���±��: 1004-0609(2006)07-1149-06
��ѹ��������Ӧ��ȵ�����⼼��
ë����1, ��ȫ��1, ���ƽ1, �²���2, ���2
(1. �����Ƽ���ѧ ����ѧϵ �½������Ϲ����ص�ʵ����, ���� 100083;
2. ������ҵ(����)��˾ ����������, ���� 401326)
ժ Ҫ: ����X�������䷨�о�һ�ֿ��ٶ�ȷ�زⶨ3104��ѹ��������Ӧ���rֵ�ļ����� ���������֯����ֺͼ�ͼ�ĶԳ��Կ��Դ���ȵؼ��ټ�ͼ���ݵļ����, ����X������̽����Կ��ټ�¼����֯����ֵĹؼ�����, �����������̬�ֲ���֯����ֵ���������� ���ó�ʼ��ϵ����ģ�ͺ�{123}��634��֯���������������Կ��ٶ�ȷ�ؼ����3104���Ͻ���Ӧ���(r)ֵ, ����˵���֯�����ص�Ӱ�졣
�ؼ���: ��ѹ����; ֯��; ����Ӧ���rֵ; �����
��ͼ�����: TG113.26 ���ױ�ʶ��: A
On-line determination technology on
Lankford parameter of deep drawing aluminum sheets
MAO Wei-min1, MA Quan-cang1, FENG Hui-ping1, CHEN Chang-yun2, LI Ji-bin2
(1. State Key Laboratory for Advanced Metals and Materials, Department of Materials,
University of Science and Technology Beijing, Beijing 100083, China;
2. Department for Technology and Quality, Southwest Aluminum (Group) Co. Ltd.,
Chongqing 401326, China)
Abstract: A rapid and accurate determination technology on Lankford parameter r of deep drawing 3104 aluminum sheets was investigated. The amount of pole figure data measured reduced drastically because of the pole figure symmetry. The necessary pole figure data were collected fleetly by the X-ray area detectors, the volume fraction of the texture components in Gaussian forms were obtained. According to the volume fraction of the {123}��634�� texture, the r value of the 3104 aluminum sheets was calculated rapidly and accurately based on the initial single slip model, while some other effect factors beside texture were also included.
Key words: deep drawing aluminum sheet; texture; Lankford r value; on-line determination
�����DZ��������������ѹ��������Ҫ���̰�ġ� �ж������������ѹ���ܵļ���ָ��, �������������Ӧ���rֵ�Ƿ�ӳ�����ѹ���ܵĹؼ�����֮һ�� �ڴ��ģ�Զ������������ij�ѹ����, �����ѹ���ܵĺû�����Ӱ�쵽��ѹ����������, ����Ҳֱ��Ӱ���ѹ������Ч�ʡ� ���������Ч�ʼ��ߵij�ѹ�������ѹ���������ⷢ���廵�� ���ϲ���ס��������, �Զ������߾ͻᱻ��ͣ��, �������ϡ� ά�ޡ� ��ʱ�����廵��������ɵ���ʧԶԶ�����Զ������߱���ͣ����ɵľ�����ʧ�� ��������ѹ������ҵҪ���ִ�����ӹ���ҵ�ܹ�ȫ�̵�ȷ������ij�ѹ���ܡ� ��������ߡ� �ƻ�ʽʵ���Ҽ�������ѹ���ܵķ����Ѿ�����������Ҫ�� ��������������Ͽ��١� ������ ����ؼ���ѹ������������Ӧ���rֵ�ȼ�������, �Ϳ�����һ���̶��Ϸ��Ӷ������Ʒ��ѹ���ܵ�ȫ�̱�������, ��˴���ؼ���һֱ������Ŭ��̽���Ϳ��������ݡ�
�о�����, �������ij�ѹ���ܻ��ܵ�������֯����Ӱ��[1, 2], ������������Ӧ��ȵĸ��������ںܴ�̶��ϻ�����������֯��[3]�� �������rֵ����⼼����������Ϊ֯���Ŀ��ټ�⼼��, �Լ����ݼ���֯����������������rֵ�ļ���[4]�� �����֯���Լ�������rֵ�Ĺؼ�������ͬʱʵ�ָ߲��㾫�Ⱥ��ٶȡ� ���ڵ�֯������⼼����Ҫע����߲������ٶ�, �����õİ뵼��X����̽��������ֻ��ͬʱ̽��ʮ������������[5, 6], ��˲�����ʵ�����߲�������Ҫ�ĸ߾���[7]�� ��rֵ���㷽��, ���е���������Taylor��Sachs���Ա�������[8, 9]�Լ������������۾������������ĵ�rֵ[8, 10]�� ���������и��Ե����÷�Χ, Ŀǰ���Dz��������һ�����۸��ʺ���������ѹ����rֵ�ļ�����Ԥ�⡣
������˻�����֯�������������о�����, ����ܹ����������ĵ�֯������, �����ö�άX����̽��ϵͳ, ���п�����ȷ���������ȵ�ǰ����, �����������Ҫ�ļ���������ͼ��ʱ��, ��������֯����⼼���Ծ��Ⱥ��ٶȵ�Ҫ��[11]�� ����ܹ�ѡ���ʵ������Ա���ģ��[8, 10, 12], �Ϳ���������ʵ��֯��Ϊ�������ٶ�ȷ�ؼ���rֵ��
1 ʵ��
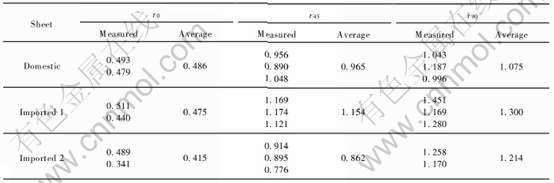
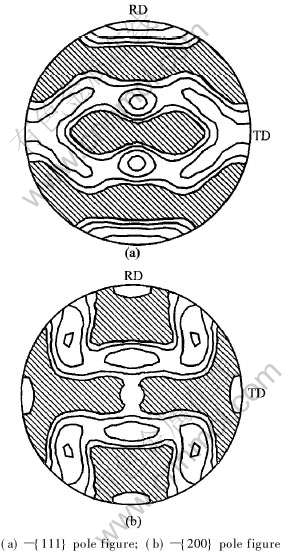
ѡ�ù���������3104��Ʒ����, ��������������нǷֱ�Ϊ0�㡢 45���90��ʱ��r0�� r45��r90[CM(22]ֵ, ��1����Ϊ����������3104��Ʒ����rֵ��[CM)] [CM(22]��������� ����������{111}�� {200}�� {220}������[CM)] ��ͼ, ��������ȡ��ֲ������ͷ���������ͼ�� ͼ1��ʾΪ��������֯����ȡ��ֲ�������2=45�����ͼ���ý���ͼ����Ҫȡ���λ�á� ��ͼ1�ɿ���, ��������Ҫ��֯�����Ϊ����֯��{001}��100���� ��ͭ֯��{011}��211���� ͭ��֯��{112}��111��; ������л���S֯��{123}��634���� ͼ2(a)��ʾΪ����3104��Ʒ�����{200}�� {111}����������ͼ�� ͼ2(a)���Է��ű���˸�֯����ֵ�λ�á�
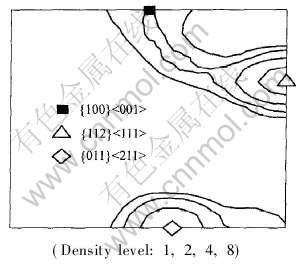
ͼ1 ����3104����֯����ȡ��ֲ�������2=45�����ͼ
Fig.1 Section diagram of ODF of domestic 3104Al sheet at ��2=45��
2 3104��ѹ����֯���Ŀ��ٲ���
���һ�ż�ͼͨ����Ҫ����һǧ�����������, ����һ��ȡ��ֲ���������Ҫ��ǧ���������ݡ� ���ʵ���Ҳ�������֯���Ƿdz���ʱ�Ĺ��̡� ͼ2��ʾΪ��������ķ���������ͼ����֯�����λ�á� ��ͼ2�ɿ���, ���ڽ������������������[CM(22]�Գ���[11], ���֯����ֵ��ܶȻ��ڼ�ͼ�ڶ��
��1 3104����rֵ�IJ������
Table 1 Measured r values of 3104 aluminum sheets
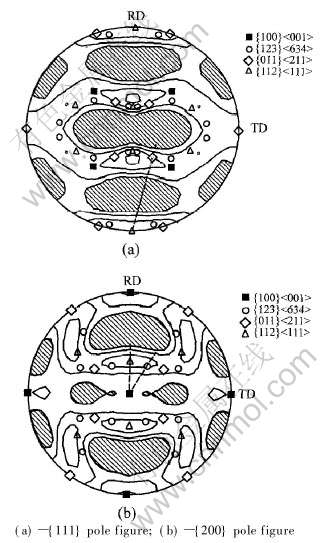
ͼ2 ��������ķ���������ͼ����֯�����λ��
Fig.2 Re-computed pole figures and positions of texture components of domestic sheet
(Density level: 0.5, 1, 2, 4)
�ظ����֡� ������ո�֯������ڼ�ͼ�ڵĶԳ���, ֻ����һ���ܶȷֲ�����, �Ϳ��Լ��ټ��������, �ӿ����ٶ�, ������ȷ���������ȵ�����´���Ƚ��ͼ��������[11]�� ��ͼ2(b)�ɿ���, ��ͼ���ĵ�����(RD)�����ӵ��������ÿ�Խ�˳�ѹ��{100}��001����{112}��111��֯����ֵ�һ���ܶȷֲ��塣 ��ʹͼ2(b)��ʾ��ͼ���ĵ�����(RD)�����ӵ������Ƽ�ͼ���������(TD)ƫת30��Ǻ�, �ɻ��{100}��001����{123}��634��֯����ֵ�һ���ܶȷֲ��塣 ͬ��, ��ͼ2(a)��ʾ��{111}��ͼ�е�������X�����䷨�ɲ��{112}��111����{011}��211��֯����ֵ�һ���ܶȷֲ��塣ͼ3��ʾΪͼ2(b)��ʾ��ͼ���ĵ���RD��TDƫת30��Ƿ��������ϵļ�ͼ�ܶȷֲ�(���ķ���)�� ���֯����ֵ��ܶ�Χ��������λ�ó���̬�ֲ�, �ֲ�����fΪ:
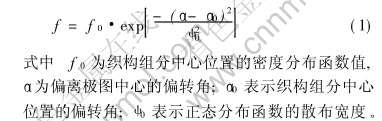
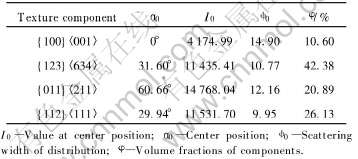
��ͼ3������ʾ, ������̬�ֲ�������ϳ���֯����ֵ�����ܶȷֲ�, ��ʹ�ñ�ʾ����Ϸֲ�ֵ֮�͵�ʵ�߾����ܽӽ�ʵ�ʵļ�ͼ�ܶȷֲ��� �������ַ����ֱ�Թ���������3104��Ʒ������ͼ2��ʾ�������ϵ��ܶȷֲ�����֯�������̬�ֲ���ϼ���, ���й�������Ľ�����ڱ�2�� �Ը�֯����ֵ���̬�ֲ�������ͼ2��ʾ�ļ�ͼ��Χ�ڽ��л���, ������һ�������� ͬʱҪ���ǵ���֯����ֵķֲ�����ͼ2��ʾ��ͼ�г��ֵĴ���[11], �������������֯����ֵ����������, ���ڱ�2��
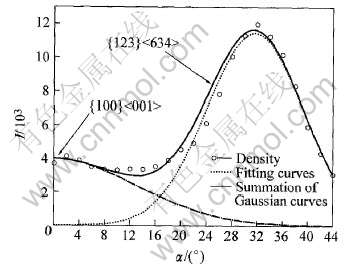
ͼ3 ͼ2(b)������-S֯�����ߵļ�ͼ�ܶȷֲ�����ϵ���̬�ֲ�����
Fig.3 Density and fitting Gaussian curves along line of cube-S texture in Fig.2(b)
���Ǹ�֯����ֵķֲ�����ͼ2��ʾ��ͼ�г��ֵĴ����Լ����ֲ�������ʽ(1)����̬�ֲ���ʽ, �ɸ��ݱ�2�и�֯����ֵĦ�0�ͦ�ֵ���Ӽ������Ӧ�����ۼ�ͼ�� ͼ4��ʾΪ�Թ���3104��Ʒ��������{111}��{200}��ͼ�� ��������ԭ��Ҳ����ͬʱ���������������{hkl}��ͼ��������Ӧ��ȡ��ֲ������� �Ա�ͼ2��4���Է���, ���ߵ���Ҫ������ͬ�� ��ϸ���϶�������һЩ���, ��ͼ4�����˱�2�Ц�0�ͦ�ֵ��8�������ͼ������ͨ����Ҫ������ǧ�����ݲ��ܻ�õ�������ͼ, �������֯������Ҫ����, ˵����ȷ���ϸ߾��ȵ�ǰ���¿���ʵ��֯���Ŀ��ټ�⡣
��2 ��3104�����֯����ֵ���̬�ֲ���ϼ�����
Table 2 Calculated results of texture components of 3104 sheet
ͼ4 ��������Ŀ��ٲ���������ͼ
Fig.4 Rapidly reproduced pole figures of domestic aluminum sheet
(Level: 0.5, 1, 2, 4)
��������ԭ��, ʵ��֯���Ŀ��ټ��Ĺؼ����ڿ��ٻ����ͼ2���ߵķֲ��ܶ�ֵ�� �о�����[11], X���߶�ά��̽�����պÿ���ͬʱ��¼���ؼ�ͼһ�����ϵ��ܶ�ֵ, �������������̽�����Ϳ���ͬ�������ͼ2��ʾ3�������ϵ��ܶ�ֵ�� ���ֻ�輸���ӾͿ��������̽�������, ����ϼ������0�� �յȲ�����
3 3104��ѹ����rֵ�Ŀ��ټ��㼰��Ӧ����⼼��
����������֯������rֵ�Ĺ����г��˸�֯����ֵ��������֮��, ����Ҫ�����ʵ������Ա������ۡ� 3104��Ʒ������������ʺܵ�, �������ó�ʼ��ϵ����ģ��[13]�Լ����֯��ȡ��ij�ʼ��Ӧ�����, �����ó���ͬ���������rֵ, ��ΪRij�� �����±�i=1��ʾr0�� i=2��ʾr45�� i=3��ʾr90; �±�j���ʾ��ͬ֯����ֵ����, j=1��ʾ{001}��110���� j=2��ʾ{123}��634���� ��3����Ϊ{001}��100����{123}��634��֯����ֶ�rֵ���ij�ʼ��ϵ����ģ�ͼ���ֵ, ͬʱҲ�����˸�3104��Ʒ�����и�{001}��100����{123}��634��֯����ֵ�������� ����, ��3�е�֯����ֵ����������iֻ�������ͼ3�е�һ����, ������˽��, �����������֯����ֽ����˹�һ�������� �Ա�����rֵ��ʵ��rֵ(��1)����, {123}��634��֯�������Ӱ��rֵ�������Ե���Ҫ֯�����, ��{001}��100��֯����ή��rֵ�� ������������, ����֯����ֶ�3104����rֵ��Ӱ��������ȡ���Ӱ�졣
���3����, ��ͼ3��ʽ���ʱ{123}��634��֯����ֵ�ɢ�����Ⱥܴ�, ���ܶȷֲ�Ҳ�϶���漰��Զ���֯������λ�õ��ܶȷֲ��� {001}��100��֯����ɢ�����ȸ���(��ͼ3�ͱ�3), �ӽ����ȡ��ֲ��� ��ЩԶ�����ĵ��ܶȷֲ���rֵ�Ĺ�������ƫ�����Ĵ��ܶȶ�rֵ�Ĺ���, ����Ӧ�����ȡ��������� �ɴ˿ɼ�, �ڸ�֯��������������Ӧ����Զ�����ĵ�һ����, �����ȡ������ ���֯��������������j���Ц�0jkj�ķ���(��0jkj=0~1)���ָ�֯����ֵ�����, ������1-��0jkj�ķ����������ȡ�������, ���������������Ӧ��ȵļ���ֵriӦΪ
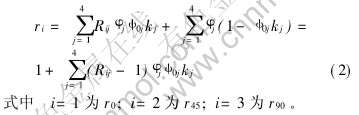
���ȷ���˸�֯����ֵ�kjֵ, �Ϳ��Բ��ձ�3�����ݺ�ʽ(2)��������������Ӧ���rֵ�� Ŀǰ, ������ȷ��kjֵ����һ���Ƚϸ��ӵ����⡣ ʵ����, �����rֵ����ȡ��������֯��, ����Ҳ���ܵ�һЩ��֯��������ұ�����ص�Ӱ��; ͬʱ
��3 3104������Ҫ֯�����������������rֵ���ij�ʼ��ϵ����ģ�ͼ���ֵ
Table 3 Volume fractions of texture components and their contributions to r value based on initial single slip model

ʵ�ʵļ���豸�ͼ������Ҳ��Ӱ�������֯�����ľ��ȡ� ��˿��Բ��ûع�ͳ�Ƽ���kjֵ�İ취�ܿ����ۼ���ĸ�����, ����ż�����rֵ�����в�ȷ����֯�����ص�Ӱ�졣 �ɴ˿���, ��ʵʩ��ѹ����rֵ��������֮ǰ��Ҫ��һ��kjֵ��Ԥ��ȷ�����衣 �ò������Ԥ�Ȳⶨ���������ij�ѹ������������Ӧ��ȵ�ʵ��ֵ, ������ʽ(2)�ع�����kjֵ�� ���ݸ�3104�����ʵ��rֵ(��1)��������֯������, ����ʽ(2)���ع�������kjֵ���ڱ�3�� ���Է����ò�ͬ3104����ع�����{001}��100��֯����k1ֵ��Ϊ0, ����{001}��100��֯��������Ҳ�ӽ������ȡ����������; ��{123}��634��֯���ĸ�k2ֵ�dz��ӽ���
�����{001}��100��֯����k1ֵȷ��Ϊ0, ��{123}��634��֯����k2ֵȷ��Ϊ0.055, ���ɲ��ձ��ķ�ʽʵ��ͬ�����3104��ѹ����rֵ������⡣ ͼ5��ʾΪʵ��3104��ѹ��������Ӧ���r��ʵ��ֵ, �Լ���ȷ����kjֵ(0�� 0.055)��ʽ(2)���ټ������rֵ�� �ɴ˿��Կ���, ���ܸ�3104�����ʵ��rֵ����ٲ����rֵ��һ������, �����п��ټ����rֵ��������ʵ��ֵ�IJ�����Χ, ˵
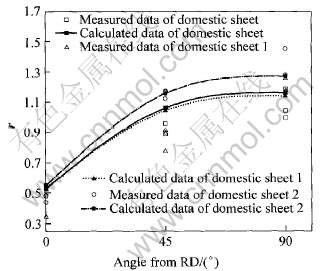
ͼ5 3104��������Ӧ���r��ʵ��ֵ����ټ���ֵ
Fig.5 Measured and rapidly calculated r values of 3104 aluminum sheets
�����ع��kjֵ�Ϻõذ����˲�ȷ���ķ�֯�����ض�rֵ��Ӱ�졣 ��kjֵ��Ԥ��ȷ��������, �������ʵ��rֵ��ʵ��֯����������ͳ����, �����������kjֵ�Ŀ��ŶȺͶ�rֵ����ľ��ȡ� ���˸߿��Ŷȵ�kjֵ�Ϳ�������rֵʵ���Ҽ��������, ��ͬ���ѹ�����Ʒʵʩ����⡣
4 ����
����3104��ѹ�����Ʒ��{123}��634��֯�����ΪӰ���ѹrֵ�������Թؼ����ص��ص�, �Լ���֯������ڼ�ͼ�϶���ظ����ֵĹ���, �����ڱ�֤��ͼ���ȵĻ����ϴ���ȵؼ��ټ�ͼ���ݵļ������ ͬʱ���ö�ά��̽������¼��ͼ�����������¼���ݵ�X�������伸���ص�, ��һ���Լ�¼��ȷ��3104��ѹ���弫ͼ����Ĺؼ�����, ��������̬�ֲ�����ģ�ͻ����{123}��634��֯����ֵ����������
���ý������Ա��εij�ʼ��ϵ����ģ�Ϳ��Ը���������{123}��634��֯�������������ٶ�ȷ�ؼ������Ӧ�����rֵ, ����ֵ����ȫ����ʵ��ֵ�IJ�����Χ, ��صļ���Ҳ���Լ�˵�һЩ��֯�����ض�����rֵ��Ӱ�졣
REFERENCES
[1]Blade J C. The cube texture in aluminum and its roles in the control of earring[J]. J Australian Institute of Metals, 1967, 12(1): 55-63.
[2]ë����. �������ϵľ���ѧ֯�����������[M]. ����:��ѧ������, 2002.
MAO Wei-min. Crystallographic Texture and Anisotropy of Metal Materials[M]. Beijing: Science Press, 2002.
[3]Rodrigues P M B, Bichel H, Furrer P. Cube Texture in Aluminum Sheet and Foil Products[M]. Warrendale, Pennsylvania, USA: The Metallurgical Society, 1984. 45-59.
[4]��ȫ��, ë����, ���ƽ. ��ҵ����ĵ�Ӧ�������������Ϊ[J]. ���Թ���ѧ��, 2005, 12(6): 89-93.
MA Quan-cang, MAO Wei-min, FENG Hui-ping. Tensile behavior of commercial aluminum sheets at low deformation degree[J]. Journal of Plasticity Engineering, 2005, 12(6): 89-93.
[5]B��ttcher W, Kopineck H J. �aber ein R��ntgentex-turme�xverfahren zur Zerstr��rungfreien on-line-Bestimmung Technologischer Kennwerte von Kaltgewaltzten Stahlb�|ndern [J]. Stahl u. Eisen, 1985, 105: 509-516.
[6]Kopineck H J, L��ffel R, Otten H B. Industrial on-line texture determination in rolled sheet strips[J]. Journal of Nondestructive Evaluation, 1993, 12(1): 13-19.
[7]ë����, ������, ���. ��ͼ��������֯����Ϣ[J]. �����Ƽ���ѧѧ��, 1995, 17(5): 434-438.
MAO Wei-min, YU Yong-ning, LI Bo-tao. Pole figure data and the texture information of sheets[J]. Journal of University of Science and Technology Beijing, 1995, 17(5): 434-438.
[8]Hirsch J, L��cke K. Mechanism of deformation and development of rolling texture in polycrystalline FCC metals[J]. Acta Metallurgica, 1988, 36: 2863-2927.
[9]Ma Q C, Mao W M, Feng H P. Tensile behavior of AA3104 aluminum sheets at low deformation degree[J]. Journal of University of Science and Technology Beijing, 2005, 12(5): 422-426.
[10]Mao W M. Modeling of rolling texture in aluminum[J]. Materials Science & Engineering, 1998, A257: 171-177.
[11]ë����, ����, ��ƽ, ��. �˻�����֯��X���߿��ټ��ԭ��[J]. ��ѧͨ��, 2004, 49(20): 2128-2129.
MAO Wei-min, CHEN Leng, YANG Ping, et al. Rapid texture measurement of annealed aluminum sheet based on X-ray diffraction[J]. Chinese Science Bulletin, 2004, 49(20): 2128-2129.
[12]Mao W M, Yu Y N. Effect of elastic reaction stress on plastic behavior of grains in polycrystalline aggregate during tensile deformation[J]. Materials Science & Engineering, 2004, A367: 277-281.
[13]��ȫ��, ë����, ���ƽ. 3104�������֯���Գ�ʼRֵ��Ӱ��[J]. �����Ƽ���ѧѧ��, 2004, 26(1): 78-81.
MA Quan-cang, MAO Wei-min, FENG Hui-ping. Influence of texture on initial r-values of deep drawing 3104 aluminum sheet[J]. Journal of University of Science and Technology Beijing, 2004, 26(1): 78-81.
(�༭����)
������Ŀ: ���Ҹ����о���չ�ƻ�������Ŀ(2003AA331080); ������Ȼ��ѧ����������Ŀ(50171014)
�ո�����: 2005-12-27; ������: 2006-03-06
ͨѶ����: ë����, ����; �绰: 010-62333600; E-mail: wmmao@mater.ustb.edu.cn

