���±�ţ�1004-0609(2007)01-0156-05
�����Ŵ��㷨��ͭ�����������̿����Ż�
������1, 2 ��¬����3��������1, 2���Ŵ���2
(1. ����������ѧ �����뻯ѧ����ѧԺ������ 341000��
2. ���ϴ�ѧ ұ���ѧ�빤��ѧԺ����ɳ 410083��
3. ����������ѧ ��Ϣ����ѧԺ������ 341000)
ժ Ҫ�������ѽ�����ͭ��������������ģ�ͣ����ܺķ������ΪĿ�꣬�ڹ���ָ����Ʒ�Χ�ڣ������Ŵ��㷨��ͭ�����������̵Ĺ��ղ��������˷����Ż����㡣���������������������硢�����������������г��۸��ۺϱ�ֵ�ֱ�Ϊ0.05��0.1��0.4��0.45��������Ϊ128 t����ɷ�(��������)ΪCu 20.61%��S 27.59%��Fe 24.72%��SiO2 11.64%��MgO 1.39%ʱ��ͭ�����������ղ������Ŵ��Ż�ֵΪ����15 011 m3�������1 302 m3��������17 359 m3��������1 000 m3���ۼ�13.6 t����ʵ��ƽ��ֵ��ȣ��������Ż����ղ������ƣ������ܺķ��ÿɽ���4.6%��
�ؼ��ʣ�ͭ���������������磻�Ŵ��㷨�������Ż�
��ͼ����ţ�TF 811; TF 355.2���� ���ױ�ʶ�룺A
Control optimization of copper flash smelting process based on genetic algorithms
WANG Jin-liang1, 2, LU Hong3, ZENG Qing-yun1, 2, ZHANG Chuan-fu2
(1. Faculty of Material and Chemistry Engineering,Jiangxi University of Science and Technology, Ganzhou 341000, China;
2. School of Metallurgical Science and Engineering, Central South University, Changsha 410083, China;
3. Faculty of Information Engineering, Jiangxi University of Science and Technology, Ganzhou 341000, China)
Abstract: Based on the built neural network model, the technological parameters of copper flash smelting process were optimized to make energy consume the lowest by using genetic algorithms when the technological objects ranged in control scope. The simulation results show that the optimizing value of air is 15 011 m3, distribution wind is 1 302 m3, technological oxygen is 17 359 m3, central oxygen is 1 000 m3 and flux is 13.6 t, when the converted ratio of the marketable price of air is 0.05, distribution wind is 0.1, technological oxygen is 0.4, central oxygen is 0.45, and the concentrate mass is 128 t, the mass fractions of components of the concentrate are Cu 20.61%, S 27.59%, Fe 24.72%, SiO2 11.64% and MgO 1.39%, respectively. Compared with the practical average data, the energy consume can be reduced by 4.6% if the smelting process is controlled by adopting the optimizing technological parameters.
Key words: copper flash smelting; neural network; genetic algorithms; control optimization
����ͭ����¯¯��ṹ�ϸ��ӣ�¯��������ѧ��ӦѸ�٣������¡����ࡢ����ַ�Ӧ��������ض�䡢��ȷ����������ʵ���ֶ���ģ���������̣����������ѧ�ͼ����������ģ������̵ķ���һֱ�ܵ�ұ�����ߵ����Ӻ�ע[1-4]��������ͭ�����������̿����Ż�������о��������١�
Ϊ��ʵ��ͭ�������������ȶ���¯������������Ʒ���ʵ�Ŀ�꣬�ؼ�Ҫ����ͭ��¶ȡ�ͭ�Ʒλ������Fe/SiO2��һ���ķ�Χ������3������ָ��ʵ������ͨ���ֱ���Ƹ�����(������/���ͷ�������)���ֿ�����(������/������)���ۼ���(�ۼ���/������)��ʵ�ֵ�[5]��
������[6]�У�Ϊ��ʹͭ��������������ģ����ֱ�ӷ�ӳ�������Ʋ��ԣ�ͬʱ���Ǿ������Ҫ�ɷ֡��Բ���������Ӱ�죬�����߽�����������硢�����������������ۼ�����������������ɷֺ����ȹ��ղ���������ת���������õ������ʡ��ֿ��������ۼ��ʡ�Cu����S����Fe����SiO2����MgO����8����������������Ϊ������������ڵ㣬�ֱ���������ṹΪ8-16-1��ͭ�Ʒλģ�͡�8-20-1��ͭ��¶�ģ�ͺ�8-20-1������Fe/SiO2ģ�ͣ�ģ���ܸ��������������ȷ��Ԥ��ͭ�Ʒλ��ͭ��¶ȼ�����Fe/SiO2ֵ���������õķ�������������Ӧ���������������Ż��㷨���ϣ�����ͭ�����������̵Ŀ����Ż���
�����������ѽ�����ͭ��������������ģ�ͣ������������ͭ�����������̵Ŀ����Ż����⣬��ʹ����¯����������������Ʒ��ͬʱ������ÿ��ͭ������ܺķ�����ͣ�֮������Ŀ�꺯������Ӧ�Ⱥ���������ʵ���������ݼ�����Ŀ�꣬ȷ�����Ż��������ֵ��������Ŵ��㷨�Ը��Ż������������⣬�ڹ���ָ����Ʒ�Χ�������ܺ���͵㣬�ݴ�ȷ�����ղ������Ż�ֵ��
1 ͭ���������Ŀ����Ż�����
ͭ�����������̵��ܺĿ����Ż������ǵ�Ͷ��һ������һ���ɷֵľ���ʱ��Ѱ��һ���Ż��㣬ʹ�ù���ָ��(����ͭ�Ʒλ��ͭ��¶Ⱥ�����Fe/SiO2)���ղ���(��������������硢�����������������ۼ�)����һ���ķ�Χ�����ܺķ���E��С������Ż���������һ��������Լ���µĵ�Ŀ���Ż����⣬�ɹ������£�
 (1)
(1)
ʽ�� EΪ�ܺĺ�����Ҳ���Ż�Ŀ�꣬���䶨��Ϊ
 (2)
(2)
ʽ�� ��i(i=1, 2, 3, 4)�ֱ�Ϊ����������硢����������������ʵ�ʼ۸���ۺϱ�ֵ����λΪԪ/��λ�����ci(i=1, 2, 3, 4)�ֱ��������������硢���շ����������ʵ��Ͷ���������c5��Ӧ���ۼ�ʵ��Ͷ�������������������仯��С������û�н��������ܺĺ����� ��
�� �ֱ�Ϊ���ǵ�ȡֵ��Сֵ�����ֵ����j(j=1, 2, 3)�ֱ�Ϊ��������ָ��ͭ�Ʒλ��ͭ��¶Ⱥ�����Fe/SiO2��ʵ��ֵ�������Ǿ��з����Թ�ϵ�Ĺ��ղ���������������ͭ����������������
�ֱ�Ϊ���ǵ�ȡֵ��Сֵ�����ֵ����j(j=1, 2, 3)�ֱ�Ϊ��������ָ��ͭ�Ʒλ��ͭ��¶Ⱥ�����Fe/SiO2��ʵ��ֵ�������Ǿ��з����Թ�ϵ�Ĺ��ղ���������������ͭ���������������� ��
�� �ֱ�Ϊ���ǵ�ȡֵ��Сֵ�����ֵ��Ҳ������ָ��Ŀ��Ʒ�Χ��
�ֱ�Ϊ���ǵ�ȡֵ��Сֵ�����ֵ��Ҳ������ָ��Ŀ��Ʒ�Χ��
ͭ�����������̵Ŀ����Ż�ʵ���Ͼ�������Ч���Ż��㷨��ʽ(1)������⡣
2 �Ŵ������Ż�����
�Ŵ��㷨�������������˼�룬���Ż������еĵ�������ģ������ֽ�������[7]��Ŀǰ�ѱ��ɹ���Ӧ���ڶ������[8-11]����Ϊ���Ķ����Ժͼ���IJ����ԣ��Ŵ��㷨�Ϻõؽ���˴�ͳ�㷨��������ֲ����ŵ����⣬����һ�������ص���Ƕ���������Ż�����û��̫�����ѧҪ���Դ���������ʽ��Ŀ�꺯����Լ�����ر��ʺϴ�����ͳ�������������ܽ���ĸ�������ͷ���������[12]��
ͭ�������������Ŵ������Ż�����Ҫ�������£�
1) ���롡�����߱�����Ҳ�����ղ���ci��(i=1, 2, 3, 4, 5)���ж����Ʊ���[13]��
2) ��ʼ��Ⱥ�塡�������һϵ�е�Ⱦɫ�壬ÿ��Ⱦɫ�����һ������(�������й��ղ����ı���)��һ�������ĸ������ԭʼȺ�塣
3) ���롡�������ղ����Ķ����Ʊ�����ʮ���������õ������Ĺ��ղ���ֵ���������������� �����㡣
�����㡣
4) Ԥ������һ��������Ԥ�����ǽ�����������硢�����������������ۼ�����������������ɷֺ����ȹ��ղ���ֵ����ת���������õ������ʡ��ֿ��������ۼ��ʡ�Cu����S����Fe����SiO2����MgO����8���������ֵ[6]����һ�������ǽ��������ֵת����0~1֮�䡣
5) ��Ӧ�ȵļ��㡡��Ҫ����ȡѵ���õ�������ģ��(�����������˽ṹ������Ȩֵ����ֵ��)�����Թ�һ���������8���������ֵΪ���룬��������ǰ����㣻���ݵõ������ֵ��j(j=1, 2, 3)�Լ��Ż�Ŀ�꺯��E����Ӧ�Ⱥ���F���õ���Ӧ����Ӧ�ȡ�������Ӧ�Ⱥ�������Ϊ
 (3)
(3)
�ú����ĺ���Ϊ��������ָ���ڿ��Ʒ�Χ�ڡ���ʱ����Ӧ��Fitness���Ż�Ŀ�꺯��ֵE�ɷ��ȣ�����Ϊ0������9 000��Ϊ��ʹ��Ӧ�Ȳ���̫С�������ġ�
6) ������ֹ�������˳�����ӡ���Ż���������������һ����
7) �Թ��ղ����������ѡ����ͱ���Ȳ���[14-15]���õ��µı���Ⱥ�壬���ز���3��
3 �Ŵ������Ż���ʵ��
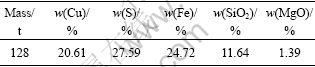
ͭ�����������̵Ŀ����Ż��ǻ���һ������һ���ɷֵľ������ģ���������Ӧ�ø���������������Ҫ�ɷֺ���������ij��ʵ���������ݣ�ȡ���������ڱ�1��
��1 ͭ����������ɷ�
Table 1 Mass and composition of copper concentrate
Ҫ�����Ż���Ҫ�����������á�
1) ���ղ�������ָ��ķ�Χ����
����ָ��һ����һ��ʱ�ڶ���Թ̶��������ղ����IJ�����Χ��Խϴ�Ȼ���Ƕ������ɾ����ߺͲ�����ȷ�����������߸��ݲɼ�����ʱ�Ĺ���ָ����ղ���ֵ�������ǵ�ֵȷ��Ϊ���2����3���С�
��2 ���ղ����IJ�����Χ
Table 2 Wave scope of technological parameters

��3 ����ָ��Ŀ��Ʒ�Χ
Table 3 Control scope of technological objects

2) ��i(i=1, 2, 3, 4)��ȷ��
�����г����鲻ͬ���ǻ��������������о�ȡ����������硢����������������ʵ�ʼ۸��ۺϱ�ֵ��
��Ϊ0.05��0.1��0.4��0.45 yuan/m3��
3) �Ŵ��㷨������ȷ��
�ٱ��볤��ȡ���ڹ��ղ����ı��뾫�ȣ��ɱ�2���ݿ�֪���仯��Χ���Ĺ��ղ����ǿ�����(�仯��Ϊ4 000)�������볤��ȡ10ʱ���侫��Ϊ3.91����������Ҫ�ʱ��볤��ȡ10���ɡ�
�ڵ�Ⱥ��С��ij����ʱ��������ѽ���������Ⱥ�������ѵ��ʱ��Ҳ��Ӧ�ӳ�����ѵ������Ⱥ���Сȡ20ʱ�Ϻá�
�۽�����ʾ��������Ե�����Ⱦɫ���Ƿ���л������Ľ������Ӷ������µ�Ⱦɫ�壬���Ŵ�������ȫ��֧������á��������С����ȫ���������ã����˽���������Ч���������á�ͨ��ѵ������ȡ0.75ʱ�Ϻá�
�ܵ��������̫��ʱ��������Ⱥ��������Ⱦɫ���ƻ�����̫Сʱ��ò����㹻�ı����ʹ����ͣ���ͣ���ѵ�����ֱ������ȡ0.05ʱ�Ϻá�
����Ӧ��ָ���任ϵ��ȡ1.5����ֹ����ʹ��������������ȡֵΪ1 000��
���������ú�,�Ϳɰ������Ŵ������Ż����̽����Ż�����ˡ��Ż���ʼ�Ը����ղ�����10λ���ı�����г�ʼ���������õ�20��Ⱦɫ����ɵij�ʼȺ�壬Ȼ����룬�õ�����������硢�����������롡���������ۼ�����ʵ��ֵ���ٸ������õľ���������ɡ��֣�����Ԥ������һ���������õ�20����������(ÿ����������ʡ��ֿ��������ۼ��ʡ�Cu����S����Fe����SiO2����MgO����8���������ֵ)������ֱ�����ͭ�Ʒλ������ģ�͡�ͭ��¶�������ģ�ͼ�����Fe/SiO2������ģ�ͣ��ֱ�õ�20�������ֵ(ÿ�����ͭ�Ʒλ��ͭ��¶Ⱥ�����Fe/SiO2��ֵ)��Ȼ�������Ӧ�Ⱥ���F�����Ⱦɫ�����Ӧ�ȣ��ٽ���ѡ����ͱ��������������һ��Ⱥ�塣�������ܶ���ʼ��ֱ���Ŵ������ﵽ1 000�Σ�ȡ������Ӧ����ߵ�Ⱦɫ�壬���н��룬���õ����ղ������Ż�ֵ���ֱ��ǿ���15 011 m3�������1 302 m3��������17 359 m3��������1 000 m3���ۼ�13.6 t������Ⱦɫ������Ӧ�ĸ������������Ϊ�Ż����ղ��������µĹ���ָ��ֵ�����4���С�
��4 ����������ɷ���ͬʱ�Ż�ֵ��ij��ʵ��ֵ�ıȽ�
Table 4 Comparison between optimizing data and practical data under the same condition of mass and composition of concentrate

�ɱ�4��֪����ʵ��ƽ��ֵ��ȣ������Ż����ղ�������ʱ�����ܺĽ���405.2Ԫ���ֿ��ܺĽ���3.17Ԫ������1��Ϊ300�������ա��մ���ͭ������Ϊ2 000 t�����㣬�Ż�����ÿ���ܽ�Լ���ܺķ���Ϊ1 902 000Ԫ����Ӧ�Ĺ���ָ��ֵ��ʵ������ֵ���ܴﵽ����Ҫ��
4 ����
1) �Ŵ��㷨�������缼���Ľ����ͭ�����������̵Ŀ����Ż���Ӧ���ǿ��еģ�����Ч���ͭ�����������̸��¡�¯�ͼ���Ӧ���ӡ����ض�����ȷ�������Խ�����ҵ���߿��ƻ���ģ�͵����⡣
2) ��ij��ʵ�ʲ������ݷ����Ż����������������������ܺ����ΪĿ����Ŵ��Ż����ղ������п��ƣ�ͭ��������ƽ���ɽ����ܺķ���4.6%��
3)���ʵʱ���������ݺ;���Ŀ���Ҫ�ý�ģ������Ż�������Ӧ���ڸ�������ͭ�����������̵��Ż����ƣ�ͬʱ�����ƹ�Ӧ�������������ô�ͳ����ѧ������ұ�������������ģ�͵Ļ�ұ����̡�
REFERENCES
[1] �Ŵ���, ̷����, ������, �����ģ������. �ڢ�A��Ԫ����ͭ���������з�����Ϊ����ѧģ��[J]. ���Ϲ�ҵ��ѧѧ��, 1995, 26(3): 343-348.
ZHANG Chuan-fu, TAN Peng-fu, LI Zuo-gang, ZENG De-wen, WU Cui-yun. Mathematical model of distribution behaviors of the ��A elements in copper smelting[J]. Journal of Center South University of Technology, 1995, 26(3): 343-348.
[2] ̷����, �Ŵ���, ������, �����ģ������. ��ͭ���������еڢ�A��Ԫ�ط�����Ϊ�ļ����ģ��[J]. ���Ϲ�ҵ��ѧѧ��, 1996, 26(4): 479-483.
TAN Peng-fu, ZHANG Chuan-fu, LI Zuo-gang, ZENG De-wen, WU Cui-yun. Computer model of distribution behaviors of the ��A elements in copper smelting[J]. Journal of Center South University of Technology, 1996, 26(4): 479-483.
[3] ���黪, �ƿ���, ÷��֥. ��Ϫ����¯ͭ�������������ѧģ��[J]. ���Ϲ�ҵ��ѧѧ��, 1995, 26(5): 627-631.
LI Shu-hua, HUANG Ke-xiong, MEI Xian-zhi. Thermodynamic model of Guixi flash furnace process for copper matte smelting[J]. Journal of Center South University of Technology, 1995, 26(5): 627-631.
[4] �ƿ���, ���黪, ������, ÷��֥. ��Ϫ����¯����������̼����ģ��[J]. ���Ϲ�ҵ��ѧѧ��, 1996, 27(2): 173-176.
HUANG Ke-xiong, LI Shu-hua, YIN Ai-jun, MEI Xian-zhi. Computer simulation of Guixi flash furnace process for copper matte smelting[J]. Journal of Center South University of Technology, 1996, 27(2): 173-176.
[5] Davenport W G, Partelpoeg E H. Flash Smelting Analysis, Control and Optimization[M]. New York: Pergamon Press, 1987.
[6] ������, ������. ͭ��������������ģ�͵Ľ���[J]. �Ϸ�ұ��ѧԺѧ��, 2003, 24(5): 15-18.
ZENG Qing-yun, WANG Jin-liang. Building of the copper flash smelting model based on neural network[J]. Journal of Southern Institute of Metallurgy, 2003, 24(5): 15-18.
[7] Holland J H. Adaptation in Natural and Artificial Systems[M]. Cambridge: MIT Press, 1975: 26-42.
[8] Deb K, Goyal M. A robust optimization procedure for mechanical component design based on genetic adaptive search[J]. Journal of Mechanical Design, 1998, 120(2): 162-164.
[9] Ҧ����, ÷ ��, ��С��. �Ľ��Ļ����Ŵ��㷨��������ͭת¯�����Ż��е�Ӧ��[J]. �й���ɫ����ѧ��, 2001, 11(5): 920-924.
YAO Jun-feng, MEI Chi, PENG Xiao-qi. Modified chaos genetic algorithm and its application on operation-optimization of copper smelting converter[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(5): 920-924.
[10] �� ��, ������, ����ΰ. ����GA-BP��NiFe2O4�������մ������Ż����[J]. �й���ɫ����ѧ��, 2006, 16(2): 351-356.
LI Jie, LIU Dai-fei, QIN Qing-wei. Optimization designs of NiFe2O4 cermet inert anodes based on GA-BP hybrid neural network[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(2): 351-356.
[11] �� Ƽ, Ѧ����. �����˹����ܵ��ѺϽ��ȱ��ι��ղ����Ż�[J]. �й���ɫ����ѧ��, 2006, 16(7): 1202-1206.
LI Ping, XUE Ke-min. Optimization of hot deformation process for titanium based on artificial intelligence[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(7): 1202-1206.
[12] ������, �ֻ۷�, �� ��. ������������Ŵ��㷨�������Ż����������ʵ��[J]. ����������ѧѧ��, 2002, 28(4): 419-422.
CHEN Ji-wei, LE Hui-feng, HUANG Dao. Design and implementation of online optimization software based on neural networks and genetic algorithms[J]. Journal of East China University of Science and Technology, 2002, 28(4): 419-422.
[13] �պ���, �� ��, �ι���. �����Ŵ��㷨�����Ųβ�������[J]. ϵͳ��������Ӽ���, 2004, 26(6): 711-713.
TAO Hai-hong, WANG Ling, LIAO Gui-sheng. Optimal selection of nonuniform code of radar using the genetic algorithm[J]. Systems Engineering and Electronics, 2004, 26(6): 711-713.
[14] �¹���, ������, ׯ��Ȫ, ������. �Ŵ��㷨����Ӧ��[M]. ����: �����ʵ������, 1996. 59-122.
CHEN Guo-liang, WANG Xi-fa, ZHUANG Zhen-quan, WANG Dong-sheng. Genetic algorithms and application[M]. Beijing: Posts and Telecom Press, 1996. 59-122.
[15] ���ȷ�, κ ��, �λ��. �Ŵ��㷨���䷢չ��״[J]. ������ҵѧԺѧ��, 2000, 20(3): 230-235.
JING Wen-feng, WEI Hong, DUAN Hui-di. Overview of genetic algorithms and their present development[J]. Journal of Xi��an Institute of Technology, 2000, 20(3): 230-235.
������Ŀ��������Ȼ��ѧ����������Ŀ(50364004)������ʡ��Ȼ��ѧ����������Ŀ(0250026)
�ո����ڣ�2006-06-16�������ڣ�2006-11-12
ͨѶ���ߣ������ƣ����ڣ��绰��0797-8312361��E-mail��zengqy3906@sina.com
(�༭����ѧ��)

