���±�ţ�1004-0609(2009)07-1182-07
AZ31þ�Ͻ��彵����������֯��֯�����ݱ�
���һ�1��������1���� ��2
(1. ����������ѧ װ������ѧԺ������ 110168��
2. ����ʦ����ѧ ������ѧ�뼼��ѧԺ������ 110034)
ժ Ҫ���о�AZ31þ�Ͻ������ڽ������������е���֯��֯�����ݱ���ɡ�����������˻�ǰ���ƺ���������Ҫ�ı��λ��ƺ�ȡ��Ӳ�����ƣ��˻�������Ļ��ƺ�ϸС���ᾧ������ɢǨ�ƵĹ�ͬ���ó�Ϊ��Ҫ�ı��λ��ƣ�����ѹ���������������↑ʼ����ͷ�ɢ��ѹ������70%~80%֮��ʱ������֯����ֵ�ȡ���ܶȴ���ͻ�����ֵ���γ�Ӳȡ���ǿ��{0001}����֯���������˻��ܴ������Ӳȡ��ͨ��һ��67%��ѹ������һ�������˻��˳���ؽ�AZ31þ�Ͻ����Ƴɺ�0.5 mm�ı��塣
�ؼ��ʣ�þ�Ͻ����ƣ��˻���֯��֯��
��ͼ����ţ�TG 146.22���� ���ױ�ʶ�룺A
Evolution of microstructure and texture of AZ31 magnesium alloy extrusion sheet by hot rolling with falling temperature
QU Jia-hui1, YUE Ming-kai1, HUANG TaoWANG Fu2
(1. School of Equipment Engineering, Shenyang Ligong University, Shenyang 110168, China;
2. College of Physical Science and Technology, Shenyang Normal University, Shenyang 110034, China)
Abstract: The evolution law of microstructure and texture in extruded sheets of magnesium alloy AZ31 during the hot rolling falling temperature process was studied. The results show that slipping and twinning are the major deforming and orientational hardening mechanism before annealing while the sliding of long grain in combination with the diffusing transfer of fine equiaxed grain boundary becomes a major deforming one after annealing. With increasing the reduction, the precipitation falls to pieces and spreads around. And the basal plane texture component has a maximum mutation value of orientation density with reductions of 70%?80%. So a basal plane texture component {0001} is formed, which has stronger orientation density that can be greatly reduced by softening annealing. A sheet of 0.5 mm in thickness can be made from magnesium alloy AZ31 by one 67% reduction pass and one softening annealing pass.
Key words: magnesium alloy; hot-rolling; annealing; microstructure; texture
�α�þ�Ͻ�ķ�չ�����Ǵ��������������߳����Եı���ģ���ʵ�����������Ǽ���һЩ���ڵ�����������ϸ��㷺��Ӧ��[1?2]���о�����������������Ʊ���������ѡ���������ѹ����Ҫ�����������[3]�����Խϲ�������ṹþ�Ͻ�������ʱ�׳������ƣ���������1 mm���±�����������Σ����ƺ��ڵõ������α���֯[4?5]�����Ҫ�����м��ٽᾧ�˻��Ը��Ƴ����ԣ�ʹ��һ�����ε��Խ��С�þ�Ͻ�������ϸ�����������쳤�ʺ����Լӹ����ܡ���������ʱ�����Ķ�̬�ٽᾧ����ʵ�־�������Чϸ�������ϸߵ������¶Ȳ����ڰ��͵Ŀ��ƺͱ��ָߵı����� ��[6]����̬�ٽᾧ�ڸ��Ƴ����ԵĻ�����Ҳ��ʵ�־�����ϸ��[7]�������߾���ϸ���Ļ�����ͬ������������þ�Ͻ��γ�ǿ{0002}����֯��[7?8]������յ�[9]������AZ31þ�Ͻ��Ľ����˻�������������֯��֯��������״�ľ�����ø���ϸС���ȣ�{0002}��Ӳȡ������������֯�������ܶ����ط�ӳ�ڱ��ι����в����۽ṹ���ݱ���ɣ���ˣ�֯���������о�þ�Ͻ����Ա��λ��ƺͶ�̬�ٽᾧ�������¾����κ˻��Ƶ���Ч�ֶΡ����������о��˼�ѹ��������ν�����������֯��֯�����ݱ���ɣ�̽Ѱ��֯��֯����ѹ�����������˻��յĹ�ϵ���Ա�Ϊʵ�������ṩ����ָ����
1 ʵ��
ʵ����ϵĻ�ѧ�ɷ����1���С�þ�Ͻ��ڶ�����ѧ���ϵ�Ź����о��������ص�ʵ�����Ʊ�����������Ʊ�����Ϊ�������ұ���Ʊ���þ�Ͻ�����(d 150 mm)�ȼ�ѹ�ɼ�����(140 mm��4 mm)���ȼ�ѹ��������Ϊ������Ԥ���¶�400 �棬����Ͳ�¶�350 �棬�����¶�400 �档������ֱ��200 mm�Ϳ�300 mm�������ϣ���������Ԥ���¶�400 �漰���������¶� 150 ���£���һ���������Լ1.4 mm��ֱ�ӷ��صڶ������������1 mm��1 mm������������400 ���������˻�40 min��ͬ���������е��������������Լ 0.6 mm��ֱ�ӷ��ص��ĵ����������0.4 mm�������弰���������ʵ���Ⱥ�ѹ�������2����(���ĵ�����ȡ������ͬѹ��������Ʒ)��
��1 AZ31þ�Ͻ�Ļ�ѧ�ɷ�
Table 1 Compositions of AZ31 magnesium alloy (mass fraction, %)

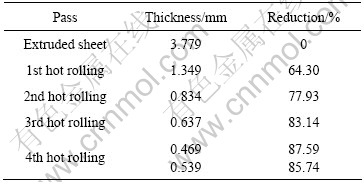
��2 ����������ʱÿ���εĺ�Ⱥ�ѹ����
Table 2 Thickness and reduction in each pass during hot rolling of extruded sheets
��LeicaDM/T?400��ѧ������Philips?G20����������Ͻ��н�������֯�۲졣�羵��Ʒ���Ʊ��������£���ƽ�������Ʊ���ȡ������ĥ�� 50 ��m���ң���������������£��������Ӽ����Ǵӻ���һ�����������ף�Ȼ����˫ǹС�Ƕ�˫�����Ӽ���ȥ����������Ĥ��
����Philip ��˾��X��Pert PRD ��֯�������ǽ���֯���ⶨ���ⶨʱѡ��Co K������Ϊ�����Դ���ܵ�ѹΪ35 kV���ܵ���Ϊ40 mA�������䷨����{10 1}��{102}��{11
1}��{102}��{11 0}��{103} 4�Ų�������ͼ��������Χ����Ϊ0?~70?�����5?����Ϊ0?~360?����������5?������LaboTex3.0����֯�������������㾧��ȡ��ֲ�����(ODF)����ʹ�ð��(Bunge)�����ŷ���ǣ��ó�����ȡ��(��1, ��, ��2)�ĺ��2(0?~60?)�ͼ��5?��13��ODF����ͼ������þ����ĶԳ��ԣ�ѡȡ���2Ϊ0?��30? 2��ODF����ͼ����ȡ���ܶ�f(g)���ŷֲ��ķ�����
0}��{103} 4�Ų�������ͼ��������Χ����Ϊ0?~70?�����5?����Ϊ0?~360?����������5?������LaboTex3.0����֯�������������㾧��ȡ��ֲ�����(ODF)����ʹ�ð��(Bunge)�����ŷ���ǣ��ó�����ȡ��(��1, ��, ��2)�ĺ��2(0?~60?)�ͼ��5?��13��ODF����ͼ������þ����ĶԳ��ԣ�ѡȡ���2Ϊ0?��30? 2��ODF����ͼ����ȡ���ܶ�f(g)���ŷֲ��ķ�����
2 ���
2.1 �����弰����������Ʒ�ĺ������֯
ͼ1��ʾΪAZ31þ�Ͻ�ԭʼ�����弰�������������Ľ�����֯(ˮƽ����Ϊ���������Ʒ���)��ͼ1(a)��ʾΪԭʼ��ѹ�����֯�����Կ����Ǵ���ٽᾧ���ᾧ����ͼ1(b)��ʾΪѹ����Ϊ64.30%��һ�����������֯������ѹ�����ϴ��ھ��ڻ��Ƶ������£���������������������ģ�����塣��ѹ����Ϊ77.93%��������������ʱ(��ͼ1(c))����ѹ�������ӣ��ִ�ľ���������ѹ�������£��ڴ�ֱ��ѹ������ѹ�⣬�������������������ϸ�ľ�����ͬʱ��������������ת��������������ĵڶ�������ƺͱ��Σ�����ɢ״�ֲ�����ƽ�������Ϸֲ��Ŵ���ϸС�����ܵĵ��ᾧ�����ɼ������α���֯�ѷ����ٽᾧ����Ȼ�����ٽᾧ��֯�����Ͼ���֯��ռ���֡��ڶԶ��������������˻����ѹ����Ϊ83.14%��������������ͼ1(d)��ʾ���ٽᾧ��֯�������ӣ�ԭ�����ľ��紦�;����γ�������¾������������Ͼ���֯�����������ĵ�������ѹ�����ֱ�Ϊ85.74%��87.59%����ͼ1(e)��1(f)��ʾ������ѹ�����Ľ�һ�����ӣ�����ȫΪ�ٽᾧ��֯������ϸС���������Բ����ȡ�
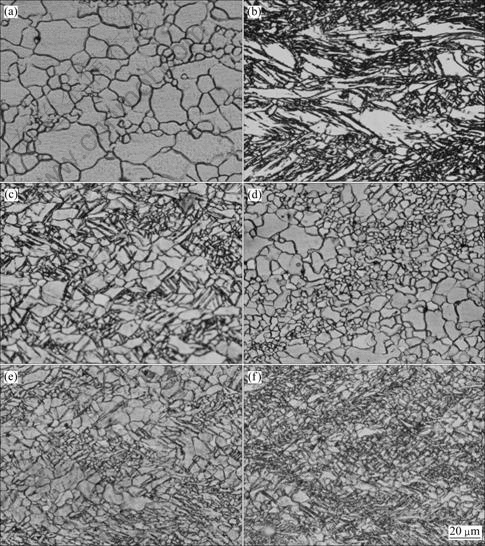
ͼ1 ������Ͳ�ͬ����ѹ������������Ľ�����֯
Fig.1 Microstructures of AZ31 extruded sheet and hot-rolling sheets with different reductions in passes: (a) Extruded sheet; (b) 64.30% in 1st pass; (c) 77.93% in 2nd pass; (d) 84.07% in 3rd pass; (e) 85.74% in 4th pass; (f) 87.59% in 4th pass
2.2 �����弰����������Ʒ������֯
ͼ2��ʾΪ��ͬ����ѹ�������������TEM����ͼ2(a)���Կ������ڱ��γ�ʼ�Σ������˴������������Σ�����״�Ͼ����кܸߵ�λ���ܶȣ���˵�������������ص�λ�����������ģ�ͬʱ�����շ���̬�ٽᾧ������A��B�ĵ������仨�������������Ϊ<001>��ͼ2(b)��ʾΪ�����˻����ĵ��������TEM���κ����֯���ٽᾧ���ij���Ϊ����ϸС���ٽᾧ���ᾧ������Щ�ٽᾧС�������ڲ�����û��λ�����Ͼ��Ĵ��ڡ�ͼ3��ʾΪ��ͬ����ѹ�������������������TEM����ͼ3���Կ�����ѹ����Сʱ�����������İ�״���������ѹ���������������↑ʼ����ͷ�ɢ��ͨ���ɦ�-Mg���-Mg17Al12��ɹ����壬��Ԫ��Mn����Al �γ�AlMn��������ɢ�ֲ��ڹ������ڡ�ͼ3��ʾ����������ѹ���������Ӷ��仯��ԭ���Ӱ�컹���һ���о���
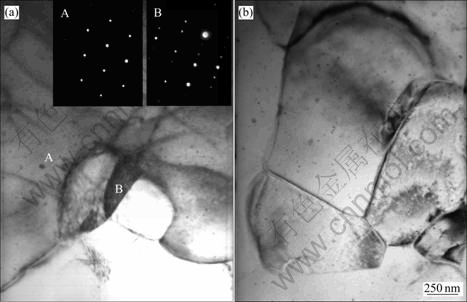
ͼ2 ��ͬ����ѹ�������������TEM��
Fig.2 TEM images of hot-rolling sheets with different reductions in passes: (a) 64.30% in 1st pass; (b) 87.59% in 4th pass
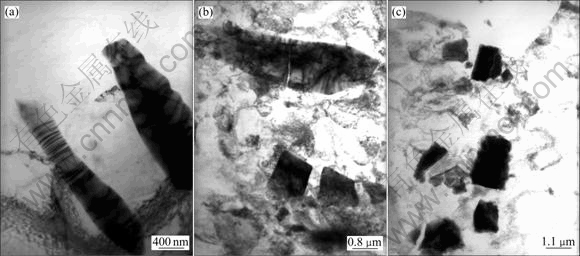
ͼ3 ��ͬ����ѹ�������������������TEM��
Fig.3 TEM images of precipitation of hot-rolling sheets with different reductions in passes: (a) 64.30% in 1st pass; (b) 77.93% in 2nd pass; (c) 87.59% in 4th pass
2.3 �������ڲ�ͬ�α�����������֯���仯
��ʵ����ѹ�����ֱ�Ϊ0%��64.30%��77.93%��83.14%��85.74%��87.59%ʱ�ĺ��2��ODF����ͼ����ͼ4(a)~(f)��ʾ���ڲ�ͬѹ�����£�AZ31þ�Ͻ��������ODF���2ϵ�н���ͼ��ӳ��AZ31������ĺ��֯���治ͬ��������ѹ���������Ӷ��仯�Ĺ��ɡ����������ι����У���������ѹ���������ӣ�ԭʼþ�Ͻ����в�ͬ��ʼ֯����־��в�ͬ�̶ȵı仯����һ������ѹ����Ϊ64.30%ʱ����ʼ֯����(80?��15?��0?)�ۼ���ǿ����ȡ���ܶ���9.57����11������������ѹ����Ϊ77.93%ʱ�����������γ��˺�ǿ�Ļ���֯��(0?��5?��0?)��(90?��0?��30?)��ȡ���ܶȷֱ�Ϊ28.77��25.19������ʼ֯�����(80?��15?��0?)��������ȡ���ܶ���9.57������4.59�������������徭�����˻������������ĵ���������ʱ�������������ǿ֯����������֯������ȡ��(80?��15?��0?)�ۼ�������ǿ���ĵ�����ѹ����Ϊ87.59%ʱ��֯�������(0?��0?��0?)��(30?��0?��0?)��(80?��15?��0?)��(0?��5?��30?)����Ӧȡ���ܶȷֱ�Ϊ8.08��7.81��10.40��8.68��
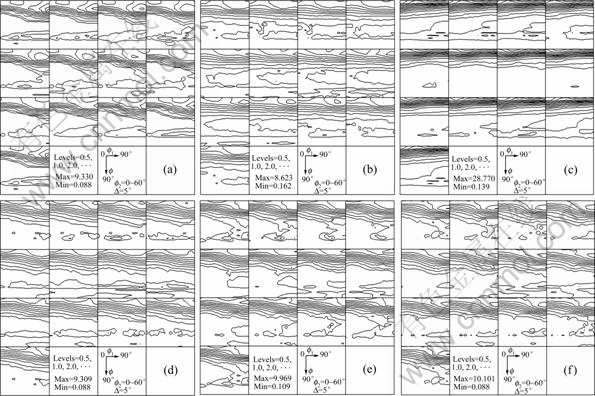
ͼ4 AZ31������Ͳ�ͬ����ѹ������������ĺ��2��ODF����ͼ
Fig.4 Constant ��2��ODF sections of AZ31 extruded sheet and hot-rolling sheets with different reductions in passes by hot-rolling: (a) Extruded sheet; (b) 64.30% in 1st pass; (c) 77.93% in 2nd pass; (d) 84.07% in 3rd pass; (e) 85.74% in 4th pass; (f) 87.59% in 4th pass
3 ����
3.1 λ���������붯̬�ٽᾧ
þ�Ͻ�������ĵ���֯��Ҫ�ɳ��������Ͼ����б���ȱ�����֯��ϸС�Ķ�̬�ٽᾧ������ɡ����������У��¶ȡ����������������ʵ����ؽ���Ӱ����֯��̬���ٽᾧ�ķ���[10?14]��ͼ1��֪���б���Ͷ�̬�ٽᾧ������Ҫ��ϸ�����ơ�����±��[15]���о�300��400 ���´�ѹ������������AZ31þ�Ͻ�ʱ�õ��Ľ����ͬ���ڱ�ʵ����α��������������ι����У�þ�Ͻ���֯ͬʱ������̬�ٽᾧ�������Ͼ����б�����ڱ��ι��������߷����ת����
�������ƿ�ʼ�������¶Ƚϸߣ������ƾ��нϴ��ѹ�����������֯����Ҫ������̬�ٽᾧ�ͼ��д����Σ������˴�������С�������ߴ�Լ2~3 ��m�����������¶ȵ��½�����̬�ٽᾧ��֯�ɷֿ�ʼ���٣��Ͼ����б����ʼ���ࡣ��Ϊ�б������ϸ����֯������[4]�������б���ں��д���ϸС(��)��������ߴ粻��1 ��m����Щ��֯���˻��ɳ���Ϊ�Ͼ��ȵ�ϸС�ٽᾧ��֯���ٽ������������γ���չ���б�����������¶���������ޣ�����������ѹ���������γɳ���������˵���ڴ��¶�����Щ���������㹻�Ķ�������ϵ�����Ծ��ȱ��Σ����¶���������ޣ��������������γɴ�Ǿ����α���֯�����Ʊ�����ѣ������������ڻ�������ʱ���֣�ͨ������ϵͳ���˶��Բ��们��ϵͳ�IJ��㡣��������������(hcp)����������Ա����е���Ҫ������������㷺ע�⣬������ԡ��ӹ�Ӳ���Ͷ��ѹ�������ҪӰ�졣��ˣ���hcp����
���Ͼ��IJ����Լ��������õ��о��ǽ���������һ���ȵ㡣hcp�������������ϵ��������������ڻ�����������Э�����У�����������������[16]���ѻ��Ƶ��Ͼ������ʣ�µĻ��徧�����Ų�ͬ�ľ���ȡ��Ҳ������һ���̿����������¾����������Ͼ��ڻ��徧���еijɺ˺ͳɳ��������˽����ܣ���ɾֲ�Ӧ�����У�ͬʱ�ɼ��α�����γɺ�����ϸС�Ǿ�������չ���б����������������������ʵʩ�����˻�ͨ����̬�ٽᾧ��������֯���������б���γ�ϸ������ֹ�б�����ơ�ͼ2������Щ�ٽᾧ�����ھ�����ɢ�;���Ǩ�Ƶ������³���Ϊ�ٽᾧС��������Щ�ٽᾧС�������ڲ�����û��λ���Ĵ��ڡ����ԣ������˻�ǰ��ı��λ����Dz�ͬ�ġ�����ν������Ƽ�һ�������˻�ı������ƹ��գ�����һ�������¶Ƚϸߣ����ô�ѹ�������Ͱ�ĺ�ȣ������¶��½����ٲ��ý�С��ѹ��������ͨ�������˻��γɾ�̬�ٽᾧ�ͻظ�ϸ����֯���о����������ͨ�������Ʒ��������Ƴɺ�0.4 mm�ı��壬��ƽ�������ߴ�ɴﵽ5 ��m���������ƾ���������ŵ㡣
3.2 ���������������ĺ��֯�����ݱ�
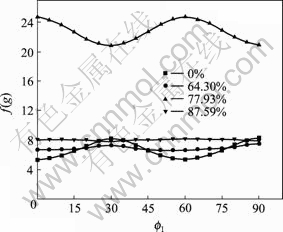
ͼ5��ͼ6��ʾΪ��ͬѹ�����ĺ�ۻ���֯����ǿ��֯���ı仯����ͼ5���Կ���������ѹ�����ļӴ���֯��ȡ��ľ�������Ҫ��0~30?<0001>��ȡ���ϵ����ͼ6���Կ������ǻ���֯����ֺͻ���֯�����֮�䷢��ת����ѹ������70%~80%֮��ʱ������֯����ֵ�ȡ���ܶȴ���ͻ�����ֵ��þ�Ͻ��������������γ���Ӳȡ���ǿ��{0001}����֯����ȡ��Ӳ��ʹ���Ա����������δ��������������������Ӧʵʩ�����˻��˻��������Żظ����ٽᾧ�ȹ��̵ķ���������״�ľ�����ø���ϸС���ȣ�֯����{0001}��Ӳȡ�������˻���������֯������ȡ��֯�����(80?��15?��0?)��ȡ���ܶ�������ǿ���������������AZ31þ������ԡ���˶�þ�Ͻ�֯���Ŀ��ƾ���ʮ����Ҫ�����塣
ͼ5 AZ31������Ͳ�ͬ����ѹ������������Ļ���֯����ֵ�ȡ���ܶ�
Fig.5 Orientational density of basal plane textures (��1, 0?, 0?) of AZ31 extruded sheet and hot-rolling sheets with different reductions in passes

ͼ6 AZ31������Ͳ�ͬ����ѹ�������������ǿ��֯����ֵ�ȡ���ܶ�
Fig.6 Orientational density of strength point textures of AZ31 extruded sheet and hot-rolling sheets with different reductions in passes
������Ԥ�Ⱥ�����һ�����������������Լ������˻���ٽ��������ĵ�����������֯���ݱ�������˻�ǰ��֯����ͬ���α����Ҳ�в��졣��Ȼ�¾�����ȡ����ת�����֯��ȡ������������ȫ��ͬ��˵����̬�ٽᾧʱ�α�����Dz�ͬ�ģ����֯���Ǵִ����α侧����ϸС���ٽᾧ���ᾧ��ͬ���õĽ����
��Ƕȵ��ᾧ�ı��Σ�˵���ڳ��������ڲ��������ȱ��Σ����㹻�Ķ�������ϵ����ʱ����ȡ��ľ����������滬���иߵ�ȡ������(��Schmid����)��������������滬�Ƶ��ٽ����Ӧ�����½�������滬�ƶ�Ӧ�����ٽ����Ӧ�����������������������ƶϣ��������ξ������õ��ܱ����������滬����ɡ��α䳤���������ǻ���ȡ������Ҳ��һЩΪת���Ļ���ȡ��ϸС������ٽᾧ������ȡ����ҪΪ����ȡ�����ƶϣ��α�ʱ�Ǿ���ȡ�����ƫת�������ȡ����α侧���ɴ�ǶȻ��ȡ���ʱ���ܹ����������ٽᾧ�¾���������ֻ�ܾ���ת���Ļ���ȡ���������Ƶ��ε�����Ͱ�ĺ�ȵļ�����һ�����ٽᾧ�������α���ת������ȡ��ͬʱ�в���һЩת���Ļ���ȡ���¾��������Ժ��֯�����������ǿ���������α���Ƶ����ã��¾����������ڴ����ڻ���֯��ȡ����������ת������ȡ��
4 ����
1) ���ü���������Ԥ���¶�400 �漰���������¶�150 ���£�����һ�����������������Լ������˻���ٽ��������ĵ�������������˳���ؽ�AZ31þ�Ͻ����Ƴɺ�0.5 mm�ı��塣�ù��վ���һ��67%��ѹ������һ�������˻���ص㣬������������Ч�ʡ�
2) �˻�ǰ���ƺ���������Ҫ�ı��λ��ƺ�Ӳ�����ƣ��˻�������Ļ��ƺ�ϸС���ٽᾧ���ᾧ������ɢǨ�ƵĹ�ͬ���ó�Ϊ��Ҫ�ı��λ��ơ������˻�ǰ����в�ͬ��ʼȡ�����Ʒ�γ����ƵĻ���֯�������¾���ȡ������Ź��̲�����ȫ��ͬ��
3) ѹ������70%~80%֮��ʱ������֯����ֵ�ȡ���ܶȴ���ͻ�����ֵ���γ���Ӳȡ���ǿ�� {0001}����֯���������������ʵʩ�����˻�֯����{0001}��Ӳȡ������������֯������ȡ��֯�����(80?��15?��0?)��ȡ���ܶ�������ǿ���������������AZ31þ�Ͻ������ԡ�
4) ѹ����Сʱ���������İ�״��������ű����������ӣ������↑ʼ����ͷ�ɢ��
REFERENCES
[1] DOEGE E, DRODER K. Sheet metal forming of magnesium wrought alloys formability and process technology[J]. J Mater Proc Technol, 2001, 115: 14?19.
[2] OGAWA N, SHIOMI M, OSAKADA K. Forming limit of magnesium alloy at elevated temperature for precision forging[J]. Int J Mach Tools and Manuf, 2002, 42: 607?614.
[3] ������, ¬ ��, ����Ƽ, ���Ľ�, �ؼ���. ���Ʒ�ʽ��AZ31þ�Ͻ𱡰���֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2004, 14(3): 391?397.
ZHANG Qing-lai, LU Chen, ZHU Yan-ping, DING Wen-jiang, HE Ji-hong. Effect of rolling method on microstructure and properties AZ31 magnesium alloy thin sheet[J]. The Chinese Journal of Noferrous Metals, 2004, 14(3): 391?397.
[4] YANG P, MAO W M, REN X P, TANG Q B. On the shear bands in magnesium alloy AZ31[J]. Trans Nonferrous Met Soc China, 2004, 14(5): 851?857.
[5] �� ��, ������. Mg-Al-Znϵ����þ�Ͻ����Ƽ��ȴ��������֯������[J]. �����ȴ���, 2002, 27(5): 8?11.
YU Kun, LI Wen-xian. Microstructures and properties of Mg-Al-Zn wrought alloys in as-rolling and annealing states[J]. Metal Heat Treatment, 2002, 27(5): 8?11.
[6] STYCZYNSKI A, HARTIG C, BOHLEN J, LETZIG D. Cold rolling textures in AZ31 wrought magnesium alloy[J]. Scripta Mater, 2004, 50: 943?947.
[7] MYAGCHILOV S, DAWSON P R. Evolution of texture in aggregates of crystals exhibiting both slip and twinning[J]. Modelling and Simulation in Materials Science and Engineering, 1999, 21(7): 975?1004.
[8] PRADO M T, VAUJE J A, RUANO O A. Effect of sheet thickness on the microstructure evolution of an Mg alloy during large strain hot rolling[J]. Scripta Materialia, 2004, 50: 667?671.
[9] �����, ������, ������, ������, ������, �ż�ɽ. �˻��ն�����AZ31����֯��֯�������ܵ�Ӱ��[J]. ϡ�н���, 2007, 31(4): 412?415.
WAN Yu-gang, L? Bao-yi, KANG Yong-lin, WANG Zhao-hui, CAI Qing-wu, ZHANG Ji-shan. Effects of annealing technique on microstructure, texture and mechanical properties of warm-rolling AZ31 sheet[J]. Chinese Journal of Rare Metals, 2007, 31(4): 412?415.
[10] YU K, LI W X. Plastic deformation behaviors of a Mg-Ce-Zn-Zr alloy[J]. Scripta Mater, 2003, 41: 1319?1323.
[11] TAN J C, TAN M J. Dynamic continuous recrysta11ization characteristics in two stage deformation of Mg-3AI-1Zn alloy sheet[J]. Mater Sci Eng A, 2003, 339: 124?132.
[12] PEREZ-PRADO M T, VALLE J A, RUANO O A. Achieving high strength in commercial Mg cast alloys through large strain rolling[J]. Materials Letters, 2005, 59(26): 3299?3303.
[13] POLIAK E I, JONAS J J. A one-parameter approach to determining the critica1 conditions for the initiation of dynamic recrystallization[J]. Acta Mater, 1996. 41: 127?136.
[14] �ſ���, ������, ���IJ�. ����AZ31þ�Ͻ��±����е�����֯�ݱ�[J]. ����ѧ��, 2005, 26(4): 505?509.
ZHANG Kai-feng, YIN De-liang, HAN Wen-bo. Microstructure evolution in warm deformation of hot-rolled AZ31 Mg alloy[J]. Acta Aeronautica Et Astronautica Sinica, 2005, 26(4): 505?509.
[15] �� ��, �ֶ���, ��С��, ¬ ��. AZ3 1þ�Ͻ��ѹ�������Ƶ��о�[J]. ��ѹ����, 2006, 31(3): 1?3.
CHEN Bin, LIN Dong-liang, ZENG Xiao-qin, LU Chen. Research on heavy reduction rate rolling of AZ31 magnesium alloy[J]. Forging & Stamping Technology, 2006, 31(3): 1?3.
[16] BROOKS C R. Heat Treatment structure and properties of nonferrous alloys[M]. OH: Metals Park, 1982: 324?360.
������Ŀ������ʡ��������ѧ�����о�������Ŀ(2008T184)
�ո����ڣ�2008-09-02�������ڣ�2009-04-10
ͨѶ���ߣ����һݣ������ڣ���ʿ���绰��024-24681918��E-mail: qjh915@163.com
(�༭ ����Ⱥ)

