稀有金属 2006,(04),542-544 DOI:10.13373/j.cnki.cjrm.2006.04.025
TB2钛合金电子束焊接接头组织与性能的试验研究
李德富 于顺兵 赵云豪
北京有色金属研究总院加工工程研究中心,北京有色金属研究总院加工工程研究中心,北京有色金属研究总院加工工程研究中心,北京有色金属研究总院加工工程研究中心 北京100088,北京100088,北京100088,北京100088
摘 要:
分析了TB2钛合金电子束焊接接头的显微组织结构, 结合焊接接头的显微硬度分布规律以及力学性能试验结果, 分析了焊接接头不同区域的性能。结果表明:TB2钛合金具有良好的可焊性, 焊接接头强度系数高于0.95, 塑性低于母材, 采用炉冷方式可获得较好的延伸率, 空冷次之, 水冷最差;焊缝区内有弥散α析出的β晶粒, 热影响区晶粒长大不是特别明显。焊缝区硬度最高, 塑性差, 且焊缝热影响区较窄。
关键词:
钛合金 ;焊接接头 ;组织 ;性能 ;
中图分类号: TG407
收稿日期: 2005-04-13
Microstructure and Properties of TB2 Titanium Alloy Welded Joints by Electron Beam Welding
Abstract:
The microstructure, micro-hardness and tensile properties of TB2 titanium alloy welded joints were studied.The results show that TB2 titanium alloy has good weldability, intensity coefficient of the welded joints is higher than 0.95, the plasticity is lower than that of the base material, the best plasticity is for furnace cooled, air cooled is lower, and water quenched is the worst. The weld is composed of needle α and β phases, the HAZ crystal is not apparent.Rigidity of the weld is the highest and the plasticity is the worst, and the HAZ is thin.
Keyword:
titanium alloy;welded joint;microstructure;property;
Received: 2005-04-13
TB2 (名义成分Ti-5Mo-5V-8Cr-3Al) 钛合金是我国自行研制的, 属于亚稳定β型钛合金, 具有优良的加工和时效强化特性, 是航空、 航天、 国防工业中很有发展前途的一种钛合金。 由于焊接是一个复杂的热物理化学冶金过程, 造成了焊接接头部位材料组织和力学组织性能的不均匀性。 同时氧、 氮等对TB2合金的焊接接头性能影响很大。 通常情况下, 焊缝及热影响区的组织、 性能显著地影响整个零件的使用。 电子束焊是一种先进的焊接技术, 正逐步推广应用, 因此研究TB2合金电子束焊接接头组织、 性能, 具有重要的现实意义
[1 ,2 ]
。
本文对TB2钛合金焊接接头, 进行拉伸试验和显微硬度试验, 分析焊接接头硬度分布规律; 并通过焊缝与热影响的显微组织结构研究, 分析焊接接头不同区域的性能。
1 试验材料及方法
焊接试验用料为同一批真空自耗电极二次熔炼直径为380 mm的TB2合金铸锭, 化学成分如表1所示。 经开坯-热轧-多道次冷轧得到厚度为2.0 mm TB2钛合金冷轧板材, 冷轧总变形量>22%。 将TB2钛合金板材真空电子束熔焊, 焊缝方向垂直于母材的轧制方向。 焊前在单相区进行固溶处理, 焊后分别进行500, 520 ℃/8 h真空时效。 焊接试样焊前清理工艺: 表面喷砂→车铣试样待焊端面→酸洗→丙酮清洗→清水冲洗→烘干。 焊接工艺参数如表2所示。 加工试样时, 依据国标GB/T228-2002, 测试冷轧板材及焊接板材试样经不同热处理后的室温力学性能。
试验前, 取样应保证焊缝热影响的完整性, 并制取焊接接头试样, 用于观测焊接接头不同区域的显微组织结构。 金相试样的观察、 照相是在NEOPHOT-2卧式显微镜下进行的; 利用MXT-50型显微硬度计, 根据GB/T 4342-91《金属显微维氏硬度试验方法》, 测量焊缝不同部位的维氏硬度值, 分析硬度和合金组织性能之间的关系。
2 结果与分析
2.1 显微组织试验 焊接接头分为焊缝区、 熔
表1 TB2钛合金板材化学成分 (%, 质量分数) Table 1Chemical composition of titanium alloy TB2 (%, mass fraction)
合金元素含量
杂质不大于
Mo
V
Cr
Al
Fe
C
N
H
O
表2 焊接工艺参数Table 2Welding parameters of electron beam welding
焊接方法
焊接电流/
加速电压/
焊接速度/-1 )
真空度/
接头形式
电子束焊接
10
50
12
1×10-2
平板对接
图1 TB2钛合金790 ℃/30 min (炉冷) +520 ℃/8 h (时效) 母材与电子束焊焊缝显微组织 (a) 母材 (横向) ; (b) 母材 (纵向) ; (c) 焊缝中心; (d) 熔合线处 Fig.1 Microstructures of base method and EBW welding seam of titanium alloy TB2 by 790 ℃/30 min FC+520 ℃/8 h ageing
合区、 热影响区和母材区, 图1列出了TB2合金基材与焊缝的金相照片。 从图中可以看出, 母材晶粒细小, 平均在50 μm, 电子束焊接后焊缝处晶粒长大。 由于电子束焊接的能量密度高, 高温停留时间较短, 晶粒长大不多; 又由于材料自身的传热性能较差, 以及电子束焊热源比较集中, 从而热影响区晶粒较母材晶粒长大也不是很明显, 而且热影响区较窄; 由图1 (c) 中可看出焊缝中心呈胞状树枝晶铸造组织; 因为焊缝在熔合线附近以半熔化状态基体和晶粒表面非自发形核, 并以柱状晶形状向焊缝中心成长, 时效后α相在焊接接头弥散析出
[3 ,4 ]
。
2.2 焊接接头显微硬度试验
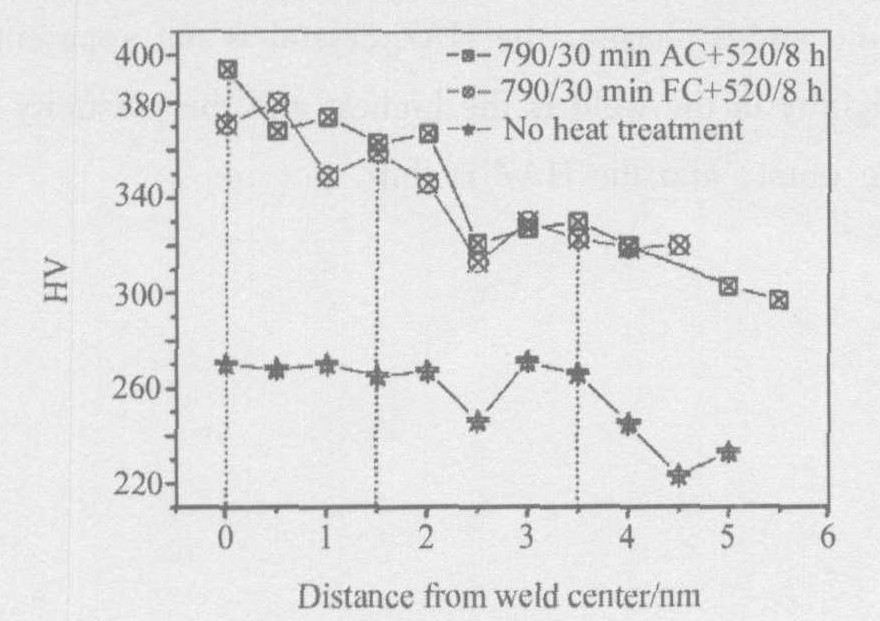
为了进一步了解焊接接头不同区域的性能差异, 在MXT-50型显微硬度试验机上, 沿垂直焊缝方向分别测试电子束不同热处理制度焊接接头显微硬度, 其分布规律如图2所示
[5 ]
。
硬度分布曲线表明: 不同状态, 最高硬度均发生在焊缝中心处, 其值远远高出母材, 即焊缝处有较高的强度和较差的塑性; 整个热影响区的硬度
图2 焊接接头不同热处理状态显微硬度 (HV) 曲线 Fig.2 Microhardness curves of welding joint by different heat treatments
值低于焊缝处, 高于母材, 因为时效后, 焊缝和热影响区析出的α相比母材更弥散; 790 ℃/30 min 空冷+520 ℃/8 h 时效试样与790 ℃/30 min 炉冷+520 ℃/8 h时效试样接头显微硬度区别不大, 但比未处理焊接接头显微硬度明显要高, 因此前两种焊接试样强度较高、 塑性较差。 由显微硬度曲线可以划分出焊缝轮廓。 其施焊表面焊缝宽度平均3.0 mm、 热影响区宽度1.8~2.4 mm, 焊缝背面宽度平均1.1 mm、 热影响区宽2.0~2.5 mm, 从整个焊缝尺寸来看, 焊缝最窄处不在背面, 而在距焊缝背面0.5 mm处, 宽度为0.8 mm。
2.3 力学性能试验
为了确定焊接接头的强度极限、 断裂区域, 在力学拉伸试验机上进行了焊接试样的拉伸试验, 结果如表3所示。
从表中母材力学性能结果表明, 试样拉伸的主要变形区域在热影响区及其邻近的母材部位。
表3电子束焊TB2板材不同热处理焊接试样室温拉伸实验性能*Table 3Tensile properties of TB2 alloy by electron beam welding*
热处理状态
试验
分析测试结果
备注
σ b /MPaσ 0.2 /MPaδ 5 /%
790 ℃/30 min FC+500 ℃/8 h
BA
1205
1115
11.5
EBW
1155
1135
3.0
断焊缝
790 ℃/30 min FC+520 ℃/8 h
BA
1090
1030
15.75
EBW
1120
1080
8.75
断母材
790 ℃/30 min AC+500 ℃/8 h
BA
1133
1057
8.7
EBW
1140
1060
6.0
断母材
790 ℃/30 min AC+520 ℃/8 h
EBW
1100
1050
5.0
断焊缝
790 ℃/30 min WC+500 ℃/8 h
EBW
1237
1220
2.2
断焊缝
790 ℃/30 min WC+520 ℃/8 h
BA
1233
1180
5.5
EBW
1200
1180
2.0
断焊缝
* AC-空冷; FC-炉冷; WC-水冷; BA-母材; EBW-真空电子束焊
随着冷却速度的不同, 即炉冷、 空冷、 水冷, 试样力学性能发生较大变化, 强度增加, 延伸率降低, 因为随着冷却速度的加快, 焊缝金属中第二相的析出减少。 而且520 ℃/8 h时效综合力学性能好于500 ℃/8 h时效。 经过分析发现板材焊接试样几乎都从焊接接头处或者焊接热影响区断裂, 接头强度均在母材的95%以上, 有的试样甚至高于母材, 但焊后试样的塑性普遍低于母材, 采用炉冷方式最好延伸率为母材80%, 空冷为68%, 水冷为36%。 这主要是由于在焊接热循环作用下, 焊缝和热影响区产生细小的亚晶, 这些亚晶促使α相形核, 所以焊缝和热影响区的α相弥散度低于高于母材, 使焊接接头塑性降低。 综合组织分析、 硬度分析结果可以认为: 焊接接头强度与母材相当, 但塑性较差
[6 ,7 ]
。
3 结 论
1. TB2钛合金具有良好的可焊性; 焊接接头强度系数高于0.95, 有的甚至超过1.0, 但塑性明显低于母材, 采用炉冷方式最好延伸率为母材80%, 空冷为68%, 水冷为36%。
2. 焊缝区内有弥散α析出的β晶粒, 热影响区晶粒长大不是特别明显。
3. 焊缝区硬度最高, 塑性差; 热影响区硬度较低; 电子束焊焊缝轮廓: 施焊表面宽度3.0 mm、 热影响区宽度1.8~2.4 mm, 焊缝背面宽度平均1.1 mm、 热影响区宽2.0~2.5 mm, 焊缝最窄处距焊缝背面0.5 mm, 宽度为0.8 mm。
参考文献
[1] 陈海珊.TB2钛合金的实际使用及应用研究[A].全国钛应用推广会议[C].1983.
[2] 顾曾迪, 陈根宝.有色金属焊接[M].北京:机械工业出版社, 1997.224.
[3] 陈石卿, 译.鲍利索娃著.钛合金金相学[M].北京:国防工业出版社, 1986.197
[4] 王焕琴.钛及钛合金焊接接头的组织、性能和断裂特性[J].焊接, 2001, (11) :27.
[5] 张宜.Ti-15Mo-2.7Nd-3Al-0.2Si超高强度钛合金的焊接性研究[D].北京:北京有色金属研究总院, 1999.
[6] 李辉, 曲恒磊.热处理对Ti-6Al-4VELI合金厚板组织与性能的影响[J].稀有金属, 2005, 29 (6) :841.
[7] 于顺兵.钛合金TB2热轧棒材组织与性能的试验研究[J].稀有金属, 2005, 29 (3) :275.