网络首发时间: 2016-07-29 10:51
稀有金属 2017,41(11),1214-1223 DOI:10.13373/j.cnki.cjrm.xy16032601
Si/Al电子封装复合材料的激光焊接气孔成因分析
张文梅 纪红 刘彦强 樊建中
国家有色金属及电子材料分析测试中心
国标(北京)检验认证有限公司
北京有色金属研究总院国家有色金属复合材料工程技术研究中心
摘 要:
硅/铝 (Si/Al) 复合材料是一类新型轻质电子封装材料, 能够很好满足先进微波组件封装的技术要求。粉末冶金技术制备的Si/Al封装复合材料具备优异的综合性能和较好的质量一致性。为了解决粉末冶金Si/Al复合材料壳体焊接气密性合格率不高的关键工程问题, 开展了小批壳体-盖板的脉冲激光封焊试验;着重采用CT无损扫描、光学显微镜 (OM) 、扫描电镜 (SEM) 及成分分析等手段对焊缝的表面、横剖面和纵剖面进行了详细观察, 表征了壳体焊缝出现的典型焊接气孔的尺寸、形貌和分布特点, 分析了焊接气孔的形成原因和影响因素。Si/Al复合材料的焊接气孔分为材料本征焊接气孔 (第一类) 和组合焊缝特有气孔 (第二类) 。第一类为尺寸细小的球形气孔, 无序分布于焊缝熔池底部, 其产生与高含量的Si颗粒以及材料中氧夹杂紧密关联;此类气孔不会直接造成焊缝漏气。第二类气孔位于壳体-盖板焊合面边缘的未焊合区, 该类气孔贯穿焊缝、在焊缝表面开口可直接造成焊缝严重漏气, 批量壳体气密性合格率降低。第二类气孔是由焊缝结构所决定, 在表面及内部氧化物的促进下, 在焊缝特定位置形成的一类复杂气孔。相应地, 提出并试验验证了消除气孔缺陷的针对性措施。本文的研究结果对于根本性提升Si/Al复合材料批量封装件气密性合格率、推动粉末冶金铝基复合材料在高气密性电子封装领域的规模应用具有一定实际意义。
关键词:
硅/铝 (Si/Al) 复合材料;粉末冶金;电子封装;激光焊接;焊接气孔;
中图分类号: TG456.7
作者简介:张文梅 (1981-) , 女, 河南新乡人, 硕士研究生, 研究方向:铝合金及铝基复合材料;E-mail:wenmei200204@163.com;;刘彦强, 高级工程师;电话:010-60689792;E-mail:lyq9757@163.com;
收稿日期:2016-03-26
基金:国家重点基础研究发展计划项目 (2012CB619606);北京市科技新星计划项目 (Z171100001117067) 资助;
Reasons for Formation of Pores during Laser-Beam Welding of Electronic-Packaging Si/Al Composites
Zhang Wenmei Ji Hong Liu Yanqiang Fan Jianzhong
National Center of Analysis and Testing for Nonferrous Metals and Electronic Materials
National Standard Inspection Certification ( Beijing) Co.Ltd.
National Engineering& Technology Research Center for Non-Ferrous Metals Composites, General Research Institute for Non-Ferrous Metals
Abstract:
Si/Al composite, as a newly developed lightweight electronic packaging materials, is appropriate for packaging of advanced microwave devices. Si/Al composites produced by powder metallurgy ( PM) have superiorly combined properties and remarkably consistent performances. In order to solve the crucial engineering problem of inferior hermeticity of PM Si/Al composites packaging housings, small amount of housings and lids were seamed by using laser beam welding ( LBW) . Particularly, the typical defects of welding pores were carefully investigated by CT nondestructive testing, optical microscope ( OM) and scanning electron microscope ( SEM) observation, through which the character of pores was revealed, including pore size, morphology and distribution. Hereby, the origin and contributing factors of welding pores were clarified. There were two kinds of weld pores, intrinsic welding pores of the materials ( the first one) and particular pores especially for joining welds ( the second one) , located in given site. The first fine pores, which disorderly distributed at the bottom of weld pool, was promoted by high-content of Si particles and oxide contaminant within the composites. These pores would not directly cause the leakage of welds. The second pores located in un-joined area on seaming face, adjacently inside the housing. Some of them penetrated through the welds, which led to the massive leakage of welds, and hence markedly lowered the hermeticity. These pores probably had a complex evolution induced by joining structure of welds and would be promoted by Orich contaminate on the workpiece surface and within the materials. Accordingly, several suggestions to eliminate weld pores were put forward, part of which were experimentally verified. Present research could have a certain significance in enhancing the package hermeticity and promoting large-scale applications of PM Al matrix composites in the field of highly hermetic electronic packages.
Keyword:
Si/Al composites; powder metallurgy; electronic packages; laser-beam welding; weld pores;
Received: 2016-03-26
硅/铝复合材料 (Si/Al, 硅含量20%~50% (质量分数) ) 是一种新型轻质电子封装材料, 具有低热膨胀系数、高导热率、低密度, 易于精密加工成型, 可焊接和表面涂覆, 与标准微电子组装工艺相容的特点[1,2]。与钛合金、Kovar合金、高体分Si C/Al复合材料等封装材料相比较, Si/Al复合材料在热物性能、比重、焊接和机加工工艺性能、材料的制造和加工成本上具有突出的综合优势[1,2,3]。在过去20年中该材料引起了材料研发人员和电子封装应用人员广泛的重视, 在Si/Al复合材料制备与组织性能研究[4,5,6,7,8,9,10,11]、壳体类零件的表面涂覆与焊接封装工艺研究[12,13,14]等方面都开展了广泛的工作, 材料的各项性能已经基本满足一般器件封装要求。其中, 粉末冶金技术制备的Si/Al复合材料由于硅颗粒细小和分布均匀, 具有更好的综合性能和较好的质量一致性, 因此在工程化应用中体现出了较大优势。但是, 在实际应用中还存在关键工程问题亟待解决。最典型的案例是高端电子装备微波组件高气密封装外壳, 采用50%Si/Al壳体和27%Si/Al盖板进行激光束焊接密封, 以长期保持壳体内部的惰性气氛环境, 确保元器件长寿命服役的可靠性[15,16,17,18], 要求单批次焊接气密性合格率均超过90%。在当前的连续焊接生产实践中往往出现壳体气密性合格率不达标的问题, 而且不合格品具有一定随机性。经初步分析可知焊接气孔可能是造成壳体漏气的主要缺陷, 但由于单件壳体的质量不能代表批量壳体的统计质量问题, 必须对连续批量壳体的焊缝进行系统分析, 才有可能从根本上解决工程难题。
焊接气孔是铝合金熔化焊接最常见的一类焊缝缺陷, 焊接气孔的形成受到合金成分、焊接方式、焊接接头形式等因素的综合影响。Si/Al复合材料是在传统铝硅合金基础上大幅提高硅含量而形成的一类高体积分数颗粒增强铝基复合材料, 高含量的硅颗粒可能对焊缝的冶金过程和焊接气孔演化产生较大影响。激光焊接具有焊接速率高、热影响区小、工件热变形小等特点, 具有较大的技术竞争力;另一方面, 与传统熔化焊接方法相比, 激光焊接熔池从熔化至凝固冷却的热循环周期十分短暂 (毫秒级) , 其焊接冶金动力学发生改变, 可能形成特殊的焊缝组织, 改变焊接气孔的种类和演化规律。由于焊缝尺寸小, 无损检测表征困难, 增加了焊接气孔定性分析和气孔缺陷控制的难度。因此, 非常有必要围绕电子封装用Si/Al复合材料激光焊接中常见的典型焊接气孔缺陷进行深入的分析, 阐明缺陷的产生原因, 探索消除缺陷的工艺措施, 提升典型Si/Al封装壳体产品的封装可靠性。
本文采用电子封装常用的50%Si/Al和27%Si/Al复合材料分别制成封装壳体与盖板, 开展小批量激光焊接密封试验, 着重表征了焊缝中出现的典型焊接缺陷―――焊接气孔, 通过详细观察分析气孔的形貌、分布以及成分特征, 探讨了气孔形成原因, 并提出了消除气孔的工艺措施。
1实验
本文采用粉末冶金 (PM) 方法制备50%Si/Al复合材料和27%Si/Al复合材料坯锭。以99.7%纯度的气雾化球形纯铝粉 (粒度10~20μm) 和99.9%高纯硅粉 (粒度5~15μm) 作为原材料;制备工艺为:粉末混合、冷等静压成形 (压力100 MPa, 时间10 min) 、抽真空除气、热等静压致密化 (温度570±5℃, 保压时间2 h) 。热等静压后的复合材料相对致密度达到100%。材料金相组织见图1所示。
将复合材料坯锭切割、机械加工制成壳体和盖板样件, 焊接壳体盖板样件数量为12套。本文选取的焊接接头形式见图2所示。壳体的焊接框口尺寸为105 mm×60 mm, 焊缝总长度330 mm, 盖板厚度和搭接部分的厚度分别为1.0和0.5 mm。为了对比材料自身的焊接性能, 对50%Si/Al, 27%Si/Al以及纯铝板 (轧制, 1060Al) 样品进行了自熔焊接试验, 样件尺寸为100 mm×40mm×2mm, 自熔焊缝长度不小于50 mm。在电子封装中, 由于焊件体积小、焊接厚度较薄, 对焊接过程稳定性要求很高, 一般采用YAG激光以热导焊的方式进行点焊或连续焊接[16]。图2所示是电子封装领域常用的焊接接头形式之一, 兼具有搭接焊缝和角焊缝的特征。搭接焊需要的焊接能量大、热影响大, 角焊缝一般需要填丝焊接, 增加了工艺复杂程度, 降低焊接效率;而图2所示的焊接接头的优点在于不需要填丝、焊接能量输入小。对接焊缝 (即盖板嵌入壳体内, 也称“嵌入式”) 也是电子封装中常用的一种焊接接头然而, 但这种接头对零件尺寸配合精度要求很高。总体上, 图2的接头形式具有较好的综合优势。但这种接头也有不足之处:须依靠盖板材料熔化、流动填充构成焊缝主体部分;焊接能量较小, 可能存在局部焊不透、焊合不好等现象。
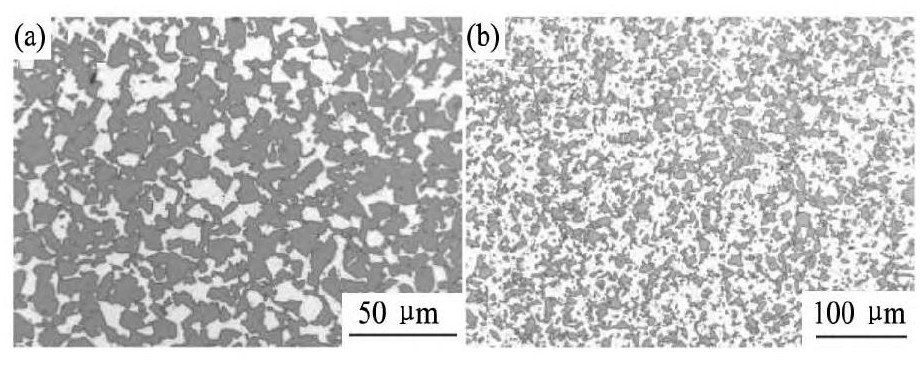
图1 粉末冶金Si/Al复合材料典型金相组织Fig.1 Optical micrograph of PM Si/Al composites
(a) 50%Si/Al; (b) 27%Si/Al
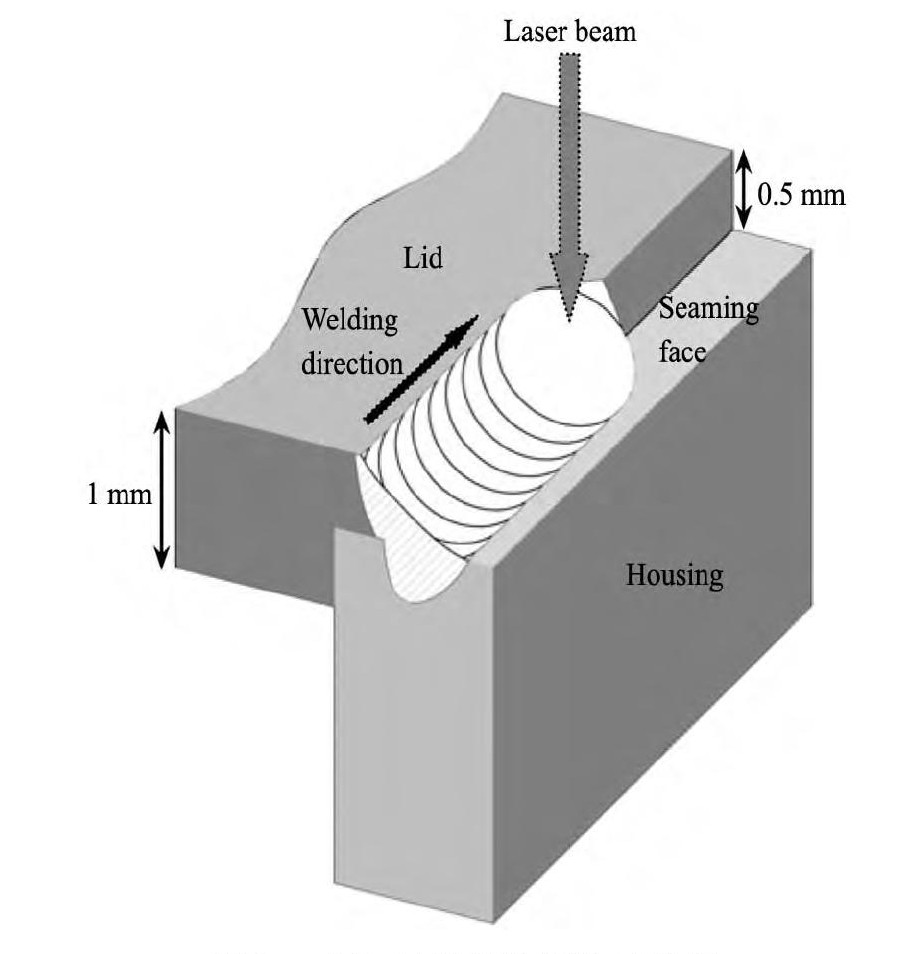
图2 壳体-盖板搭接焊接示意图Fig.2 Schematic diagram of lap joint between housing and lid
所有样件表面都进行去油清洗和干燥处理。采用脉冲激光束进行壳体焊接密封, 激光器为平均功率为300 W的Nd∶YAG固体激光器, 采用芯径0.6 mm的光纤传输, 准直与聚焦均为120 mm。激光参数为:峰值功率2.0~3.0 k W, 脉宽3.0~4.0 ms (单个脉冲作用时间) , 脉冲重复频率20Hz, 焊接速率3.0 mm・s-1 (激光头或工作台的直线行走速率) 。如图2所示, 焊缝由不间断的焊点搭接重叠形成, 通过合理调控焊点尺寸、频率和焊接速率三个参数使得焊接重叠率在80%~85%之间, 确保获得可靠的密封质量。焊接过程采用流动氩气保护。
密封腔体依据GJB548B规定的背压方法进行检测, 分别采用氦质谱仪和氟油进行密封细检漏和粗检漏缺陷定位。作为对比, 还采用GJB548B的 (喷检) 方法测试了封焊前的开放壳体的气密性 (代表材料自身气密性) 。为了可靠表征小尺寸焊缝内焊接气孔, 本文借助于高分辨率工业CT扫描技术对焊缝进行逐层扫描成像, 获得焊缝横剖面和纵剖面的缺陷形貌;以此为基础对气孔进行精准解剖分析。利用光学显微镜 (OM, Zeiss-Axiovert200 Mat) 、扫描电镜和能谱分析 (SEM和EDS, JE-OL, 10~20 k V) 等手段观察分析了焊缝气孔的形貌和成分。
2结果与讨论
2.1焊接气密性结果
壳体激光封焊气密性检测结果见表1所示。可见, 封焊前50%Si/Al壳体自身的漏率普遍在0.1~0.3×10-9Pa・ (m3・s) -1水平, 而封焊后的壳体的漏率则分布在1×10-5~1×10-9Pa・ (m3・s) -1。高气密封装领域一般要求焊接密封后腔体的氦检漏率保持在1×10-9Pa・ (m3・s) -1[15-17], 而实际中考虑零件的焊接工艺实施质量存在一定波动, 组合焊接后腔体漏率合格率应在90%~95%范围内。表1的一组封焊腔体的气密性合格率仅为67%。不合格的腔体中, 2件腔体漏率在1×10-8Pa・ (m3・s) -1量级, 属于焊缝微小漏气;2件腔体漏率大于1×10-5Pa・ (m3・s) -1, 比合格腔体漏率高出3个以上数量级, 属于严重漏气。
2.2焊缝表面观察
抽取漏气的腔体进行焊缝表面观察, 图3为漏气腔体的焊缝表面典型SEM形貌。焊缝表面有两类典型缺陷:大尺寸孔洞和颗粒状夹杂物, 后者经EDS成分分析确认为氧化物 (见能谱图) 。焊缝表面大尺寸孔洞具有如下典型特征:孔洞开口直径为100~300μm, 几乎肉眼可见;孔洞纵向位于单个焊点的边缘、未被下一个焊点覆盖的位置, 横向位于靠近盖板一侧约1/3的位置;孔洞开口普遍向所在焊点的中心倾斜。氟油粗检漏结果显示, 此类大尺寸孔洞是腔体严重漏气位置。另一类缺陷―――氧化物颗粒多分布于焊点熔池的边缘, 50%Si/Al壳体一侧多于27%Si/Al盖板一侧。
表1 壳体封焊前 (开放壳体) 和激光封焊后 (密封壳体) 实测的氦检漏率Table 1 Measured leak rate of housings before and after LBW sealing by using helium leak test (10-9Pa・ (m・s) -1) 下载原图

表1 壳体封焊前 (开放壳体) 和激光封焊后 (密封壳体) 实测的氦检漏率Table 1 Measured leak rate of housings before and after LBW sealing by using helium leak test (10-9Pa・ (m・s) -1)
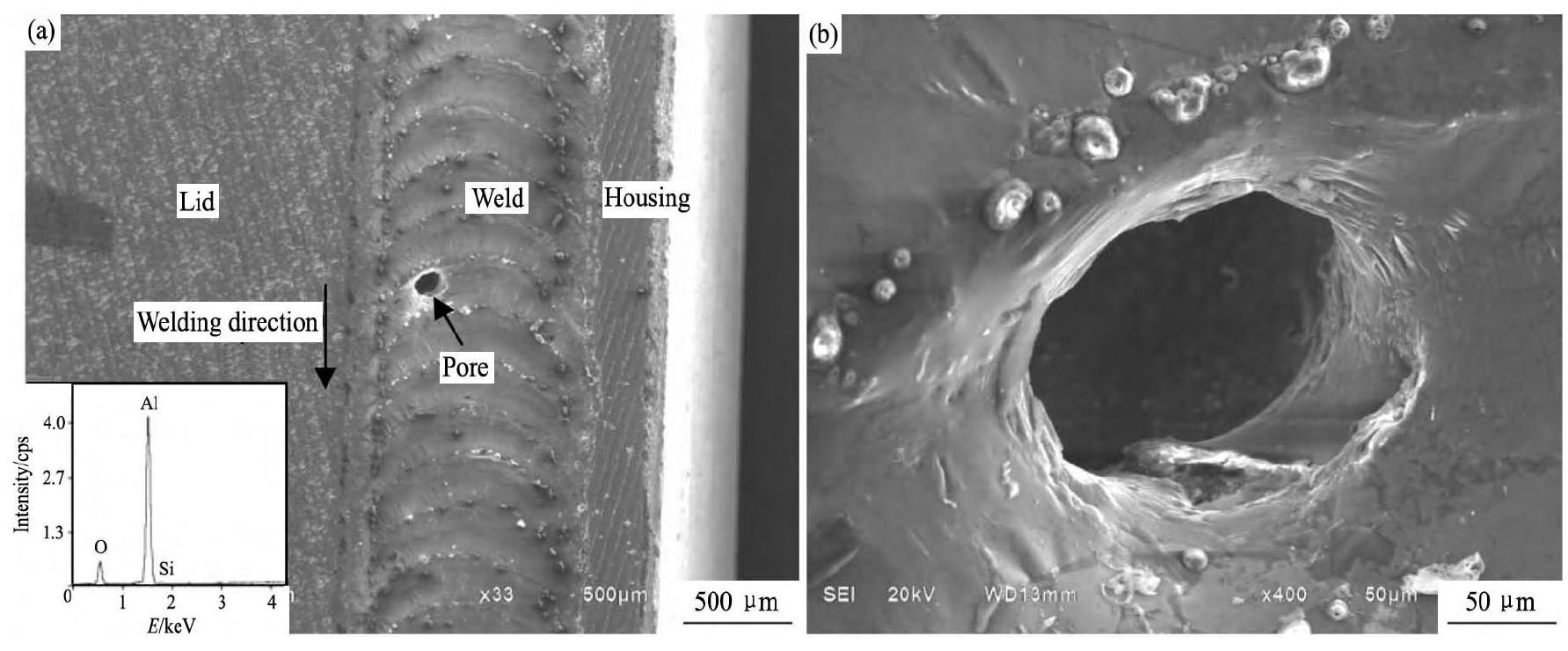
图3 严重漏气腔体焊缝表面气孔的典型SEM形貌Fig.3 Typical SEM morphology of opening pore on weld surface of markedly leaking housing
2.3焊缝无损检测
为了探明焊缝内部气孔的特征, 选取典型腔体进行了工业CT扫描, 图4 (a) 和 (b) 分别为沿激光束入射方向和沿焊接方向进行逐层扫描获得的焊缝纵剖面 (平行于盖板平面) 和横剖面图像。从图4 (a) 可看出, 焊缝内部大部分区域存在气孔, 气孔沿焊缝一字排列。从横截面图像可以看出, 气孔位于壳体与盖板的焊合面上方, 位于腔体内侧。
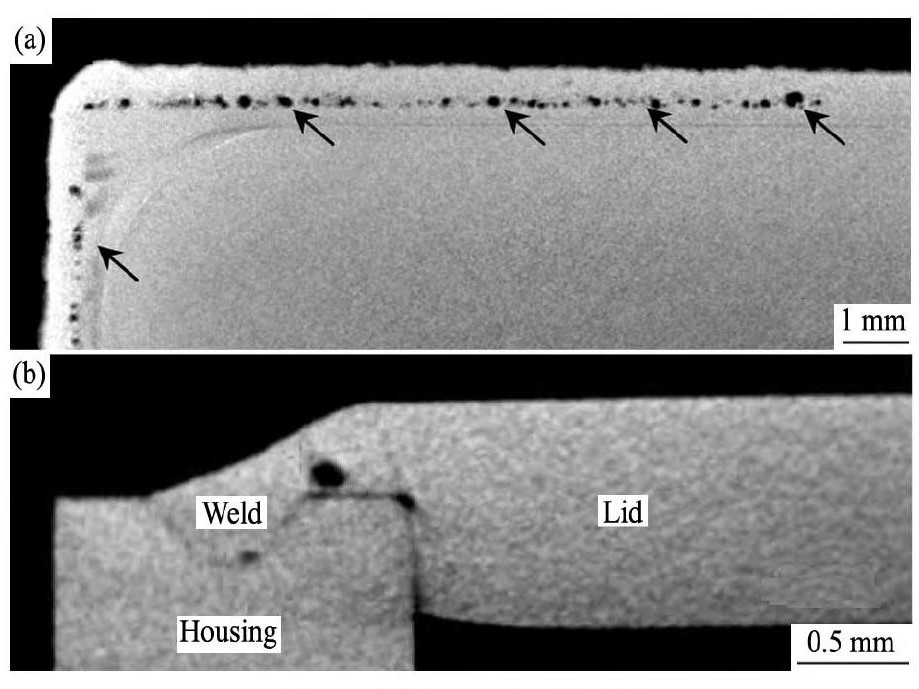
图4 焊缝CT扫描图像Fig.4 CT scanning image of weld
(a) Longitudinal section parallel to lid face; (b) Cross section that perpendicular to welding direction
2.4焊缝剖面观察
对典型焊缝进行了精准剖切分析。图5为焊缝剖面中气孔的形貌与分布特征。焊缝表现出典型的热导焊特征, 激光能量从表面逐步扩散至熔池边缘, 边缘焊接热量累积较少, 出现未充分焊合区 (图中圆圈所指) 。横剖面中存在两类截然不同的气孔缺陷。第一类气孔位于熔池底部 (主要在壳体内部) , 尺寸小于30μm, 熔池两侧壁的气孔数量略多于熔池底部。第二类气孔位于焊合面上靠近盖板一侧 (或靠近腔体内侧) , 处于焊合面的边缘;下文中为了便于表述将该位置命名为A位置) 。
图6为焊接气孔在焊缝内部与表面上的对照关系图。在图6 (a) 中标记的位置进行精准解剖和制样, 获得图6 (c) 的纵剖面形貌 (下同) 。对比图6 (b) 和 (c) 可知: (1) 严重漏气腔体焊缝表面的开口孔洞一一对应于焊缝内部的球形大气孔, 大气孔几乎贯穿整个焊缝, 其底部与腔体内部连通 (图4 (a) ) , 造成焊缝内外贯通, 这是腔体漏气的直接原因; (2) 孔洞的底部位于其开口所在焊点的前一个 (或前几个) 焊点内, 孔洞开口则向焊点中心倾斜 (对比图6 (b) 与 (c) ) ; (3) 除了在焊缝表面开口的孔洞以外, 内部还存在半封闭的球形气孔。对比可知, 开口的孔洞和未开口的半封闭气孔的位置分布和形貌基本一致, 属于同一类气孔。为便于区别, 下文中将焊缝内大尺寸气孔普遍称为“大气孔”或“第二类气孔”, 其中贯穿焊缝、在表面开口的气孔特别称为“孔洞”。 (4) 这一类特定位置的气孔位于壳体-盖板焊合面的A位置;此类气孔即使未贯穿焊缝, 也会造成焊缝有效连接区减小, 造成腔体密封性降低。
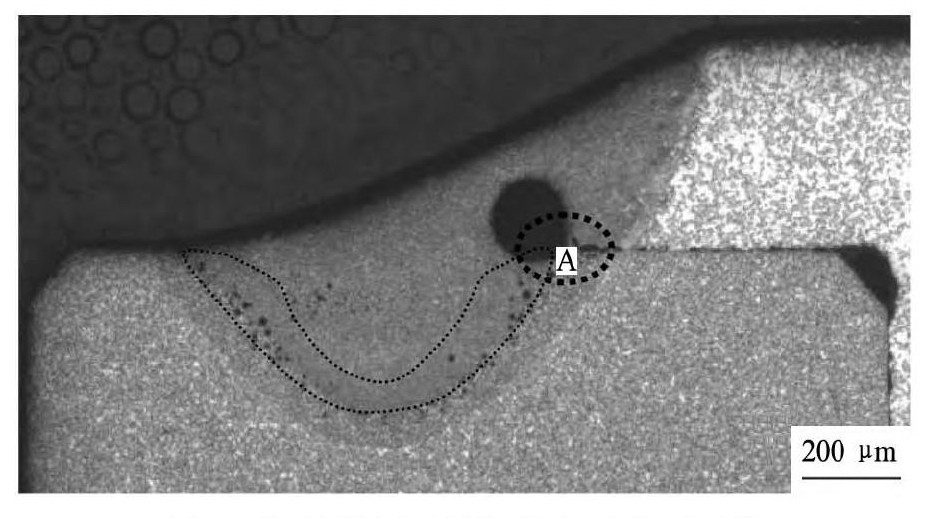
图5 焊缝横剖面的焊接气孔典型形貌Fig.5 Typical morphology of pores within cross section of weld
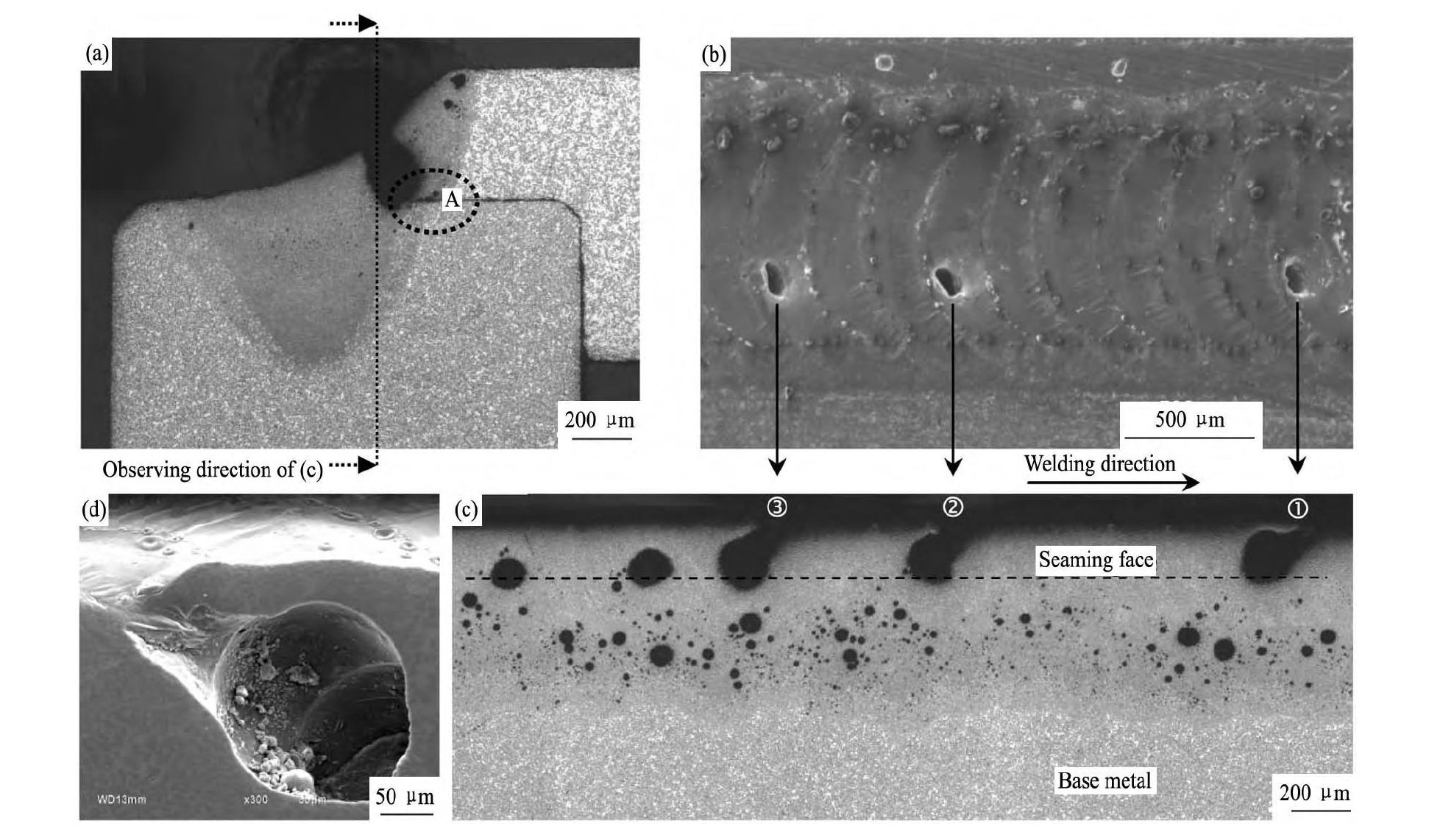
图6 焊缝横剖面形貌以及纵向剖视方法 (a) , 焊缝表面孔洞的SEM形貌 (b) , (b) 图中孔洞对应的纵向剖面金相 (孔洞直径接近200μm) (c) , (c) 图中 (1) 孔洞的SEM高倍形貌 (d) Fig.6Cross section of weld showing observing direction (a) , surface morphology (b) and corresponding longitudinal-section morphology of opening pores in weld (diameter of pores being~200μm) (c) , high-magnified morphology of opening pore (1) (d)
2.5“第一类气孔”形成原因
铝合金的焊接气孔产生原因一般有两种, 一是材料自身焊接工艺性差导致的气孔, 二是由焊接工艺相关的工艺气孔。为了鉴别气孔类别, 对比了50%Si/Al, 27%Si/Al和纯铝的激光自熔焊缝剖面, 见图7所示。3种材料采用相同激光工艺参数进行焊接, 但由于硅可以增加铝合金对激光的吸收率, 从纯铝到50%Si/Al激光吸收率逐渐提高, 焊缝熔深逐渐增大。50%Si/Al自熔焊缝中发现了类似于图5的小气孔, 其形貌及分布特征基本一致;与之相比, 27%Si/Al自熔焊缝中的气孔数量较少, 分布无规律;而纯铝中没有发现气孔。
一般认为, 氢在固相和液相铝合金中的溶解度存在量级差异, 焊接过程中水汽可能溶解进入熔池中, 在冷却凝固时析出过饱和氢, 形成气孔;这几乎是所有铝合金最典型的一类焊接气孔[19]。粉末冶金Si/Al复合材料的原料铝粉颗粒表面存在固有的氧化膜 (粉末氧含量0.3%~0.5%) , 氧化膜极易吸水形成水合物, 尽管进行了真空除气, 材料内部依然会残留无法去除的水分子, 这是粉末冶金Si/Al第一类焊接气孔的主要气体来源[20]。由粉末表面氧化膜演变形成的氧化物夹杂物与Al-Si熔体的润湿性较差, 大大降低了过饱和氢在颗粒表面形核的临界热力学条件[21], 促进气孔形核。第一类焊接气孔还与高含量的Si颗粒紧密关联。Si/Al复合材料的固液两相区很宽 (50%Si/Al为350℃, 27%Si/Al为200℃) , 熔池凝固过程中大部分时间处于Al-Si液相、初生Si以及过饱和氢的共存状态, 大量初生硅也为气体形核提供了便利条件;硅含量越高, 第一类焊接气孔数量越多。另一方面, 高含量Si增加了熔体的黏度, 形核的气体倾向于稳定存在于熔体中, 而非合并长大或析出熔池。总之, 第一类气孔是由材料组分所决定的本征气孔。这类气孔不会直接造成封焊腔体的漏气, 但不利于对密封腔体的使用寿命进行可靠预测和评估, 构成持久影响。
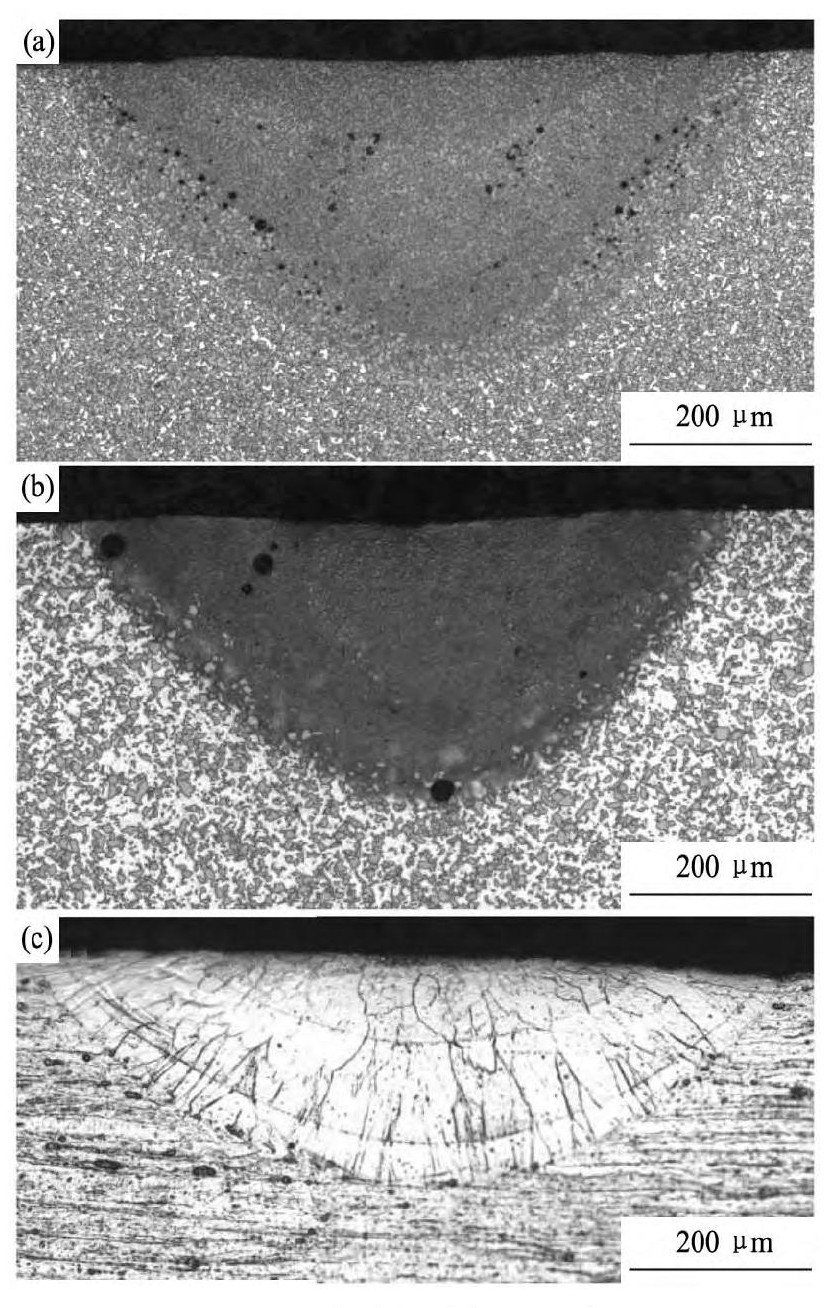
图7 自熔焊缝剖面形貌Fig.7 Cross-section morphology of welds
(a) 50%Si/Al; (b) 27%Si/Al; (c) Pure Al
2.6“第二类气孔”形成原因
对若干个大气孔进行SEM详细观察发现 (图8) , 此类大气孔的形貌特征与所处的位置紧密关联;气孔顶部接近球形, 底部则位于焊合面、靠近腔体内侧 (上文所述的A位置) , 底部没有完全焊合 (图8 (b) 中白色箭头所指) 。从熔池凝固角度考虑, 气孔从形核到长大始终处于固-液两相界面。进一步观察发现, 气孔顶部存在相邻焊点搭接界面 (图8b中的黑色虚线所指) ;在气孔底部, 每个焊点内都分布有尺寸约为30~40μm的小孔洞 (黑色箭头所指) , 平均间距约为100~150μm, 与焊点平均间距基本一致 (焊点间距=1000/ (出光频率/焊接速率) ) 。结合横剖面观察可知 (图6 (a) ) , 这种小孔洞将大气孔与腔体内部连通。当大气孔尺寸足以贯穿焊缝、在焊缝表面露头时, 便形成了连通腔体内外的通道, 造成腔体严重漏气。
通过对大量焊缝剖面进行分析发现, 大气孔的尺寸分布具有一定的随机性, 焊缝中同时存在不同阶段的气孔, 从中可以观察分析得到气孔的生长演化规律, 见图9所示。图9 (a) 中, 在A位置发现有规律排列的椭球气孔, 位于单个焊点熔池的侧壁附近, 其排列周期与焊点周期基本一致。相邻椭球气孔有合并趋势 (图9 (b) 和 (c) ) , 并在A位置以焊合面为基础向焊缝表面长大形成球形气孔 (图9 (d) ) 。
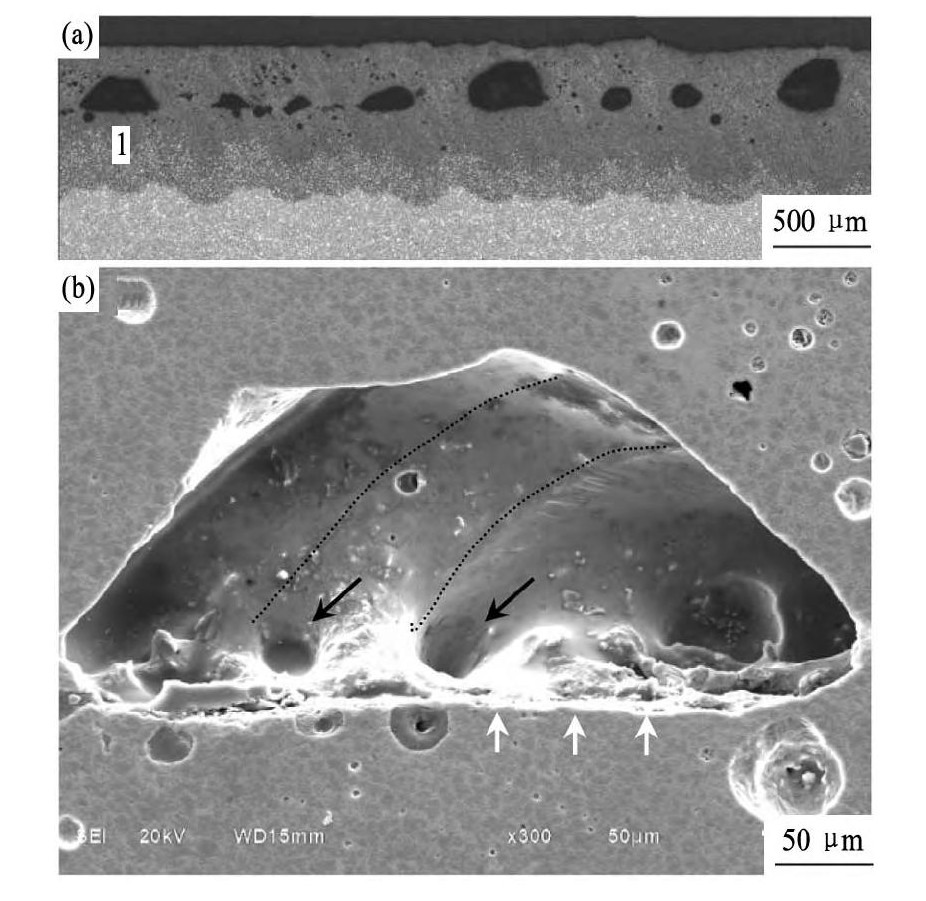
图8 焊缝纵剖面 (取样观察方式与图3 (c) 相同) (a) 和 (a) 图中1号气孔的SEM形貌Fig.8 Longitudinal-section morphology of weld pores (a) and high-magnified SEM morphology of pore 1 in (a) (b)
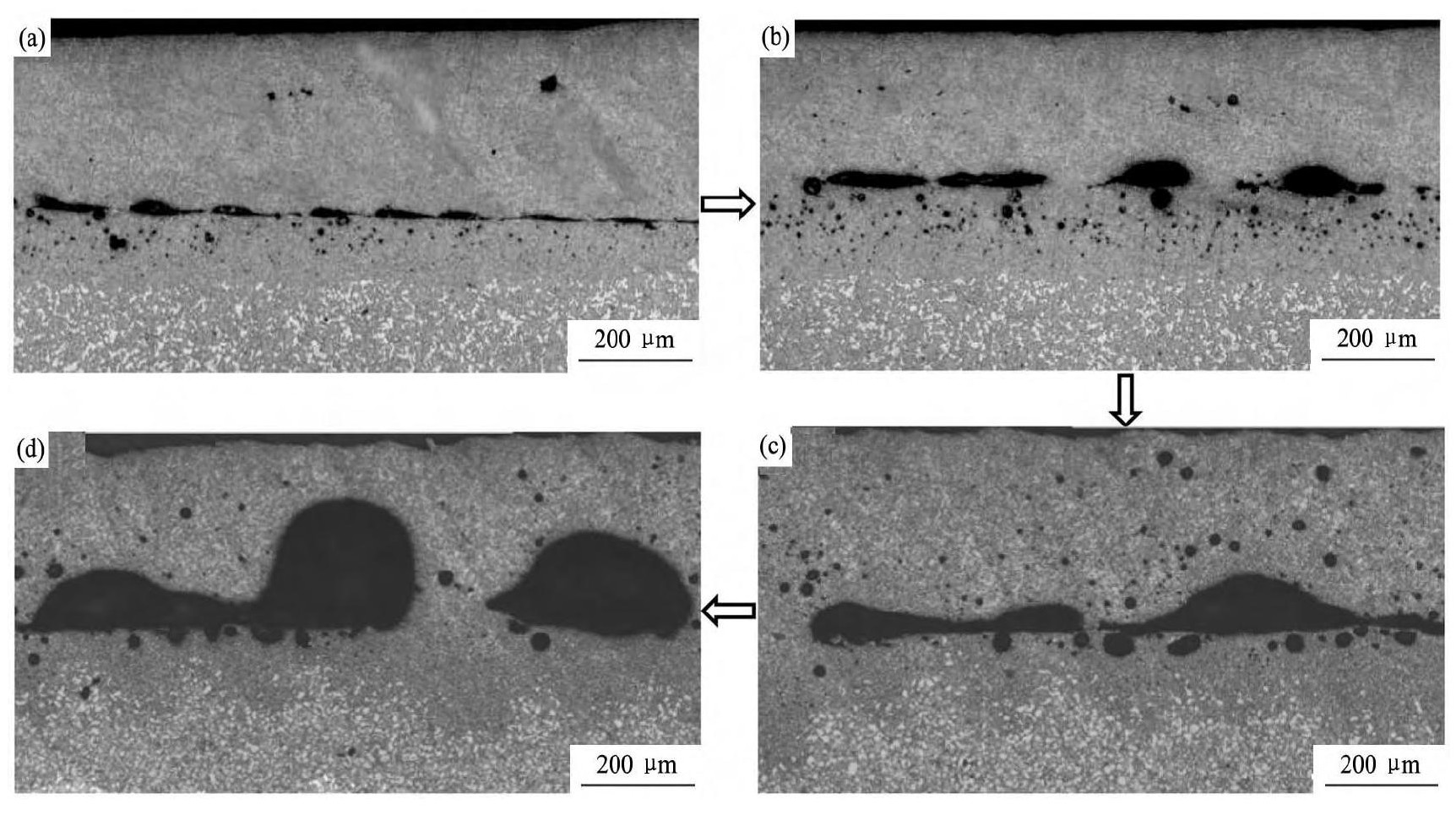
图9 焊缝纵剖面形貌显示:由未焊合区夹气逐渐长大形成椭球形气孔, 以及球形气孔Fig.9 Longitudinal-section morphology of welds
(a) Involving gas at un-seaming area; (b, c) Showing evolution of ellipsoid pores; (d) Finally growing up to spherical pores
A位置的椭球气孔之所以能在焊缝凝固时演化为大气孔, 这与激光焊接自身的特征紧密关联。焊缝与焊合面相交位置的示意图见图10所示。由于采用脉冲式激光, 焊缝是由圆形焊点重叠搭接构成。Si/Al壳体-盖板焊接属于热导焊, 激光能量以热传导的方式向熔池内部传输, 单个焊点能量密度沿径向呈正态分布, 中心位置能量密度最高, 边缘能量密度迅速下降。因此, 焊点中心的盖板与壳体可以完全焊合、实现有效连接, 而焊点边缘 (例如A位置) 不能完全焊合, 形成未焊合区。脉冲式不连续焊接方法导致未焊合区呈不连续分布, 构成周期排列分布的夹气区域, 即图9 (a) 中的椭球气孔。传统熔化焊接中由于熔池凝固速率低, 更接近平衡凝固, 熔池内的气孔和夹杂物有足够的时间析出, 熔池边缘固-液界面的夹气原位长大形成气孔的可能性极小。而激光焊接中激光作用时间短、焊缝尺寸小, 基材良好的传热大大加速了焊缝凝固, 熔池边缘夹气会快速卷进熔池内形成气孔。另一方面, 单个焊点在焊合面的夹气本不足以长大乃至贯穿焊缝、导致腔体漏气, 但由于在单个脉冲周期内 (50 ms) 焊点未能凝固, 出现多个焊点同时处于熔化状态的现象 (图8 (b) ) ;在这种情况下, 相邻焊点的夹气区可以合并长大, 在焊缝凝固前以焊合面为基础、沿着凝固方向进一步向熔池表面膨胀长大形成球形大气孔。条件充分时气孔进一步突破焊缝表面, 形成开口孔洞。因此, 焊缝表面孔洞开口向凝固方向倾斜。
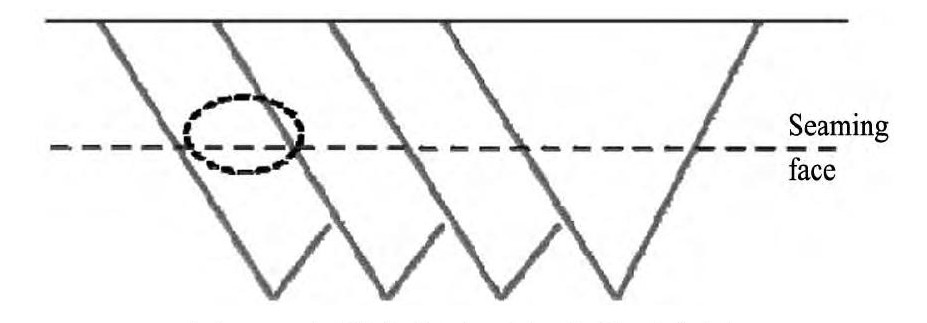
图1 0 焊缝与焊合面相交的示意图Fig.10Schematic diagram showing intersection of weld by seaming face
对接焊也是电子封装焊接中常用的接头形式之一。在本文试验中也同批开展了对接焊的对比试验, 封焊1组共14件壳体, 结果表明:尽管在壳体-盖板焊合面也存在由夹气引发的大尺寸气孔 (见图11所示, 白虚线为壳体-盖板原始对接面, 也是焊合面, 最大气孔直径200μm) , 但其焊接气密性合格率可达到100% (这里, 对接焊接试验仅作为对比使用, 因此气密性数据未详细给出) 。与图5示出的焊缝相比, 对接焊缝有效连接区较宽, 即使产生第二类大气孔, 气孔在短时内也很难贯穿焊缝形成开放孔洞。可见接头结构是造成第二类气孔贯穿焊缝以及壳体漏气的主要因素之一。
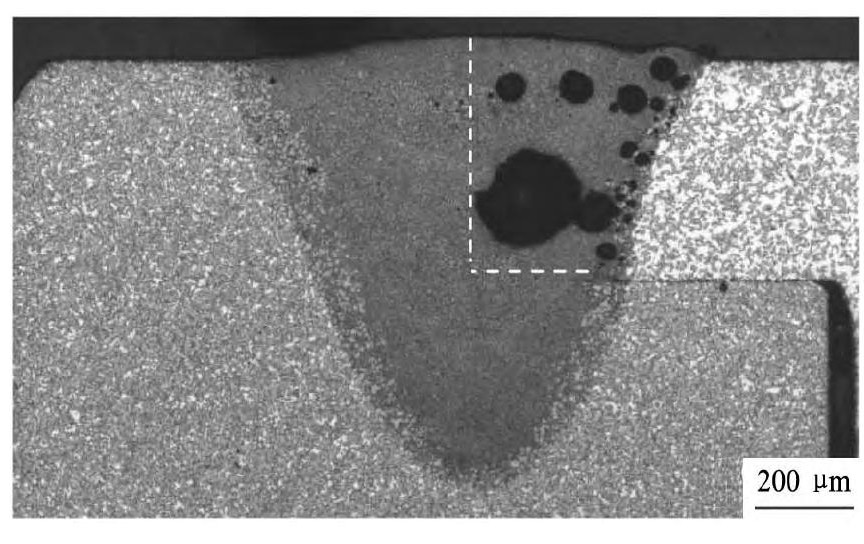
图1 1 对接焊缝横剖面的典型形貌Fig.11 Typical cross-section morphology of a butt weld
气孔形核长大的气体来源有几方面。除未焊合区夹入的环境气体之外, 还存在其他气体来源。首先, 工件表面一般存在由机械加工中高温摩擦形成的富含氧化物和油污的加工层, 氧化物吸附的水分子也是未焊合区夹气的主要来源之一。其次, 从熔池内部上浮的氧化物夹杂也可以是吸附气体的核心。如图12所示, 在A位置气孔的周围频繁发现有氧化物颗粒。当气孔壁上存在氧化物时, 处于气-液-固三相界面, 气体会优先在表面粗糙、能量状态更低的氧化物表面形核与生长[21]。此外, 熔池中的第一类气孔沿着熔池边缘析出到达A位置, 也可以成为大气孔的气体来源。
为了验证工件表面形态对第二类焊接气孔的影响, 另行准备了一组12套壳体与盖板样件, 样件表面去油后采用1%HF溶液酸洗处理, 酸洗后工件表面光洁度变化不大。将酸洗后的样件再进行真空热处理以最大程度去除吸附的气体[20,21]。将处理后的样件进行激光封焊 (焊接工艺参数与上文相同) , 封焊后腔体的氦检漏率见表2所示, 气密性合格率达到90%要求。相应焊缝内部极少出现第二类气孔 (如图13所示) 。通过简单的焊前表面处理有效提升了气密性合格率。
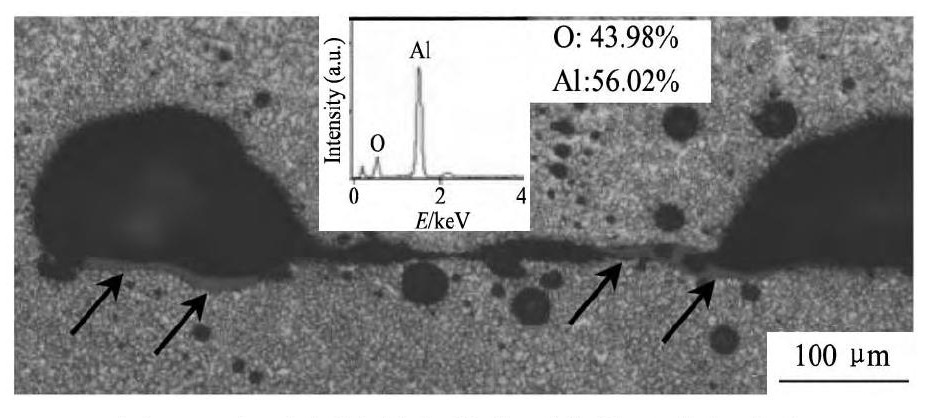
图1 2 气孔周边的氧化物颗粒的形貌与成分Fig.12 Morphology and EDS analysis of oxide particles around pores
综上, 由于第二类气孔的动力学行为具有一定随机性, 对气孔形成过程进行客观描述的难度很大。上文中通过气孔不同状态的形貌和成分进行多阶段静态表征, 结合激光焊接冶金分析, 初步明确了大气孔的形成过程。第二类气孔是由搭接焊的焊缝结构所决定, 在工件表面富氧加工层的促进下, 在焊缝特定位置形成的一类复杂气孔。此外, 材料内部氧化物夹杂也可能是气体来源之一。气孔的位置具有必然性, 而气孔的生长过程、最终尺寸形貌又与工件局部状态以及材料成分有关, 是否造成焊缝漏气具有一定随机性。因此, 必须对相当数量的一组壳体进行气密性检测以及组织分析, 统计评价合格率和焊缝质量。
2.7讨论
本文以粉末冶金50%Si/Al和27%Si/Al复合材料为对象, 采取电子领域常用的搭接焊接形式, 通过对一定数量的一组壳体进行激光封焊与检验得到气密性合格率。重点分析了不合格腔体焊缝缺陷形态与成因。第二类气孔的存在严重削弱了焊缝连接, 造成密封腔体的微弱漏气。当气孔贯穿焊缝时, 造成腔体严重漏气。这类气孔可在批量焊接组装中有效检出, 进行二次补焊维修;也可以通过焊前处理工艺措施或进一步优化材料组分 (降低氧含量) 消除气孔。第一类气孔不会直接造成腔体漏气, 但对封装件可靠性的影响更为深远。当密封腔体在存在内外压差的环境中长期服役时, 气体分子在焊缝中的缓慢扩散会降低腔体内外压差, 使得腔体内部逐渐丧失原有惰性气氛环境, 达到元器件使用寿命。当存在第一类气孔时气体分子在焊缝中的扩散阻力减小, 腔体有效气密时间大大缩短, 造成腔体提前失效[22]。第一类气孔使用现有技术难以进行检测评价, 必须采取有效措施从根本上消除气孔。如优化粉末气雾化工艺、合理控制粉末氧含量, 微调复合材料成分、抑制气孔产生, 提高粉末抽真空除气温度等。在本文研究基础上, 近期, 作者已开展了探索研究工作, 通过组分优化控制, 第一类焊接气孔的气孔率降低一个量级。下一步, 还将继续探索降低粉末冶金Si/Al复合材料氧含量的工艺方法, 以及深入研究微量元素与焊接气孔的本质关系。
表2 经化学清洗和真空热处理后的激光封焊壳体的氦检漏率Table 2 Measured leak rate of LBW sealing housings af-ter chemically cleaning and vacuum heat treat-ment (10-9Pa・ (m・s) -1) 下载原图

表2 经化学清洗和真空热处理后的激光封焊壳体的氦检漏率Table 2 Measured leak rate of LBW sealing housings af-ter chemically cleaning and vacuum heat treat-ment (10-9Pa・ (m・s) -1)
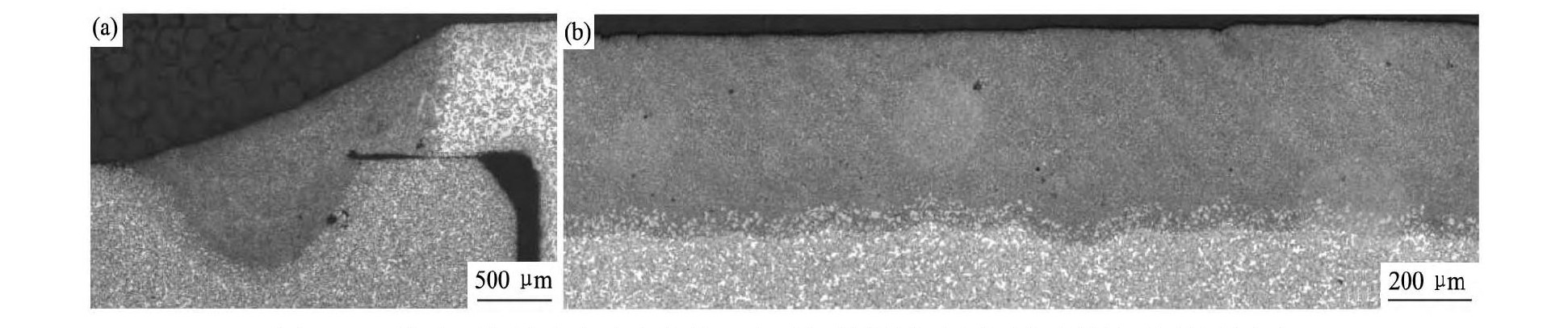
图1 3 工件表面经清洗和真空热处理之后焊缝横剖面和纵剖面 (剖切方法同图6) Fig.13Cross-section (a) and longitudinal-section morphology (b) of weld after chemical cleaning and vacuum-heat treatment of workpieces
3结论
以粉末冶金50%Si/Al壳体和27%Si/Al盖板为对象, 开展了激光焊接密封试验以及气密性检验。着重表征和分析了组合焊缝出现的典型焊接气孔的特征与形成原因, 取得如下结果:
1.焊缝内部的焊接气孔分为两类:材料本征焊接气孔 (第一类) 和组合焊缝特有气孔 (第二类) 两类典型缺陷。
2.第一类气孔主要分布于熔池底部, 尺寸小于30μm, 其产生与Si/Al复合材料较高的Si颗粒含量以及粉末冶金材料中固有的氧杂质紧密关联;此类气孔不会直接造成焊缝漏气。
3.第二类气孔位于壳体-盖板焊合面、靠近腔体内部一侧的未焊合区, 该类气孔贯穿焊缝、在焊缝表面开口直接造成焊缝严重漏气, 封焊腔体气密性合格率降低。
4.产生第二类气孔的主要决定因素是焊缝结构和氧化物夹杂, 气孔最有可能的形成过程是:在激光焊接的熔池快速凝固条件下, 在焊合面边缘未充分焊合区域由焊点搭接形成半封闭夹气区, 在焊接工件表面氧化层以及材料内部氧夹杂的促进下夹气区快速生长直至突破焊缝表面形成连通腔体内外的开口孔洞。最后, 总结提出了消除缺陷的工艺措施。本文研究对于根本性消除Si/Al复合材料激光焊接气孔、提升封装件气密性合格率具有重要的实际意义。
参考文献
[1] Zweben C.Advances in composite materials for thermal management in electronic packaging[J].JOM, 1998, 50 (6) :47.
[2] Tong X C.Advanced Materials for Thermal Management of Electronic Packaging[M].New York:Springer, 2011.1.
[3] Wang P P, Guo H, Zhang X M, Yin F Z, Fan Y M, Han Y Y.Interfacial reaction of diamond/copper composites[J].Chinese Journal of Rare Metal, 2015, 39 (4) :23. (王鹏鹏, 郭宏, 张习敏, 尹法章, 范叶明, 韩媛媛.金刚石/铜复合材料的界面反应研究[J].稀有金属, 2015, 39 (4) :23.)
[4] Jacobson D M.Spray-formed silicon-aluminum[J].Adv.Mater.Process, 2000, 157 (3) :36.
[5] Sumitomo Electronics Industries Ltd..Low thermal expansion PM aluminum alloy for electronic applications[J].Metal Powder Report, 1990, 45 (9) :589.
[6] Xiu Z Y, Zhu D Z, Zhang Q, Wu G H.Study on properties of high reinforcement-content aluminum matrix composite for electrical packaging[A].6th International Conference on Electronic Packaging Technology[C].Shenzhen, 2005.203.
[7] Cai Y, Zheng Q Z, Li S C, Feng X.The technique and mechanism to fabricate lightweight Si-Al composites for electronic packaging[J].Powder Metallurgy Technology, 2004, 22 (3) :168. (蔡杨, 郑子樵, 李世晨, 冯曦.轻质Si-Al电子封装材料制备工艺的研究[J].粉末冶金技术, 2004, 22 (3) :168.)
[8] Li C, Peng C X, Yu K, Wang R C, Yang J, Liu R.Microstructure and properties of spray deposition 70%SiAl alloy for electronic packaging applications[J].The Chinese Journal of Nonferrous Metals, 2009, 19 (2) :303. (李超, 彭超群, 余琨, 王日初, 杨军, 刘溶.喷射沉积70%Si-Al合金电子封装材料的组织与性能[J].中国有色金属学报, 2009, 19 (2) :303.)
[9] Zhang J S.Spray formed new type of light weighted SiAl electronic packaging materials with low thermal expansion and high heat conducting[J].Mater.Rev., 2002, 16 (1) :1. (张济山.新型喷射成形轻质、高导热、低膨胀SiAl电子封装材料[J].材料导报, 2002, 16 (1) :1.)
[10] Wang X F, Zhao J Z, Tian C.Study of novel electronic packaging material 70%Si-Al prepared by the spray deposition[J].Acta Metallurgica Sinica, 2005, 41 (12) :1277. (王晓峰, 赵九洲, 田冲.喷射沉积制备新型电子封装材料70%Si-Al的研究[J].金属学报, 2005, 41 (12) :1277.)
[11] Liu Y Q, Wei S H, Fan J Z, Ma Z L, Zuo T.Mechanical properties of a low-thermal-expansion aluminum/silicon composite produced by powder metallurgy[J].J.Mater.Sci.Technol., 2014;30 (4) :417.
[12] Ogilvy A, Shannon G J.Hermetic welding of Osprey CE alloys using Nd YAG pulsed lasers.Pasadena.Pasadena Convention Center.2004.1.
[13] Weinshanker S, Ogilvy A, Leatham A G, Sangha S.Advanced space and defense microelectronic devices enabled by ultra-lightweight osprey CE alloys.Washington DC.2006.1.
[14] Li Z H, Zhang Y A, Xiong B X, Liu H W, Wei Y G.Plating and brazing performance of spray-formed Si-Al materials for electronic packaging[J].Chinese Journal of Rare Metals, 2010, 34 (5) :633. (李志辉, 张永安, 熊柏青, 刘红伟, 魏衍广, 张济山.喷射成形硅铝电子封装材料的电镀及钎焊性能[J].稀有金属, 2010, 34 (5) :633.)
[15] Zhu X J, Liu G.Control of laser welding cracks in the alloy 4J42 packages[J].Hybrid Microelectronics Technology, 2010, 21 (2-3) :79. (朱小军, 刘刚.4J42合金电子封装外壳的激光焊接裂纹控制[J].混合微电子技术, 2010, 21 (2-3) :79.)
[16] Hao X F, Zhu X J, Li X X, Yan W.Application and development of laser welding technology in electronic packaging[J].Electro-Mechanical Engineering, 2011, 27 (6) :43.郝新锋, 朱小军, 李孝轩, 严伟.激光焊接技术在电子封装中的应用及发展[J].电子机械工程, 2011, 27 (6) :43.
[17] Xie F, Li W J, Gao N W.Laser seal welding of Aluminium package[J].Welding Joining, 2000, (9) :13. (谢飞, 李维佳, 高能武.铝腔体的激光密封焊接工艺[J].焊接, 2000, (9) :13.)
[18] Song Y Q.Laser seal welding technology for microwave modules of aluminium alloy package[J].Electronics Process Technology, 2012, 33 (3) :148. (宋云乾.铝合金封装微波组件的激光焊接密封技术[J].电子工艺技术, 2012, 33 (3) :148.)
[19] Otsuka R.Handbook of Aluminum, Volume 1, Physical Metallurgy and Processes, Chapter 13 Molten Metal Processing[M].New York:Marcel Dekker, 2003.664, 496, 518.
[20] Kou S.Welding Metallurgy[M].New Jersey:John Wiley Sons, Inc., 2003.81.
[21] Cross C E, Olson D L, Liu S.Handbook of Aluminum, Volume 1, Physical Metallurgy and Processes, Chapter 9 Aluminum Welding[M].New York:Marcel Dekker, 2003, 496:518.
[22] Greenhouse H, Lowry R, Romenesko B.Hermeticity of Electronic Packages[M].Oxford:Elsevier, 2012.404.

