��ѹ�������ȡ������������ˮ����ģ�⼰�Ż�
������1�����1��֣־��2
(1. ����ʦ����ѧ �����У������ ���ݣ�350300��
2. �к���ɽ����ѧ�����������ι�˾��ɽ�� ���ϣ�250013)
ժҪ������������ˮ�Ĺ������Է����������ѹ�������ȡ�������������ˮ�Ĺ��շ���������2�ַ��빤�տ����Խ����о�������Aspen Plus������2�ַ��빤�ս���ģ�Ⲣ�Ż�����Wilson���ϵ������Ϊ���Լ��㷽�������Ԫ���������Һ��ƽ�����ݻع飬�������۰���������λ�úͻ����ȵ����ضԷ����Ӱ�죬�õ�2�ַ��빤�յĽϼѹ��ղ������������ܺıȽϡ��о����������2�ַ��빤�վ��ܽϺõ�ʵ�������ˮ�ķ��룬�����Ʒ���Ⱦ��ܴﵽ 99.5%������ͬ�Ĵ�����������Ҫ���£���ȡ����ȱ�ѹ�����ʡ�ܺģ����ʺ������ˮ������ϵ�ķ��룬Ϊ�ù������������������ṩ�����ݡ�
�ؼ��ʣ����棻Aspen Plus��������ѹ������ȡ������
��ͼ����ţ�TQ028 ���ױ�־�룺A ���±�ţ�1672-7207(2014)09-2966-06
Simulation and optimization for separation of acetonitrile and water by pressure swing distillation and extractive distillation
YU Meiqiong1, YANG Jinbei1, ZHENG Zhigong2
(1. Fuqing Branch, Fujian Normal University, Fuzhou 350300, China;
2. CNOOC Shandong Chemical Engineering Co. Ltd, Jinan 250013, China)
Abstract: Pressure swing distillation and extractive distillation for separation of acetonitrile and water were investigated based on the characteristics of the azeotropic composition. The two separation processes were simulated by Aspen Plus software using the physical property model Wilson with binary parameters obtained by experimental data of vapor liquid equilibrium (VLE). The factors, such as theoretical plates, feed location and reflux ratio, that affected the separation efficiency and energy consumption were analyzed. The results show that acetonitrile and water are both efficiently separated by pressure swing distillation and extractive distillation, and the purity of acetonitrile both can reach 99.5% by these two processes. The two processes evaluated are optimized independently from each other, and the optimal conditions are obtained. For the binary system acetonitrile and water, the extractive distillation is more attractive than the pressure swing distillation because of its energy saving, which provides an effective method for the design and retrofit of separation of azeotropic system.
Key words: acetonitrile; Aspen Plus software; pressure swing distillation; extractive distillation; energy-saving
������һ����Ҫ���л�����ԭ�ϣ���Ϊ�ܼ���Ӧ��㷺Ӧ������ҩ�������ܼ����ù��̾�����Ҫ��ˮ�з�������[1]���ڱ�ϩ��������������ϩ�������Ҳ�������棬���ˮ��Һ���ᴿ[2]���������Լռ�������ϩ������� 3%��ͬʱ�����������ˮ�෨��������IJ�Ʒ���ƹ�����Ҳ�漰��������ˮ�ķ�������[3]�����������ˮ���ڹ���[4]���ڳ�ѹ�¹��е�Ϊ76.3 �棬����������������Ϊ84%��Ҫ�ﵽ��SHT 1627.1��1996 ��ҵ�����桷�ŵ�Ʒ���� 99.5% Ҫ������ͨ������ʵ�֡�������ϵ�ķ���һ���������������л�ı乲����ɵķ������з����ᴿ�����õķ����й��о�����ȡ����ҺҺ��ȡ����ѹ������������������[5-10]��Ŀǰ���ױ�����������ˮ���뷽����Ҫ�Ǽ�Ъ��ȡ����Ъ������ȡ����Ъ��ѹ������������ȡ��ܽ�[11]���Ҷ���Ϊ��������-ˮ��ϵ����ȡ������ѹ�²ⶨ������-�Ҷ�����ϵ����Һƽ�����ݣ����ⶨ���Ҷ�������������-ˮ��ϵ����Һƽ�����ݣ�����������Ҷ���Ϊ��ȡ���ܹ���������-ˮ��ϵ�Ĺ��е㣬ͬʱ����������-ˮ��ϵ�ļ�Ъ��ȡ�������飬������Ϊ 2����ȡ�������������֮��(�ܼ���) Ϊ 4��������Ʒ�������Ħ�������ﵽ 98.8%������Ļ�����Ϊ 75%�����ֱ���[12]ͨ��ʵ������Ȼ����Ҷ�����Һ��Ϊ��ȡ������������-ˮ�Ĺ��е㣬����������-ˮ��ϵ�ļ�Ъ������ȡ����ʵ�飬���Ȼ�����������Ϊ 10% ���Ҷ�����ҺΪ��ȡ����������Ϊ 2����ȡ�������ͻ�����֮��Ϊ 1��������Ʒ�������Ħ�������ﵽ 99%��������Ϊ 85%��Repke��[13]���ü�Ъ��ѹ�����������-ˮ����Ъ��ѹ�����ɸ�ѹ���͵�ѹ����ɣ�ͨ��ʵ�������ѹ�������ɵõ��ߴ��ȵ����棬����������ѧģ�ͣ�ģ�ͼ���ֵ��ʵ��ֵ�ܺܺõ��Ǻϡ��������[14]���������մ�Ĥ����������ˮ���̽�����ʵ���о������������������-ˮ�Ĺ���ҺΪԭ�Ͻ�����������ˮ���õ��������Ʒ��ˮ����������С�� 0.1%�����ʴﵽ 98%����װ�õĴ�������С������ʱ��ϳ����������ַ��뷽������ȡ����ͱ�ѹ������ʵ�ʹ�ҵ����������Ӧ�ýϹ㷺�����������������-ˮ��ϵ�����û���ģ������Aspen Plus��������ȡ����ͱ�ѹ����2�ֹ��������������Դ����� 8 kt/a������ˮ��Һ���빤�ս���ģ�����Ż�(�����ʱ�� 8000 h)���涨�����Ʒ���ȴﵽ 99.5%����ˮ��������������С�� 0.5%������2�ַ��빤�յĸ������Է�����ܺĵ�Ӱ�죬���2�ַ��빤�յĽϼѷ����������жԱȣ��Ա�Ϊ������ˮ������ϵ�ķ���������ṩ���ݡ�
1 ����-ˮ��ϵ����ѧ�����ع�
����ģ������ȷ����Ҫȡ������Һ��ƽ�����ݵĿɿ����Լ�����ѧģ�͵���ȷѡ���ڱ�ѹ����ֻ�漰������ˮ����ȡ�������漰���桢ˮ����ȡ���������ʣ���������ѡ���Ҷ�����Ϊ��ȡ�������������ˮ���ڹ��У�Ϊ�߶ȷ�������ϵ��ѡ��Wilson����У��Һ��������ԣ�RK����У������������ԡ�Wilson����Ϊ
 (1)
(1)
ʽ�У�gΪ���ϵ����xΪĦ��������NΪ�������i��jΪ��֣�kΪ����(k=1~N)��
 ��aij��bijΪ��ϵ���ʼ������ò�����Vi��Vj�ֱ�Ϊ������i��j�ڼ����¶��µ�Ũ�ȣ�m3/mol��
��aij��bijΪ��ϵ���ʼ������ò�����Vi��Vj�ֱ�Ϊ������i��j�ڼ����¶��µ�Ũ�ȣ�m3/mol��
���ú�����[4]�ⶨ����-ˮ��Ԫ��ϵ�ڳ�ѹ����Һ��ƽ�����ݺ��ܽ�[11]�ⶨ����-�Ҷ�����Ԫ��ϵ�ڳ�ѹ����Һ��ƽ�����ݣ�ͨ��Aspen�е�Data Regressionģ��ֱ�ع�õ�����-ˮ������-�Ҷ�����Wilson���̵Ķ�Ԫ����ò����������Ҷ�����ˮ�Ķ�Ԫ����ò���ֱ��ʹ��Aspen���ݿ��еIJ����������� 1 ��ʾ��
��1 Wilson���̶�Ԫ����ò���
Table 1 Wilson binary interaction parameters

Ϊ����֤Wilson���̲����ع�Ŀɿ��ԣ���ģ�ͼ���ֵ��ʵ��ֵ���бȽϡ��Գ�ѹ������-ˮ������-�Ҷ�����ϵ����֪��ϵѹ����Һ����ɣ����ûع��ģ�Ͳ����ֱ�Ԥ���������������ɺ���ϵ�¶ȣ������������������-ˮ��ϵ������������ɵ�ƽ��������Ϊ0.65%����ϵ�¶ȵ�ƽ��������Ϊ 0.08%����������-�Ҷ�����ϵ������������ɵ�ƽ��������Ϊ 0.76%����ϵ�¶ȵ�ƽ��������Ϊ 0.33%������������������ûع��Wilson���̲���Ԥ��ļ���ֵ�ܽϺõ���ʵ��ֵ�Ǻϣ�˵����ѡ��Wilson�����ʺϸ÷�����ϵ�������ع��ģ�Ͳ���ȷ�ɿ���Ϊ������̵�ģ���ṩ�ɿ����������ݡ�
2 2�ַ��빤�տ����Է���
2.1 ����Ҫ��
���������Ϲ�����������Ϊ1 t/h�������¶�Ϊ25 �棬������������Ϊ72%��ˮ��������Ϊ28%��������Ҫ�������Ʒ����Ϊ 99.5%����ˮ��������������С�� 0.5%��
2.2 ��ѹ������������
����������ɶ�ѹ���仯����ʱ����ѹ����ͬ��2��������������ɵı�ѹ��������Ч�ط��빲�� ��[15-16]���������ع��Wilson���̲�������Aspen Plus���������㲻ͬѹ����������ˮ����Һ��ƽ�����ݣ��õ���ƽ��ͼ���ֲ��Ŵ���ͼ 1 ��ʾ����ͬѹ���¹��������� 2 ��ʾ��

ͼ1 ��ͬѹ��������(1)��ˮ(2)��Ԫ��ϵ��Һ��ƽ��ͼ
Fig. 1 VLE diagram of acetonitrile (1) and water (2) binary system at different pressures
��2 ��ͬѹ����������ˮ������ɵļ���ֵ
Table 2 Calculated azeotropic compositions of acetonitrile and water at different pressures

��ͼ 1 �ͱ� 2 ��֪����ѹ�������ˮ������ɼ���ֵ�ܺܺõ���ʵ��ֵ���Ǻϣ�˵������Һ��ƽ��ع�IJ���ȷ�ɿ����������ѹ��������������������������٣�ˮ�����������࣬ƫ���˳�ѹ�µĹ��С�ѹ��Ϊ 50 kPaʱ����Ԫ�Ĺ������Ϊ������ 0.870 9��ˮ 0.129 1�����е�56.9 �棻��ѹ�������� 300 kPaʱ����Ԫ�Ĺ������Ϊ������ 0.786 1��ˮ 0.213 9�����е���Ӧ������ 110.8 �档���ڴ����ԣ����ñ�ѹ������������ˮ�������õ�����ѹ���µĹ���������õ��ߴ���Ʒ��
��ѹ������������ͼ 2 ��ʾ���ù����ɼ�ѹ��(T101)�ͼ�ѹ��(T102)��ɡ����ǵ��������ɵĿɲ����Լ��������ϱ���ʹ���䶳ˮ����ѹ�� T101 ����ѹ�� 50 kPa������Ϊ��ˮ���¶�Ϊ 81.4 �棬T102 ����ѹ�� 300 kPa�������¶ȼ�Ϊ��ѹ���¹��е��¶� 110.8 �棬�����²�29.4 �档�����ü�ѹ�� T102 ������������Ϊ��ѹ�� T101 �ٷ�������Դ�������ȼ��ɱ�ѹ����ϵͳ���ɽ�ʡ�ܺġ�
�����ˮ�Ļ������ S101 �� T102 �������� S109 ���Ⱥ��� T102 ����ѭ������ S108 ��Ϻ���� T101 ���� T101 �������� S102 �ų���ˮ��T101 �����Ĺ������������� S103 ������ P101 ��ѹ�ֳ�2�ɣ����� S104 ���������� S105 ���� T102����ѹ�� T102 ���������������Ϊ T101 �ٷ�������Դ�������� P102 ��ѹ������ S107 ���������� S108 ѭ���� T101��T101 ������Դ���ٷ��� E104 �ṩ��T102 �������� S109 �����Ⱥ�ɳ���Ϊ�ߴ��ȵ������Ʒ��
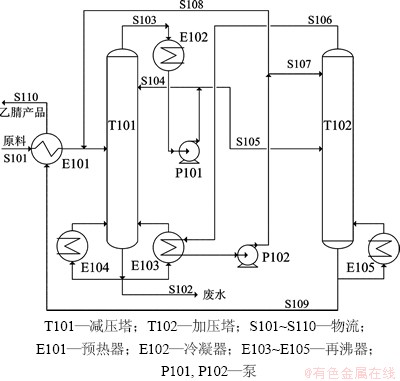
ͼ2 ��ѹ����������ͼ
Fig. 2 Process diagram of pressure swing distillation
ѡ��Aspen Plus�����е�Radfrac�ϸ���ģ�ͼ�Heater����ģ�ͽ���ͼ 2 ���̣���ѭ������ S108 ��Ϊ���߱��������������ˮ�Ĵ���ΪԼ�������������ܺ����ΪĿ�꺯����������ģ�͡��������Ϻ��㼰��ͬѹ���µĹ�����ɣ�������S108��Ϊ˺����������ֵ�����г���ģ�⡣�ڴ˻����ϣ�Ӧ��Aspen Plus�����������ȹ��ߣ��Ż����ղ����������������۰���������λ�úͻ����Ƚ���ģ���Ż�����ʼģ��������T101����ѹ��Ϊ50 kPa��������Ϊ1.5���� 10 ������(�������£���ͬ)�������ɳ�����Ϊ1 779.6 kg/h��T102����ѹ��Ϊ300 kPa��������Ϊ1.5���� 10 �����ϣ������ɳ�����Ϊ1 057.4 kg/h��T102��������S109����Ԥ�Ƚ��ϡ�ģ������й涨���� T101�ٷ���������S106������������DZ�ȵ��� T101�ٷ��������������
2.3 ��ȡ������������
��ȡ����Ĺؼ���ѡ��һ���ʺϵ���ȡ����߹��������Իӷ���(��������Իӷ���Ϊ 1)��������ϵ�Ĺ��дﵽ����Ŀ�ģ���ˣ���ȡ����ѡ������ȡ����Ĺؼ�����[17]����ȡ����ѡ�����ͨ���Ƚϲ�ͬ��ȡ���й��������Իӷ��ȱ仯�������Իӷ���ֵԽ�ߣ�˵��Խ�����롣��Իӷ��ȵĶ���Ϊ
 (2)
(2)
ʽ�У�i��jΪ��֣� Ϊ����ȡ�����������i��j����Իӷ��ȣ�
Ϊ����ȡ�����������i��j����Իӷ��ȣ� ��
�� �ֱ�Ϊ���i��j������ȡ���е�����ϡ�ͻ�ȡ�
�ֱ�Ϊ���i��j������ȡ���е�����ϡ�ͻ�ȡ�
���зе�ϸߵ��ܼ����������ڷ��������ˮ�Ĺ��������ѡ�ýϳ�����4����ȡ�������о����Ҷ���(EG)����������(DMSO)��N,N-����������(DMF)��N-��������ͪ(NMP)������Wilson���̼��� 82 ���������ˮ�ڲ�ͬ��ȡ���е�����ϡ�ͻ�ȣ����õ���ͬ��ȡ��������-ˮ����Իӷ��ȣ������� 3 ��ʾ���ɱ� 3 ��֪���������ˮ������ϵ��4����ȡ���ļ�����������ϵ�Ĺ���(������1)�������Ҷ�����ϵ�й��������Իӷ������(13.02)����ˣ��Ҷ��������ʺ���Ϊ����-ˮ��ϵ�������ȡ������Իӷ���Խ���������ķ���Խ�͡�
��ȡ������������ͼ 3 ��ʾ���ù�������ȡ������(T201)���ܼ�������(T202)��ɣ�����T201Ϊ��ѹ����T202Ϊ��ѹ��������ˮ��Һ����S201��T202��������S207���Ⱥ������ȡ������T201��T201�����øߴ��ȵ������Ʒ��ˮ�����б��Ҷ�����ȡ��T201���������Ҷ�����ˮ���������S204���ü�ѹ����T202��ˮ����ȡ���Ҷ������ܼ������� T202������룬���������ˮ���������Ҷ�������S207��ѹ������E201��E202��ȴ�����T201ѭ��ʹ�á�
����Aspen Plus�����е�Radfrac�ϸ���ģ�ͼ�Heater����ģ�ͽ���ͼ3��ʾ���̡��������ˮ�Ĵ���ΪԼ�������������ܺ����ΪĿ�꺯����������ģ�ͣ����г���ģ�⣬��ͨ�������ȷ������й��ղ����Ż��������������۰���������λ�á��ܼ��Ⱥͻ�����ģ���Ż�����ʼģ���������£�T201����ѹ��Ϊ101 kPa��������Ϊ1.2��������Һ��10�����ϣ���ȡ���Ҷ�����5�����ϣ��ܼ���(��ȡ����������Һ��������ֵ)Ϊ1.5�������ɳ�����Ϊ722.2 kg/h��T202����ѹ��Ϊ30 kPa��������Ϊ1.0����10�����ϣ������ɳ�����Ϊ277.8 kg/h��T202��������S207����Ԥ�Ƚ��ϡ�
��3 ����(1)-ˮ(2)��ȡ������ȡ����ѡ��
Table 3 Entrainer selection for extractive distillation system


ͼ3 ��ȡ����������ͼ
Fig. 3 Process diagram of extractive distillation
3 ���������
3.1 ��ѹ������ģ����
ͨ��ģ���Ż����õ���ѹ�������������ˮ�Ľϼѹ����������4��ʾ���������µĸ��������5��ʾ�������������ȸ������6��ʾ���ɱ�5��֪����ѭ������S108����Ϊ1 057.4 kg/hʱ���ܽ�ȫ���������Թ��������ʽ���� T101��T101�����øߴ��ȵ�ˮ��T102�������������DZ��ȫ��Ӧ����T101���ٷ���E103�У�ʵ�����������ۺ����á�
��4 ��ѹ����ϼѹ�������
Table 4 Optimal condition of pressure swing distillation

��5 ��ѹ����ϼ������µ�����
Table 5 Stream results of pressure swing distillation at optimal conditions

��6 ��ѹ���������ȸ���
Table 6 Heat duty of heat exchanger of pressure swing distillation

3.2 ��ȡ�������ģ����
ͨ��ģ���Ż����õ���ȡ�������������ˮ�Ľϼѹ���������� 7 ��ʾ���������µ���������� 8 ��ʾ�������������ȸ������ 9 ��ʾ���ɱ� 8 ��֪����ѭ������ S208 ����ȡ������Ϊ 1 700 kg/h�����ܽ�ȫ����ˮ���� T201 ������T201 ������øߴ��������Ʒ��
��7 ��ȡ����ϼѹ�������
Table 7 Optimal condition of extractive distillation

��8 ��ȡ����ϼ������µ�����
Table 8 Stream results of extractive distillation at optimal conditions

��9 ��ȡ���������ȸ���
Table 9 Heat duty of heat exchanger of extractive distillation

3.3 2�ַ��빤�ձȽ�
�ɱ� 6 �ͱ� 9 ��֪����ѹ�������ȡ����2�ַ��빤�գ������������ٷ������ĵ������ܺ���� 10 ��ʾ���ɱ� 10 ��֪����������-ˮ��ϵ����ͬ�Ĵ������ﵽ��ͬ�ķ���Ҫ����ȡ�����ո����ܣ����ѹ��������ȣ���������ʡѭ��ˮ 54.8%���ٷ�����ʡ�������� 51.2%�����ɱ� 4 �ͱ� 7 ��֪����ȡ�����������������ȱ�ѹ������С���ɽ�ʡ�豸Ͷ�ʷ��á��������ڱ�ѹ��������ˮ�Ǵ������ɳ���ˮ��DZ�Ⱥܴ������ܺĽϴ���ȡ��������ˮ�Ǵ������ɳ����ܺĽϱ�ѹ����͡������ȡ�����ո��ʺ��ڷ�������-ˮ��ϵ����������ȡ���������3��֣���Ʒ���ܼд���3��֣�Ҳ����һ�����㡣
��10 2�ַ��빤���ܺĶԱ�
Table 10 Comparison of energy consumption of two separation processes kW

4 ����
1) ���������ˮ��Ԫ��ϵ����Һ��ƽ�����ݣ��ع�Wilson���̵Ķ�Ԫ����ò�������ƽ�����ݵ�ģ�ͼ���ֵ��ʵ��ֵ���Ǻϡ�
2) ���������ˮ���������ѹ���仯���������ԣ��ɼ�ѹ���ͼ�ѹ����ɵı�ѹ�����տ�ʵ�������ˮ���룻ͨ����ȡ����ɸѡ��������ȡ�����գ��Ҷ����ǽ��ʺ�����-ˮ��ϵ�������ȡ����
3) ͨ��Aspen Plus����ģ����㣬�������ü�ѹ���ͼ�ѹ����ɵı�ѹ�����պͲ�����ȡ���ͻ�������ɵ���ȡ�����ն�����Ч��ʵ�������ˮ������ķ��룬�õ�2�ַ��빤�սϼѵĹ��ղ�������ȡ����ȱ�ѹ�����Լ�ܺģ�������������ʡѭ��ˮ 54.8%���ٷ�����ʡ�������� 51.2%�����ʺϸù�����ϵ�ķ��룬Ϊ�������������������ṩ�����ݡ�
�ο����ף�
[1] �����, �ィ��, κ����, ��. ��ȡ����������-����������ˮ�������о�[J]. Ӧ�û���, 2010, 38(5): 781-782.
MA Wenchan, SUN Jianjie, WEI Hongpu, et al. Study on separation of acetonitrile and ethyl acetate mixture by extractive distillation[J]. Applied Chemical Industry, 2010, 38(5): 781-782.
[2] κ��ҵ, ������, κع��. ���澫�ƹ����Ż��о�[J]. �����Զ������DZ�, 2011, 38(9): 1104-1106.
WEI Qiye, YANG Shulin, WEI Yuliang. Study on acetonitrile purification optimization[J]. Control and Instruments in Chemical Industry, 2011, 38(9): 1104-1106.
[3] ��С��, �����, ��½��, ��. �ߴ������������ƹ��ռ���������ܿ���ϵͳ�����Ӧ��[J]. �����Զ������DZ�, 2010, 37(4): 33-35.
SUN Xiaofang, CAI Yijun, XIA Luyue, et al. Design and application of continuous refining process of high purity acetonitrile and its computer intelligent control system[J]. Control and Instruments in Chemical Industry, 2010, 37(4): 33-35.
[4] ������. ��ϩ��-����-ˮ��Ԫ��ϵ��Һƽ����о�[J]. ����ѧ��, 1980, 31(3): 241-254.
HAN Shijun. The relationship of vapor-liquid equilibria in acrylonitrile-acetonitrile-water ternary systems[J]. Journal of Chemical Industry and Engineering, 1980, 31(3): 241-254.
[5] Donis I R, Esquijarosa J A, Gerbaud V, et al. Separation of n-hexane�Cethyl acetate mixtures by azeotropic batch distillation with heterogeneous entrainers[J]. Chemical Engineering and Processing, 2005, 44(1): 131-137.
[6]  R, Mont��n J B, Burguet M C, et al. Separation of isobutyl alcohol and isobutyl acetate by extractive distillation and pressure-swing distillation: Simulation and optimization[J]. Separation and Purification Technology, 2006, 50(2): 175-183.
R, Mont��n J B, Burguet M C, et al. Separation of isobutyl alcohol and isobutyl acetate by extractive distillation and pressure-swing distillation: Simulation and optimization[J]. Separation and Purification Technology, 2006, 50(2): 175-183.
[7] Modla G, Lang P. Feasibility of new pressure swing batch distillation methods[J]. Chemical Engineering Science, 2008, 63(11): 2856-2874.
[8] LEI Zhigang, ZHOU Rongqi, DUAN Zhanting. Application of scaled particle theory in extractive distillation with salt[J]. Fluid Phase Equilibria, 2002, 200(1): 187-201.
[9] Kiminori S, Kazunori S, Takashi N. Separation of ethanol-ethyl acetate mixture by pervaporation at 100-130 ��C through NaY zeolite membrane for industrial purpose[J]. Microporous and Mesoporous Materials, 2008, 115(1): 170-175.
[10] Asheh S A, Banat F, Lagtah N A. Separation of ethanol�Cwater mixtures using molecular sieves and biobased adsorbents[J]. Chemical Engineering Research and Design, 2004, 82(7): 855-864.
[11] �ܽ�, ���ֱ�, ������, ��. ��Ъ��ȡ�����������-ˮ��ϵ[J]. ��ѧ��ҵ�빤��, 2009, 26(6): 482-486.
ZHOU Jinbo, CUI Xianbao, DONG Bingli, et al. Separation of acetonitrile-water mixture by batch extractive distillation[J]. Chemical Industry and Engineering, 2009, 26(6): 482-486.
[12] ���ֱ�, �� ��, ������, ��. ������ȡ�����������-ˮ��ϵ[J]. ʯ�ͻ���, 2007, 36(12): 1229-1233.
CUI Xianbao, LI Yang, FENG Tianyang, et al. Separation of acetonitrile-water by saline extractive distillation[J]. Petrochemical Technology, 2007, 36(12): 1229-1233
[13] Repke J U, Klein A, Bogle D, et al. Pressure swing batch distillation for homogeneous azeotropic separation[J]. Chemical Engineering Research and Design, 2007, 85(4): 492-501.
[14] ������, ����. ������ˮ�¹��յ��о�[J]. ���������, 2011, 21(1): 42-44.
ZHANG Qingwu, CAO Rui. A new technical research of acetonitrile dehydration[J]. Journal of Filtration & Separation, 2011, 21(1): 42-44.
[15] Estela L, Juan B M, Macruz B. Separation of di-n-propyl ether and n-propyl alcohol by extractive distillation and pressure-swing distillation: Computer simulation and economic optimization[J]. Chemical Engineering and Processing, 2011, 50(11): 1266-1274.
[16] �����, ���±�, ����. �ȼ��ɱ�ѹ�������ױ�-�������ģ��[J]. ��ѧ����, 2011, 39(2): 10-13.
YANG Deming, WANG Xinbing, SUN Lei. Simulation of heat-integrated pressure swing distillation for separation of toluene-isopropyl alcohol[J]. Chemical Engineering, 2011, 39(2): 10-13.
[17] WANG Qiaoyi, YU Baoru, XU Chunjian. Design and control of distillation system for methylal/methanol separation. Part 1: Extractive distillation using DMF as an entrainer[J]. Industrial & Engineering Chemistry Research, 2012, 51(3): 1281-1292.
(�༭ �°���)
�ո����ڣ�2013-11-03�������ڣ�2014-03-22
������Ŀ������ʡ����������������Ŀ(JA12355)
ͨ�����ߣ�������(1981-)��Ů�����������ˣ�˶ʿ����ʦ�����»�������������о����绰��13599079339��E-mail: joan091600@126.com

