文章编号:1004-0609(2010)S1-s0811-04
TC11钛合金棒材在α+β两相区的终锻变形
吴英彦,王万波,计 波
(宝山钢铁股份有限公司 特钢事业部,上海 200940)
摘 要:以TC11热强钛合金d130~160 mm棒材为研究对象,分析锤锻和径锻两种不同锻造方式在α+β相区变形的优点和缺点,重点对径锻的两相区终锻变形工艺进行多次试验,并取得成效,为大规格钛合金棒材的热加工提供一条新的工艺流程路线。
关键词:TC11钛合金;径锻;两相区变形
中图分类号:TF 804.3 文献标志码:A
Final wrought deformation of TC11 titanium alloy in (α+β) phase
WU Ying-yan, WANG Wan-bo, JI Bo
(Special Steel Branch, Baoshan Iron & Steel Co., Ltd., Shanghai 200940, China)
Abstract: TC11 refractory titanium was researched as the object. The advantages and disadvantages with two different ways of the steam hammer and the radical forging press were analyzed. Several experimentation made had some effects and profits for the final wrought deformation in (α+β) phase, which supplies a new technological process for the production of titanium alloys.
Key words: TC11 titanium alloy; radial forging press; final wrought deformation
随着航空、航天用材对钛合金组织要求的不断提高,有效控制钛合金组织形貌成为产品质量水平的一个重要标志。TC11钛合金主要应用于航空发动机的压气机盘、叶片等零件以及飞机结构件[1]。在钛合金组织形貌中,以双态组织最得材料使用者青睐。某些高要求的d130~160 mm规格棒材高倍组织要求控制在GJB 2220―1994中1~6级水平,这对棒材的生产提出很高的要求。为改善组织,增加变形量,往往需要采用反复镦拔的方式,但TC11钛合金在镦拔过程中往往伴随着裂纹严重的问题。本文作者论述在不进行镦拔的情况下,终锻两相区变形是决定最终组织形貌最为关键的影响因素,并比较各种变形方式后棒材的组织形貌特征。
1 终锻变形方式比较
终锻两相区变形可分为快锻、锤锻、径锻、轧制4种方式。4种变形方式中,轧制对棒材内部组织的改变具有最好的变形力,相对于d130~160 mm大规格的棒材,轧制坯料比较大,而TC11合金本身属于难变形合金,轧制时坯料咬入困难,变形难度最大。
快锻变形采用静压力,可分多火次变形至最终成品规格,但大吨位的压机更适合开坯锻造不小于d200 mm或相近规格的坯料,生产d130~160 mm规格的棒材反而显得不够灵活。所以,主要采用径锻和锤锻两种变形方式进行终锻两相区变形,现就这两种变形方式进行比较,寻求最佳组织控制方式。
锤锻通过动态的冲击变形,可以明显破碎组织,形成细小的α+β转的双态组织,缺点是锤锻生产周期较长,对坯料表面要求较高,操作过程要采用适当的锤速控制,成品棒材表面质量一般,成材率低等。
径锻控制稳定,人为干扰因素少,只要控制好炉温、锻造温度、锻造变形率、变形速度,可以确保坯料内部温升不超出相变点,得到两相区组织,组织中α相较为细小,棒材整体组织均匀性一般,但表面质量好,成材率高,适用于高效率的批量稳定化生产。缺点是变形力难锻透,依靠挤压变形较难充分破碎由于坯料遗留下来的少量块状α相。在组织形貌中,还易遗留方向性极其明显的类似于并列组织的形貌特征。所以径锻工艺研究应集中在坯料的原始组织形貌,锻造参数的选择以及终锻变形量的大小。
2 锤锻终锻变形
2.1 锤锻变形特点
国内锤锻一般采用蒸汽锤或电液锤,本试验采用的是3 t电液锤,其特点是锻透性充分,在一定的变形量下,棒材组织能得到很好的破碎。缺点是锻造过程控制要求严格,除了坯料表面要求高外,对锤速的控制、每次锤击力都需要保证棒材内部变形热不能过热。
2.2 试验过程及结果
试验1对终锻两相区变形采用快锻50%变形+锤锻50%变形,锻造温度为Tphase-(40~50) ℃,试样采用双重退火处理后得到的组织如图1所示。
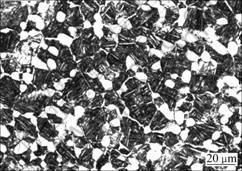
图1 快锻55%变形+锤锻50%变形的形貌
Fig.1 Morphology of deformation with hot press forge (55%) and hammer forge (50%)
从图1可见,采用锤锻的锻造工艺,可得到典型的双态组织。锤锻得到的该规格棒材超声波探伤水平为d1.2-0 dB~ -6 dB。
锤锻采用动态冲击力,锻透力可直达棒材中心,只要锤速控制得当,可以避免中心过热的现象。
尽管锤锻锻造对组织细化及组织均匀性方面有更突出的贡献,但工业化生产的特点是较高生产效率和产品质量相结合。锤锻由于受操作环境(主要在人、机、法方面)影响较大,需监控点更多,生产效率及质量控制需要投入很大的精力。
3 径锻终锻变形
3.1 径锻变形的特点
胡宗式引用德国径锻经典理论的锻透性公式[2]:
 (1)
(1)
式中:h为单边压下量;α为锤头斜面与料的夹角。对于钛合金一般α取8?;E=1/2D,D为棒材直径。
胡宗式[2]指出,根据经典理论推导的公式来安排道次变形量时,需要考虑锻透点要落在棒材的中心线上,因此,道次变形量很大时,容易引起很高的变形热,棒材心部温度可能超过相变点,出现组织不合格的现象。
径锻锻透性是影响钛合金内部组织形貌的主要因素,生产大规格钛棒,必须经过多道次变形,而棒材在变形过程中,随着棒材尺寸的变化,每道次的锻透深度将逐渐接近理想状态。
3.2 试验过程
试验2的终锻两相区变形在径锻完成。采用不同规格的径锻坯料,坯料组织形貌相近,原始状态为β处理后的组织,见图2,从不同规格的坯料径锻锻造至d150 mm棒材,变形量分别为50%和80%。
试验3在图2的初始组织状态下终锻两相区变形采用快锻+径锻完成。快锻变形量为35%和55%+径锻变形量为50%。
两次试验锻造温度都选择在Tphase-(60~70) ℃。成品棒材组织均经过双重退火,反映最终成品棒材的组织形貌特征。
3.3 结果与分析
试验2中,图2所示为经在相变点上30 ℃经β处理后的径锻坯料组织形貌,图3所示为终锻两相区变形在径锻变形量为50%的组织形貌,图4所示为变形量为80%的组织形貌。
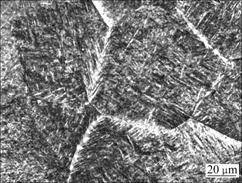
图2 径锻坯料组织形貌
Fig.2 Microstructure of flan for radial forge
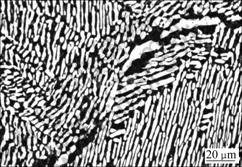
图3 终锻变形量50%的径锻棒材组织形貌
Fig.3 Microstructure with 55% deformed in radial forge
从试验2可以看出,图3中存在的晶界长条α相,是由于径锻变形很难将坯料上沿β晶界长大的条块状α相充分破碎,并遗传给了成品棒材[3-6];这种现象可以通过足够的两相区变形得以改善,但局部区域存在少量未能充分破碎的块状或条状α相。图4的组织经过80%的变形量形成等轴细小的α相和β转变的组织。由图4可以看出,终锻两相区变形将直接影响到径锻变形的最终组织形貌特点。
此外,在径锻50%变形过程中,在棒材局部区域还存在着一定方向性的等轴α相(见图5),初步认为是由于径锻变形时,驱使长条α相断裂的变形力在该区域呈一个方向进行,这个现象可以通过调整径锻参数的控制,加以改善。
试验2中,图6所示为快锻35%变形量+径锻50%变形量的组织形貌。图7所示为快锻65%变形量+径锻50%变形量的组织形貌。
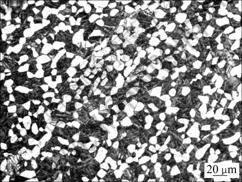
图4 终锻变形量80%的径锻棒材组织形貌
Fig.4 Microstructure of deformation with final radial forge of 80%
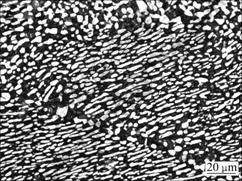
图5 径锻独特的方向性α形貌特征
Fig.5 Microstructure of α phase with a particalar direction
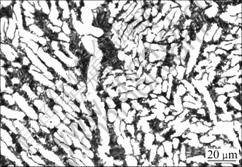
图6 快锻35%变形+径锻50%变形的形貌
Fig.6 Morphology of deformation with hot press forge of 35% and radical forge of 50%
图7较图6有更大的终锻变形量,图6中条状α得不到很好的破碎,遗留到成品棒材中。图4与图7都是可以接受的合格组织。试验3中快锻65%变形+径锻50%变形可以将块状α充分破碎,组织均匀性可以达到要求。
在TC11钛合金锻造过程中,区别于锤锻的终锻
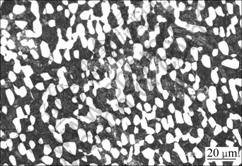
图7 快锻65%变形+径锻50%变形的形貌
Fig.7 Morphology of deformation with hot press forge of 65% and radical forge of 50%
坯料表面温度在820 ℃以上,径锻的终锻温度可低至750 ℃。此外,径锻锻造的d150 mm棒材超声波探伤水平可达到d1.2-6 dB。
4 结论
1) 终锻两相区变形将直接决定成品棒材的组织形貌,要得到等轴细小的α+β双相组织,可采用径锻或锤锻的方式进行终锻变形。
2) 锤锻锻透性优于径锻,通过对锤锻过程控制,可以得到均匀的双态组织。但通过调整径锻工艺参数,可以将棒材内部产生的组织形貌控制在理想状态。
3) 径锻锻造钛合金时终锻温度要高于锤锻的终锻温度;锻造出相同规格的棒材,径锻方式得到的超声波探伤水平要优于锤锻。
4) 工业化生产,径锻代表高的生产效率,优良的表面质量,是钛合金锻造的一种发展趋势。
REFERENCES
[1] 唐光昕, 朱张校. TC11合金在不同热处理条件下的显微组织分析[J]. 稀有金属, 2002(3): 21-24.
TANG Guang-xi, ZHU Zhang-xiao. Microstructural analysis of TC11 alloy by different heat treatment[J]. Chinese Journal of Rare Metals, 2002(3): 21-24.
[2] 胡宗式. 精锻钛合金棒材的锻透性[J]. 钛工业进展, 2000(5): 15-18.
HU Zong-shi. Research on forging penetration efficiency of titanium alloy which was made in the Radical Forging Press[J]. Evolving of Titanium Industry, 2000(5): 15-18.
[3] 张志芳, 葛志明. 热强钛合金[M]. 北京: 机械出版社, 1981.
ZHANG Zhi-fang, GE Zhi-ming. Heat strong titanium alloy[M]. Beijing: China Machine Press, 1981.
[4] 王金友, 葛志明, 周彦邦. 航空用钛合金[M]. 上海: 上海科学技术出版社, 1985.
WANG Jin-you, GE Zhi-ming, ZHOU Yan-bang. Aerospace titanium alloy[M]. Shanghai: Publishing Company on Technology of Shanghai, 1985.
[5] 林兴照, 武希哲, 王振东. TC11钛合金热变形的组织和机制分析[C]//第一届钛合金年会论文集. 西安, 1982.
LIN Xing-zhao, WU Xi-zhe, WANG Zhen-dong. Hot deformation microstructure and mechanism of TC11 titanium alloy[C]//The First Annual Conference of Titanium Alloy. Xi’an, 1982.
[6] BLENKINSOP P A. Advanced alloys and processes titanium[C]//PRESS F H, CAPTAN I. 92 Science and Technology. United Kingdom: The Minerals Metals and Materials Metals and Materials Society, 1993.
(编辑 杨幼平)
通信作者:吴英彦;电话:021-26032944;E-mail: wuyingyan@baosteel.com

