DOI: 10.11817/j.issn.1672-7207.2017.09.014
���ڲ�ϵ������۵�CFRP�����ϰ�ϳ������ģ
����������ƽܣ����������ߺ��䣬�Ϲ㽡
(����������ѧ ��е����ѧԺ������ ������116023)
ժҪ�����̼��ά��ǿ��֬�����ϲ���(CFRP)�����ϰ�����г��õĵ�����ά�̲㷽��ʵ���о�CFRP�����ϰ��ϳ��������ά����Ǽ��ӹ������ı仯���ɣ�ʹ��BP�����磬��ȡ��ͬ�ӹ������µ�CFRP 4�ֵ����̲㷽�����ϰ�ϳ�������ݣ�����BP�����������ݺ���������ϵ������ۣ�����CFRP�����ϰ�ϳ����Ԥ��ģ�͡��о������������ά�������Ӱ��ϳ����������Ҫ�����أ���CFRP�����ϰ�ϳ����Ԥ��ģ�;��ȿ��Դﵽ85%���ϡ�
�ؼ��ʣ�CFRP�����ϰ壻�б߾��ӹ���ϳ����Ԥ�⣻BP�����磻��ϵ�������
��ͼ����ţ�TB332��TG156 ���ױ�־�룺A ���±�ţ�1672-7207(2017)09-2352-11
Modeling about milling force for multidirectional CFRP based on theory of superposition
WANG Fuji, ZHU Haojie, SU Youliang, GAO Hanqing, BI Guangjian
(College of Mechanical Engineering, Dalian University of Technology, Dalian 116023, China)
Abstract: Experiments were conducted to investigate the relationship between cutting parameters and cutting force of representative unidirectional CFRP. By using the back-propagation artificial neural network, the milling forces of the representative unidirectional CFRP were obtained. Based on the time-domain graph of unidirectional CFRP milling forces�� and the theory of superposition, a prediction model of multidirectional CFRP cutting forces was established and modified, and the verification experiments were conducted. The results show that the cutting angel is the most important factor to influence the milling forces. The prediction accuracy is above 85%.
Key words: multidirectional CFRP; edge trimming; milling force prediction; BP neural network; theory of superposition
̼��ά��ǿ��֬�����ϲ���(CFRP)�������ǿ���ʵ������Լ���ƣ�͡�����ʴ���������ԣ��������ں��պ�����ҵ�еõ���Խ��Խ�㷺��Ӧ�á�ϳ����ΪCFRP��������Ҫ�ӹ���ʽ���������бߡ������ȷ���õ����ձ�Ӧ�á�ϳ���ӹ��У������ղ���ѡ�ò����������½ϴ��ϳ��������������ֲ㡢˺�ѡ�ë�̡����˵��������ؽ����������ѧ�������������������[1]��ͬʱ�������ϳ���������ٵ��ߵ�ĥ����ɵ����˷ѣ����ҵ���ĥ���һ���Ӿ�����[2]�����Թ��ռ�����Ա����ͨ���Ƚϱ��ص����������Ͷ�ξ��ӹ��ķ�������֤���������ͼӹ����ȣ��������̸��ӣ�Ч�ʵ��¡���ˣ���CFRP�����ϰ幹����ϳ�������н�ģԤ�⣬�ں��ʵķ�Χ����ѡ�ӹ����������ڱ�֤�ӹ���������ӹ�Ч�ʣ����зdz���Ҫ�����塣����CFRP���������ص㣬���Ѷ�CFRP�����ϰ�ϳ�����������۽�ģ�������������[3-5]����CFRP�����ϰ�ϳ��ʵ�飬ͨ�����Իع�ȷ�ʽ�������鹫ʽ��������֣�������ϳ�����仯����ҪӰ�����أ�ϳ����������ͽ��������Ӷ���������ת�ٵ���߶����ͣ�SLAMANI��[6]�о��������ٶ�������ٶȵı�ֵ��ϳ������Ӱ����ɣ������˿��ǵ���ĥ���ϳ����Ԥ�⾭�鹫ʽ�����������ϳ���������������ٶ�������ٶȱ�ֵ���������С���������ٶ�������ٶȱ�ֵ�ļ�С�����������о���δ�����̲㷽���ϳ������Ӱ�죬����Ԥ���ض���CFRP�����ϰ�ӹ��е�ϳ������KARPAT��[7-9]������CFRP�����ϰ�ϳ����Ԥ���еģ�ͣ������ʹ�����Һ����ܹ��Ϻõر���ϳ�����������Ƕ�֮��Ĺ�ϵ���������̲㷽��Զ����ϰ�ϳ����������Ԥ�⡣��ʤ����[10]�Բ�ͬ�����ٶȷֱ�ԣ��ֵ�����ά����ĵ����ϰ���в�ϳ�ӹ���ͨ����õ�ϳ�������ݼ�����Ե�ϳ����ϵ����������ѧʸ������ԭ���õ���CFRP�����ϰ�ϳ����ϵ���ļ������ʽ��KALLA��[11-13]ͨ��ϳ��ʵ�����˹��������õ�����ϳ����ϵ��Kc��Kt��Ԥ��ģ�ͣ�������ڸ������ԡ����̲�ṹ����ӹ�������CFRP�����ϰ��ϳ����Ԥ�⣬������ķ��������Իع�ķ������и��ߵľ��ȡ����ͺ��ո��ϲ����Ƽ������ϰ���̲�����ж������ά�����Ϊ0�㣬45�㣬90���135���4�ֵ��͵��̲㷽�����̲�ṹ���̲�˳����̲��ȶ��ֶ�������˽��������̲㷽��ľ��������Ե�CFRP�����ϰ�ϳ����ģ�;�����Ҫ���塣�Ժ�����CFRP�����ϰ����ϳ�����ӹ���ʵ����ͬʱ��4�ֵ����̲㷽���CFRP��������ϳ���ӹ���WANG��[14]��CFRP�����ϰ����ֱ������ʵ��ʱ���֣�CFRP�����ϰ����������Ч��������ĸ�CFRP�����������֮�͡����ڴˣ������������ͨ������CFRP�����ϳ����������CFRP�����ϰ�ϳ�����ķ�����ͨ��BP�������ȡ��CFRP������ϳ����Ԥ�����ݣ���Ԥ�����ݵĻ����Ͻ����˴�CFRP����嵽CFRP�����ϰ��ϳ����Ԥ��ģ�ͣ������ݲ�ͬ��ά������µ�ϳ����ʱ���ź�����������������������ʵ���˶�����CFRP�����ϰ�ϳ����ȷԤ�⡣
1 �б߾��ӹ����̷���
���ͷɻ��������ṹ�е�CFRP�Ƽ�������4�ֵ����̲㷽��ĵ���������ɣ���ͼ1��ʾ������CFRP������ά��ǿ�����������������̳������Եĸ������ԣ�Ϊ��ȷ�ط����������̣�������ά�����(�æױ�ʾ)Ϊ�����߽���������ʱ����ת������ά�����غ���ת���ĽǶȣ���ͼ2��ʾ������fvΪ���߽����ٶȷ���
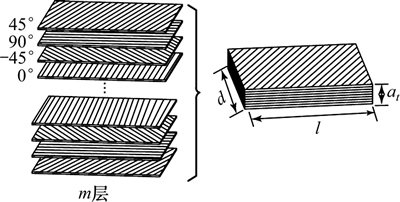
ͼ1 CFRP�����ϰ����ʾ��ͼ
Fig. 1 Schematic of multidirectional CFRP
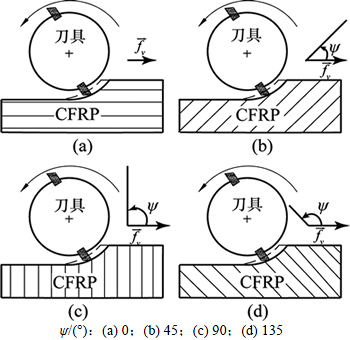
ͼ2 4�ֵ��͵���ά�����
Fig. 2 Schematic of representative fiber orientation angles
ϳ��CFRP�����ϰ��Ƽ��ı���Ϊͬʱϳ�����CFRP����壬����ʵ���г�ʹ��˫ֱ��PCDϳ����CFRP�����ϰ��Ƽ�����ϳ�����ӹ�����ͼ3��ʾ������ÿ�ݽ������뵶�߰뾶��ȼ�С�����ݰ��߹켣�ɵ�ЧΪԲ�ι켣�����ǵ�����ת�ǣ����ݴ�A��������ϣ���ʱ�ĵ�����ת��Ϊ����ǣ�������st�����ݴ�B���г����ϣ���ʱ�ĵ�����ת��Ϊ�г��ǣ�������ex���ɼ��ι�ϵ�ɵã�
 (1)
(1)
���У�RΪ���߰뾶��aeΪ�������
ϳ�������еĵ�������ʱ��Ϊ
 (2)
(2)
���У�TΪ������ת���ڣ�
 (3)
(3)
���У�NΪ����ת�٣�r/min��
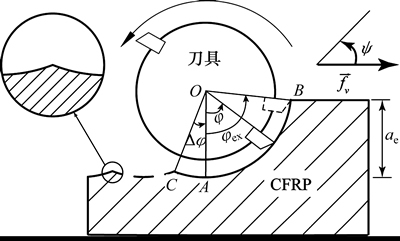
ͼ3 ϳ������ʾ��ͼ
Fig. 3 Schematic diagram of milling process
2 ʵ�����
ʹ��T800/3900B����Ԥ���Ͼ���ѹ�̻��Ƴ�ʵ����������185 ���0.62 MPa�¹̻�3 h����¯��ȴ������ά�����������ASTM D2584�����գ������ά��������ɴ�65%����ά�ܶȽϸߡ�����Ԥ���Ϻ��Ϊ0.2 mm��CFRP�����ϰ干15�㣬���Ϊ3 mm����ά�����Ϊ0�㣬45�㣬90���135�㣻CFRP�����ϰ������ܹ�20�㣬�ܺ��Ϊ4 mm���̲㷽��Ϊ[-45, 0, 45, 90]2S, 0, 0, 0, 0, [-45, 0, 45, 90]2S��ʹ�ý��ʯ��Ƭ���̻��õ�CFRP�IJóɳ�����Ϊ50 mm��50 mm��Ʒ��ʵ��ʹ��PCD˫ֱ��ϳ��������ֱ��Ϊ10 mm��ǰ��Ϊ3�㣬���Ϊ5�㣬����Բ���뾶Ϊ7 ��m��������ͼ4��ʾ������MIKRON H500��ϳ������ϳ���ӹ������������е�ϳ����ͨ��KISTLER 9253B������������ʵʱ�ɼ���ʵ�鲼����ͼ5��ʾ��

ͼ4 ˫ֱ��ϳ��
Fig. 4 Milling tool

ͼ5 ʵ�鲼��ͼ
Fig. 5 Experimental setup
Ϊ��СCFRP������Ե�ı���ֲ���ʧ��������ϳ��ʽ��CFRP���������б߾��ӹ��������������չ��̾��鼰���������о�[15]ѡȡ��ʵ��������1��ʾ����ȡ����Ϊ���ֵ��Ϊ�����ź��ȶ�����5�������������ֵ������ƽ��ֵ��
��1 ϳ��ʵ�����
Table 1 Experimental parameters for milling process

3 �����ϳ����
3.1 ϳ����������ʱ������
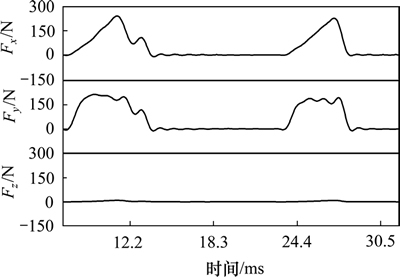
��CFRP�����ϰ��ϳ�������в���������ϳ�����źų��ּ�Ъ�Ա仯������ʵ�����Ϊ��=45�㣬N=1 910 r/min��fz=0.18 mm��ԭʼ�������ź�����ͼ6��ʾ�����У�fzΪÿ�ݽ���������ͼ6���Կ������������źŵ�ĩ�˳������������������������е��߸�����ת������ģ�ʹ�õ�ͨ�˲�����ԭʼ�źŽ����˲����˲�����ź���ͼ7��ʾ��
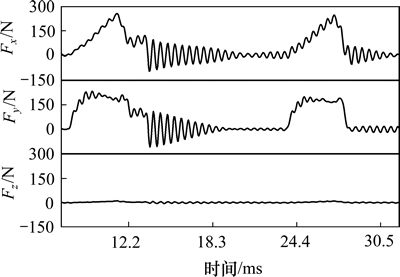
ͼ6 ԭʼ�������ź�ͼ
Fig. 6 Original signal diagram of milling forces
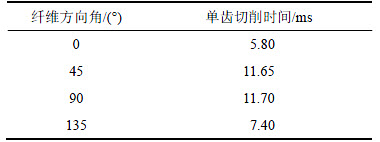
ͼ8��ʾΪ��4�ֵ�����ά���������ʱ����ϳ����ʱ��仯���ߣ�����������ΪN=960 r/min��fz=0.18 mm�����Ӧ�ĵ�������ʱ�����2��ʾ����ʽ(2)����ֵ64 ms����ϴ��ף�0��ʱ��ʵ�ʵ�������ʱ��С�ڼ���ֵ�����ף�0��ʱ��ʵ������ʱ����ڼ���ֵ��
ͼ7 �˲�����������ź�ͼ
Fig. 7 Filtered signal diagram of milling forces
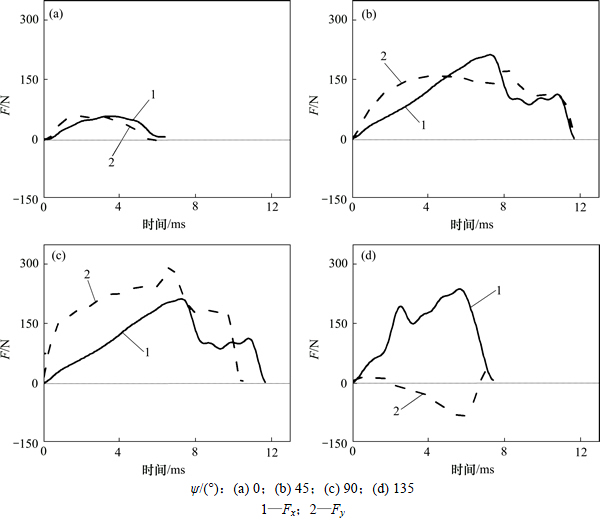
ͼ8 ���������ź�����
Fig. 8 Signal diagram of single edge milling forces
��2 ��ͬ��ά������µĵ�������ʱ��
Table 2 Single edge milling time at different fiber orientation angles
���ף�0��ʱ����мͼ��ͼ9��ʾ�����ŵ������빤�����ڵ��ߵļ�ѹ�����£���ά�����Ľ�����ֿ��ѣ�ͬʱ��������������ά�������ƽ�У����ѽ����Ž�����ǰ��չ���γɳ���״��м������м�빤��������߽����ֿ��У�����ʵ�ʵ�������ʱ��ȼ���ֵ�̡�
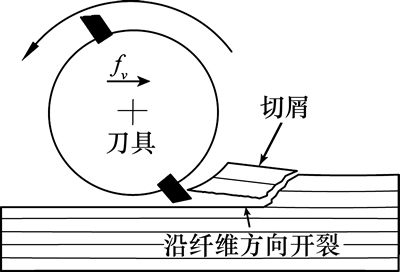
ͼ9 ��=0��ʱ��мͼ
Fig. 9 Chips formation schematic at fiber orientation angle of 0��
���ף�0��ʱ�����������Լӹ�ʹ�Ѽӹ���������IJ��������µ������Ѽӹ����淢����ѹ�β���ʹ������ǰ�����������̣�������ת�������ˡ��գ�ʹʵ�ʵļӹ�ʱ������ۼ���ʱ�䳤����ͼ3��ʾ�����ݼ��ι�ϵ�ɵã�
 (4)
(4)
ʹ��������ʱ������
 (5)
(5)
�����
 (6)
(6)
�Ӽ��������Կ������뵥������ʱ����ȣ���t��С���ɼ����Ѽӹ����沨�������ǵ��µ�������ʱ��仯����Ҫԭ��
���ף�0��ʱ��ϳ�������ֵ��������6.5 ms���ң��������ݼ����г�����ʱ��ϳ����ȡ�����ֵ�����赶���г���������м�빤�����룬��ϳ����Ӧ˲ʱ��СΪ0 N����ʱ��������ʱ�������ֵ��ȣ�����ͼ6��ʾ��ϳ������û�б�Ϊ0�����ǻ�����С�����ҵ��ף�45��ͦף�90��ʱ��ϳ�������߳�������һ����壬��ϸ��ϲ�����ά��ǿ���ص㣬�����Ʋ�����������м�������ά�ص��뵶��������������ģ���ͼ10�ɼ����������빤�������ڵ����������������Σ����ű��εij�������ϳ�����ﵽ���ֵ�������м���ѣ��ӹ������룬ϳ�����½�����ʱ��ά�����ص����뵶�����Ӵ���ֱ�������빤�����룬�Ӷ����ϳ���������ӳ���������һ����塣
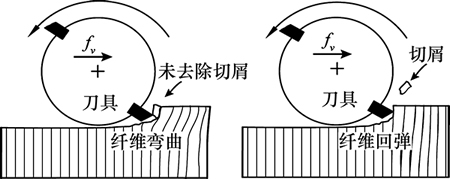
ͼ10 ������������ά�ص�
Fig. 10 Schematic diagram of fibers rebounding during cutting process
3.2 �����Է���
ʹ�÷�����������Եó������ض�ϳ���������������ò��������Ӧ�Ĺ��ȣ���ͼ11��ʾ����ͼ11���Կ�������ά�������Ӱ��ϳ����������Ҫ�����أ���ռ�ȴﵽ��84%���ϣ�����ά����DZ仯ʱ�����������֮����������ʽ�����ı䣬�����������ѻ����ı仯����ϳ������ɾ�Ӱ�죻����ά�������ͬʱ��ÿ�ݽ�������ϳ������������Ӱ�죬��Fx��Ӱ���Fy��Ӱ���С������ת�ٶ�ϳ����Ӱ����С��
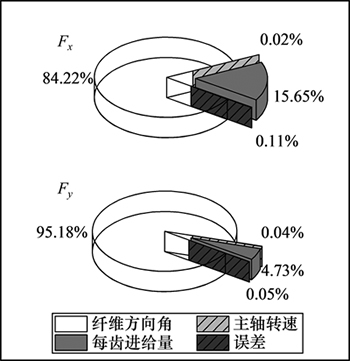
ͼ11 �ӹ�������ϳ����Ӱ�����������
Fig. 11 ANOVA results of cutting parameters
3.3 ϳ������ӹ������仯����
3.3.1 ����ά����DZ仯����
��������Ľ���Ѿ���������ά�������Ӱ��ϳ�����仯������Ҫ�����ء�ͼ12��ʾΪϳ��������ά����DZ仯���ߣ���ӹ�����ΪN=960 r/min��fz=0.18 mm����ͼ12���Կ���������ά���������ϳ������������С���ڦף�90��ʱϳ��������ڦף�0��ʱ��ϳ������С������=135��ʱ��FyΪ��ֵ������ֱ�������н����ͬ������=0��ʱ����мȥ����ʽ�Ի��忪��Ϊ��������������ǿ��ԶԶС����άǿ�ȣ�ϳ������С[16]������=45�㼰��=90��ʱ����ά��ҪΪֱ���жϷ�ʽ��������ά���������δ�������϶���м��֧����������ǿ������ϳ��������[15]������=135��ʱ�����������е���м�γɷ�ʽ��0��ʱ�����ƣ�Ҳ���ȿ��Ѻ���ϵĹ��̣����ڦף�90�㣬ϳ������y����ķ�����������ά������෴��ʹFy���ָ�ֵ��
3.3.2 ������ת�ٱ仯����
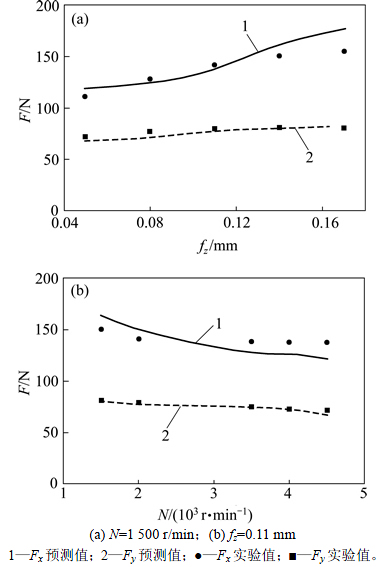
ϳ����������ת�ٱ仯������ͼ13��ʾ������fz= 0.13 mm����ͼ13���Կ�����������ת�ٵ����ӣ�Fx��Fy�ı仯�������ƣ����Dz�ͬ��ά������µı仯�����Dz�ͬ�ġ�����=0��ʱ����ת�ٵ����Ӷ���������=45�㼰��=135��ʱ��������ת�ٵ����ӣ�ϳ�����������ӣ�����=90��ʱ��������ת�ٵ����Ӷ���С��
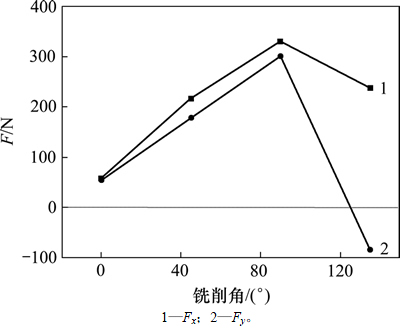
ͼ12 ϳ��������ά����DZ仯����
Fig. 12 Relationships between cutting angle and cutting forces
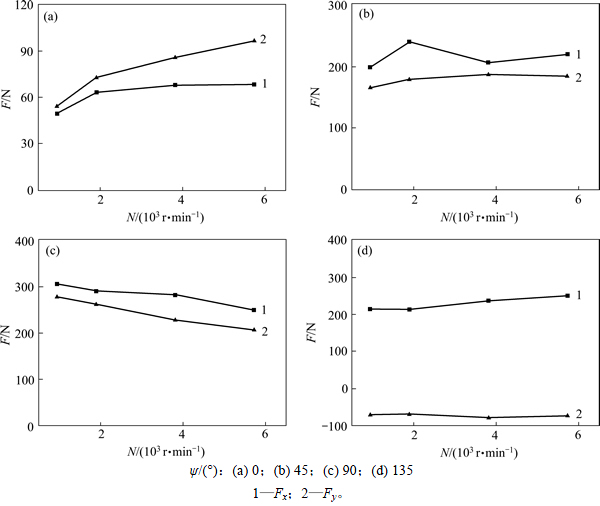
ͼ13 CFRPϳ������ת�ٵı仯����
Fig. 13 Relationships between spindle speed and cutting forces
����˫ֱ��ϳ���Ľṹ������ϳ��ʱ���������֮��ʶ������������������֮������Ž�Ϊ���Եij�����̣�����������ٶȵ�������������������ٶȵ������������¶����ߣ�������֬��������������ά�İ��������½�������ϳ������С��ͬʱ�������ٶ�����������ϵ�Ħ����Ҳ�������仯[17]������ά����Dz�ͬʱ��3�����ص�����ǿ�ȷ����仯�����ճ�����ͼ13��ʾ�ı仯���ɡ�
3.3.3 ��������仯����
ͼ14��ʾΪ��N=960 r/min�����²�õ�ϳ������ÿ�ݽ������ı仯���ɡ��ɼ���������������ӣ�Fx��Fy�ı仯�������ƣ�����ά����Ƕ����ı仯����Ӱ���С��Fx��Fy������ÿ�ݽ����������Ӷ������������ڣ�����ÿ�ݽ�������������������ʱ�̽�������������������ӣ���Ҫȥ���IJ���������������Ҫ�˷����ϱ��������������
3.4 �����ϳ�������ݻ�ȡ
BP��������õ�ʦ����ѧϰ�ķ������ж��η��������кܸߵ�Ԥ�⾫�Ⱥͽ�ǿ�ķ����������������ڹ�ҵ���̵ȷ����Ӧ��Խ��Խ�㷺��KALLA��[11, 18-19]�о����������ڸ������ԡ����̲�ṹ����ӹ�������CFRP�����ϰ��ϳ����Ԥ�⣬��������и��õķ����������������Իع鷨����Ӧ���淨�ܴﵽ���ߵľ��ȡ�
3.4.1 ��һ������
����BP������ķ�����CFRP�����ϰ��ϳ��������Ԥ�⣬��������ά����Ǧ�(��)������ת��(r/min)��ÿ�ݽ�����(mm) 3�����������ΪFx(N)��Fy(N)������ֵ�������������нϴ���죬Ϊ�˼�С�������ֵ�����ٶ�Ԥ��ģ�;��ȵ�Ӱ�죬���뽫���ǽ��й�һ��(����[-1��1]��������)�������������£�
 (7)
(7)
���У� Ϊ��һ����������ֵ��xΪԭʼ������ֵ��
Ϊ��һ����������ֵ��xΪԭʼ������ֵ��
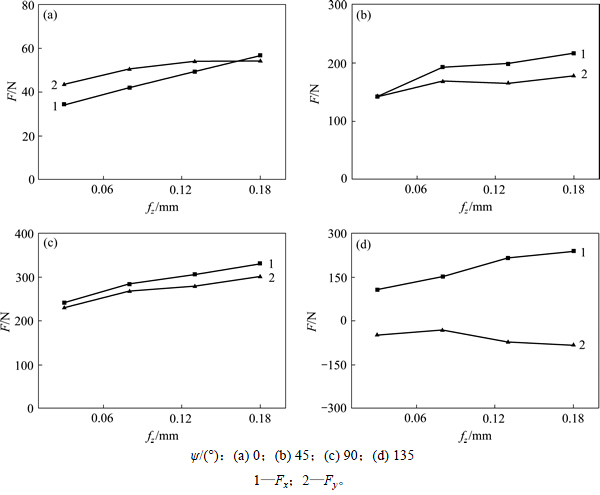
ͼ14 CFRPϳ������ÿ�ݽ����ı仯����
Fig. 14 Relationships between feed per tooth and the cutting forces
3.4.2 ���ݷ���
ʵ�鹲���64�����ݣ�������48����Ϊѵ��������ռ��75%��8��Ϊȷ��������ռ��12.5%��ʣ��8��Ϊ����������ռ��12.5%��ѵ��������ȷ�������Ͳ��������ķ������ѡȡ�����У�ȷ��������Ϊ�˷�ֹ������Ĺ�����϶��趨����ֹ�����������趨��ȷ�������ľ����������8�β����½�������������ֹ�����ϵ����ƣ�ѵ����ֹ�����������������������ѵ�����̣������������Ժ������Ԥ�⾫�Ƚ��м����������
3.4.3 �������ѵ����Ԥ��
��BP������ģ�ͽ��д�����ѵ����������������Ԫ����Ϊ3�����������Ԫ������Ϊ2�������ز����������Ϊ5��������Ľṹ��ͼ15��ʾ�����ݺ���������S�����к���TANSIG��ѵ���������û���Levenberg-Marquadt�����㷨(�ݶ��½������˹ţ�ٷ��Ľ��)��TRAINLM����Ӧ��ѧϰ�������þ߶������ݶ��½���LEARNGD������ģ�͵ľ��������Ŀ��Ϊ4��10-5������ѵ������ľ�����ֵΪ3.4��10-4��
ʹ�ò���������ʵ����������֤�����������������ϳ����Ԥ��ֵ��ʵ��ֵ�����ϵ���ﵽ0.987 9�����������Ϊ
 (8)
(8)
ƽ��������Ϊ
 (9)
(9)
�ɴ˿ɼ�������BP�����罨���ĵ����ϳ����Ԥ��ģ�;�ȷ�Ƚϸߣ���ͬ��ά������µ�������Ԥ��ֵ��ʵ��ֵ�Ա���ͼ16��ʾ��

ͼ15 BP������ṹͼ
Fig. 15 BP neural network configuration
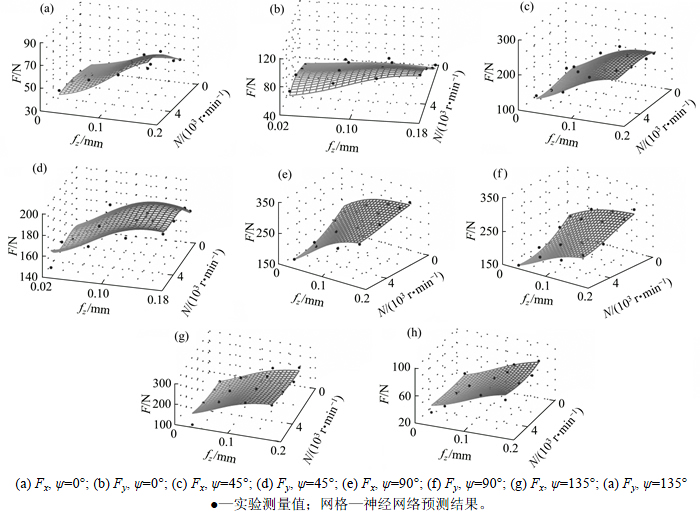
ͼ16 ��ͬ��ά������µ�ʵ������Ԥ��ֵ�Ա�
Fig. 16 Comparison of calculated data and test data of unidirectional CFRP at different fiber orientation angles
4 �����ϰ�ϳ����Ԥ��
4.1 CFRP�����ϰ�ϳ����ģ�ͽ���
˫ֱ��ϳ��ϳ��CFRP�����ϰ��ʵ����ϳ���ĵ���ͬʱ�Զ��CFRP�����̲��Ƽ�������������ͼ17��ʾ������������ʱ�̣����߶�ͬһ�̲��ϳ�����ص����Ǿ��ȵ�ֵ�ֲ��ģ���f(��)Ϊ��ά����Ǧ��̲�ĵ�λϳ��������f(��)��x�����y����ֽ�Ϊfx(��)��fy(��)��at(��)Ϊ�˷����̲�ĺ�ȣ���
 (10)
(10)
Ϊ�˶�����CFRP�����ϰ�ϳ�������Ӽ��㷽��������֤����Ҫʹ����ͬ�ļӹ�������CFRP�����ϰ��4�ֵ����̲㷽���CFRP�����ϰ����ϳ��ʵ�飬ʵ��������1��ʾ��CFRP�����ϰ���ά�����Ϊ��[45, 90, -45, 0]2S, 90, 90, 90, 90, [45, 90, -45, 0]2S����
 (11)
(11)
��16��ʵ���в�õ�4�ֵ����ϰ��ʵ���ź����ߴ���ʽ(10)�еõ��ļ�����������CFRP�����ϰ�ʵ�ʲ������߱Ƚϣ����Է��ּ�����������ʵ�����߾��н�Ϊ�����ͼ18��ʾΪ��N=960 r/min��fz=0.18 mm��ae��1 mm�����µ�CFRP�����ϰ�ϳ��������ֵ��ʵ��ֵ�ĶԱ�ͼ����ͼ18���Կ�����ϳ��������������ʵ�������ܽϺõط��ϡ����ʹ��ʽ(10)��CFRP�����ϰ���ϳ��������Ԥ����п����ԡ���ˣ�ΪԤ��CFRP�����ϰ�ϳ���������ֵ���ɵ�
 (12)
(12)
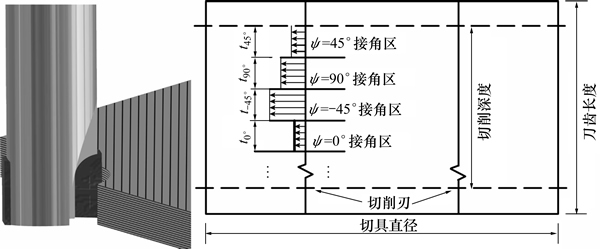
ͼ17 CFRP�����ϰ�ϳ��������ͼ
Fig. 17 Analysis of multidirectional CFRP milling forces
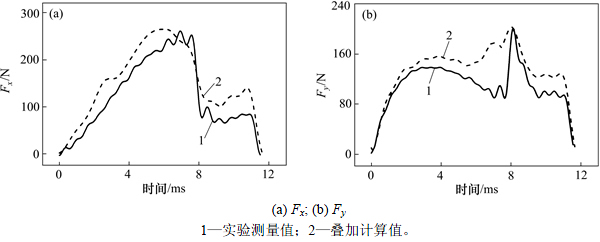
ͼ18 �����ϳ��������ֵ��ʵ��ֵ�Ա�ͼ
Fig. 18 Comparison of calculated and test data of MDCFRP
���ǵ�����ά����Dz�ͬʱ���������ֵ��ʱ�䲻ͬ�����Ӧ�Բ�ͬ��ά����ǵ�ϳ���������Ż�ϵ������������ά�Ƕ���ȣ����ף�0��ʱ��ϳ���������ֵ���ֽ��磬��˶�CFRP�����ϰ�����ֵӰ�������Ӧ����Ӱ��ϵ�������Ż���������С���˷������Ż�ϵ������Ϊ0.12���Ż����CFRP�����ϰ�ϳ����Ԥ�ʽΪ
 (13)
(13)
����
 (14)
(14)
4.2 CFRP�����ϰ�ϳ����ģ��ʵ����֤
Ϊ��֤Ԥ��ģ�͵�ȷ�ȣ�ѡȡ9��ӹ�������2�ֲ�ͬ����ά�����״̬�½���ʵ�飬ʵ������ͼ19��ͼ20��ʾ������ͼ19����ά�����Ϊ[45, 90, -45, 90]2S, 90, 90, 90, 90, [45, 90, -45, 90]2S��ͼ20����ά�����Ϊ[-45, 0, 45, 90]2S, 0, 0, 0, 0,[-45, 0, 45, 90]2S��������������㹫ʽ����
 (15)
(15)
���У� Ϊ���������ֵ��FsΪϳ����Ԥ��ֵ��FeΪϳ����ʵ��ֵ��
Ϊ���������ֵ��FsΪϳ����Ԥ��ֵ��FeΪϳ����ʵ��ֵ��
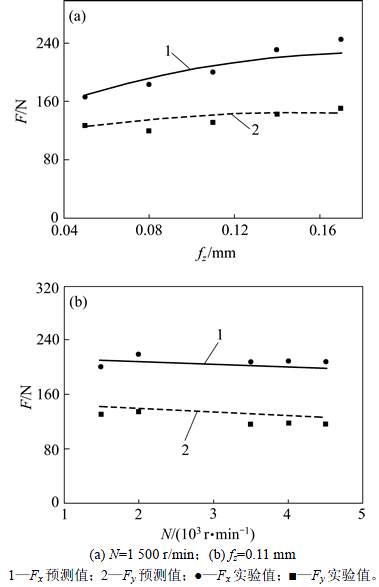
ͼ19 Ԥ��ֵ��ʵ��ֵ�Ա�
Fig. 19 Comparison of experiment results and theoretical predictions
ͼ20 Ԥ��ֵ��ʵ��ֵ�Ա�
Fig. 20 Comparison of experiment results and predictions
5 ����
1) ��ά����Ƕ�ϳ����Ӱ�����ÿ�ݽ�������֮������ת�ٶ�ϳ����Ӱ����С��
2) ����BP�������ȡ��CFRP�����ϰ�ϳ�����������0��~180����ά�����������CFRP�����ϰ�ϳ������
3) �о���CFRP�����ϰ�ϳ������CFRP�����֮��Ĺ�ϵ�������˴�CFRP��������CFRP�����ϰ�ϳ������ģ�ͣ���������ʵ����֤��ģ�;��Ƚϸ߲�����ͨ���ԡ�
�ο����ף�
[1] ������, ����Ρ, Ԭʿƽ, ��. ����̼��ά���ϲ��ϱڰ���������ϳ�����ռ���[J]. �������켼��, 2013, 435(15): 70-73.
KANG Yongfeng, CHEN Shuwei, YUAN Shuping, et al. NC milling technology for large carbon fiber composites panel contour[J]. Aeronautical Manufacturing Technology, 2013, 435(15): 70-73.
[2] HAN Shengchao, CHEN Yan, XU Jiuhua, et al. Experimental study of tool wear in milling multidirectional CFRP laminates[J]. Materials Science Forum, 2013, 770: 276-280.
[3] ������, ������, ������. ̼��ά���ϲ��ϸ��ٿ���ϳ�������о�[J]. �������켼��, 2010(22): 82-85.
KANG Yongfeng, WANG Wenli, WANG Xiaoli. Experimental study on high-speed groove-milling of CFRP[J]. Aeronautical Manufacturing Technology, 2010(22): 82-85.
[4] ��꺣, ��ٻ, ����. ̼��ά���ϲ��ϸ���ϳ��ʵ���о�[J]. ��е���������, 2009(12): 167-169.
XU Honghai, XU Qian, LIU Dong. Experimental study on the high speed milling of carbon fiber reinforced polymer[J]. Machinery Design & Manufacture, 2009(12): 167-169.
[5]  K, ZALESKI K. Comparative study in the passive force and cutting torque in the milling process of polymer matrix composites and aluminum alloys[J]. Advances in Science and Technology�CResearch Journal, 2013, 7(18): 6-12.
K, ZALESKI K. Comparative study in the passive force and cutting torque in the milling process of polymer matrix composites and aluminum alloys[J]. Advances in Science and Technology�CResearch Journal, 2013, 7(18): 6-12.
[6] SLAMANI M, CHATELAIN J, HAMEDANIANPOUR H. Comparison of two models for predicting tool wear and cutting force components during high speed trimming of CFRP[J]. International Journal of Material Forming, 2015, 8(2): 305-316.
[7] KARPAT Y, BAHTIYAR O,  B. Milling force modelling of multidirectional carbon fiber reinforced polymer laminates[J]. Procedia CIRP, 2012, 1(1): 460-465.
B. Milling force modelling of multidirectional carbon fiber reinforced polymer laminates[J]. Procedia CIRP, 2012, 1(1): 460-465.
[8] KARPAT Y, BAHTIYAR O, B. Mechanistic force modeling for milling of unidirectional carbon fiber reinforced polymer laminates[J]. International Journal of Machine Tools and Manufacture, 2012, 56: 79-93.
[9] KARPAT Y, POLAT N. Mechanistic force modeling for milling of carbon fiber reinforced polymers with double helix tools[J]. CIRP Annals-Manufacturing Technology, 2013, 62(1): 95-98.
[10] ��ʤ��, ����, ��Ż�, ��. ���ϳ����ϳ�ӹ����CFRPϳ�����Ľ�ģ�����[J]. ���ϲ���ѧ��, 2014, 31(5): 1375-1381.
HAN Shengchao, CHEN Yan, XU Jiuhua, et al. Modeling and simulation of milling forces in side milling multi-layer CFRP with multitooth cutter[J]. Acta Materiae Compositae Sinica, 2014, 31(5): 1375-1381.
[11] KALLA D, SHEIKH-AHMAD J, TWOMEY J. Prediction of cutting forces in helical end milling fiber reinforced polymers[J]. International Journal of Machine Tools and Manufacture, 2010, 50(10): 882-891.
[12] KALLA D K. Committee neural network force prediction model in milling of fiber reinforced polymers[D]. Kansas: Wichita State University. Department of Industrial and Manufacturing Engineering, 2008: 1-199.
[13] SHEIKH-AHMAD J, TWOMEY J, KALLA D, et al. Multiple regression and committee neural network force prediction models in milling FRP[J]. Machining Science and Technology, 2007, 11(3): 391-412.
[14] WANG D H, RAMULU M, AROLA D. Orthogonal cutting mechanisms of graphite/epoxy composite, Part ��: multi-directional laminate[J]. International Journal of Machine Tools and Manufacture, 1995, 35(12): 1639-1648.
[15] ����Ԫ, ������, �Ų���, ��. ���ھ���������������̼��ά��ǿ��֬�����ϲ���������Ԥ��[J]. ���ϲ���ѧ��, 2015, 33(3): 516-524.
JIA Zhenyuan, SU Youliang, ZHANG Boyu. The prediction of the cutting force in machining CFRP based on the RBF artificial neural network[J]. Acta Materiae Compositae Sinica, 2015, 33(3): 516-524.
[16] WANG D H, RAMULU M, AROLA D. Orthogonal cutting mechanisms of graphite/epoxy composite, Part ��: Unidirectional laminate[J]. Machine Tools Manufacture, 1995, 35(12): 1623-1638.
[17] KLINKOVA O, RECH J, DRAPIER S, et al. Characterization of friction properties at the workmaterial/cutting tool interface during the machining of randomly structured carbon fibers reinforced polymer with carbide tools under dry conditions[J]. Tribology International, 2011, 44(12): 2050-2058.
[18] KARNIK S R, GAITONDE V N, RUBIO J C, et al. Delamination analysis in high speed drilling of carbon fiber reinforced plastics (CFRP) using artificial neural network model[J]. Materials & Design, 2008, 29(9): 1768-1776.
[19] TSAO C C. Comparison between response surface methodology and radial basis function network for core-center drill in drilling composite materials[J]. The International Journal of Advanced Manufacturing Technology, 2008, 37(11/12): 1061-1068.
(�༭ �Կ�)
�ո����ڣ�2016-12-24�������ڣ�2017-01-21
������Ŀ(Foundation item)�������ص�����о���չ�ƻ�(973�ƻ�)��Ŀ(2014CB046503)��������Ȼ��ѧ����������Ŀ(51575082��U1508207��51621064)�������У��������ҵ���ר���ʽ�������Ŀ(DUT16TD01) (Project(2014CB046503) supported by the National Basic Research Development Program (973 Program) of China; Projects(51575082, U1508207, 51621064) supported by the National Natural Science Foundation of China; Project(DUT16TD01) supported by the Fundamental Research Funds for the Central Universities)
ͨ�����ߣ�����������ʿ�����ڣ����¸��ϲ�������ԭ���빤������о���E-mail: wfjsll@dlut.edu.cn

