混合法在AZ91D镁合金表面制备的扩散氮化钛涂层的结构及性能
来源期刊:中国有色金属学报(英文版)2014年第9期
论文作者:Micha? TACIKOWSKI Jerzy MORGIEL Monika BANASZEK Konrad CYMERMAN Tadeusz WIERZCHO?
文章页码:2767 - 2775
Key words:magnesium alloys; titanium nitride; diffusive layers; hybrid method
摘 要:采用钛涂层物理气相沉积法(PVD)和渗氮法结合的混合方法在AZ91D镁合金表面制备扩散氮化钛涂层。涂层由含Ti的氮化物和氧化物的薄的表层区,钛中间区和Ti-Al-Mg型扩散区组成。因涂层改善了合金的耐蚀性能,在铝基亚层上通过氮氧共渗制备涂层时,合金能够得到最好的耐蚀性能。
Abstract: A diffusive titanium nitride layers were produced on AZ91D magnesium alloy by a hybrid method which combines the titanium coating physical vapor deposition (PVD) with subsequent nitriding. The layers are composed of a thin surface zone of titanium nitrides and oxides, an intermediate titanium zone and Ti-Al-Mg type diffusive zone. Since the layers improve the corrosion resistance, the best corrosion resistance is obtained when the layers are produced on aluminum base sub-layer by oxynitriding.
Trans. Nonferrous Met. Soc. China 24(2014) 2767-2775
 TACIKOWSKI1, Jerzy MORGIEL2, Monika BANASZEK1, Konrad CYMERMAN1, Tadeusz
TACIKOWSKI1, Jerzy MORGIEL2, Monika BANASZEK1, Konrad CYMERMAN1, Tadeusz  1
1
1. Faculty of Materials Science and Engineering, Warsaw University of Technology, ul. 141, 02-507 Warsaw, Poland;
141, 02-507 Warsaw, Poland;
2. Institute of Metallurgy and Materials Science Polish Academy of Science, ul. Reymonta 25, 30-059  , Poland
, Poland
Received 6 November 2013; accepted 30 March 2014
Abstract: A diffusive titanium nitride layers were produced on AZ91D magnesium alloy by a hybrid method which combines the titanium coating physical vapor deposition (PVD) with subsequent nitriding. The layers are composed of a thin surface zone of titanium nitrides and oxides, an intermediate titanium zone and Ti-Al-Mg type diffusive zone. Since the layers improve the corrosion resistance, the best corrosion resistance is obtained when the layers are produced on aluminum base sub-layer by oxynitriding.
Key words: magnesium alloys; titanium nitride; diffusive layers; hybrid method
1 Introduction
Magnesium alloys are currently the most lightweight metallic construction materials available. They have also a number of advantageous mechanical, functional and technological properties, which makes them increasingly important in different areas of application. However, their poor wear resistance and, more importantly, low corrosion resistance become the barrier to wider expansion of these materials in modern technology. A number of surface treatments were used to improve the durability of magnesium alloy products in the engineering practice [1-3]. The development of new, more effective surface engineering solutions would help to remove aforementioned limitations, making magnesium alloys suitable for new applications, especially those which involve exposition to corrosive environment and wear. Coating magnesium alloys with nitrides, which by their nature are hard and resistant to wear and corrosion, can provide a prospective surface engineering solution. Thus, in the past decade this problem has been the object of interest of different authors [4-15]. Nitride coatings, typically produced on magnesium alloys by magnetron sputtering or arc evaporation PVD methods, can significantly increase wear resistance [5-11]. However, limited bearing capacity related to the adhesive nature of the bonding between the coating and the substrate, and the stepwise change of properties between the hard coating and the soft magnesium alloy was a significant drawback [16,17]. In addition, due to unsatisfactory tightness, these coatings did not ensure corrosion protection [13-15]. Producing diffusive composite layers of nitrides or nitrides and oxides on magnesium alloys may be the promising solution [16]. In order to produce diffusive composite surface layers of chromium nitrides or oxynitrides, a hybrid method has been developed. With the use of it, magnesium alloy was coated by magnetron sputtering with chromium which was then subjected to glow discharge assisted nitriding or oxynitriding [16]. Such layers, as demonstrated in earlier works [16,17], were largely free from the disadvantages of PVD nitride coatings mentioned above. The layers were diffusively bonded to the substrate, thus their adhesion was improved. The mechanical properties do not have stepwise, but gradient distribution, from hard nitrided or oxynitrided surface to the relatively soft magnesium alloy [16,17]. Consequently, diffusive composite chromium nitride layers on AZ91D magnesium alloy were characterised by high wear resistance in a broad range of loads [16,17]. At the same time, the layer was tightened by the diffusive zone at the interface with the substrate [18] and by oxides at the surface, especially when oxynitrided [16]. This contributes to the improved corrosion resistance of the AZ91D alloy [16-18]. However, as it was reported [16,18], the hybrid method met a particular problem in which the formation of the diffusive composite chromium layers was associated with the layers cracking. The cracks net formation phenomena actually allowed to relax thermal stresses generated during heating process to the nitriding temperature which happened due to the large difference of the thermal expansion coefficient between the substrate and the coating materials, i.e. between magnesium and chromium. Such a stress relaxation process allowed to avoid layers spalling. On the other hand, the cracking phenomena should make the layer untight and thus eliminate the possibility of the corrosion resistance improvement. However, as mentioned above, it has not been confirmed for the chromium nitride diffusive layers, which can improve the corrosion resistance. It may be explained by the observation that the cracks did not penetrate deep enough to reach the substrate separated from the layer by the diffusion zone [18]. Also, more importantly, as observed in previous studies [19], the cracks were subjected to the tightening process by a preferential overbuilding with globular oxide or nitrides particles, and the phenomenon was related to cathode sputtering during the glow discharge assisted nitriding or oxynitriding [16]. Moreover, it was also demonstrated that in spite of cracks net formation, the reduction of thickness of the layer yielded additional significant corrosion resistance improvement [18]. Nevertheless, from the point of view of long term reliability of the diffusive composite layers provided for work in complex conditions, e.g. involving also fatigue risk, it seems reasonable to look for the kind of hybrid treatment which allows to eliminate the cracks net formation problem. As suggested in Ref. [18], it may be achieved by a modification of the hybrid method which consisted in the replacement of chromium by titanium as the coating material subjected to further nitriding or oxinitriding. This should finally result in the formation of diffusive composite titanium nitride layers on magnesium alloys. In fact, one of the advantages of titanium is that it exhibits higher plasticity than chromium and thus it could potentially relax thermal stresses between the coating and the substrate by local plastic deformation, rather than by cracks net formation [16]. Hence, the aim of the current study was to produce the diffusive composite titanium nitride layers on the AZ91D magnesium alloy by the hybrid process, and to examine the structure of the layers and their influence on the corrosion and wear resistance of the AZ91D magnesium alloy.
2 Experimental
2.1 Materials and layers preparation methods
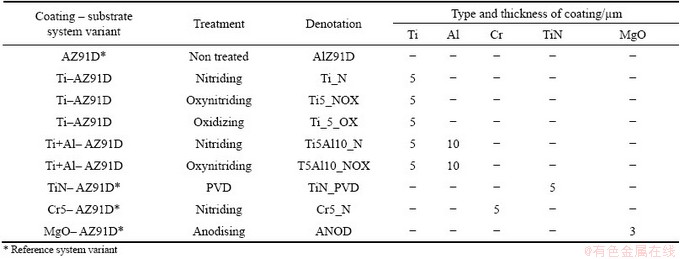
The diffusive nitride layers were obtained by hybrid method in which the AZ91D magnesium alloy, including 9%Al, 0.7%Zn and 0.1%Mn, was first covered with titanium coating, in the simple variant, or with titanium on aluminium sub-layer in the complex variant, and then subjected to glow discharge assisted nitriding or oxynitriding. Titanium coatings with the thickness of about 5 μm and aluminium sub-layers with the thickness of about 10 μm were deposited on the both sides of the treated rectangular samples (25 mm×10 mm×3 mm) of magnesium alloy by the PVD magnetron sputtering method. The process parameters were as follows: magnetron current of 5 A, bias of 100 V, working pressure of 0.5 Pa, substrate temperature of about 200 °C. A high purity target was used as the titanium source. The conditions for nitriding and oxynitriding were selected based on earlier Ref. [16,18,20]. The nitriding processes were realized under the glow discharge conditions at the temperature in the range of 400-460 °C for 12 h under the nitrogen flow with a working pressure of 300 Pa. Oxynitriding treatment usually lasting 2 h and intended to tighten the surface of layers was performed at the final stage of the nitriding process. It was done by introducing a minimum of about 2% (volume fraction) of oxygen to the working atmosphere (N2+O2). Different types of diffusive composite titanium nitride layers were produced by hybrid method, such as the simple variant (Ti5_N) and the complex variant with the aluminium-base sub-layer (Ti5Al10_N) (Table 1). When subjected to the oxinitriding process, the layers were denoted as (Ti5_NOX) and (Ti5Al10_NOX), respectively (Table 1). A modified hybrid treatment variant, in which nitriding was replaced by oxidizing, was also investigated (Ti5_OX).
For comparative purposes, four kinds of reference samples listed in Table 1 were prepared: non surface treated AZ91D alloy (AZ91D), anodized AZ91D alloy (ANOD) [18] (anodising was the key reference treatment adopted in the present study, as the method dominating in industrial practice), AZ91D alloy with a diffusive composite layer of chromium nitride of about 5 μm in thickness (Cr5_N) produced by the hybrid method, investigated in our earlier works [18], and AZ91D with titanium nitride PVD coating of about 5 μm in thickness (TiN5_PVD) deposited by the arc evaporation method.
Table 1 Investigated coating-substrate system variants
2.2 Characterization methods
The diffusive and composite titanium nitride layers formed on magnesium alloy AZ91D by the hybrid method were characterized in terms of their structure using scanning electron microscopy (SEM), transmission electron microscopy (TEM), X-ray diffraction analysis (XRD), X-ray photoelectric spectroscopy (XPS) and secondary ion mass spectrometry (SIMS). Wear resistance (linear wear) was determined according to the Polish standard PN-82/H-04332 using the modified Amsler-method of the disk on block type in the following system: examining flat block sample (10 mm× 10 mm×3 mm) using the heat-treated 1045 steel disk (HRC of 35, diameter of 35 mm, width of 10 mm) as counter body. The wear system was lubricated with oil (SAE 30). The tests were performed with the rotational speed of 200 r/min for 1 h and were carried out in the load range from 10 to 50 N. Corrosion resistance was examined with the use of the potentiodynamic method on the AUTOLAB PGSTAT 100 device in 0.5 mol/L NaCl solution, using the reference calomel electrode, with the samples polarized at the potential variation rate of 0.2 mV/s. The properties of the obtained layers were compared with the reference surface layers produced on AZ91D alloy (Tabel 1).
3 Results and discussion
3.1 Microstructure and chemical composition of layers
The titanium coatings deposited on AZ91D magnesium alloy by magnetron sputtering in the first stage of hybrid treatment are homogenous and free from defects at macroscopic scale. As shown in Fig. 1, the structure of coatings appears to be composed of relatively close-packed crystals, forming more loosely arranged agglomerates.
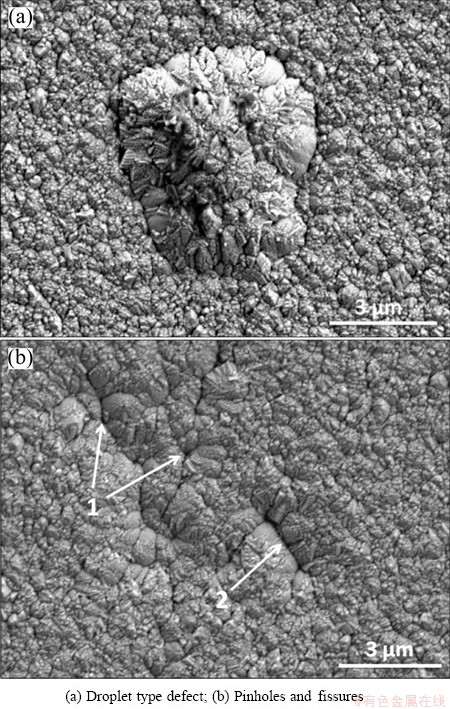
Fig. 1 SEM images of surface morphology with typical defects of titanium coatings on AZ91D magnesium alloy produced by magnetron sputtering
The specific structure defects occur in the examined titanium coatings by magnetron sputtering PVD method. The kinds of defects observed are crystals agglomerates with much larger size than average which are often identified with so-called droplets typically produced in the arc evaporation method (Fig. 1(a)) and sporadically small discontinuities in the form of so-called pinholes and fissures (Fig. 1(b)). An important observation is that the defects in titanium coatings occur incomparably less frequently as referred to chromium coatings deposited in the same way of previous studies [16,18] This indicates that titanium coatings may be tighter than chromium coatings, providing better anticorrosion properties. The treatment of titanium coatings formed under glow discharge conditions in the second stage of the hybrid method by nitriding or oxynitriding causes no visible macroscopic effects other than a colour change from silvery to slightly golden. The layers exhibit good adhesion. No net of cracks is observed but only a small and local undulation of the coating sometimes occurs, unlike in the similarly treated chromium coatings [16]. The nitriding of titanium coating results in a change in its surface morphology, as shown in Fig. 2.
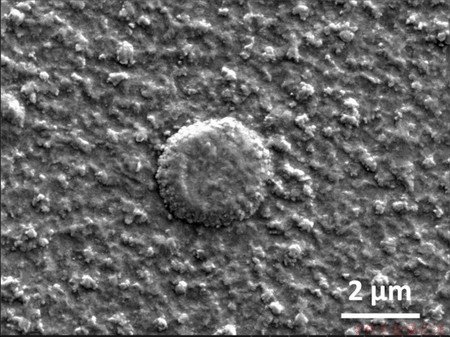
Fig. 2 SEM image of surface morphology of titanium coating on AZ91D magnesium alloy after nitriding process in the second stage of hybrid treatment (Ti5-N)
The surface becomes smoother and more compact. This roughness modification probably results from a combined effect of cathodic sputtering and the deposition of oxides of titanium that covers discontinuouslty the coating and the sharp crystal edges. The smoothing effect clearly increases when oxynitridng process is used during the hybrid treatment.
Nitriding and oxynitriding realized at the second stage of the treatment result in diffusion processes near the titanium coating surface and in the vicinity of the coating interface with the substrate, causing its transformation into a diffusion type layer. Figure 3 shows the element distribution in the near-surface zone of the hybrid-treated magnesium alloy.
A significantly higher content of nitrogen can be detected in the thin zone in the vicinity of the surface (Figs. 3(a) and (b)). A higher level of oxygen is also observed near the surface, especially in hybrid treatment variant with oxynitriding (Fig. 3(b)). Preliminary XPS examination of the phase composition in this zone indicates the formation of the mixture of titanium nitride, TiN type and titanium oxides of varying stoichiometry, as shown in Fig. 4.
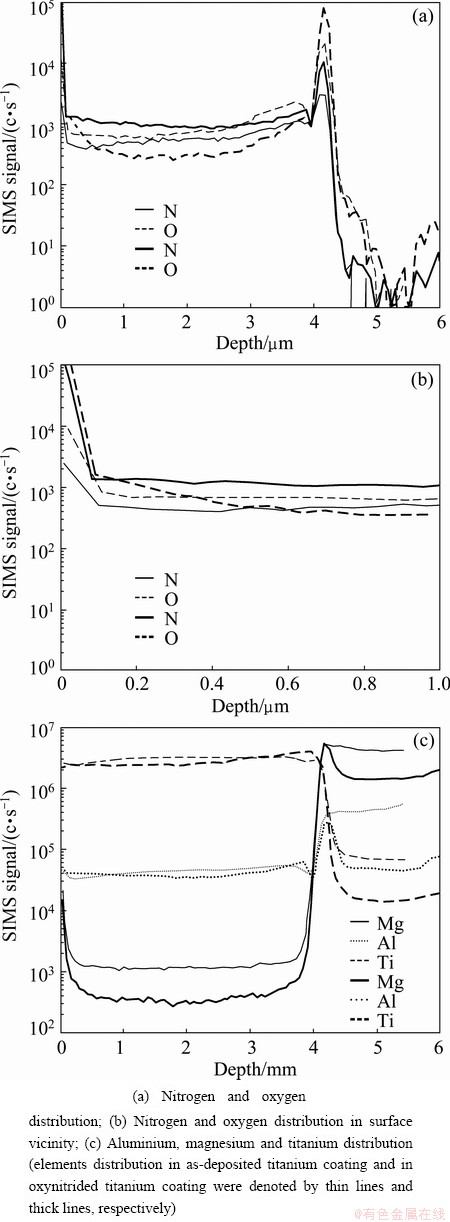
Fig. 3 Elements distribution in titanium coating subjected to oxynitriding process (Ti5_NOX) and, for comparison, in as-deposited titanium coating
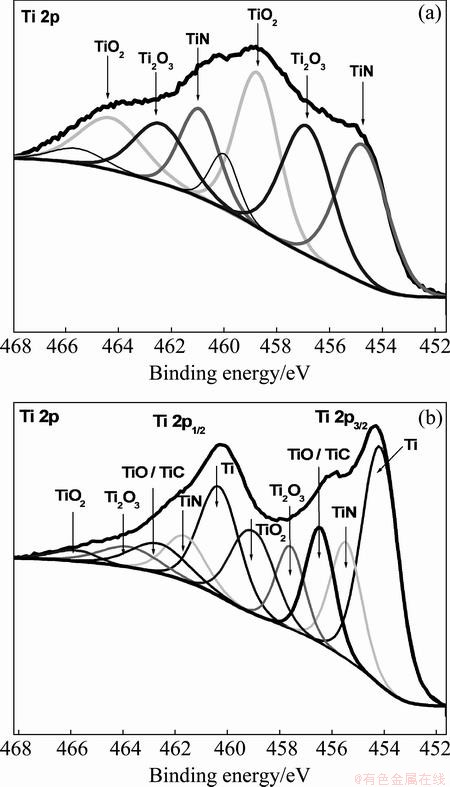
Fig. 4 XPS spectra obtained from near-surface zone of titanium coating after hybrid treatment subjected to oxynitriding process (Ti5_NOX) after ion etching for 10 min (a) and 25 min (b)
Across the entire section of the titanium coating, a higher level of nitrogen is observed compared to the non-nitrided titanium coating (Fig. 3(a)), indicating that a solid solution of nitrogen forms in the titanium. Also, fluctuations of the concentrations of aluminium, magnesium and titanium, with locally increased concentration of aluminium and magnesium, are observed in the neighbourhood of the titanium layer and the substrate interface (Fig. 3(c)). These effects indicate that a thin diffusive zone is formed that bonds the coating with the substrate, thus transforming the coating in the diffusion type surface layer. The formation of the zone is confirmed by TEM (Fig. 5) which shows the presence of thin transition layer (about 100 nm in thickness) between the titanium coating and the substrate.
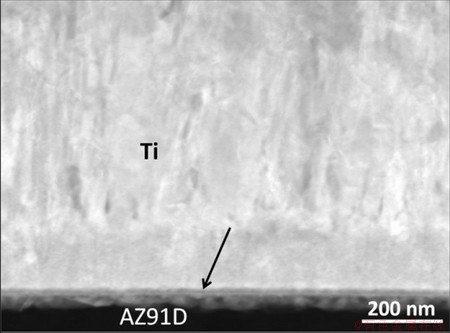
Fig. 5 TEM image of diffusion zone formed between titanium coating and AZ91D alloy during hybrid treatment at 430 °C for 12 h
It may be assumed that titanium, aluminium and magnesium present in the diffusion zone form intermetallic phases. Two morphologically and chemically diverse sub-layers may be distinguished in the diffusion zone, as shown in Fig. 5.
To sum up, the results of the structural investigation indicate that the hybrid method used in the study results in producing a composite titanium-based layer on AZ91D alloy, which is composed of an outer zone of titanium nitrides and oxides and a titanium intermediate zone bonded with the alloy via a diffusive Ti-Al-Mg zone, further referred to as diffusive and composite titanium nitride layers.
3.2 Properties of layers
The formation of a diffusive composite titanium nitride layers on AZ91D alloy during the hybrid treatment results in some changes in the properties of the alloy. Its hardness is at least doubled, reaching the HV 200 or higher. The diffusive composite titanium nitride layer on AZ91D alloy also influences its corrosion resistance and its wear resistance.
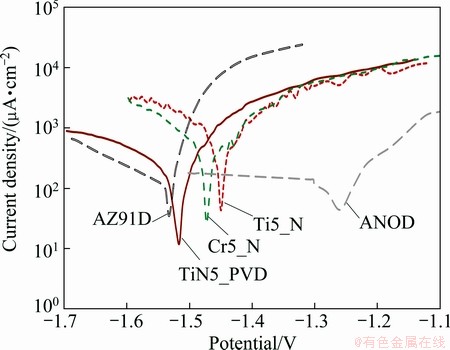
Fig. 6 Polarization curves in 0.5 mol/L NaCl for AZ91D alloy covered with diffusive composite titanium nitride layer produced by hybrid method (Ti5_N), compared to reference curves for alloy with titanium nitride coating obtained by PVD method (TiN5_PVD), alloy with diffusive composite chromium nitride layer (Cr5_N), untreated AZ91D (AZ91D) and anodised alloy (ANOD)
3.2.1 Corrosion resistance
The corrosion potential (φcorr) which is -1530 mV for the uncoated AZ91D alloy shifts towards positive values (Δφcorr) by about 80 mV, thus increasing its φcorr value to about -1450 mV (Fig. 6). This is equivalent to lower chemical activity of the surface treated alloy, thus it has higher corrosion resistance. In the case of the reference sample of AZ91D alloy with a titanium nitride coating deposited using the PVD type arc evaporation method (TiN5_PVD), the change in the corrosion potential Δφcorr is small, equal to about 20 mV (Fig. 6), which is consistent with result in Ref. [12]. Thus, these results confirm that the diffusive composite titanium nitride layers produced by the hybrid method are more superior than titanium nitride coatings deposited on the AZ91D using PVD method. When compared to the previously developed diffusive composite chromium nitride layers (CrN5_N) [18], the diffusive and composite titanium nitride layers on AZ91D alloy improve corrosion resistance of the alloy in a slightly more efficient way (Fig. 6). Nevertheless, the relative modification of the corrosion behaviour due to the replacement of diffusive composite chromium nitride layers by diffusive composite titanium nitride layers (corrosion potential Δφcorr increased by about 20 mV) is not so significant as one should expect. Moreover, the corrosion current is similar for both layers (Ti5_N and Cr5_N). It seems to confirm that the cracks net formation is not a critical factor to control the corrosion resistance. In fact, as mentioned before, in the case of the chromium nitride diffusive layers, the cracks in the major part are overbuilt by oxides or nitrides and thus they are tightened [16,18]. The slight increase in the corrosion resistance of the AZ91D alloy induced by the replacement of chromium by titanium in the diffusive nitride layers may be thus attributed to the smaller number of defects in the titanium layers, rather than to the absence of the cracks net. Nevertheless, the decrease of chemical activity obtained attributes to the diffusive titanium nitride Ti5_N layer produced on the AZ91D alloy (Δφcorr of about 80 mV), which is not enough high to make this kind of corrosion protection competitive with the anodising (Δφcorr of about 270 mV). To achieve a more significant improvement of the corrosion resistance, it seems critical to eliminate the detrimental effect of the unavoidable defects in the layers (Fig. 1). This implies the necessity of the tightening of the diffusive titanium nitride layers which may be obtained by different methods [15,16]. Covering the surface of the layer by a barrier titanium oxides film or separating the relatively noble titanium layer from the very active substrate by a sub-layer characterized by an intermediate chemical activity, e.g. aluminium base one, may be the possible solutions. The titanium oxides surface layer may be produced by a modified hybrid method, i.e. the final oxynitriding process described above. The effect of the process is shown in Fig. 7 (Ti5_NOX).
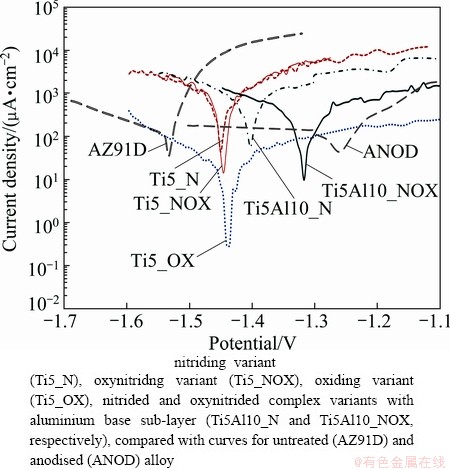
Fig. 7 Polarization curves in 0.5 mol/L NaCl for AZ91D alloy covered with different types of diffusive composite titanium nitride layers produced by hybrid method
The thin layer of oxides formed on the surface of the composite titanium nitride layer during oxynitriding process (Fig. 2) does not have a significant impact on its corrosion potential which is close to -1450 mV. Also, when more intensive oxidizing is performed by extending the process time and increasing the oxygen content in the working atmosphere, the corrosion potential φcorr remains almost unaffected. The same is observed for the layer produced in pure oxidizing hybrid method variant (without previous nitriding) for which the potential shifts to φcorr of -1440 mV (Fig. 7). Nevertheless, in this case, the oxidizing results in the decrease of the corrosion current by more than one order of magnitude, from about 320 μA/cm2 down to about 15 μA/cm2. This is most probably the consequence of the increase in the thickness and tightness of the oxide layer on the surface. And the second of the tightening solutions proposed above assumes that the composite titanium nitride layer is separated from the substrate by the aluminium-based sub-layer (Fig. 7), and a more significant effect is obtained as the corrosion potential φcorr increases to about -1400 V (which correspond to Δφcorr of about 130 mV). However, as shown in Fig. 7, even better result is achieved by a kind of synergy effect when the composite titanium nitride layer with the aluminium-based sub-layer is subjected to the oxynitridnig (Ti5Al10_NOX). When such a combined solution allows is used, the corrosion potential Δφcorr can reach about 215 mV and thus approach to the result obtained by the anodising (Δφcorr of about 270 mV). In fact, the observed improvement of the corrosion resistance is related to the formation of a large barrier, Mg-Al type diffusion sub-layer, about 30 μm in thickness (Fig. 8). This sub-layer isolates the titanium layer from direct contact with the AZ91D magnesium alloy and thus prevents the formation of Ti-Mg galvanic corrosion cells.
The intermediate layer forms between the aluminium sub-layer and the magnesium alloy substrate by the diffusion processes. This process takes place during the nitriding or oxynitriding and, according to XRD analyses, results in the full transformation of the aluminium sub-layer into the Mg-Al type intermetallic sub-layer of the Al12Mg17 type (phase β). This phase is more noble than AZ91D alloy, in which the dominant structural component is the solid solution of aluminium in magnesium (phase α) and which exhibits high activity [21].
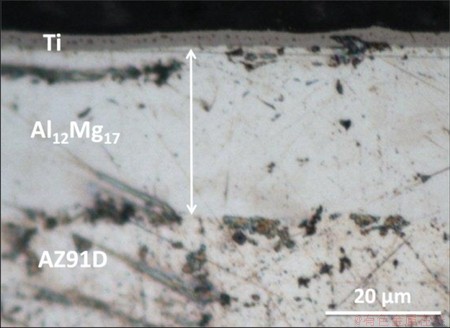
Fig. 8 SEM image of oxynitrided complex variant of diffusive composite titanium nitride layer with aluminium base sub-layer (Ti5Al10_NOX)
3.2.2 Wear resistance
The wear resistance Amsler type test results for AZ91D magnesium alloy, such as untreated, anodized, covered with diffusive composite chromium nitride layer and with different types of diffusive composite titanium nitride and oxide layer, are shown in Fig. 9.
For diffusive composite titanium nitride layers in the simple variant of the Ti5_N type, as even though they do not match the low wear values exhibited by of PVD titanium coatings (TiN_PVD), they still greatly increase the wear resistance (by more than one order of magnitude) compared to untreated (AZ91D) and anodized (ANOD) alloys (Fig. 9(a)). Diffusive composite titanium nitride layers of the Ti5_N type show slightly better wear resistance than diffusive composite chromium nitride layers (Cr5_N). The process of oxynitriding (Ti5_NOX), and the presence of an intermetallic Mg-Al type sub-layer in the case of complex layers variant (Ti5Al10_N and Ti5Al10_NOX), both increase the wear of diffusive composite nitride layers (Fig. 9(b)), with wear growing as a function of oxynitriding intensity (Ti5_OX and Ti5Al10_NOX). The observed degradation of the wear resistance is certainly related to the brittle character of both the titanium oxides covering the surface of the layer and the intermetallic Al12Mg17 phase in the sub-layer. In particular, the titanium oxide seems to play a critical role in the intensive wear of the diffusive composite titanium nitride layer. In fact, hard and brittle particles of the oxide crumbled from the film covering the layer surface act as an abrasive. The abrasive when become too abundant, which is function of the oxidizing intensity and related oxide film thickness, initiates an accelerated process of the layer wear (Ti5_OX and Ti5Al10_NOX).
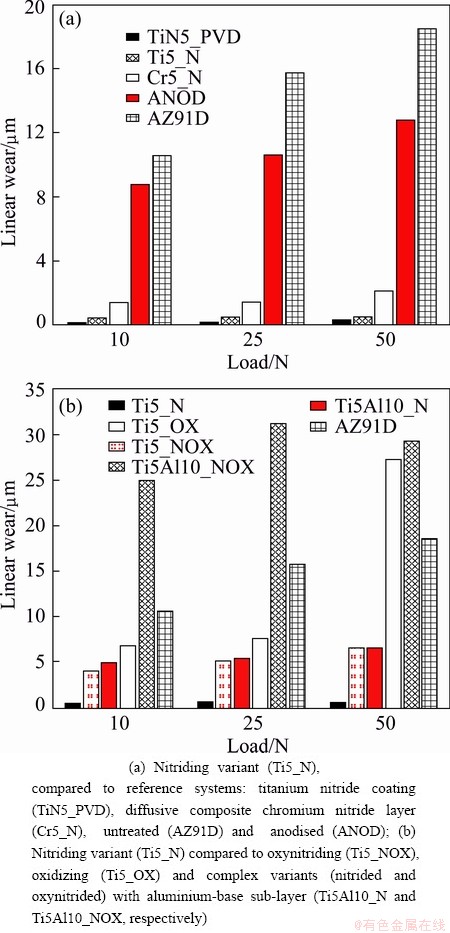
Fig. 9 Wear resistance of AZ91D alloy covered with different types of the diffusive composite titanium nitride layers produced by hybrid method
In order to provide both high corrosion and wear resistance, the structure of the diffusive composite titanium nitride layers with the intermetallic Mg-Al sub-layer needs to be optimized. This makes it necessary to look for a modified hybrid method which offers a strengthened, more wear resistant and tighter surface of the diffusive layer, without the brittle oxide film produced in oxynitriding process. This effect may be achieved by an new complex hybrid treatment, presently under development, which combines the PVD deposition of a relatively thick coating of titanium nitride on an aluminium sub-layer with diffusive annealing of the layer and the final chemical tightening [22]. The tightening is intended to overbuild the inside of the defects with the passive products of an appropriate chemical reaction. The issues related new hybrid treatment are studied in Refs. [23].
Summing the results of the present work, it can be stated that its main assumption has been demonstrated to be true that diffusive composite layers of titanium nitride produced on AZ91D alloy by hybrid method, which combines a preliminary coating with a titanium layer with the subsequent nitriding, constitute an advantageous alternative for the diffusive composite layers of chromium nitride developed earlier [16]. Such layers have excellent properties of wear and corrosion resistance, and they are not susceptible to the formation of the net of cracks. Moreover, the attempts to improve the tightness of titanium nitride diffusive layers covering their surface with a thin layer of titanium oxide in the process of final oxynitriding, combined with the formation of a broad and intermetallic Al12Mg17 sub-layer, are proved effectively in enhancing corrosion resistance. However, they are disadvantageous in terms of the corrosion resistance and wear resistance. Hence, the new kind of diffusive composite titanium nitride layer is presently developed [23].
4 Conclusions
1) Hybrid treatment, which consists of glow discharge assisted nitriding or oxynitriding of the AZ91D alloy previously coated with titanium, can produce the diffusive composite titanium nitride layers of good quality and free from cracking or spalling effect. The layers are composed of a thin surface zone of titanium nitrides and oxides and a titanium intermediate zone bonded with the substrate by a Ti-Mg-Al type diffusion zone.
2) The diffusive composite titanium nitride layers can increase the wear resistance of the AZ91D alloy of about one order of magnitude. With the corrosion potential shift of about 80 mV, the layers increase the corrosion resistance which makes them superior to titanium nitride PVD coatings by their nature not tight enough to improve corrosion resistance.
3) Titanium coating on the aluminium sub-layer is subjected to the oxynitriding process by the modified hybrid treatment, which results in the formation of the diffusive composite titanium nitride layers. And the surface is covered with the outside oxide film and the aluminium sub-layer is transformed into intermetallic Al12Mg17 type diffusion zone.
4) The outside oxide film and the intermetallic Al12Mg17 sub-layer tighten the layer. This implies that the improvement of corrosion resistance becomes comparable to the reference effect achieved by the industrial anodising treatment. However, at the same time, the wear resistance remains poor due to the brittle nature of the oxide and the Al12Mg17 phase. Therefore, the new type of diffusive titanium nitride layer with nitride layer and the aluminium sub-layer tightened in the chemical process, which is able to provide high both corrosion and wear resistance, is presently under development.
References
[1] POOLE W J, KAINER K U. Magnesium alloys and their applications [C]//Proceedings of 9th International Conference on Magnesium Alloys and their Applications V. Vancouver: International Conference Service Ltd, 2012.
[2] KAINER K U. Magnesium alloys and technologies [M]. Weinheim: Wiley-VCH GmbH & Co, 2003.
[3] GRAY J E, LUAN B J. Protective coatings on magnesium and its alloys―A critical review [J]. Journal of Alloys and Compounds, 2002, 336: 88-113.
[4] HOLLSTEIN F, WIEDEMANN R, SCHOLZ J. Characteristics of PVD coatings on AZ31hp magnesium alloys [J]. Surface & Coating Technology, 2003, 162(2-3): 261-268.
[5] HOCHE H, SCHROEDER H J, SCHEERER H, BROSZEIT E, BERGER C. Tribological studies of CrN coated magnesium AZ91 at temperatures up to 250 °C [J]. Advanced Engineering Materials, 2002, 4(1-2): 42-51.
[6] HOCHE H, SCHEERER H, PROBST D, BROSZEIT E, BERGER C. Development of plasma anodized magnesium alloys for tribological and corrosive complex applications [J]. Surface & Coating Technology, 2003, 174-175: 1018-1023.
[7] MIAO Q, CUI C E, PAN J D. CrN-TiN multilayer coating on magnesium alloy AZ91 by arc-glow plasma depositing process [J]. Surface & Coating Technology, 2007, 201: 5077-5080.
[8] ALTUN H, SEN S. The effect of PVD coatings on the wear behavior of magnesium alloys [J]. Materials Characterization, 2007, 58: 917-921.
[9] HOCHE H, ALLEBRANDT D, SCHEERER H, BERGER C. Engineering and design of wear and corrosion resistant PVD coatings regarding the exceptional properties of magnesium substrates [J]. Plasma Processes and Polymers, 2007, 4: 568-573.
[10] ZHAO H, WANG X, LIU Q, CHEN L, LIU Z. Structure and wear resistance of TiN and TiAlN coatings on AZ91 alloy deposited by multi-arc ion plating [J]. Transactions of Nonferrous Metals Society of China, 2010, 20: 679-682.
[11] HOCHE H, SCHMIDT J, GROS S, TROSMANN T, BERGER C. PVD coating and substrate pretreatment concepts for corrosion and wear protection of magnesium alloys [J]. Surface & Coating Technology, 2011, 205: 145-150.
[12] ALTUN H, SINCI H. Corrosion behavior of magnesium alloys coated with TiN by cathodic arc deposition in NaCl and Na2SO4 solutions [J]. Materials Characterization, 2008, 59: 266-270.
[13] HOCHE H, BLAWERT C, BROSZEIT E, BERGER C. Galvanic corrosion properties of differently PVD-treated magnesium die cast alloy AZ91 [J]. Surface & Coating Technology, 2005, 193: 223-229.
[14] HOCHE H, ROSENKRANZ C, DELP A, LOHRENGEL M M, BROSZEIT E, BERGER C. Investigation of the macroscopic and microscopic electrochemical corrosion behavior of PVD-coated magnesium die cast alloy AZ91 [J]. Surface & Coating Technology, 2005, 193: 178-184.
[15] FENKER M, BALZER M, KAPPL H. Corrosion behavior of decorative and wear resistant coatings on steel deposited by reactive sputtering-tests and improvements [J]. Thin Solid Films, 2006, 515: 27-32.
[16] TACIKOWSKI M, RUDNICKI J, WALKOWICZ J,  T. Structure and properties of composite layers on AZ91D magnesium alloy produced by the hybrid surface treatment [J]. NETSU-SHORI the Journal of the Japanese Society for Heat Treatment, 2009, 49(1): 365-368.
T. Structure and properties of composite layers on AZ91D magnesium alloy produced by the hybrid surface treatment [J]. NETSU-SHORI the Journal of the Japanese Society for Heat Treatment, 2009, 49(1): 365-368.
[17] TACIKOWSKI M, BOROWSKI T, CYMERMAN K,  J, SMOLIK J, T. Diffusion nitride layers on magnesium AZ91D alloy produced by hybrid method―Structure and properties [J].
J, SMOLIK J, T. Diffusion nitride layers on magnesium AZ91D alloy produced by hybrid method―Structure and properties [J]. 
 , 2010, 4: 1255-1260. (in Polish)
, 2010, 4: 1255-1260. (in Polish)
[18] TACIKOWSKI M,  J, RUDNICKI J, BOROWSKI T, TRZASKA M, T. The effect of the diffusive, composite chromium nitride layers produced by a hybrid surface treatment on the corrosion behavior of AZ91D magnesium alloy [J]. Vacuum, 2011, 85: 938-942.
J, RUDNICKI J, BOROWSKI T, TRZASKA M, T. The effect of the diffusive, composite chromium nitride layers produced by a hybrid surface treatment on the corrosion behavior of AZ91D magnesium alloy [J]. Vacuum, 2011, 85: 938-942.
[19] TACIKOWSKI M, ULBIN-POKORSKA I, T. Microstructure of the composite oxynitrided chromium layers produced on steel by a duplex method [J]. Surface & Coating Technology, 2006, 201: 2776-2781.
[20] T, CZARNOWSKA E, 
 K J. Controlling the properties of titanium alloy Ti-1Al-1Mn by a surface treatment under glow discharge conditions in view of medical applications [J]. Acta of Bioengineering and Biomechanics, 2001, 3: 291-295. (in Polish)
K J. Controlling the properties of titanium alloy Ti-1Al-1Mn by a surface treatment under glow discharge conditions in view of medical applications [J]. Acta of Bioengineering and Biomechanics, 2001, 3: 291-295. (in Polish)
[21] SONG G, ATRENS A. Corrosion mechanisms of magnesium alloys [J]. Advanced Engineering Materials, 1999, 1: 11-31.
[22] TACIKOWSKI M, BANASZEK M, SMOLIK J. Corrosion-resistant composite titanium nitride layers produced on the AZ91D magnesium alloy by a hybrid method [J]. Vacuum, 2014, 99: 298-302.
[23] TACIKOWSKI M, SMOLIK J,  J, BETIUK M,
J, BETIUK M,  A, T. The effect of titanium nitride surface layers on the corrosion resistance of AZ91D magnesium alloy [J]. , 2013, 5: 555-558. (in Polish).
A, T. The effect of titanium nitride surface layers on the corrosion resistance of AZ91D magnesium alloy [J]. , 2013, 5: 555-558. (in Polish).
TACIKOWSKI1, Jerzy MORGIEL2, Monika BANASZEK1, Konrad CYMERMAN1, Tadeusz 1
1. Faculty of Materials Science and Engineering, Warsaw University of Technology, ul. 141, 02-507 Warsaw, Poland;
2. Institute of Metallurgy and Materials Science Polish Academy of Science, ul. Reymonta 25, 30-059, Poland
摘 要:采用钛涂层物理气相沉积法(PVD)和渗氮法结合的混合方法在AZ91D镁合金表面制备扩散氮化钛涂层。涂层由含Ti的氮化物和氧化物的薄的表层区,钛中间区和Ti-Al-Mg型扩散区组成。因涂层改善了合金的耐蚀性能,在铝基亚层上通过氮氧共渗制备涂层时,合金能够得到最好的耐蚀性能。
关键词:镁合金;氮化钛;扩散层;混合法
(Edited by Chao WANG)
Foundation item: Project (N N507 5898 38) supported by the Polish Ministry of Science and Higher Education and the National Science Center, Poland
Corresponding author: TACIKOWSKI; Tel: +48-22-2348204; Fax: +48-22-8491565; E-mail: mtacik@inmat.pw.edu.pl
DOI: 10.1016/S1003-6326(14)63408-7

