

Trans. Nonferrous Met. Soc. China 22(2012) 516-520
Effect of Ta addition on mechanical properties of 7715D titanium alloy
WANG Li-qiang, LV Wei-jie, LV Jian, QIN Ji-ning, ZHANG Di
State Key Laboratory of Metal Matrix Composites, Shanghai Jiao Tong University, Shanghai 200240, China
Received 23 April 2011; accepted 5 June 2011
Abstract: The 7715D titanium alloy added with 2.1% Ta element, nominated as 2Ta, was successfully synthesized using common casting and hot-forging technology. Two kinds of heat treatments were adopted. The phase analysis was identified by XRD. The microstructures were observed by optical microscopy (OM) and scanning electron microscopy (SEM). Both room-temperature and high-temperature tensile properties were tested. The results show that the addition of Ta element plays an important role in the mechanical properties of 7715D titanium alloy, which strengths the alloy seriously.
Key words: titanium alloy; mechanical property; phase transformation
1 Introduction
Titanium alloys are considered one of the competitive high temperature structure materials, which have the potentials to be widely used in aerospace, industrial sectors and medical fields due to their low density, high specific strength, elevated temperature resistance, high elastic modulus to mass and high corrosion resistance. Nowadays, with the increase of applications in high-temperature fields, titanium alloys with excellent high-temperature performances are required [1-6].
Recently, titanium matrix composites (TMCs) have been studied as the favorable materials for their high strength, excellent wear resistance and high-temperature durability, which extend the fields to aerospace, advanced weapon system and automotive [7]. TiB, TiC and LaB6, which were considered reinforcements with predominant physical properties, were in situ synthesized in titanium matrix composites (TMCs) [8-10]. Much research work has been carried out about the mechanical properties and microstructures of titanium matrix composites [11,12].
As known that 7715D titanium alloy serves as an important structural material for aero-application above 600 °C. The mechanical properties of in situ synthesized 7715D TMCs have been studied [13-15]. In order to improve the room-temperature tensile properties and high-temperature properties of titanium alloy, certain strengthening element was considered to add to 7715D titanium alloy. However, by now, few researches have been carried out on the effect of the element addition on the mechanical properties of 7715D titanium alloy. In this work, the effect of Ta addition and heat treatments on microstructure and mechanical properties of 7715D titanium alloy has been studied.
2 Experimental
The 7715D titanium alloy with 2.1% Ta element (2Ta) was synthesized by consumable vacuum arc remelting and hot-forging. The raw materials were grade I sponge titanium. Alloying materials for synthesizing 7715D titanium alloy were TiSn, AlMo, NbTa, Al, Zr, Si and Ce. The nominal composition (mole fraction, %) of 7715D high-temperature titanium alloy is Ti-6Al-3Sn-2Zr- 2Mo-2Nb-Si(trace)-Ce(trace).
The material was melted three times to ensure the homogeneity of the alloy. After casting, the ingots were hot forged between 1100 °C and 1150 °C, followed by hot rolling between 960 °C and 1010 °C. The final rod was about 15 mm in diameter with the reduction of 75% in cross-section area. The specific β transition temperature for 7715D-2Ta was (1090±5) °C. Two kinds of different heat treatments were carried out on 7715D-2Ta, including one solid-solution treated at 980 °C for 1 h and post-treatment at 570 °C for 3 h (abbreviated as HT1), and the other heat treated at Tβ+20 °C and then also treated at 570 °C for 3 h (abbreviated as HT2).
Phase identification was carried out via X-ray diffraction (XRD) using a D/max2550 V X-ray diffraction under the conditions of Cu Kα, 40 kV, and 100 mA. Microstructure observations were carried out by optical microscopy (OM). Samples for optical microscopy were directly cut from the rods. The specimens were prepared using conventional techniques of grinding and mechanical polishing. The specimens were etched with 10 mL HF+30 mL HNO3+60 mL H2O. JSM-6700F scanning electron microscopy (SEM) was used to examine the microstructures of the specimens. Transmission electron microscopy (TEM) foils were prepared by argon ion milling. The foils were examined in a JEM-200CX electron microscope operated at 200 kV. Specimens with a gauge section of 6 mm×30 mm were tested on a MTS-810 materials testing machine at a strain rate of 1.0×10-3 s-1 at room temperature. The high-temperature tensile specimens with a gauge section of 16 mm×4 mm×2 mm were prepared from the above bars by electro-spark wire-electrode cutting. The high-temperature tensile test was carried out on a CSS-3905 materials testing machine. The tensile temperatures were 600,650 and 700 °C and the strain rates were 1.0×10-2, 1.0×10-3 and 1.0×10-4 s-1, respectively.
3 Results and discussion
3.1 Microstructure and phase transformation
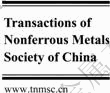
Figure 1 shows the optical micrographs of heat treated 7715D titanium alloy with 2Ta addition. As shown in Fig. 1(a), after being heated by HT1, equiaxed (E) structure was obtained. Lamellar (L) α phase was observed when the specimen was treated at 1110 °C (Tβ+20 °C). As the white arrows shown in Fig. 1(b), granular precipitate dispersed in the basket-like structure.
Figure 2 shows the X-ray diffraction pattern of the studied alloys. The phases of 7715D-2Ta with lamellar structure solute-treated at 1110 °C were the same as those of the specimens with equiaxed structure, as mentioned above. Therefore, it can be judged that both the addition of Ta and heat treatment temperature have little influence on the phase transformation for the studied alloys.
3.2 Mechanical properties
3.2.1 Room temperature tensile properties
Table 1 shows the room temperature tensile properties of 7715D-2Ta titanium alloy with equiaxed and lamellar microstructure. By comparing with in situ synthesized 7715D titanium matrix composites[9], the addition of Ta element led to significantly increase of room temperature yield strength and ultimate strength in 7715D-2Ta titanium alloy with equiaxed microstructure. The reason can be attributed to the solid-solution effects of Ta addition. In addition, it was indicated that 7715D-2Ta titanium alloy with equiaxed microstructure displayed higher room temperature yield strength and ultimate strength than 7715D-2Ta titanium alloy with lamellar microstructure. The lamellar microstructure was obtained at high temperature during the solution treatment. The higher the temperature was, the thicker the lamellar became, which was disadvantaged to the tensile strength of the alloy. According to the room temperature tensile properties shown in Table 1, higher tensile strength was attributed to the equiaxed microstructure.
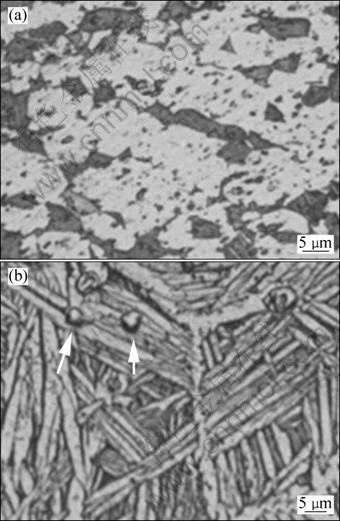
Fig. 1 Optical micrographs of 2Ta after heat-treatment: (a) HT1, 2Ta (equiaxed); (b) HT2, 2Ta (lamellar)
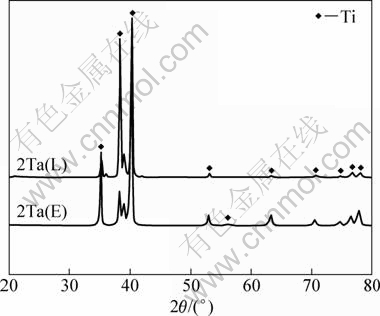
Fig. 2 X-ray diffraction patterns of titanium alloys
Table 1 Room temperature tensile properties of 7715D-2Ta alloys
3.2.2 High-temperature tensile properties
The high-temperature tensile tests of 7715D titanium alloy with 2Ta addition were carried out at 600, 650 and 700 °C, respectively. The strain rate of high-temperature tensile test is 10-3s-1. Table 2 shows the high-temperature tensile strength and elongation of titanium alloy. Each datum in Table 2 was the average tensile properties of three specimens under the same condition. With the increase of tensile temperature, the tensile strength decreased and the fracture strains increased. By comparing with the high-temperature tensile strength of in situ synthesized 7715D titanium matrix composites reported [14], the high-temperature tensile strength of 2Ta addition alloy showed a higher value, which can be considered an important mechanical property for the application of 7715D titanium alloy in high temperature field. In addition, higher high-temperature tensile strength was obtained in the specimens with equiaxed microstructures. As mentioned above, the room temperature tensile properties of 7715D-2Ta titanium alloy are shown in Table 1. The solid solution strengthening of Ta addition improved the deformation resistance, which strengthened the titanium alloy. Higher high-temperature strength was obtained in the specimen with equiaxed microstructure.
Table 2 High-temperature tensile properties of 7715D -2Ta alloys
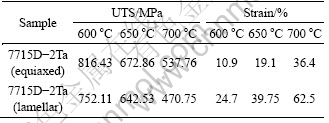
Figure 3 shows the SEM images of the high temperature tensile fracture surfaces under the strain rate of 10-3 s-1. In Fig. 3(a), for the specimen of equiaxed 7715D-2Ta alloy, a lot of quasi-cleavage fracture surface and river-like pattern were observed in the high-temperature tensile fracture at 600 °C. Brittle cleavage fracture occurred in the specimen which was in accordance with the low plasticity of the high- temperature tensile properties. In Fig. 3(b), a large number of dimples, and a small amount of quasi-cleavage plane can be observed in the specimen with lamellar microstructure at 600 °C high-temperature tensile fracture, which indicated that the material was dominated by ductile fracture, and also the coexistence of brittle and plastic fracture. When the temperature was 700 °C, as shown in Figs. 3(c) and (d), a large number of dimples appeared in both specimens with equiaxed and lamellar microstructure on the fracture surface, which showed a good plasticity in accordance with the high-temperature tensile properties.
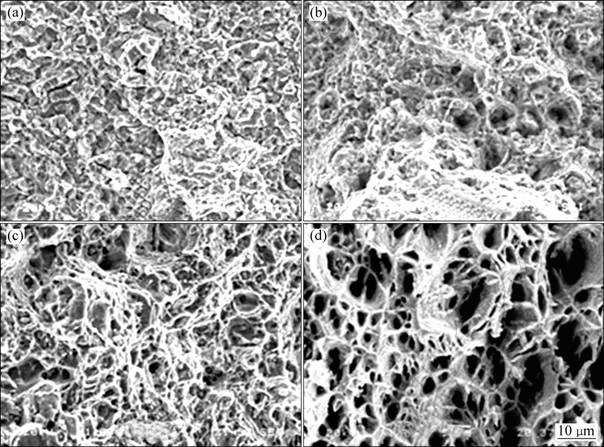
Fig. 3 SEM images of high-temperature fracture surfaces at strain rate of 10-3 s-1: (a) Equiaxed, 600 °C; (b) Lamellar, 600 °C; (c) Equiaxed, 700 °C; (d) Lamellar, 700 °C
Figure 4 shows SEM images of specimens along the cross section after high-temperature tensile fracture at the strain rate of 10-3 s-1. In Fig. 4(a), a large number of transgranular cracks were observed in the specimen of equiaxed microstructure when the tensile temperature was 600 °C. It was indicated that the equiaxed microstructure was not so good at resisting crack growth. Before plastic deformation occurring, rapid expansion of the cracks led to the failure fracture of the specimen, which showed lower elongation. As for the lamellar microstructure, little crack growth can be observed obviously, as shown in Fig. 4(b).
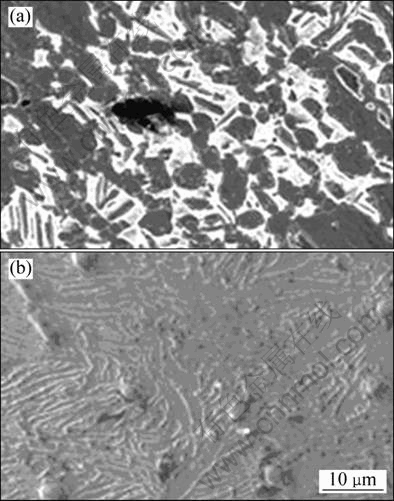
Fig. 4 SEM images of high-temperature tensile specimens along cross section at strain rate of 10-3 s-1: (a) Equiaxed, 600 °C; (b) Lamellar, 600 °C
Figures 5 and 6 show the high-temperature tensile strengths and fracture strains of the 7715D-2Ta at different strain rates. The strain rates were 10-2, 10-3 and 10-4 s-1, respectively. As shown in Figs. 5 and 6, with the increase of temperature, the strength of specimens decreased and the elongation increased. When the temperature was 600 °C, for both equiaxed microstructure and lamellar microstructure, the highest tensile strength can be obtained when the strain rate was 10-3 s-1. While at 650 °C and 700 °C, with the decrease of the strain rate, the strength of 7715D-2Ta alloy decreased and the elongation increased. By comparing with the equiaxed microstructure and lamellar microstructure, it was found that the strength of specimens with equiaxed microstructure was higher than that of lamellar microstructure. However, only at 700 °C under the strain rates of 10-2, 10-4 s-1 and at 650 °C under the strain rate of 10-4 s-1, the strength of specimens with lamellar microstructure was higher than that of equiaxed microstructure. In addition, higher elongation about 106.56% was obtained in equiaxed 7715D-2Ta alloy at 700 °C at the strain rate of 10-4 s-1.
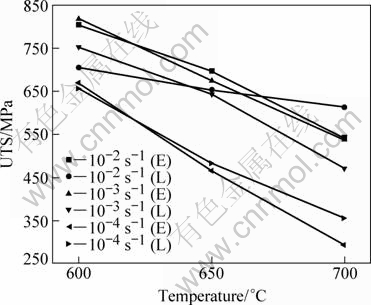
Fig. 5 High-temperature tensile strengths of 7715D-2Ta alloy at different strain rates
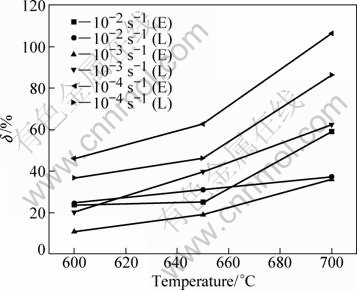
Fig. 6 High-temperature fracture strains of 7715D-2Ta alloy with different strain rates
Generally, the deformation compatibility of the specimen with equiaxed microstructure was much better than that of lamellar microstructure. However, during the processing of deformation at higher temperature and lower strain rate, the cluster α phase with lamellar microstructure, which had an inconsistent orientation, prevented the cracks from expanding more effectively. Therefore, the necking caused by the rapid expansion of cracks was avoided. On the other hand, compared with the α phase with lamellar microstructure, the flow stress of the specimen with equiaxed microstructure was much lower. The lamellar α phase which has an inconsistent orientation played an important role in hindering the slipping of dislocations, which strengthened the specimen largely.
4 Conclusions
1) The yield strength and ultimate strength at room temperature of 7715D-2Ta alloy with lamellar microstructures are lower than those with equiaxed microstructure and higher elongation is obtained in the specimen with lamellar microstructure.
2) The addition of Ta element strengths the 7715D alloy seriously, which shows higher strength compared with in situ synthesized 7715D titanium matrix composites.
3) Similar characteristic can be found in high-temperature tensile tests for both kinds of specimens at the strain rate of 10-3 s-1. Only at 700 °C, under the strain rates of 10-2, 10-4 s-1, and at 650 °C under the strain rate of 10-4 s-1, the strength of specimens with lamellar microstructure is higher than that with equiaxed microstructure.
References
[1] SCHUTZ R W, WATKINS H B. Recent developments in titanium alloy application in the energy industry [J]. Materials Science and Engineering A, 1998, 243(1-2): 305-315.
[2] LUO Guo-zhen, LIU Run-ze. Non-aerospace application of Ti materials with a great many social and economic benefits in China [J]. Materials Science and Engineering A, 2000, 280(1): 25-29.
[3] HAMOUDA G. Microstructure and fatigue crack growth mechanisms in high temperature titanium alloys[J]. International Journal of Fatigue, 2010, 32(9): 1448-1460.
[4] CAI Jian-ming, HUANG Xu, CAO Chun-xiao, MA Ji-min. Thermal stability of TG6 titanium alloy and its partial resumption at high temperature[J]. Rare Metal Materials and Engineering, 2010, 39(11): 1893-1898.
[5] CHANG Ming-Chih, LUO Chin-Wan, HUANG Mao-Wuan, OU Keng-Liang, LIN Li-Hsiang, CHENG Hsin-Chung. High- temperature microstructural characteristics of a novel biomedical titanium alloy [J]. Journal of Alloys and Compounds, 2010, 499(2): 171-175.
[6] BHOWMIK S, BENEDICTUS R, POULIS J A, BONIN H W, BUI V T. High-performance nanoadhesive bonding of titanium for aerospace and space applications [J]. International Journal of Adhesion and Adhesives, 2009, 29(3): 259-267
[7] TJONG S C, MAI Y W. Processing-structure-property aspects of particulate- and whisker-reinforced titanium matrix composites [J]. Composites Science and Technology, 2008, 68(3-4):583-601.
[8] SOBOYEJO W O, LEDERICH R J, SASTRY S M. Mechanical behavior of damage tolerant TiB whisker-reinforced in situ titanium matrix composites [J]. Acta Metall Mater, 1994, 42(8): 2579-2591.
[9] XIAO Lv, QIN Ji-ning, CHEN Yi-fei, ZHANG Di, WANG Min-min, ZHU Feng, JI Bo. Steady state creep of in situ TiB plus La2O3 reinforced high temperature titanium matrix composite [J]. Materials Science and Engineering A, 2009, 499(1-2): 500-506.
[10] WANG Li-qiang, L? Wei-jie, QIN Ji-ning, ZHANG Di, ZHANG Fan. Microstructure and superelasticity of in situ synthesized (TiB+La2O3)/Ti-alloy composites with different mass fraction of LaB6[J]. Materials Science and Engineering A, 2010, 527(4-5): 1058-1062.
[11] RADHAKRISHNA B B, SUBRAMANYAM J, BHANU P V. Preparation of Ti-TiB-TiC & Ti-TiB composites by in-situ reaction hot pressing [J]. Materials Science and Engineering A, 2002, 325: 126-130.
[12] ZHANG Xing-hong, XU Qiang, HAN Jie-cai, KVANIN V L. Self-propagating high temperature combustion synthesis of TiB/Ti composites [J]. Materials Science and Engineering A, 2003, 348: 41-46.
[13] WANG Pan, QIN Ji-ning, L? Wei-jie, CHEN Yi-fei. Creep behavior of in situ synthesized 7715D titanium matrix composite [J]. Mater Trans, 2009, 50: 1411-1417.
[14] WANG Pei-pei, WANG Li-qiang, LV Wei-jie, QIN Ji-ning, CHEN Yi-fei, ZHANG Zhi-wei, ZHANG Di. The effect of heat treatment on mechanical properties of in situ synthesized 7715D titanium matrix composites [J]. Materials Science and Engineering A, 2010, 527(16-17): 4312-4319.
[15] LU Qi, LUO Yue-xin, JI Bo. Effects of heat treatment on microstructures and mechanical properties of 7715D high temperature titanium alloys [J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s678-s680.
Ta元素的添加对7715D钛合金力学性能的影响
王立强,吕维洁,吕 健,覃继宁,张 荻
上海交通大学 金属基复合材料国家重点实验室,上海 200240
摘 要:采取普通的熔炼和锻造技术制备含有2.1% Ta元素的7715D钛合金(2Ta)。分别采用2种不同的热处理方式对材料进行热处理。利用XRD对试样进行物相分析,通过金相显微镜、扫描电镜分析材料的微观组织,并测试材料的室温、高温力学性能。结果表明:Ta元素的添加对材料的力学性能有很大影响,能显著强化7715D钛合金。
关键词:钛合金;力学性能;相变
(Edited by LI Xiang-qun)
Foundation item: Project (2007CB613806) supported by the National Basic Research Program of China; Project (50871066) supported by the National Natural Science Foundation of China
Corresponding author: WANG Li-qiang; Tel: +86-21-34202641; Fax: +86-21-34202749; E-mail: luweijie@sjtu.edu.cn
DOI: 10.1016/S1003-6326(11)61207-7

