文章编号: 1004-0609(2005)06-0912-05
镁合金的活性电弧焊接
张兆栋, 刘黎明, 沈 勇, 王 来
(大连理工大学 三束材料表面改性国家重点实验室, 大连 116024)
摘 要: 在不同的电流条件下, 研究了9种常见氧化物、 氟化物、 氯化物活性剂在镁合金交流氩弧焊及变极性等离子焊弧中的行为。 结果表明: 活性剂TiO2、 Cr2O3、 AlF3、 NiCl2、 CdCl2、 ZnCl2、 MgCl2使镁合金交流氩弧焊焊缝熔深增加; MgF2、 SiO2使镁合金交流氩弧焊焊缝熔深减小; TiO2、 SiO2、 Cr2O3、 AlF3、 NiCl2、 CdCl2使镁合金变极性等离子弧焊焊缝熔深增加; MgF2、 ZnCl2、 MgCl2使镁合金变极性等离子弧焊焊缝熔深减小; 活性剂对镁合金交流氩弧焊焊缝熔深增加的作用大于对镁合金变极性等离子弧焊的; 电弧收缩是活性剂使得镁合金电弧焊焊缝熔深增加的原因之一; 活性剂的加入使得焊缝的晶粒比未涂敷活性剂时粗大。
关键词: 镁合金; 活性焊接; 交流氩弧焊; 变极性等离子弧焊
中图分类号: TG401 文献标识码: A
Activating flux for arc welding of magnesium alloy
ZHANG Zhao-dong, LIU Li-ming, SHEN Yong, WANG Lai
(State Key Laboratory of Material Surface Modification by Laser, Ion and Electronic Beams,
Dalian University of Technology, Dalian 116024, China)
Abstract: The behavior of nine kinds of familiar fluxes including oxide, chloride, fluoride in the AC-TIG and variable polarity plasma arc(VPPA) welding of magnesium were studied under the condition of different welding currents and arc stiffness. The results show that in the magnesium AC-TIG welding, the fluxes as TiO2, Cr2O3, AlF3, NiCl2, CdCl2, ZnCl2, MgCl2 all increase weld penetration, MgF2, SiO2 fluxes reduce the weld penetration, while in the VPPA welding, TiO2, SiO2, Cr2O3, AlF3, NiCl2, CdCl2 fluxes increase the weld penetration, MgF2, ZnCl2, MgCl2 fluxes reduce the weld penetration. However, the increase of weld penetration is not obvious for VPPA welding comparing with AC-TIG welding. Besides, the contraction of the arc is one of the reasons increasing the weld penetration, and the crystal grain size of the weld with flux is bigger than that without flux.
Key words: magnesium alloy; activating flux weld; AC-TIG welding; variable polarity plasma arc welding
近年来, 活性焊接法引起了世界范围内人们的高度重视。 活性焊接法在钨极氩弧(TIG)焊中应用较早, 已形成A-TIG(Activating flux TIG)焊的概念。 A-TIG焊最早是由Gurevich等[1]在20世纪60年代研制出来的。 A-TIG焊接法是在焊前将母材表面涂覆上一层活性剂, 在相同的焊接规范下, 与常规TIG焊相比, 该方法可大幅度提高焊缝熔深, 提高幅度最大可达300%。
目前活性焊接法在材料方面的应用研究主要针对不锈钢、 碳钢、 镍基合金和钛合金等。 在焊接方法上, 除了TIG焊, 等离子弧焊(PAW)、 电子束焊(EBW)、 激光焊(LBW)的应用也有人开始进行研究[2-4]。 关于活性剂增加焊缝熔深的机理, 电弧收缩理论和表面张力梯度理论的影响最大, 但是人们的认识还不统一[5、 6], 成为近年来研究的热点[7-10]。 由于近年来被誉为“21世纪绿色工程材料”的镁合金的研究越来越受到人们的重视, 镁合金的A-TIG研究也开展起来, Marya和Edwards[11, 12]在镁合金表面涂敷氯化物, 采用直流氩弧焊在镁合金板材上堆焊, 研究氯化物活性剂在镁合金焊接中的作用, 发现氯化物可以提高镁合金TIG焊熔深和深宽比, 认为熔深的增加是由于活性剂的加入增加了电弧电压即增加了热输入, 并且与氯化物MClx中M元素的第一电离能有关。 目前镁合金最普遍采用的焊接方法是交流氩弧焊, 活性剂在镁合金交流氩弧焊中的作用及其机理的研究还未见报道。 本文作者研究了活性剂对镁合金交流氩弧焊(交流TIG)焊缝熔深的影响, 并在此基础上研究了活性剂在变极性等离子弧焊(Variable polarity plasma arc welding, VPPA)中的作用, 选用9种常见的氧化物、 氟化物、 氯化物活性剂在不同的电流条件下进行试验。 讨论了在不同电弧挺度条件下不同活性剂对镁合金焊接焊缝熔深的影响, 并初步筛选出能使镁合金电弧焊焊缝熔深增加的活性剂。
1 实验
实验采用尺寸为100mm×50mm×5mm的AZ31B变形镁合金板材, 进行平板堆焊, 其化学成分如表1所示。 在进行焊接之前, 对试件要进行表面清理。 实验中选用的9种活性剂包括两种氟化物(AlF3、 MgF2)、 3种氧化物(TiO2、 SiO2、 Cr2O3)、 4种氯化物(NiCl2、 CdCl2、 ZnCl2、 MgCl2)。 为了使活性剂涂敷均匀, 在使用活性剂之前对活性剂粉末进行充分的研磨, 然后混合成悬浊液, 均匀涂敷在试件表面, 为了便于和未涂敷活性剂时相比较, 焊道只涂刷一半, 示意图见图1, 涂敷区和未涂敷区一次焊接完成。
实验中采用的焊接规范参数列于表2和表3, 表2中所列为交流氩弧焊的焊接规范, 表3中所列为变极性等离子弧焊的焊接规范。 焊后在涂覆区和未涂覆区分别截取试样焊道的横截面, 制成试样后观察焊缝熔深。
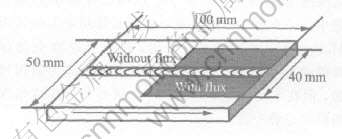
图1 试样TIG/ATIG涂敷示意图
Fig.1 Schematic diagram of specimen used in TIG/ATIG welding trials
表1 AZ31B变形镁合金板材的化学成分
Table 1 Chemical composition of AZ31B magnesium alloy(mass fraction, %)

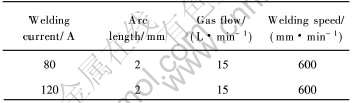
表2 交流氩弧焊中采用的焊接规范
Table 2 Welding conditions of TIG weld
2 结果与讨论
2.1 实验结果
2.1.1 活性剂对焊缝熔深的影响
图2(a)中所示为电流80A时活性交流氩弧焊焊缝熔深的变化情况, 图2(b)中所示为电流120A时活性交流氩弧焊焊缝熔深的变化情况。
从图2(a)和(b)中可以看出, 镁合金活性交流氩弧焊中, 在电流为80和120A条件下, 活性剂对焊缝熔深的影响趋势相同, 活性剂TiO2、 Cr2O3、 AlF3、 NiCl2、 CdCl2、 ZnCl2、 MgCl2使焊缝熔深增加; 活性剂MgF2、 SiO2使焊缝熔深减小。 在80和120A时增加熔深作用最大的均为CdCl2, 分别使熔深增加到205%和181%; 其次为ZnCl2, 分别使
表3 变极性等离子弧焊中采用的焊接规范
Table 3 Welding conditions of VPPA weld

熔深增加到169%和141%。 在使熔深减小的活性剂中, 80A和120A时减小熔深的作用最大的均为MgF2。 从以上结果可以看出, 镁合金活性交流氩弧焊中, 并不是所有的活性剂都能使焊缝的熔深增加, 但在不同的焊接电流条件下活性剂对焊缝熔深的影响趋势一致。
为了进一步讨论活性剂增加熔深的机理, 本文作者在镁合金活性交流TIG焊的基础上, 采用变极性等离子弧焊进行熔入型等离子弧堆焊焊接的方法研究活性剂的作用。 变极性等离子弧焊工艺是20世纪70年代初由美国波音公司采用变极性方波电源开发出来的焊接铝、 镁等轻金属的一种重要方法[13]。 等离子弧是与TIG电弧在物理本质上没有区别的一种压缩电弧, 其电弧挺度比TIG电弧的大为增加。 通过比较这两种焊接方法, 讨论了在不同电弧挺度条件下不同活性剂对镁合金焊接焊缝熔深的影响。 图2(c)所示为正极性电流是40A时活性变极性等离子弧焊焊缝熔深的变化情况, 图2(d)所示为正极性电流是80A时活性变极性等离子弧焊焊缝熔深的变化情况。
从图2(c)和(d)中可以看出, 镁合金活性变极性等离子弧焊中, 在40和80A这两种电流条件下, 活性剂对焊缝熔深的影响趋势一致, 活性剂TiO2、 Cr2O3、 SiO2、 AlF3、 NiCl2、 CdCl2使焊缝熔深增加; 活性剂MgF2、 ZnCl2、 MgCl2使焊缝熔深减小。 但在40A时增加熔深作用最大的为TiO2, 使熔深增加到137%; 其次为Cr2O3、 AlF3、 NiCl2、 CdCl2、 SiO2, 其中CdCl2使熔深增加到114%。 在80A时增加熔深作用最大的为AlF3, 可增加熔深到133%。 其次是NiCl2、 CdCl2、 TiO2、 Cr2O3、 SiO2, 其中CdCl2使熔深增加到109%。 在40A和80A时增加熔深作用最小的均为SiO2, 分别使熔深增加到110%和107%。 在使熔深减小的活性剂中, 40A和80A时减小熔深的作用最大的均为MgF2, 这与交流氩弧焊的结论一致。
从实验结果可以看出, 镁合金活性变极性等离子弧焊中起作用较大的活性剂为氧化物和氟化物, 而镁合金活性交流氩弧焊中起作用较大的活性剂为氯化物, 综合这两种焊接方法, 本文作者初步筛选出可以增加镁合金焊缝熔深的活性剂TiO2、 CdCl2、 AlF3。 从电弧挺度来说, 在这4种焊接条件下, 电弧挺度从小到大的顺序为80A交流TIG电弧、 120A交流TIG电弧、 40A VPPA电弧、 80A VPPA电弧, 随着电弧挺度的增加, 对于活性剂CdCl2来说, 增加熔深的效果反而减小, 从205%、 181%减小到114%、 109%。 从实验结果可以看出, 活性剂对电弧挺度较小的熔深增加效果最大, 可以增加到205%, 对电弧挺度较大的效果较小, 可以增加到133%。 即活性剂对等离子弧焊增加熔深的效果不如对氩弧焊增加熔深的效果明显。 说明活性剂在一定程度上使得电弧收缩, 电弧挺度较小氩弧焊电弧的电弧收缩的效果明显, 电弧挺度较大的如等离子弧因为本身已经是一种压缩电弧, 进一步收缩的能力较小, 所以增加熔深作用较小。
2.1.2活性剂对焊缝微观组织的影响
图3(a)和(b)所示是镁合金交流氩弧焊中未涂敷活性剂和涂敷活性剂时焊缝的典型微观组织, 从图中可以看出, 未涂敷活性剂时焊缝晶粒较小; 而涂敷活性剂时焊缝晶粒较大。 图3(c)和(d)所示是镁合金等离子弧焊中未涂敷活性剂和涂敷活性剂时焊缝的典型微观组织, 从图中可以看出, 活性剂的加入也使得焊缝的晶粒比未涂敷活性剂时粗大。
涂敷活性剂对焊缝微观组织产生影响。 焊接后焊缝的微观组织决定于熔池温度梯度的大小, 涂敷和未涂敷活性剂焊缝微观组织的不同就是由焊缝熔合区温度梯度的不同引起的。 在母材表面涂敷活性 剂后, 由于活性剂导热性差, 覆盖在熔池表面和热影响区表面, 使得熔池的温度梯度减小, 熔池冷却速度降低, 结晶时间变长, 导致焊缝晶粒粗大。 LIU等[14]在钛合金的A-TIG焊中也观察到活性剂的涂敷使得焊缝的晶粒变得粗大。 Marya和Edwards[11, 12]在氯化物对镁合金TIG焊的研究中也发现未涂敷活性剂时焊缝熔合区为柱状晶组织; 而涂敷CdCl2活性剂后焊缝熔合区呈枝晶状, 只是在熔合线附近观察到部分柱状晶, 其余部分为细小的树枝晶, 在柱状晶和树枝晶之间有明显的分界。
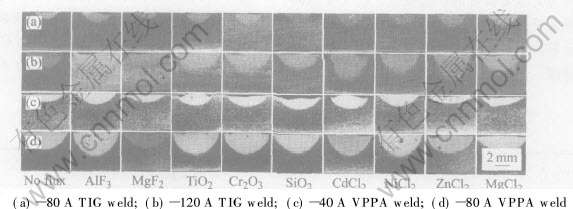
图2 不同焊接条件下活性剂对焊缝熔深的影响
Fig.2 Effects of flux on weld shape under different welding conditions
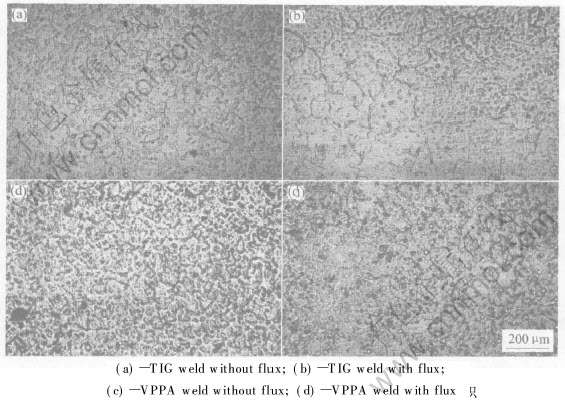
图3 镁合金未涂敷和涂敷活性剂时焊缝的典型微观组织
Fig.3 Weld bead microstructure of magnesium with and without flux
2.2 讨论
到目前为止, 针对活性剂增加入TIG焊焊缝熔深的机理已经提出了很多理论, 其中影响最大的就是“电弧收缩”理论和“表面张力梯度变化”理论, 但国际上还没有形成统一的解释, 但以前的这些研究都是针对直流电弧焊而言, 对于交流电弧焊的研究开展得还很少。 只有Sire和Marya[15, 16]进行了一种被称为FBTIG(Flux Bounded TIG)焊的类似研究, 黄勇和樊丁[17]通过交流电弧偏移试验研究了电弧导电通道电阻对铝合金交流A-TIG焊熔深的影响。 根据所做的实验结果, 对于镁合金交流电弧焊, 氧化物、 氯化物、 氟化物对熔深的影响均较为复杂, 有的能显著增加熔深, 有的增加熔深的效果不明显, 有的甚至减小熔深。 说明熔深的增加不仅与化合物的种类有关, 还与化合物中具体的元素种类有关。 另外, 本文采用的熔入型等离子弧焊焊接方法原理上与钨极氩弧焊相似, 仅在电弧形态上有所差异, 等离子弧呈圆柱形, 扩散角约5°左右而自由钨弧呈圆锥形, 其扩散角约45°, 如图4所示, 等离子弧的挺度比TIG电弧大为增加。 实验过程中随着电弧挺度的不同, 熔深增加的效果不同, 可以初步认定活性剂的加入在一定程度上改变了电弧的挺度, 电弧发生了收缩, 只是收缩的程度不同, 电弧收缩是活性剂使得镁合金电弧焊焊缝熔深增加的原因之一。 实验还发现, 电弧挺度较小时, 氯化物(CdCl2)的作用比较明显; 电弧挺度为中等时, 氧化物(TiO2)的作用比较明显; 电弧挺度很大的时候, 氟化物(AlF3)的作用又比较明显。 所以仅仅电弧收缩并不能完全解释活性剂在镁合金中的作用, 而且引起电弧收缩的原因还需进一步研究。
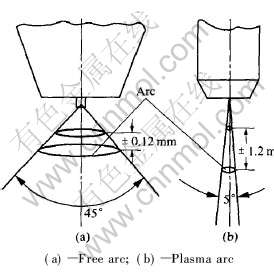
图4 自由电弧与等离子弧形态区别
Fig.4 Difference of free arc and plasma arc
3 结论
1) 在进行镁合金交流TIG焊和变极性等离子弧焊时, 在焊缝表面涂敷一定的活性剂可以改变焊缝熔深。
2) 所选的活性剂中, TiO2、 AlF3、 CdCl2使镁合金电弧焊焊缝熔深增加的效果较明显。
3) 活性剂对镁合金交流氩弧焊焊缝熔深增加的作用大于对镁合金变极性等离子弧焊的。
4) 活性剂的加入使得焊缝的晶粒比未涂敷活性剂时粗大。
5) 电弧收缩是活性剂使得镁合金电弧焊焊缝熔深增加的原因之一。
REFERENCES
[1]Gurevich S M, Zamkov V N, Kushirenko N A. Improving the penetration of titanium alloys when they are welded by argon tungsten arc process[J]. Automatic Welding, 1965, 18(9): 1-5.
[2]Lucas W, Howse D. Activating flux-increasing the performance and productivity of the TIG and plasma processes[J]. Welding & Metal Fabrication, 1996(1): 11-17.
[3]张瑞华, 樊丁. 活性电子束焊接法研究[J]. 机械工程学报, 2004, 40(2): 132-135.
ZHANG Rui-hua, FAN Ding. Activating electron beam welding[J]. Chinese Journal of Mechanical Engineering, 2004, 40(2): 132-135.
[4]FAN Ding, ZHANG Rui-hua, Nakatak K, et al. YAG laser welding with surface activating flux[J]. China Welding, 2003, 12(2): 83-86.
[5]Simonik A G. The effect of contraction of the arc discharge upon the introduction of electronegative elements[J]. Welding Production, 1976(3): 49-51.
[6]Heiple C R, Roper J R. Mechanism for minor element effect on TIG fusion zone geometry[J]. Welding Journal, 1982, 61(4): 97s-102s.
[7]LU Shan-ping, Fujii H, Sugiyama H, et al. Mechanism and optimization of oxide fluxes for deep penetration in gas tungsten arc welding[J]. Metall Mater Trans A, 2003, A34: 1901-1907.
[8]Paillard P, Saindrenan J. Effect of activating fluxes on the penetration capability of the TIG welding arc: study of fluid-flow phenomena in weld pools and the energy concentration in the anode spot of a TIG arc plasma[J]. Materials Science Forum, 2003, 426-432: 4087-4092.
[9]Bonnefois B. A-TIG welding of high nitrogen alloyed stainless steels: a metallurgically high-performance welding process[J]. Welding International, 2004, 18(3): 208-212.
[10]Niagaj J. The use of activating fluxes for the welding of high-alloy steels by A-TIG method[J]. Welding International, 2003, 17(4): 257-261.
[11]Marya M, Edwards G R. Chloride contributions in flux-assisted GTA welding of magnesium alloys[J]. Welding Journal, 2002, 81(12): 291s-298s.
[12]Marya M. Theoretical and experimental assessment of chloride effects in the A-TIG welding of magnesium[J]. Welding in the World, 2002, 46(7/8): 7-21.
[13]Tomsic M, Barhorst S. Key hole plasma arc welding of aluminum with variable polarity power[J]. Welding Journal, 1984, 63(2): 25-32.
[14]LIU Feng-yao, YANG Chun-li, LIN San-bao. Effect of weld microstructure on weld properties in A-TIG welding of titamium alloy[J]. Trans Nonferrous Met Soc China, 2003, 13(4): 876-880.
[15]Sire S, Marya S. New perspectives in TIG welding of alliuminum through flux application on FBTIG process[A]. Ohji T. Proc of the 7th Symp[C]. Kobe: JWS, 2001. 113-118.
[16]Sire S, Marya S. Productivity gains by flux bounded TIG welding of aluminum[J]. Materials Science Forum, 2003, 426-432: 4033-4038.
[17]黄勇, 樊丁. 铝合金交流A-TIG焊熔深增加机理的研究—导电通道电阻对焊缝熔深的影响[J]. 焊接, 2003(4): 9-11.
HUANG Yong, FAN Ding. Mechanism of weld penetration increase of AC A-TIG welding for aluminum alloy[J]. Welding, 2003(4): 9-11.
(编辑龙怀中)
基金项目: 国家高技术研究发展计划资助项目(2002AA331160); 教育部新世纪优秀人才支持计划资助项目
收稿日期: 2004-10-18; 修订日期: 2005-03-11
作者简介: 张兆栋(1981-), 男, 博士研究生.
通讯作者: 张兆栋, 博士研究生; 电话: 0411-84707817; E-mail: skyezzd@student.dlut.edu.cn

