Coordinated optimization setting of reagent dosages in roughing-scavenging process of antimony flotation
来源期刊:中南大学学报(英文版)2018年第1期
论文作者:谢永芳 曹斌芳 桂卫华 YANG Chun-hua(阳春华) LI Jian-qi(李建奇)
文章页码:95 - 106
Key words:froth flotation; image features; optimization setting; coordinated optimization
Abstract: Considering the influence of reagent adjustment in different flotation bank on the final production index and the difficulty of establishing an effective mathematical model, a coordinated optimization method for dosage reagent based on key characteristics variation tendency and case-based reasoning is proposed. On the basis of the expert reagent regulation method in antimony flotation process, the reagent dosage pre-setting model of the roughing–scavenging bank is constructed based on case-based reasoning. Then, the sensitivity index is used to calculate the key features of reagent dosage. The reagent dosage compensation model is constructed based on the variation tendency of the key features in the roughing and scavenging process. At last, the prediction model is used to finish the classification and discriminant analysis. The simulation results and industrial experiment in antimony flotation process show that the proposed method reduces fluctuation of the tailings indicators and the cost of reagent dosage. It can lay a foundation for optimizing the whole process of flotation.
Cite this article as: CAO Bin-fang, XIE Yong-fang, GUI Wei-hua, YANG Chun-hua, LI Jian-qi. Coordinated optimization setting of reagent dosages in roughing-scavenging process of antimony flotation [J]. Journal of Central South University, 2018, 25(1): 95–106. DOI: https://doi.org/10.1007/s11771-018-3720-0.

J. Cent. South Univ. (2018) 25: 95-106
DOI: https://doi.org/10.1007/s11771-018-3720-0

CAO Bin-fang(曹斌芳)1, 2, XIE Yong-fang(谢永芳)1, GUI Wei-hua(桂卫华)1,YANG Chun-hua(阳春华)1, LI Jian-qi(李建奇)2
1. School of Information Science and Engineering, Central South University, Changsha 410083, China;
2. Hunan Province Cooperative Innovation Center for The Construction & Development of Dongting Lake Ecological Economic Zone, Hunan University of Arts and Science, Changde 415000, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2018
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2018
Abstract: Considering the influence of reagent adjustment in different flotation bank on the final production index and the difficulty of establishing an effective mathematical model, a coordinated optimization method for dosage reagent based on key characteristics variation tendency and case-based reasoning is proposed. On the basis of the expert reagent regulation method in antimony flotation process, the reagent dosage pre-setting model of the roughing–scavenging bank is constructed based on case-based reasoning. Then, the sensitivity index is used to calculate the key features of reagent dosage. The reagent dosage compensation model is constructed based on the variation tendency of the key features in the roughing and scavenging process. At last, the prediction model is used to finish the classification and discriminant analysis. The simulation results and industrial experiment in antimony flotation process show that the proposed method reduces fluctuation of the tailings indicators and the cost of reagent dosage. It can lay a foundation for optimizing the whole process of flotation.
Key words: froth flotation; image features; optimization setting; coordinated optimization
Cite this article as: CAO Bin-fang, XIE Yong-fang, GUI Wei-hua, YANG Chun-hua, LI Jian-qi. Coordinated optimization setting of reagent dosages in roughing-scavenging process of antimony flotation [J]. Journal of Central South University, 2018, 25(1): 95–106. DOI: https://doi.org/10.1007/s11771-018-3720-0.
1 Introduction
Froth flotation is the most important mineral separation method in the mineral processing, which separates valuable minerals from the ore by means of the physicochemical properties of mineral surfaces. It has been widely used in many fields such as metallurgy, coal and chemical industry. The flotation process consists of roughing, cleaning and scavenging etc. Only by these banks work well together and can the final mineral grade and recovery rate be guaranteed [1–3]. For example, PEREZ-CORREA et al [4] proposed a kind of optimal control method for pulp level in rougher section and cleaner section. The dynamic modeling and the advanced multiple variable control method were applied to adjusting the pulp level to successfully make the production indicators satisfy the requirements. It is well known that the reagent dosage is the key operation variable in flotation process. Reasonable reagent addition can inhibit the gangue and other unwanted minerals to reclaim more valuable minerals. Therefore, many scholars research the control method for reagent dosage [5–7]. Unfortunately, the coordination of reagent dosages in multi-banks of flotation process has not been fully studied. At present, the reagent dosage of the multi-banks is mainly adjusted by operators observing the froth appearance features, such as bubble size and froth color. The method can easily result in instability of production indicators and the excessive reagent consumption since the dosage control depends excessively on the experience of operators and the frequent naked-eye observation. Therefore, the research of the coordinated optimization setting method for reagent dosages in the whole flotation process is necessary to improve the flotation effect.
The reagent dosage control has attracted great interest in recent years. In Ref. [5], a control method for reagent dosage in flotation process based on feed- forward and feedback was studied. The reagent addition was determined according to the amount and property of ore by using a feed-forward control strategy, and then it was moderately adjusted by feedback control. It also showed that the optimal control of the flotation process could not be performed without the minimum amount of information on the input disturbances, the process states, and the final production indexes. In Ref. [8], a control method for reagent dosage based on mechanism model was proposed, but there were too many simplifications and assumptions, which makes it difficult to accurately describe the actual flotation process. In Refs. [9–11], the case-based reasoning (CBR) method and a feed forward compensator based on the rule-based reasoning (RBR) method were presented and the reagent setting value was obtained by integration. At present, this method has been successfully used in magnetite flotation process, but the off-line test of production indicators is long and tedious, with delay time ranging from 2 to 4 h, making it difficult to offer a practical guide to industrial operations.
It is well known that the froth visual features closely relate to the operation parameters [1, 2, 7, 12]. According to the relationship between the visual features and the reagent dosage, an expert control strategy for the reagent dosage (copper sulfate) was proposed by using the experimental analyzing method in zinc rougher cell [13]. In Ref. [14], a feedback controller for reagent dosage based on average froth size was researched, and the flow velocity of the collector (xanthate) and the activating reagent (copper sulfate) were controlled well by this method. In Ref. [6, 15], a reagent dosage control method for copper flotation process based on probability density function (PDF) distribution of froth size was presented. Weight tracking of PDF was used to predict the reagent dosage. These reagent control methods based on visual feature show that the froth can reflect the reagent dosage. These provide the reference for the reagent adjustment based on the change trends of froth features.
According to the above analysis, a coordinated optimization method for dosage reagent based on key characteristics variation tendency and case- based reasoning is proposed in the stibnite roughing–scavenging process. Firstly, on the basis of the expert reagent regulation method, the reagent dosage pre-setting model is constructed based on case-based reasoning. Secondly, the reagent dosage compensation model is constructed based on the change trend of the key features in the roughing and scavenging process. And then, the compensation reasoning strategy for reagent dosage based on production index deviation was built to adjust the reagent dosage. Finally, the setting value of the reagent dosage in roughing–scavenging cell was acquired and sent to the controller model to finish the reagent tracking control.
2 Process description and optimal setting strategy
2.1 Process description of stibnite flotation
This work concentrates on the antimony flotation process. It utilizes the positive flotation technology, namely achieving the valuable mineral from the flotation froth while the invaluable gangue is left in the tailings. The antimony flotation circuit consists of the following stages: roughing, scavenging I, scavenging II, cleaning I and cleaning II, as shown in Figure 1. In the stibnite flotation process, the ore pulp from upstream process firstly comes into the first cell of the rougher, and then water and chemical reagent are added into the pulp, where pulp and bubbles are formed being stirred by impellers. Then, bubbles with attached valuable mineral particles will rise and flow out of the roughing cells into cleaning I. Meanwhile, the underflow pulp of the rougher process comes into the first cell of scavenging I, and then stirred with water and chemical reagent with the help of impellers. The flotation process will go on again. At last, the upper froth flows out of the cleaning II forming concentrates, and the underflow slurry enters into the final tailings tank.
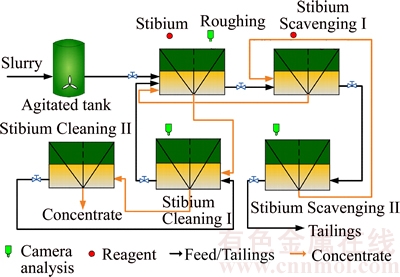
Figure 1 Flow diagram of antimony flotation process
The operators pointed out that the adjustment of reagent dosages in roughing bank and scavenging bank could directly affect the final product indices (concentrate grade, tailing grade and recovery) of the stibnite flotation process. Considering that the flotation process is dynamical, and it is very complex and difficult to build sufficiently accurate mathematical models which could be used in control design of reagent dosage, new ‘intelligent’ control design methods are therefore needed to handle the obscure and oral descriptions of the process.
The adjustment method of reagent dosage in antimony flotation process is as follows: firstly, the reagent dosage is reset according to the handling capacity of the ore and tests of a small amount. Afterwards, in the production process, experienced operators inspect froth features to judge whether the reagent dosage needs to be adjusted or not. In the process of adjusting reagent dosage, operators need to observe repetitively the froth features and to regulate the reagent dosage. What’s more, there are many reagent types needed to be adjusted in antimony flotation, and the adding mode is also complex. So, the experience of operators becomes extremely important.
However, the operators’ experience and motivational levels vary substantially. Therefore, one motivation for using image analysis is to further automate the optimization of the flotation process. This will decrease the need for operator intervention, resulting in a more consistent control policy and possibly increased floating function. Therefore, a distributed machine visual system of the antimony flotation process is built,and cameras are installed as shown in Figure 1.
2.2 Optimal setting strategy
Froth images of different cells can be obtained from this distributed machine visual system, followed by the analysis of froth characteristics and dynamic modeling of the flotation process. A coordinated optimal setting model for the reagent dosage in the rougher-scavenging process is proposed in Figure 2, which comprises of a presetting model based on case-based reasoning and a compensation model.
When the feeding condition changes, the presetting model automatically updates flotation reagent setting values. When there are some disturbances brought by uncertain factors in froth flotation, these disturbances will cause fluctuations in the feed parameters (e.g., pulp density, pulp particle size and feed grade) and influence the concentrate grade and tailing grade. Therefore, a compensation model of reagent dosage based on the froth features change trends is proposed to overcome the influence of disturbances.
3 Presetting model for reagent dosage based on case-based reasoning
According to the expected values of the concentrate grade, the tailing grade and the current working range condition, the case-based reasoning (CBR) [9, 16] is applied to getting the reagent dosage of the rougher and scavenger in flotation process. The case-based reasoning (CBR) consists of case library construction, case retrieve, case matching, case utilization, case revision and storage. The detailed steps are illustrated as follows:
Step 1: Case library construction.
The case library is composed of abundant historical cases. Each case consists of the working condition description and the corresponding case solution. The case can be expressed as follows:
 (1)
(1)
where Ck is the kth case; Tk is the producing time of each case; Fk is the description feature of each case. According to the analysis of the antimony flotation, the objective concentrate grade GSb, the objective tailing grade WSb, feed grade Gg, pulp concentration Gc, slurry particle size Gs and feed flow rate Gf are regarded as the working condition description, and the reagent dosages of the roughing-scavenging bank are used as the corresponding case solution Jk.

Figure 2 Coordinated optimization model for reagent dosage in roughing–scavenging processes
Step 2: Case retrieve, case matching and case utilization.
Assuming the case description of a certain real-time working condition Gx in flotation process is Fk={f1, f2, …, f6}, the solution can be expressed as J=(jx). There are n cases in the case library C1, C2, …, Cn, the description of each case Ck (k=1, 2, …, n) is Fk={fk,1, fk,2, …, fk,6}, and the corresponding solution is Jk=(jk). To find the case in the case library which can be matched with the case Cx, the case retrieve based on certain rule would be important. The similarity function which is to describe the case description in flotation process fm (m=1, 2, 3, 4, 5, 6) and the case description in case library fk,m can be as follows:
 (2)
(2)
Max(fm, fk,m) expresses the larger value between fm and fk,m, and according to Eq. (2), the similarity between Fx and Fk is
 (3)
(3)
where λm is the weight coefficient of different working conditions, and the value can be determined by the working condition data. That is to say, the value can be determined by the boundary conditions. The max similarity between Fx and Fx (k=1, 2, …, n) is
 (4)
(4)
To judge whether the similarity Sw(Fx, Fk) can meet the requirement or not, one more step is needed. That is judging the similarity threshold. Let the similarity threshold STH meet the following equation:
 (5)
(5)
If the similarity between the current working condition and the cases in the case library meets the requirement, the case would be retrieved as a matched case. The matched cases can be expressed as {C1, C2, …, Ch}, where h is the number of the cases.
Generally, the cases in the case library cannot completely match the current working conditions. Therefore, the retrieved solution of the matched working condition cannot be used directly as the solution for current situation. The similar cases by case retrieval need to be utilized again by handling the h cases {C1, C2, …, Ch}. The similarity between the current working condition and Ci (i=1, 2, …, h) is Sw,1, Sw,2, …, Sw,h, and the corresponding case solution is Ji={ji}. The case solution for the current condition is
 (6)
(6)
Based on these relationships, the optimal setting values of the reagent dosage in roughing-scavenging are acquired.
Step 3: Case revision, evaluation and storage.
After obtaining the presetting value of reagent dosage, the predictive value and the measured value of the concentrate/tailing grade is modified by case revision. If the measured value and the predictive value are in a certain range, the case can be stored directly without modification. Otherwise, the setting value of case needs to be modified until the object value falls in the permissible range.
Generally, only by applying the presetting model for reagent dosage in flotation process based on case-based reasoning can the reagent dosage be set to obtain the ideal setting value. From Figure 2, we can see that this operation is an open control for the reagent dosage in flotation process. However, since the change of disturbances and working conditions cannot be effectively overcome, the performance is always poor. In this work, by intelligently compensating the reagent dosage in roughing process and scavenging process, the production indexes are effectively improved.
4 Coordinated optimization compensation strategy for reagent dosage
In the mineral flotation process, there are some uncertain disturbances. These make the setting values of the reagent dosage deviate from the optimal value in roughing-scavenging process. Consequently, the presetting model of reagent dosage based on CBR cannot work effectively. This will directly affect the qualification of the concentrate/tailing grade. Combining the analysis of a great deal in Refs. [6, 12, 15] with operators’ experience, a coordinated optimization compensation strategy of reagent dosage in roughing-scavenging processes is proposed.
4.1 Compensation model for reagent dosage in roughing bank
The reagent dosage in roughing bank can directly affect the indexes of scavenging and cleaning bank. If the adjustment of the reagent dosage in roughing bank cannot satisfy the requirement, the production indexes cannot be ensured even by adjusting the operation of the scavenging and cleaning bank. Considering that the froth feature in flotation process can rapidly reflect the change trend of reagent dosage, which determines how to adjust the reagent dosage, a modification model for reagent dosage in roughing bank based on the change trend of the key features is proposed.
4.1.1 Selection of key features in roughing- scavenging process
In the antimony flotation, the extracted image features include froth color, froth speed, bubble size, froth load, and texture features, etc. The experiment shows that these froth features are closely related to the addition of reagent [13–16]. In addition, there is some uncertainty and correlation among the froth features [2, 17].
The key feature sets of froth images are sensitive to the change of the working condition, and the froth image features are either uncorrelated or slightly correlated [18]. It means that the least features of the froth images can effectively represent the working condition of flotation process. In this work, this method is used to calculate the key froth features reflecting the reagent in antimony roughing-scavenging process.
The sensitivity index of the froth feature is calculated as follows:
 (7)
(7)
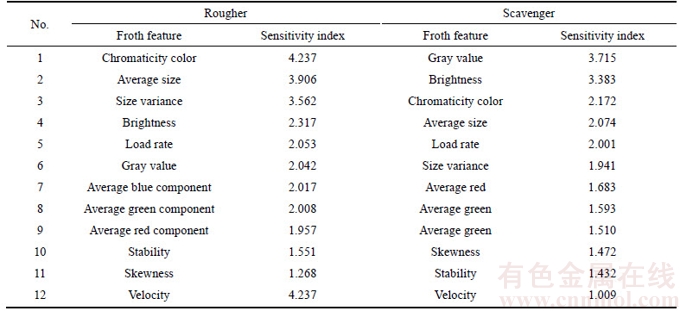
where σ(μc) is the standard deviation which reflects the size of the difference of the froth features under different stable working conditions. σ(μc) is the mean, which reflects the fluctuation size of the froth features under the same working conditions. For more details, please refer to Ref. [18]. Then, the sensitivity index is calculated as shown in Table 1.
It can be found from Table 1 that the sensitivity index of chromaticity color, average size, size variance, brightness, gray value and load rate are apparently higher than the other 6 feature variables in the roughing bank. So, these feature variables can be regarded as sensitive features. In the scavenging bank, the sensitivity index of gray value, brightness, chromaticity color and average size are higher than the other feature variables. And then, the correlation analysis is applied to eliminate the redundant sensitive features. Consequently, the four features of chromaticity color, average size, size variance, gray value are the key sensitive features in the antimony roughing flotation, which is also consistent with experience of operators. Using the same method, gray value and brightness are the key sensitive features in the scavenging bank.
4.1.2 Reagent dosage rule for roughing process based on change trend of key features
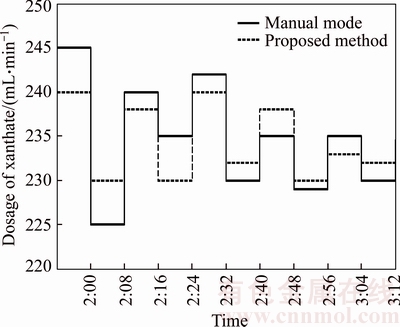
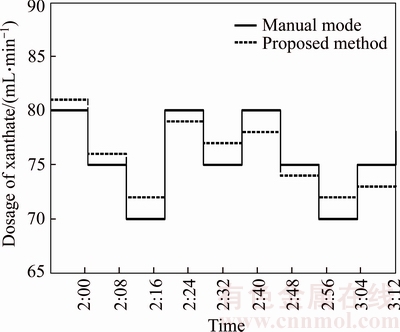
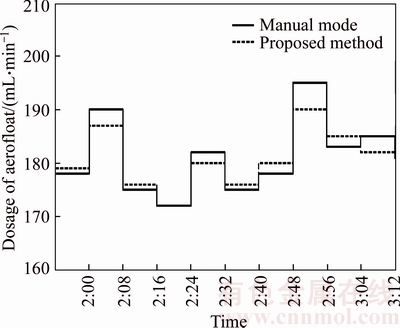
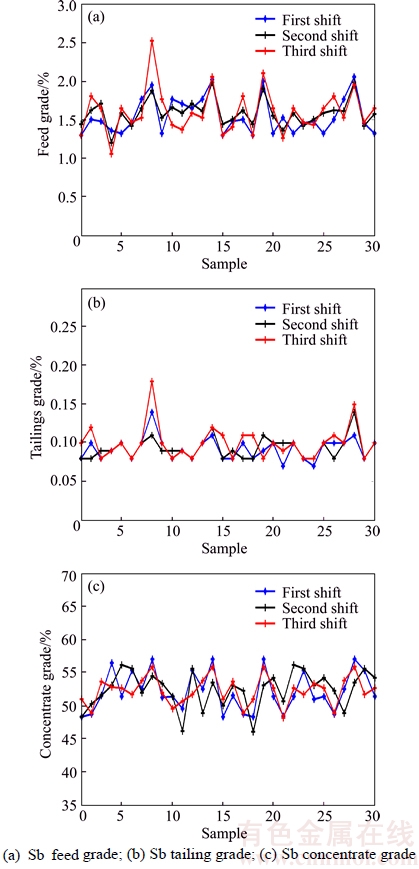
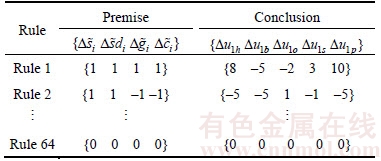
Prototyping analysis method [9] is applied in this work to extract the prototype of the working conditions. The information is arranged according to the expert rule base. The rule can be expressed by the method below: IF THEN The precondition is the change trend of the sensitive feature in roughing bank including average size, size variance, gray value and chromaticity color. The conclusion is the reagent dosage needing to be compensated. It is known that the adjustment of the reagent dosage influences the change of froth features. Combining the industrial experiments with abundant statistical analysis, the relationship between the adjustment of the reagent dosage and the change trend of the key froth feature in the roughing bank is shown in Table 2. The change trend of the froth average size is defined as where △si is the change trend of the froth size at the ith moment; si is the froth average size at the ith moment; si–1 is the froth average size at the (i–1)th moment. The positive △si shows that the average size is increasing, and the negative △si shows that the average size is decreasing. The change trend of the froth size variance is defined as follows: where △sdi is the change trend of the size variance at the ith moment; sdi is the size variance at the ith moment, sdi–1 is the size variance at the (i–1)th moment. The positive △sdi shows that the average size variance is increasing, and the negative △sdi shows that the average size variance is decreasing. The change trend of the gray value is expressed as follows: △gi is the change trend of gray value at the ith moment; gi is the average gray value at the ith moment; gi–1 is the average gray value at the (i–1)th moment. The positive △gi shows that the average gray value is increasing, and the negative △gi shows that the average gray value is decreasing. Table 1 Sensitivity index of froth features in antimony roughing-scavenging process Table 2 Relationship between reagent dosage and change trend of froth features The change trend of the chromaticity color can be expressed as follows: △ci is the change trend of the chromaticity color at the ith moment; ci is the average chromaticity color at the ith moment; ci–1 is the average chromaticity color at the (i–1)th moment. The positive △ci shows that the average chromaticity color is increasing, and the negative △ci shows that the average chromaticity color is decreasing. In antimony flotation process, there are many kinds of reagents, and they are in a complex relationship with froth features. To satisfy the real dosage situation, +1 is applied to expressing the increasing trend; 0 is used to express the stable trend; –1 is applied to expressing the decreasing trend. According to the expert experience, the ranges of the change trend of average size (SI), size variance (SD), gray (G) and chromaticity color (C) are 2, 0.2, 1.4, and 0.8 respectively. The change trend of the froth size is shown in Table 3. Table 3 Interval limitation for change trend of froth size The reagents in antimony roughing process mainly include aerofloat, xanthate, 2nd oil, copper sulfate and lead nitrate. According to the above analysis, combining the operators’ experience, a rule-base of expert system for compensation model is constructed. For example, Rule 1: Rule 2: According to the above method, 64 effective rules are collected as shown in Table 5. When using the expert rule to modify the reagent dosage in antimony roughing bank, firstly the rules that satisfy the control input Table 4 Adjustment ranges of reagents (mL·min–1) Table 5 Expert rules for reagent dosage compensation in roughing bank (case base 1) 4.2 Reagent dosage rule for scavenging process based on trend prediction Under the effect of the reagents, the pulp in scavenging bank is divided into two parts: the upper froth and the underflow slurry. Froth overflowing from the scavenger returns to rougher for another separation, while their underflows enter into the final tailings. In the scavenging process, reagent dosage is little but can also directly affect the final tailing index and economic benefits. In Refs. [12, 19], the researcher analyzed the correlation of main characteristics in the roughing-cleaning-scavenging processes. The experimental results show that the key features of different flotation cell have similar change trends and principal component features. Consequently, the change trend of the key features in the roughing process is used to predict the change trend of the scavenging features. This method can predict and adjust the reagent dosage in advance to ensure the tailing index’ eligibility. 4.2.1 Prediction method of froth features change trend The change trends of the key features (average size, size variance, gray value and chromaticity color) in roughing bank are used as the model input and the change trends of the key features (gray value, brightness) in scavenging bank are used as the model output. A multi-input and multi-output B-Spline PLS model [20] is constructed to estimate the parameters and then predict the change trend of the key features in scavenging process. The detailed steps are as follows: Step 1: The method in Section 4.1.1 is applied to calculating the key features; Step 2: The change trends of key features in roughing bank (average size, size variance, chromaticity color and gray value) are used as the model input, labeled as { Step 3: The change trends of the key features gray value and brightness Step 4: Construct the trend prediction model based on BPLS, and set the model parameters. More details are described in Ref. [20]. Step 5: Collect abundant froth images on the distributed machine visual platform and then construct training samples and testing samples which are constructed by the change trend of the key froth features in roughing bank and the corresponding change trend of the key froth features in scavenging bank. Step 6: Training and testing of BPLS model; Step 7: Modify and update the model until the ERMSE meets the requirements. 4.2.2 Reagent dosage rule for scavenging bank based on key features trend prediction In antimony scavenging process, the froth color is an important feature, and the deeper color means that the mineral is more useful. According to the industrial test and operators’ experience, the relationship between the reagent dosage and the froth features in scavenging bank is shown in Table 6. According to expert experience, the ranges of the key features change trends are respectively Sg=2, Sc=0.2. Table 6 Relationship between scavenging reagent and froth features change trend The reagents in antimony scavenging bank mainly include xanthate, copper sulfate and lead nitrate. The adjusting ranges are [–1 1], [–4 4], [–2 2], respectively. Table 7 Expert compensation rule for reagent dosages in scavenging bank (rule case 2) 4.3 Reagent dosage compensation based on indexes prediction Based on the compensation rule case for the reagent dosage in roughing-scavenging process, a coordinated optimal compensation strategy of reagent dosage is studied. The main technique index in flotation process is the antimony content. The constraints of the antimony concentrate/tailing grade are as follows: where GSb is the antimony concentrate grade; WSb is the tailing grade; GSb,min (32%) is the lower limit of the concentrate grade; WSb,max (13%)is the upper limit of the tailing grade. In Ref. [12], a distributed machine vision system of bauxite flotation process is built, from which an integrated prediction model of concentrate grade is presented. On the basis of the concentrate grade integrated predictive model, a predictive model of the concentrate/tailing grade in antimony flotation is established. And then the prediction model is used to finish the classification and the discriminant analysis. It specifically includes the following aspects: 1) If 2) If 3) If GSb<32% and WSb≤0.13%, which means that the concentrate grade is not qualified, but the tailing grade is qualified, the reagent dosage of roughing bank should be adjusted. 4) If GSb<32% and WSb>0.13%, which means that the concentrate/tailing grade is not qualified, the reagent dosage of roughing bank and scavenging bank should be adjusted simultaneously. When a certain situation is satisfied, the corresponding expert rule case is chosen. And then according to the change trend of image features, the modification value of reagent dosage is given by searching a matching rule in the rule library. 5 Experimental results and discussion To verify the coordinated optimization setting method of reagent dosages proposed in this work, we adopted industrial data from an antimony flotation plant in June, 2014. In flotation process, the operators assayed and recorded the parameters including feed grade, pulp concentration, pulp particle size, concentrate grade and tailing grade. At the same time, reagent dosages of the roughing and scavenging bank were recorded. And then, the matching image features in the flotation monitoring system were collected. The case description of the presetting mode consisted of the objective concentrate grade, the objective tailing grade, feed grade, pulp concentration, pulp particle size and feed flow. The case solutions were add reagents in the roughing bank and scavenging bank. The weight coefficient of the case was λm={λ1, λ2, λ3, λ4, λ5, λ6}={0.6571, 0.5481, 0.6713, 0.4319, 0.5013, 0.5801}. There were 64 expert rules for roughing process and 7 expert rules for scavenging process in the rule library. The reagent adjustment time interval was set to be 8 min. When some disturbance occurred in the antimony flotation process, reagent dosages calculated by the proposed method were given, including aerofloat, xanthate, 2nd oil, copper sulfate and lead nitrate in the roughing bank, and xanthate, copper sulfate and lead nitrate in the scavenging bank. Figures 3 and 4 show the dosages of xanthate using two different methods (the manual mode and the proposed method) in roughing bank and scavenging bank respectively. Figure 5 shows the dosages of aerofloat using two different methods in the roughing bank. Figure 3 Dosages of xanthate using two different methods in roughing bank As seen from Figures 3–5, the change trend of reagent dosages is consistent using two different methods to a certain degree. It is important to note that, if the regulated value of the reagent dosage is greater than 20 mL/min, the monitor system will sound an alarm to inform the operators that the pulp level needs to be regulated. Figure 4 Dosages of xanthate using two different methods in scavenging bank Figure 5 Dosages of aerofloat using two different methods in roughing bank At last, 30-day industrial tests were performed to evaluate the effectiveness of the proposed method applied in the antimony flotation process. The operators can be divided into three shifts: first shift, second shift and third shift. The experiment time can be divided into morning shift (0:00–8:00), afternoon shift (8:00–16:00) and night shift (16:00–24:00). To avoid the effect brought by different experiment time, the experiments are only conducted at a fixed shift. When the 8th day arrives, the operators will change their shift with other that two groups of operators. That means that all the operators have the chance to work at any time (morning shift, afternoon shift and night shift). Among them, the second shift is chosen to use the proposed coordinated optimization method, and other two shifts use the manual method. Figure 6 shows Sb feed grade, tailing grade and concentrate grade of different shifts during the experiment. As we can see from Figure 6(a), changes of feed grades are small in three different shifts. Figure 6(b) shows that, under this situation the feed grade changes little; the tailing grade of second shift is lower than the other two shifts. Figure 6(c) shows concentrate grades of all shifts are relatively close and all are greater than 32%, which can meet the needs of the enterprise. Table 8 shows the qualification rate and standard deviation [21] of the tailing grade in three different shifts. Table 9 shows some reagent consumption using two different methods during the experiment. Figure 6 Sb feed grade, tailing grade and concentrate grade of different shift during experiment: Table 8 Result comparison of different shifts Table 9 Average reagent consumption of different shifts during experiment As seen from Table 8, the tailings qualification rate of the second shift is 96.67%, and the tailings standard deviation is 0.0142, lower than the other two shifts. These show that the coordinated optimization method proposed in this work reduces fluctuation of the tailings indicators and makes the working condition relatively stable while guaranteeing the tailing grade qualification. As seen from Table 9, reagent consumptions of second shift are much less than the other two shifts. 6 Conclusions In this work, a coordinated optimization method for dosage reagent based on key characteristics variation tendency and case-based reasoning is proposed. When feed parameters have a noticeable change, the presetting reagent dosage can be updated instantly through case retrieval and matched by the built presetting model. When the concentrate/tailing grade cannot meet the requirements, the corresponding expert library is selected to modify the reagent dosage. The simulation results of industrial data and industrial experiment in antimony flotation process show that the proposed method makes the dosage adjustment more stable and reduces the cost of reagent dosage. It can lay a foundation for optimizing the whole process of flotation. It should be noted that this coordinated optimal setting method for reagent dosage in this work is based on the multiple reagents in antimony flotation process and it cannot be copied completely for other flotation targets. The detailed rules in this method must be modified before applying it to other kinds of flotation process. References [1] JOVANOVIC I, MILJANOVIC I. Contemporary advanced control techniques for flotation plants with mechanical flotation cells–A review [J]. Minerals Engineering, 2015, 70: 228–249. [2] MORAR S H, HARRIS M C, BRADSHAW D J. The use of machine vision to predict flotation performance [J]. Minerals Engineering, 2012, 36(10): 31–36. [3] ZHOU Kai-jun, YANG Chun-hua, GUI Wei-hua. Clustering-driven watershed adaptive segmentation of bubble image [J]. Journal of Central South University of Technology, 2010,17(5): 1049–1057. [4] PEREZ-CORREA R, GONAALEZ G, CASALI A. Dynamic modeling and advanced multivariable control of conventional flotation circuits [J]. Minerals Engineering, 1998, 11(4): 333–346. [5] HODOUIN D, BAZIN C, GAGNON E. Feed forward- feedback predictive control of a simulated flotation bank [J]. Power Technology, 2000, 108(2): 173–179. [6] NAIK P K, REDDY P, MISRA V N. Interpretation of interaction effects and optimization of reagent dosages for fine coal flotation [J]. International Journal of Mineral Processing, 2005, 75(1): 83–90. [7] ZHU Jian-yong, GUI Wei-hua, YANG Chun-hua. Probability density function of bubble size based reagent dosage control for flotation process [J]. Asian Journal of Control, 2014, 16(3): 765–777. [8] LIU J J, MACGREGOR J F. Froth-based modeling and control of flotation processes [J]. Minerals Engineering, 2008, 21(6): 642–651. [9] GENG Zeng-xian, CHAI Tian-you. Intelligently optimal index setting for flotation process by CBR [J]. Journal of Northeastern University: Natural Science, 2008, 29(6): 761–764. (in Chinese) [10] ZHOU Ping, CHAI Tian-you, WANG Hong. Intelligent optimal-setting control for grinding circuits of mineral processing process [J]. IEEE Transactions on Automation Science & Engineering, 2009, 6(4): 730–743. [11] LI Hai-bo, ZHENG Xiu-ping, CHAI Tian-you. Hybrid intelligent optimal control in flotation processes [J]. Journal of Northeastern University: Natural Science, 2012, 33(1): 1–5. (in Chinese) [12] CAO Bin-fang, XIE Yong-fang, GUI Wei-hua. Integrated prediction model of bauxite concentrate grade based on distributed machine vision [J]. Minerals Engineering, 2013, 53: 31–38. [13] KAARITINEN J, HATONEN J, HYOTYNIEMIH, MIETTUNEN J. Machine-vision-based control of zinc flotation—A case study [J]. Control Engineering Practice, 2006, 14: 1455–1466. [14] GIANNI B, PATRICK P J, JAYSON T J. Application of numerical image analysis to process diagnosis and physical parameter measurement in mineral processes-Part I: Flotation control based on froth textural characteristics [J]. Minerals Engineering, 2006, 19(6–8):734–747. [15] ZHU Jian-yong, GUI Wei-hua, YANG Chun-hua. Probability density function of bubble size based reagent dosage predictive control for copper roughing flotation [J]. Control Engineering Practice, 2014, 29: 1–12. [16] ZHAO Hong-wei, XIE Yong-fang, JIANG Zhao-hui, XU De-gang, YANG Chun-hua. An intelligent optimal setting approach based on froth features for level of flotation cells [J]. Acta Automatica Sinica, 2014, 40(6): 1086–1097. (in Chinese) [17] WANG Ya-lin, CHEN Xiao-fang, ZHOU Xiao-jun, et al. Hybrid intelligence model based on image features for the prediction of flotation concentrate grade [J]. Abstract and Applied Analysis, 2014, Article ID 401380. DOI: http://dx. doi.org/10.1155/2014/401380. [18] WU Jia, XIE Yong-fang, YANG Chun-hua. An unsupervised reduction method for the selection of flotation froth image characters and its application [J]. Information and Control, 2014, 43(3): 314–317, 333. (in Chinese) [19] KAARTIINEN J. Image analysis in mineral flotation [D]. Helsinki: Helsinki University of Technology Control Engineering Laboratory, 1999. [20] CAO Bin-fang, XIE Yong-fang, YANG Chun-hua, GUI Wei-hua, WANG Xiao-li. Integrated modeling for production index of bauxite flotation based on multi-source data [J]. Control Theory & Applications, 2014, 31(9): 1252–1261. (in Chinese) [21] LI Yong-gang, GUI Wei-hua. Optimal control for zin solution purification based on interacting CSTR models [J]. Journal of Process Control, 2012, 22(10): 1878–1889. (Edited by YANG Hua) 中文导读 锑浮选过程粗选扫选工序的药剂量协调优化方法 摘要:在浮选过程中不同工序药剂的调节对最终生产指标均有不同程度的影响,且难以使用数学模型对此进行有效描述,为此提出一种基于关键特征变化趋势和案例推理的药剂量协调优化方法。在分析锑浮选过程中药剂量专家调节方式的基础上,构建基于案例推理的粗选–扫选工序药剂量预设定模型;采用敏感性指数计算粗选、扫选工序对药剂量变化敏感的关键特征,提出基于关键特征变化趋势的粗选工序药剂量修正规则库;同时,利用粗选关键特征变化趋势预测获取扫选工序关键特征变化趋势,建立扫选工序的药剂修正规则库进行提前补偿;最后,采用预估模型进行指标的分类判断,实现不同工序的药剂修正。某锑浮选过程工业数据的验证说明所提方法的有效性,能有效稳定锑浮选的精矿品位和尾矿品位。 关键词:泡沫浮选;图像特征;优化控制;协调优化 Foundation item: Project(61725306) supported by the National Science Foundation for Distinguished Young Scholars of China; Projects(61473318, 61403136, 61703157, 61751312) supported by the National Natural Science Foundation of China; Project(16C0940) supported by Foundation of Hunan Educational Committee, China Received date: 2016-04-21; Accepted date: 2017-12-01 Corresponding author: XIE Yong-fang, Professor; Tel: +86–731–88830765; E-mail: yfxie@csu.edu.cn; ORCID: 0000-0002-2060-6574. (8)
(8) (9)
(9) (10)
(10)

 (11)
(11)

 and
and  are respectively used to represent the interval limitation variables of average size, size variance, gray and chromaticity color. The values are +1, 0 and –1.
are respectively used to represent the interval limitation variables of average size, size variance, gray and chromaticity color. The values are +1, 0 and –1.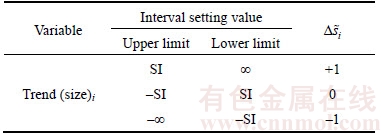

 represents output variables, where
represents output variables, where  represents the adjustment value of xanthate, △u1b represents the adjustment value of aerofloat, △u1o represents the adjustment value of 2nd oil, △u1s represents the adjustment value of the copper sulfate and △u1p represents the adjustment value of lead nitrate. The adjustment ranges of reagents are shown in Table 4.
represents the adjustment value of xanthate, △u1b represents the adjustment value of aerofloat, △u1o represents the adjustment value of 2nd oil, △u1s represents the adjustment value of the copper sulfate and △u1p represents the adjustment value of lead nitrate. The adjustment ranges of reagents are shown in Table 4.

 should be found. The corresponding compensation value for the reagent dosage
should be found. The corresponding compensation value for the reagent dosage  can then be decided.
can then be decided.


 };
};
 in scavenging process matching roughing process are used as the model output, where
in scavenging process matching roughing process are used as the model output, where  is used to represent the interval limitation variable of
is used to represent the interval limitation variable of . is the change trend of gray value in scavenging bank at the ith moment, and
. is the change trend of gray value in scavenging bank at the ith moment, and  where
where  is the average gray value at the ith moment;
is the average gray value at the ith moment;  is the average gray value at the (i–1)th moment;
is the average gray value at the (i–1)th moment;  represents the interval limitation variable of .
represents the interval limitation variable of . is the change trend of the brightness in scavenging process at the ith moment, and
is the change trend of the brightness in scavenging process at the ith moment, and  where Sci is the average brightness at the ith moment and Sci–1 is the average brightness at the (i–1) th moment.
where Sci is the average brightness at the ith moment and Sci–1 is the average brightness at the (i–1) th moment.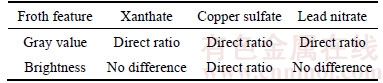
 represents output variables, where △u2h is the adjustment value of xanthate, △u2s is the adjustment value of copper sulfate, △u2p is the adjustment value of lead nitrate. On the basis of the above analysis and operators’ experience, a compensation rule for scavenging bank is listed in Table 7. When a certain rule is satisfied, the corresponding reagent dosage compensation can be found.
represents output variables, where △u2h is the adjustment value of xanthate, △u2s is the adjustment value of copper sulfate, △u2p is the adjustment value of lead nitrate. On the basis of the above analysis and operators’ experience, a compensation rule for scavenging bank is listed in Table 7. When a certain rule is satisfied, the corresponding reagent dosage compensation can be found.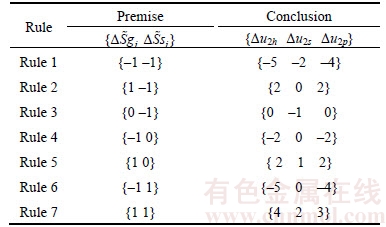
 (12)
(12) and WSb≤0.13%, which means that the concentrate/tailing grade satisfies the requirement, the reagent dosage doesn’t need to be modified;
and WSb≤0.13%, which means that the concentrate/tailing grade satisfies the requirement, the reagent dosage doesn’t need to be modified; and WSb>0.13%, which means that the concentrate grade is qualified, the tailing grade is not. Therefore, the reagent dosage of roughing bank should be significantly increased, and the reagent dosage of scavenging bank only needs to fine tune.
and WSb>0.13%, which means that the concentrate grade is qualified, the tailing grade is not. Therefore, the reagent dosage of roughing bank should be significantly increased, and the reagent dosage of scavenging bank only needs to fine tune.