网络首发时间: 2016-06-22 08:23
稀有金属 2016,40(10),1008-1014 DOI:10.13373/j.cnki.cjrm.xy15040802
50% Si/Al复合材料微区不均匀性表征及其对力学性能的影响
陈晓波 樊建中 刘彦强
北京有色金属研究总院复合材料中心
摘 要:
采用粉末冶金法制备50%Si/Al(质量分数,下同)复合材料,利用金相显微镜(OM)、万能试验机和扫描电镜(SEM)对材料的组织不均匀性及性能稳定性进行了研究。结果表明:在不同混料条件下,50%Si/Al复合材料能够轻易达到宏观均匀,组织之间的区别在于微区不均匀性。对于50%Si/Al复合材料而言,微区域大小为75μm×70μm所反映的组织微区不均匀性规律与断裂韧性稳定性的变化趋势相吻合。而断裂韧性的稳定性与组织的微区不均匀性相关,因此选取大小为75μm×70μm的微区域能够较好地反映材料的微区不均匀性。相比较而言,4种不同混料工艺中,最佳混料工艺为混料24 h,球料比1∶1。组织微区不均匀性对于断裂韧性稳定性影响最为突出,对抗弯及抗拉强度稳定性的影响并不明显。
关键词:
微区域 ;不均匀性 ;半定量表征 ;力学性能 ;裂纹扩展 ;
中图分类号: TB333
作者简介: 陈晓波(1990-),男,江苏海安人,硕士研究生,研究方向:金属基复合材料;E-mail:972324626@qq.com;; 樊建中,教授;电话:010-82241232;E-mail:jzfan@grinm.com;
收稿日期: 2015-04-10
基金: 国家重点基础研究发展计划项目(2012CB619606)资助;
Measurement of Micro-Nonuniformity of 50% Si/Al Composites and Its Influence on Mechanical Properties
Chen Xiaobo Fan Jianzhong Liu Yanqiang
Composite Materials Center,General Research Institute for Nonferrous Metals
Abstract:
The micro-nonuniformity and property stabilities of 50% Si/Al( mass fraction) composites,fabricated by powder metallurgy( PM) method under four different mixing processes,were studied by optical microscope( OM),mechanical test and scanning electron microscope( SEM). The results indicated that under different mixing processes,the macro-homogeneity could be reached easily,and the difference between the structures was micro-nonuniformity. For 50% Si/Al composites,the rule of micro-nonuniformity was identical with the stability law of fracture toughness. The stability law of fracture toughness was related with the discipline of micro-nonuniformity,therefore the micro-district with size of 75 μm × 70 μm was suitable for quantitative analysis of Si particle distribution in the aluminum matrix. The composite with ball-to-powder weight ratio( BPWR) of 1∶ 1,homogenized for 24 h had the lowest value of nonuniformity index( M). The distribution of particles influenced fracture toughness greatly,compared to tensile strength and bending strength.
Keyword:
micro-district; nonuniformity; quantitative analysis; mechanical properties; crack growth;
Received: 2015-04-10
颗粒增强铝基复合材料,相比于传统铝合金材料,具有高强度、高硬度及质轻等显著优势
[1 ,2 ,3 ,4 ,5 ,6 ]
。由于这些卓越的性能,颗粒增强铝基复合材料被广泛地应用于各个领域,如军事、体育设备及航空航天等领域
[7 ,8 ,9 ]
。通常制备该材料的方法,主要分为两类:液相凝固和固相烧结(粉末冶金法)。相比于其他方法,粉末冶金法具有材料相对致密度高,增强相添加自由,及低的烧结温度等优势
[10 ]
,因此在最近几十年中粉末冶金法逐渐成为制备颗粒增强铝基复合材料的主流方法之一。
粉末冶金法制备的50%Si/Al复合材料在热管理材料中具有显著优势,这是由其高热导率和低热膨胀率决定
[9 ,10 ]
。除了作为功能材料的优点,硅颗粒对材料的常规力学性能也有显著的增强效果
[11 ,12 ]
。当然,这种增强效应依赖于颗粒分布状况、颗粒大小、基体强度、界面结合、热处理等因素,其中对于粉末冶金法制备的高体积分数颗粒增强铝基复合材料而言,分布均匀性较为关键。而由于力学性能的好坏从根本上决定了材料的应用范围,因此对于材料力学性能的研究显得尤为重要。力学性能包括两个方面:一性能水平,二性能的稳定性。本文研究的重点在于,微区不均匀性对于材料力学性能稳定性的影响规律。
混料过程是粉末冶金法制备复合材料的一个重要流程,决定了硅颗粒的分布情况,从而影响材料的性能及稳定性。但是颗粒分布均匀化过程的影响因素较多,且对于颗粒分布均匀程度的半定量表征并没有系统深入的研究。因此,通过半定量表征颗粒分布,研究混料过程对于组织性能的影响显得尤为重要。该研究有利于探索混合机制,优化工艺,为材料工程化制备提供指导。
本文研究的目的在于找到合适的方法及分析手段表征颗粒分布不均匀程度,从而分析混料过程中各个因素对于组织及性能稳定性的影响,优化混料工艺。
1 实验
复合材料增强体选用10~15μm的Si粉末,质量分数为50%;基体选用高纯铝粉,粉末纯度99.9%~99.95%,粉末的平均粒度为4~6μm。图1所示为原材料形貌扫描电镜照片(SEM)。
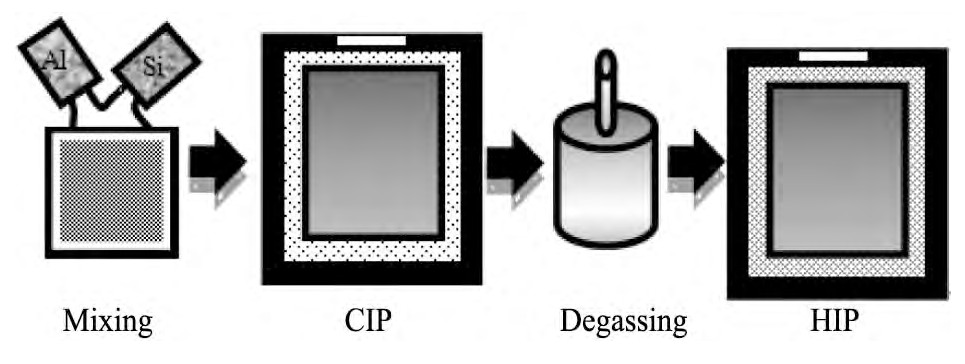
采用粉末冶金法制备铝硅复合材料,其主要工艺流程为:混粉、冷等静压(CIP)、真空除气、热等静压(HIP),如图2所示。混料罐选用酒桶式混料罐,其尺寸为Φ20 cm×24 cm,转速40 r・min-1 ,混料时间分别选取2,24,48 h,混料介质为轴承不锈钢球。球料比即混料不锈钢球与混合粉末质量比为0∶1(不用混料钢球)与1∶1。表1所示为4种不同的混料工艺,及不同工艺制备的复合材料编号。
冷等静压是将混合完毕的粉末混合物装入柱形橡胶包套中,将粉末捣实,松装密度为50%~60%,两端用真空橡胶塞密封,放入冷等静压机,加压至180~200 MPa,保压10 min卸压。冷等静压后的坯锭相对致密度达到70%~75%,粉末之间孔隙连通,能够满足高温除气工艺要求。
高温除气是将冷等静压后的坯锭装入纯铝包套中缓慢加热至560℃,同时进行高温除气,从而除去坯锭中粉末吸附的水、空气等。热等静压是将除气后真空封死的坯锭装入热等静压机,在560~580℃进行热等静压,压力为100~110 MPa,保温60 min。
采用ZEISS Axiovert 200 MAT光学显微镜(OM)和HITACHI S-4800型场发射扫描电镜(SEM)分别观察热等静压复合材料中Si颗粒的分布情况及断口。抗拉强度测试在AMSLER-100-20拉伸仪设备上进行,基准直径5 mm,标距长度10mm,加载速率0.5 mm・min-1 。三点弯曲强度测试是在AMSLER-100-20拉伸仪设备上进行,加载方式为三点弯曲,加载速率为0.5 mm・min-1 ,跨距30 mm。平面应变断裂韧性的测试在AMSLER-100-20拉伸仪设备上进行,跨距为40 mm,加载方式为三点弯曲方式,加载速率为0.05 mm・min-1 。
图1 Si粉末和铝粉末的SEM照片Fig.1 SEM images of raw powders
(a)Si powders;(b)Alumimum powders
图2 粉末冶金法制备Si/Al复合材料的主要流程Fig.2Schematic representation of production DRAMC using PM technology
表1 不同混料工艺制备的50%Si/Al复合材料Table 1 Mixing process of 50%Si/Al composites 下载原图
表1 不同混料工艺制备的50%Si/Al复合材料Table 1 Mixing process of 50%Si/Al composites
2 结果与讨论
2.1 混料均匀性的表征
分析颗粒分布均匀性的方法主要有两种:一是随机选取微区域,测试颗粒体积分数;二是测算微区域中的颗粒数目及颗粒间的最近距离
[13 ,14 ]
。对于低体积分数复合材料,方法二更为合适。这主要是由于测算体积分数的作用等同于检测颗粒数目,对于低体积分数材料而言没有意义。对于高体积分数颗粒增强铝基复合材料而言,测算体积分数法较为合适。这主要是因为,对于高体积分数颗粒增强铝基复合材料而言,增强相颗粒将会形成“半连续网状结构”或“密堆结构”
[15 ]
,且硅颗粒形状不规则,测算颗粒间最近距离较为困难,见图3所示。
采用测算微区域体积分数法定量表征颗粒分布不均匀性的前提是,面积分数能够代表材料的体积分数。实际测算材料的面积为64%。依据公式(1),理论计算材料面积分数为65.4%。两者之间相差小于2%,在可接受误差范围之内。
式中,Sf 为材料面积分数,Vf 为材料体积分数。
测算多个微区域体积分数并计算得到的标差,为方便讨论将该标准差与50%Si/Al复合材料体积分数的平均值的比定义为颗粒分布不均匀性参数M。选取微区域的个数依据统计学规律应不少于6个。硅颗粒面积标准差的计算,如式(2)所示。
式中,N为选取微区域的个数,Ai 为单个微区域面积分数,Af 为平均微区域面积分数,A为微区域面积分数标准差。
Af 的计算如式(3)所示。
式中,N为选取微区域的个数,Ai 为单个微区域面积分数,Af 为平均微区域面积分数。
A/Af 即为颗粒分布不均匀度M的计算方法,如式(4)所示。
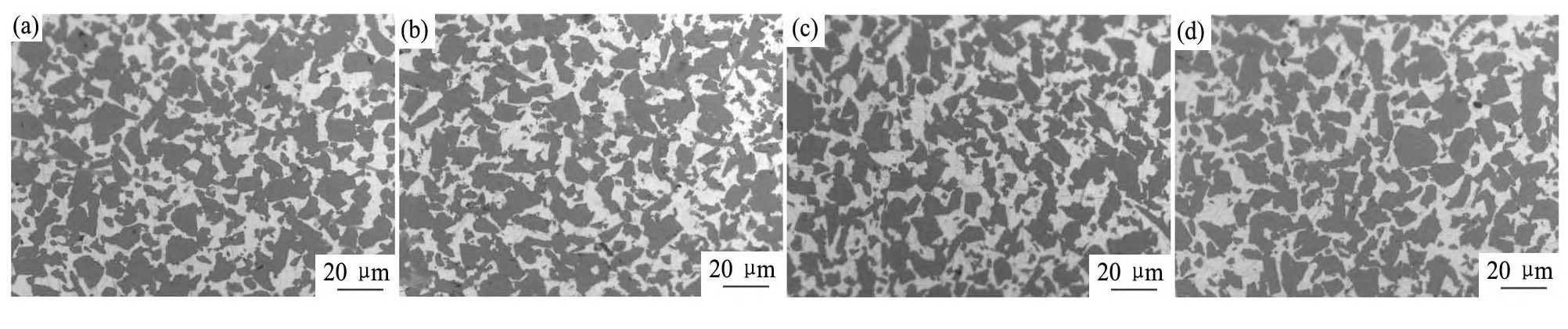
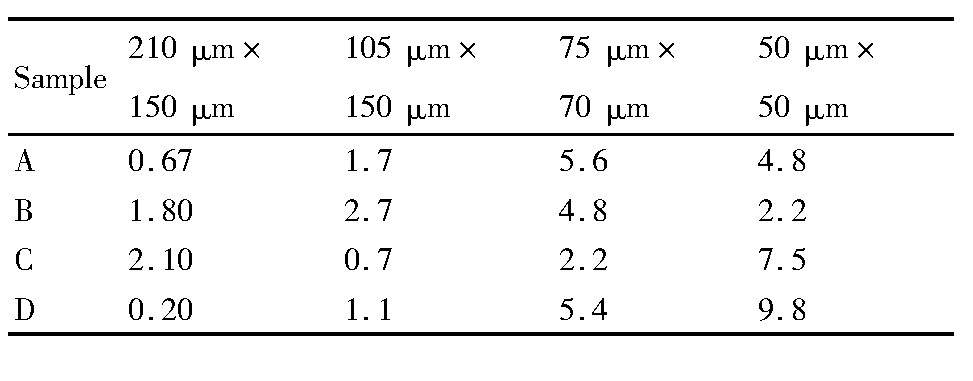
微区域大小的选择与材料的体积分数、颗粒聚集程度以及颗粒尺寸有关,对于50%Si/Al复合材料,本文主要选取4种不同尺寸微区域(210μm×150μm,105μm×150μm,75μm×70μm与50μm×50μm)。此外,微区域大小的选择还需要满足的条件是:微区域内颗粒数大于20,以保证统计的精准性。表2所示为A,B,C,D 4个试样选取不同大小微区域所测算出的颗粒分布不均匀度。
图3 不同混料条件下制备的50%Si/Al复合材料的金相照片Fig.3 OM images of 50%Si/Al under different mixing processes
(a)Sample A;(b)Sample B;(c)Sample C;(d)Sample D
表2 选取不同微区域大小测算的颗粒分布不均匀程度Table 2 Homogeneity values(M)of 50%Si/Al compos-ites measured under different micro-districts 下载原图
表2 选取不同微区域大小测算的颗粒分布不均匀程度Table 2 Homogeneity values(M)of 50%Si/Al compos-ites measured under different micro-districts
相比较而言,选取210μm×150μm大小微区域所测算颗粒分布不均匀程度区别较小,选取50μm×50μm大小微区域所测算颗粒分布不均匀程度区别过大,首先将这两种选取方式排除。由于过大的微区域中包含的硅颗粒数目较多基本等同于整个材料中的体积分数,因此所测算不均匀度差别较小,不能代表材料的微观不均匀度。而过小的微区域中包含的硅颗粒数目太少,所测算不均匀性,偶然性较高,也无法代表材料真实的不均匀性。因此,能够代表颗粒分布微观不均匀性的微区域大小应在75μm×70μm与105μm×150μm两者之间。
2.2 力学性能
图4所示为不同混料工艺条件所制备材料的力学性能。从图4中可以看出不同颗粒分布均匀性,对于力学性能水平的影响并不明显,A,B,C,D 4种材料的抗拉强度基本在200 MPa左右,抗弯强度在310 MPa左右,断裂韧性在6.5 MPa・m1/2 左右。力学性能水平基本相同,也从侧面证明了对于50%Si/Al复合材料而言,能够较易达到宏观均匀。性能稳定性的计算方法,如式(5)所示。
式中,SD为所制备材料的性能标准差,MS为性能平均值。
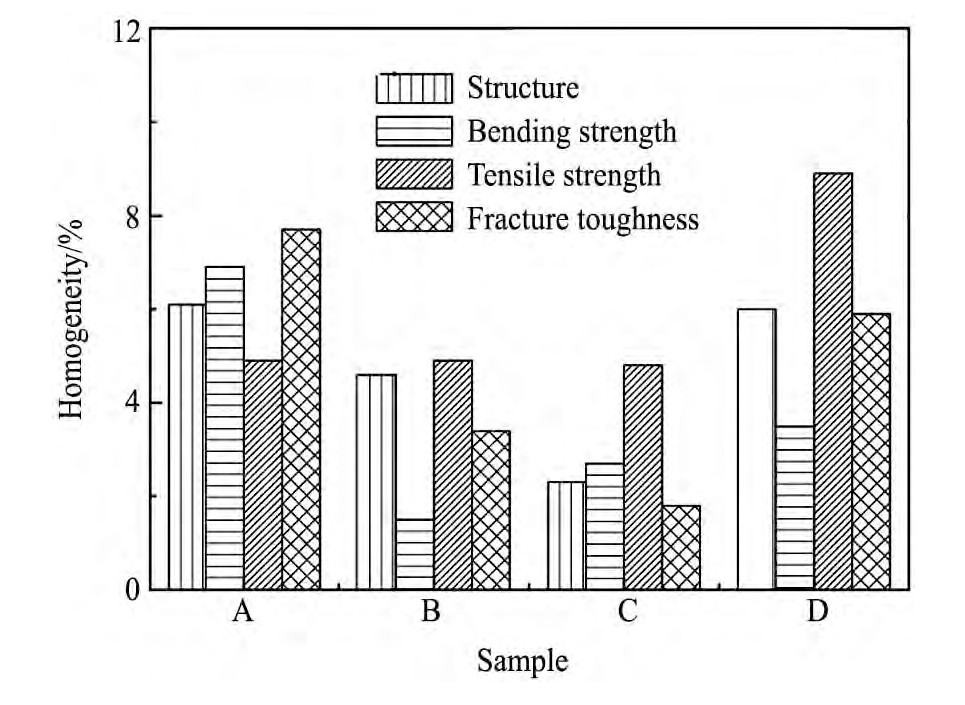
图5为力学性能及其波动大小与颗粒分布不均匀性的柱状图。从图5中可以看出,断裂韧性稳定性的规律与微区域大小为75μm×70μm所测颗粒分布不均匀性的情况最为吻合,抗拉强度与抗弯强度稳定性规律与颗粒分布情况基本不相关。
2.3 断裂机制
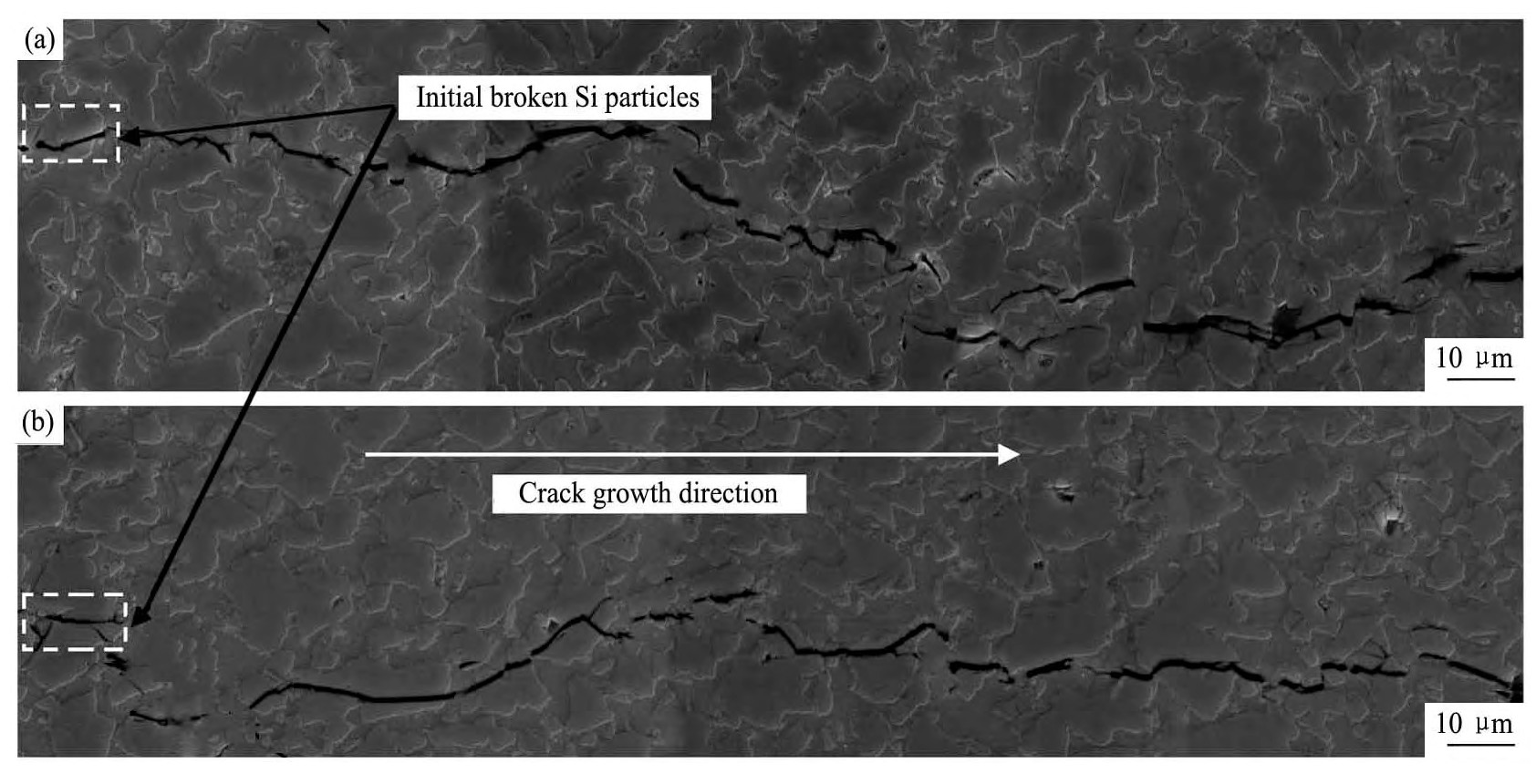
图6为试样A与C断裂韧性裂纹扩展过程电镜照片。可能断裂机制为:当应力达到一定条件时,硅颗粒首先开裂,然后硅颗粒周围的铝基体发生撕裂,铝基体主要承担了桥接裂纹的作用
[12 ]
,而且基本上所有的硅颗粒开裂均在裂纹扩展路径上。在裂纹扩展过程中,并没有出现铝基体与硅颗粒的脱粘,换而言之,Si-Al复合材料材料界面结合良好,能够很好地完成载荷传递。另一方面,根据格伦微裂纹理论
[15 ]
,越大的硅颗粒存在更多的缺陷。而由于原材料中的硅颗粒大小不一,大的硅颗粒有可能成为材料的缺陷,从而导致材料的性能下降和性能稳定性变差。由于选取原材料的粉末粒径集中,如图1所示,且在整个裂纹扩展过程中,并未观察到因颗粒过大而导致的缺陷的产生,因此认为颗粒大小对于本文中所制备的高体积分数复合材料断裂韧性的影响较小。
图4 不同混料工艺条件下所制备材料的力学性能Fig.4 Mechanical properties of 50%Si/Al composites after different mixing processes
(a)Sample A;(b)Sample B;(c)Sample C;(d)Sample D
图5 不同混料工艺条件下制备的材料组织均匀性及性能稳定性柱状图Fig.5 Homogeneity of properties and structure of 50%Si/Al composites under different blending processes
试样A与C相比,断裂过程中,裂纹的扩展过程类似。文献
[
16 ]
报道,颗粒分布均匀性较差时,聚集的增强相颗粒之间为弱结合,成为缺陷,从而导致材料的力学性能下降
[7 ]
。但对于本文所制备50%Si/Al复合材料而言,并未观察到大量硅颗粒的聚集,如图3所示。另外,从图6(a)可见,颗粒分布均匀程度较差的A的裂纹扩展过程中,也未观察到因增强相颗粒间的弱结合而形成的裂纹。
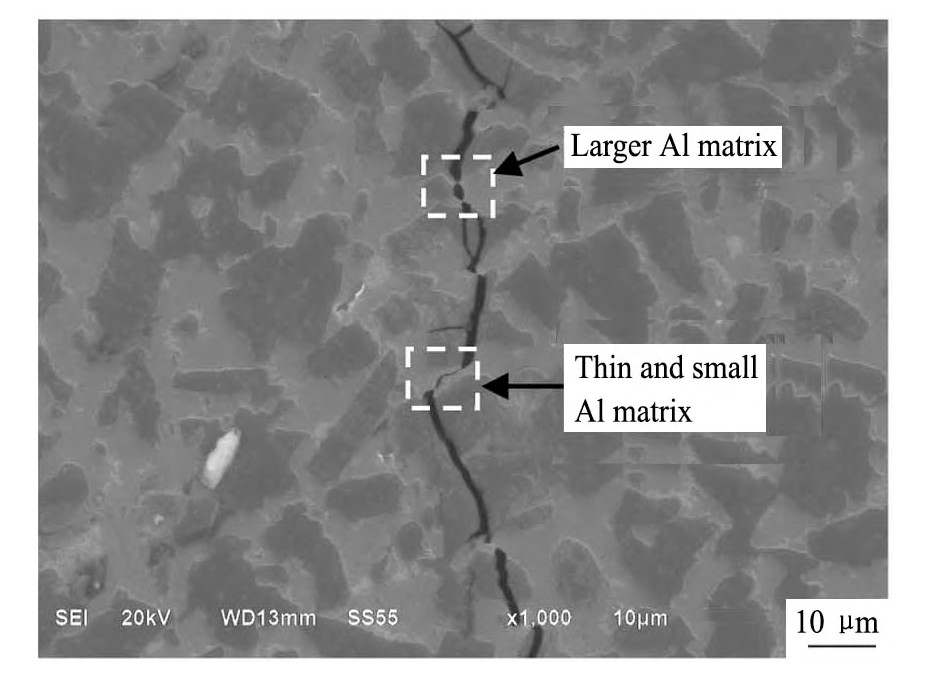
导致断裂韧性波动的原因在于材料的微观均匀性的不同,即硅颗粒周围细薄的铝基体由于应力集中,无法通过塑性变形完成裂纹的桥接,断裂韧性较差;而硅颗粒周围的铝基较大时,塑性变形能力较强,断裂韧性较好
[12 ]
。图7所示为不同微观均匀性导致的撕裂方式不同的铝基体。
而断裂韧性稳定性的规律与75μm×70μm所测颗粒分布不均匀性的情况最为吻合,因此50%Si/Al材料在75μm×70μm尺度左右存在微区不均匀,且表征其微区不均匀性的微区域的大小也应在75μm×70μm左右。
而对于不同力学性能,检测过程中试样所受应力不同,如抗拉及抗弯强度试样均为光滑表面,表征了材料宏观力学性能。而断裂韧性试样由于预制裂纹导致裂纹尖端应力分布不均匀与应力集中,即“尖端效应”
[17 ]
。因此,颗粒分布微区不均匀性对断裂韧性的影响较为明显,而对抗拉及抗弯强度的稳定性的影响并不明显。相比于抗拉强度试样主要受拉应力作用,抗弯强度试样受拉应力与压应力的共同作用。抗拉强度试样反应材料的宏观力学性能;抗弯强度试样由于压应力的作用,使得裂纹闭合,抗弯强度的稳定性与裂纹萌生处颗粒分布不均匀性更为相关。而在混料过程中,主要有对流、扩散与剪切3种运动机制,2 h混料时由于粉末颗粒运动不充分,铝基体的尺度相对较大,能够通过塑性变形将载荷传递至增强相。因此试样B的抗弯强度稳定性优于试样A,C与D。总而言之,导致颗粒分布微观不均匀性对于50%Si/Al复合材料性能稳定性影响不同的原因:一是检测不同力学性能的试样受力情况不同;二是不同混料工艺条件下,材料的颗粒分布微区不均匀性不同。
图6 50%Si/Al复合材料裂纹扩展过程Fig.6 Complete crack growth of 50%Si/Al composites
(a)Sample A;(b)Sample C
图7 硅颗粒周围铝基体SEM照片Fig.7 SEM image of Al matrix surrounding silicon particles
3 结论
1.不同混料工艺,对50%Si/Al复合材料的宏观均匀性无明显影响。
2.50%Si/Al复合材料在混料过程中能够轻易达到宏观均匀,不存在大量增强相颗粒聚集,但在75μm×70μm尺度左右,存在微观不均匀。
3.微观不均匀性对于50%Si/Al复合材料的断裂韧性水平影响不大,但对其波动影响较大,即影响断裂韧性的稳定性。
参考文献
[1] Adem Onat,Hatem Akbulut,Fevzi Yilmaz.Production and characterization of silicon carbide particle reinforced aluminum-copper alloy matrix composites by direct squeeze[J].Journal of Alloys and Compounds,2007,436(s1-2):375.
[2] Dadbakhsh S,Hao L.Effect of hot isostatic pressing(HIP)on Al composite parts made from laser consolidated Al/Fe2O3[J].Journal of Materials Processing Technology,2012,212(11):2474.
[3] Fan J Z,Zhang K,Shi L K.Interface characterization of the Si Cp/Al composites made by powder metallurgy[J].Journal of Material Science and Engineering,1999,15(2):147.
[4] Shen M J,Wang C D,Li C D.Effect of submicron size Si C particles on micro and mechanical properties of AZ31B magnesium matrix composites[J].Materials and Design,2014,52(2):1011.
[5] Shen Y L.Thermal expansion of metal-ceramic composites:a three dimensional analysis[J].Materials Science and Engineering,1998,252(2):269.
[6] Huda D,Baradie M A El,Hashmi M S J.Metal-matrix composites:manufacturing aspects.Part 1[J].Journal of Materials Processing Technology,2005,400(8):279.
[7] Tham LM,Gupta M.,Cheng L.Predicting the failure strains of Al/Si C composites with reacted matrix-reinforcement interfaces[J].Material Science and Engineering A,2003,354(1-2):369.
[8] Wu Z,Kang P C,Wu G H,Guo Q,Chen G Q.The effect of interface modification on fracture behavior of tungsten copper matrix composites[J].Material Science and Engineering A,2012,536:45.
[9] Peter K Johnson.P/M innovations drive industry growth[J].Engineering and Technology,1992,28(2):183.
[10] Chen C G,Luo J,Guo Z M,Yang W W,Chen J.Microstructural evolution and mechanical properties of in situ Ti B2/Al composites under high-intensity ultrasound[J].Rare Metals,2015,34(3):168.
[11] Abbasi Chianech V,Madaah Hosseini H R,Nofar M.Micro structural features and mechanical properties of AlAl3Ti composite fabricated by in-situ powder route[J].Journal of Alloys and Compounds,2009,473(S1-2):127.
[12] Liu Y Q,Wei S H,Fan J Z.Mechanical properties of a low-thermal-expansion aluminum/silicon composite produced by powder metallurgy[J].Journal of Material Science and Engineering,2014,30(4):417.
[13] Bozic D,Dimcic B,Dimcic O.Influence of Si C particles distribution on mechanical properties and fracture of DRA alloys[J].Material and Design,2010,31(1):134.
[14] Karnezis P A,Durrant G,Cantor B.Characterization of reinforcement distribution in cast Al-alloy/Si Cp composites[J].Materials Characterization,1998,40(2):97.
[15] Ren S B,He X B,Qu X H.Effect of calculation process on the properties and microstructure of Si C preform and corresponding Si Cp/Al composites by pressureless infiltration[J].Materials Science and Engineering,2007,444(s1-2):112.
[16] Nikhilesh Chawla,Shen Y L.Mechanical behavior of particle reinforced metal matrix composites[J].Advanced Engineering Materials,2001,3(6):357.
[17] Shu D L.Mechanical Properties of Engineering Materials[M].Beijing:China Machine Press,2007.44.(束德林.工程材料力学性能[M].北京:机械工业出版社,2007.44.)