
1) 高能球磨80 h的钛基合金粉末中主要为非晶相,含B4C的钛基非晶合金粉末的玻璃转变温度和晶化温度分别为703和785 K,不含B4C的钛基非晶合金粉末的分别为708和788 K,这表明B4C的加入降低了钛基非晶合金粉末的玻璃转变温度和晶化温度;另外,B4C的加入显著地降低了非晶合金粉末的晶化焓。
2) 采用不同SPS工艺固结非晶粉末后,烧结和晶化块体复合材料中主要的晶化相为体心立方β-Ti(Nb)和面心立方(Cu, Ni)-Ti2。烧结温度对材料显微结构和力学性能影响显著,随着烧结温度的升高,β-Ti(Nb)相晶粒长大明显;当烧结温度为1 223 K时,不含B4C的块体试样中延性相β-Ti(Nb)为基体,脆性相(Cu, Ni)-Ti2为增强相,其断裂强度和断裂应变分别为2 098 MPa和11.5%。
REFERENCES
[1] INOUE A. Stabilization of metallic supercooled liquid and bulk amorphous alloys[J]. Acta Materialia, 2000, 48: 279-306.
[2] WANG W H, DONG C, SHEK C H. Bulk metallic glass[J]. Mater Sci Eng R, 2004, 44: 45-89.
[3] SALIMON A I, ASHBY M F, BR?CHET Y, GREER A L. Bulk metallic glasses: what are they good for[J]. Mater Today, 2004, 3: 36-43.
[4] J?RGEN E, UTA K, JAYANTA D, SERGIO S, NICOLLE R. Nanostructured composite materials with improved deformation behavior[J]. Advanced Engineering Materials, 2005, 7(7): 587-596.
[5] 钟家湘, 郑秀华, 刘 颖. 金属学教程[M]. 北京: 北京理工大学出版社, 1995: 315.
ZHONG Jia-xiang, ZHENG Xiu-hua, LIU Ying. The metallography course[M]. Beijing: Beijing Institute of Technology Press, 1995: 315.
[6] NIEMAN G W, WEERTMAN J R, SIEGEL R W. Elastic and tensile behavior of nanocrystalline copper and palladium[J]. Acta Materialia, 1991, 45(10): 4019-4025.
[7] WEI Q, JIA D, RAMESH K T, MA E. Evolution and microstruture of shear bands in nanostructured Fe[J]. Appl Phys Lett, 2002, 81(7): 1240-1243.
[8] CARSLEY J E, MILLIGAN W W, HACKCEY S A, AIFANTIS E C. Glasslike behavior in a nanostructured Fe/Cu alloy[J]. Metall Mater Trans, 1995, 26(9): 1543-1940.
[9] WITNEY A B, SANDERS P G, WEERTMAN J R, EASTAMAN J A. Fatigue of nanocrystalline copper[J]. Scr Metall Mater, 1995, 33(12): 2025-2030.
[10] LIU C T, HEATHERLY L, EASTON D S. Test environments and mechanical properties of Zr-base bulk amorphous alloys[J]. Metall Mater Trans A, 1998, 29(7): 1543-1940.
[11] LI Y Y, YANG C, CHEN W P, LI X Q, QU S G. Ultrafine-grained Ti68Nb13Cu8Ni6.8Al6.2 composites fabricated by spark plasma sintering and crystallization of amorphous phase[J]. J Mater Res, 2009, 24: 2118-2122.
[12] LI X Q, YANG C, CHEN W P, QU S G, LI Y Y. Microstructure and mechanical properties of SPSed (Spark plasma sintered) Ti66Nb13Cu8Ni6.8Al6.2 bulk alloys with and without WC addition[J]. Materials Transactions, 2009, 50(7): 1720-1724.
[13] 李元元, 杨 超, 陈维平, 李小强, 屈盛官, 夏 伟, 邵 明, 张 文. 一种高塑性钛基超细晶复合材料及其制备方法: 中国, 200810219203.4[P]. 2009-07-29.
LI Yuan-yuan, YANG Chao, CHEN Wei-ping, LI Xiao-qiang, QU Sheng-guan, XIA Wei, SHAO Ming, ZHANG Wen. A method to prepare Ti-based ultrafine-grained composites with high plasticity: CN 200810219203.4[P]. 2009-07-29.
[14] HAYS C C, KIM C P, JOHNSON W L. Microstructure controlled shear band pattern formation and enhanced plasticity of bulk metallic glasses containing in situ formed ductile phase dendrite dispersions[J]. Phys Rev Lett, 2000, 84(13): 2901-2904.
[15] K?HN U, ECKERT J, MATTERN N, SCHULTZ L. ZrNbCuNiAl bulk metallic glass matrix composites containing dendritic bcc phase precipitates[J]. Appl Phys Lett, 2002, 80: 2478-2492.
[16] HE G, ECKERT J, L?SER W. Novel Ti-base nanostructure- dendrite composite with enhanced plasticity[J]. Nature Mater, 2003, 2: 33-39.
[17] LI Y Y, YANG C, CHEN W P, LI X Q. Effect of WC content on glass formation, thermal stability, and phase evolution of a TiNbCuNiAl alloy synthesized by mechanical alloying[J]. J Mater Res, 2008, 23: 745-754.
[18] BHAT R B V, SUBRAMANYAM J, PRASAD B V V. Preparation of Ti-TiB-TiC and Ti-TiB composites by in-situ reaction hot pressing[J]. Materials Science and Engineering A, 2002, 325: 126-130.
[19] NI D R, GENG L, ZHANG J, ZHENG Z Z. TEM characterization of symbiosis structure of in situ TiC and TiB prepared by reactive processing of Ti-B4C[J]. Materials Letters, 2008, 62: 686-688.
(编辑 龙怀中)
基金项目:国家重点基础研究发展计划前期研究专项基金资助项目(2010CB635104);国家自然科学基金资助项目(50801028)
收稿日期:2010-06-22;修订日期:2010-11-20
通信作者:杨 超,副教授,博士;电话:020-87110099;E-mail: cyang@scut.edu.cn

