环保高性能胶凝材料的制备
黄政宇,胡 检
(湖南大学 土木工程学院,湖南 长沙,410082)
摘 要:为了研制低水泥用量的环保型高性能胶凝材料,分析其实现的理论基础和技术途径,得出其中的关键技术是优化胶凝体系的组分及其掺量以及配合振动磨机的活化处理技术,从而大幅度提高水泥的水化程度,使得水泥用量最小。结合试验研制环保高性能胶凝材料(EHPCM),首先选择胶凝体系,然后,对四元胶凝体系中各个规格的组分进行优化。理论计算和实验结果表明:通过磨机活化技术处理的四元胶凝体系水泥用量最少,且具有最高的水泥水化程度和较优异的力学性能,是环保高性能胶凝材料最适宜的胶凝体系;环保胶凝材料的配比即水泥、硅灰、粉煤灰、石英粉的质量比为1?0.25?0.35?0.40,运用这种胶凝材料可配制出流动性良好,抗压强度和抗折强度分别达132 MPa和18 MPa的活性粉末混凝土。
关键词:胶凝体系;环保;高性能;高水化程度;磨机活化技术
中图分类号:TU528 文献标识码:A 文章编号:1672-7207(2009)05-1437-07
Preparation of cementitious materials with
environment-protecting high performance
HUANG Zheng-yu, HU Jian
(College of Civil Engineering, Hunan University, Changsha 410082, China)
Abstract: To develop a kind of high performance cementitious material which contains less cement, its theory foundation and techno-approach were studied. The key technology is that the components of the cementitious material should be selected rightly and its input-quantity should be optimized combining with the mill-activation technology to increase the hydration-degree of the cement. According to the theory upwards, some experiments were performed to make the environment-protected high performance cementitious material (EHPCM). A proper cementitious system was selected, the proportion of components in cementitious system was optimized so that a kind of EHPCM was made. Theory calculation and experiment results show that the four-dimension cementitious system with an activate technique has characteristics of low cement content and high hydration degree, which can be used to make EHPCM. The reactived powder concrete whose compress strength is 132 MPa and the flexural strength is 18 MPa is made using the cementitious materials developed in the experiment.
Key words: cementitious system; environment-protection; high performance; high hydration degree; activate technique with a grind machine
作为生产混凝土的主要组分,水泥的使用量相当大,如2007年我国水泥产量就达到13.6亿t,但是,水泥在其生产过程中需要耗费大量能源和矿产资源,且产生大量的多种污染气体,因此,必须降低水泥用量,以节约资源和能源并减少环境污染,确保绿色(环保)混凝土的发展[1]。胶凝材料的研究是绿色混凝土的关键环节之一,可以说,混凝土的“环保化”和“高性能化”实际上就是相应胶凝材料的环保高性能化,对此,吴中伟等[2-3]提出应研制高性能混凝土的胶凝材料和环保高性能胶凝材料(EHPCM)。研制出性能优异、经济适用的环保型高性能胶凝材料是发展绿色高性能混凝土的基础。过去人们对环保胶凝材料的研究包括以下几个方面:一是直接掺加大量的工业废物或废渣如粉煤灰[4]、矿渣粉[5]、钢渣粉、废玻璃粉[6]和火山灰物质[7]等替代部分水泥;二是开发出碱激发胶凝材料部分或全部取代水泥[8];三是采用城市垃圾废物开发生态水泥[9]。目前,人们对EHPCM的配制理论研究较少,在此,本文作者研究了高性能胶凝材料环保化的技术途径,在此基础上,根据水泥水化化学理论,结合试验配制出一种具有环保特点的高性能胶凝材料。
1 环保高性能胶凝材料配制原理
1.1 环保高性能胶凝材料的概念
绿色高性能混凝土是指既能减少对地球环境的影响,又能与自然生态系统协调共生、为人类构造舒适环境的混凝土材料。环保型的高性能胶凝材料是绿色混凝土的研究重点,具有以下特征[10]:
a. 不用或少用水泥熟料,降低资源消耗,减少环境污染;
b. 工程性能优异,如高性能混凝土、砂浆等;
c. 大量使用工业废料,净化生存环境,节约资源。
也有研究者认为,只要利用了工业废渣的胶凝材料,就可以称为环保胶凝材料[11],而本文作者认为,环保胶凝材料必须要保证充分发挥材料尤其是水泥的作用,做到物尽其用,即尽量提高水泥的水化程度,保证材料的性能和耐久性,且污染少,能耗低,经济适用。
1.2 矿物掺合料对水泥水化程度的影响
在环保胶凝材料中,应该尽量提高水泥的水化程度,因此,有必要对水泥的水化程度进行定量控制,这里采用文献[12]中的计算模型。
化学计量结果表明,1 g火山灰质材料如硅灰或粉煤灰,分别需要大约1.3 g和1.1 g石灰才能完全消耗,若以1 g水泥水化后产生0.3 g石灰计,在这个过程结束且火山灰质材料为硅灰时,其消耗量为:
当Waller标定的火山灰质材料存在时,水泥的水化程度公式为:

这里应用了“硅灰在粉煤灰之前参与水化反应”这一假设,通过迭代法可以解上述方程组,从而在理论上得出水泥的水化程度。
1.3 环保高性能胶凝材料配制的技术途径
高性能混凝土的水灰比一般较低,此时,必然有部分水泥得不到充分水化,根据Waller[12]提出的经验模型,当水灰比为0.25时,水泥的最终水化程度仅为57%左右;而加入矿物掺合料后,水泥的水化程度还要下降。另一方面,按照环保胶凝材料的概念,要尽量节约水泥。根据高性能混凝土配制的基础理论,提出如下环保胶凝材料配制的技术途径。
a. 采用惰性填充料替代未水化的水泥。这样,可以在水胶比较低时增大实际的水灰比,从而降低胶凝材料的需水量,提高水泥的水化程度。这是节约水泥的关键所在。
b. 选取合适的胶凝材料体系。通过理论计算和试验研究对各胶凝体系的性能进行比较分析,优选出最适合配制环保高性能胶凝材料的胶凝体系。同时,通过试验对胶凝体系的组分配置进行优化,使得胶凝体系中水泥的水化程度尽可能提高,最后,通过试验得到胶凝体系的最优配置。
c. 为了进一步加强水泥的水化,且混凝土的胶凝能力在部分水泥被矿物中掺合料取代后不产生下降,采用振动磨机活化技术[13]对水泥和矿物预处理。振动磨机活化的作用原理是:利用机械力(主要是研磨和冲击)作用诱发物质的物理化学反应过程,该过程包含固体物质的粉碎、微裂缝以及不同物质间的分子或原子间的结合、吸附作用等[14-15]。通过这个过程,使胶凝材料水化性能得到改善,同时,能够调整矿物掺合料的粒径分布和表面特性,增大胶凝材料水化的成核生长中心。
2 试验研究
2.1 试验原料与方法
为了排除粗骨料对试验结果的影响,采用RPC为研究对象,将胶凝材料配制成砂胶比(砂与胶凝材料的质量比)固定为0.88[16]的活性粉末混凝土(RPC)进行性能测试。
2.1.1 试验原材料
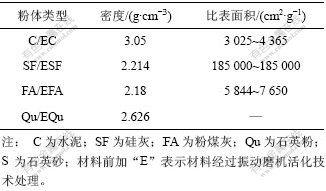
水泥为“海螺牌”42.5号硅酸盐水泥,其28 d抗压强度为56.5 MPa,抗折强度为9.81 MPa;粉煤灰为湖南湘潭电厂生产的Ⅰ级粉煤灰,粒径大于45 ?m的粉煤灰颗粒含量占9%,烧失量为3%;硅灰、石英粉、石英砂和高效减水剂的种类和性质见文献[16],各粉体的物理性质见表1,其中,比表面积采用勃式法测试。表1中,“E”表示经过了振动磨机活化技术处理,而“O”则表示未经过振动磨机活化技术处理。
2.1.2 试验方法
搅拌、成型、养护方法见文献[16]。
拌和物流动度按照《水泥胶砂流动度测定方法》GB/T 2419―2005进行,试件抗折、抗压强度的测试按照《水泥胶砂强度检验方法》GB/T 17671―1999进行。
2.1.3 活化处理方法
粉磨设备为浙江温州矿山机械厂生产的3MZ-30型振动磨,最大振幅为3 mm,振动频率为24.3 Hz。
粉磨方法如下:将按要求称量好的水泥和/或硅灰及其他粉体材料先充分混合均匀,然后,将混合好的粉料分次放入磨中粉磨20 min,粉磨后,材料的物理性质见表1。
表1 粉体的物理性质
Table 1 Physical performance of powders
2.2 胶凝体系分析
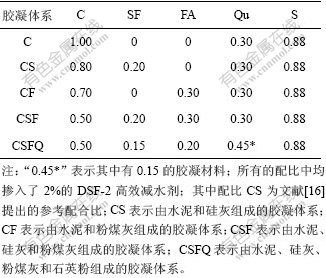
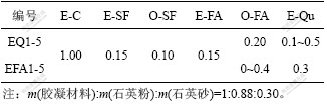
先对环保高性能胶凝材料的胶凝体系进行分析试验,其配合比见表2,表中的配合比为质量比。胶凝体系包括纯水泥,二元C-SF,C-FA,三元C-SF-FA及四元C-SF-FA-Qu共5种,分别考虑经过与不经过振动磨机活化处理2种情况,根据前述计算公式,先计算水泥水化程度,再通过试验对各组胶凝材料配制的RPC性能进行测试分析,确定环保高性能胶凝材料的合理组成,计算结果和试验结果如表3所示。
表2 胶凝体系试验配合比
Table 2 Composition of RPC in cementitious system experiments
2.2.1 理论计算结果
将表3所示计算结果用图1表示。由图1可以看出,对于2种情况的胶凝体系,都是C-SF体系的水化程度最低,说明硅灰使水泥水化程度降低,而在四元胶凝体系时,水化程度达到最大。这是因为当体系中除水泥以外的其他组分特别是惰性掺合料增加时,初始水灰比将增加,这样,有助于提高水泥的水化程度;同时,对于三元和四元胶凝体系,采用磨机活化技术处理可明显提高水泥的水化程度。因此,为了提高水泥水化程度,复合胶凝体系宜采用经过磨机活化技术处理的三元或四元胶凝体系。
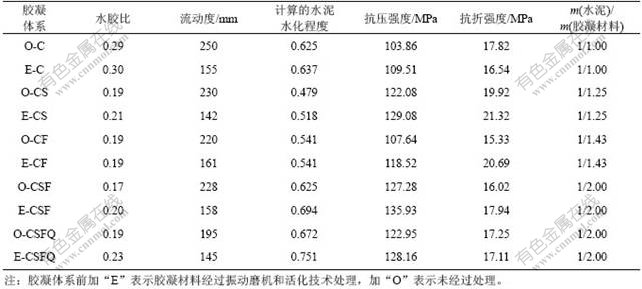
表3 胶凝材料体系分析试验研究及理论计算结果
Table 3 Results of cementitious system experiments and calculated results
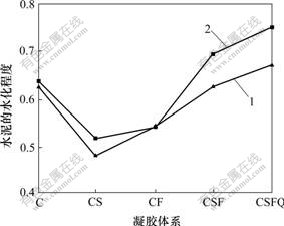
1―未经过振动磨机活化技术处理;2―经过振动磨机活化技术处理
图1 各胶凝体系中水泥的理论水化程度
Fig.1 Calculated degree of cement-hydration in all kinds of cementitious systems
2.2.2 试验结果
胶凝体系分析的实验分析结果见图2。由图2可知,无论哪种情况,三元胶凝体系的抗压强度均最大,其中,E-CSF试件的抗压强度达到135.93 MPa,其次是四元胶凝体系,其抗压强度也达到128.16 MPa;抗压强度最低的是纯水泥,仅为100 MPa左右。值得注意的是,磨机活化处理技术对C-FA体系影响最大(见图2(a)),说明粉煤灰组分对于EMC技术的活化处理最敏感。体系中存在的粉煤灰使其抗折强度降低,可以通过磨机活化处理技术来削弱此影响。

(a) 对抗压强度的影响;(b) 对抗折强度的影响
“E”表示胶凝材料经过振动磨机和活化技术处理;“O”表示胶凝材料未经过振动磨机和活化技术处理
图2 胶凝体系对混凝土力学性能的影响
Fig.2 Effects of cementitious system on mechanical performance of RPC
根据理论计算和试验分析结果,再结合胶凝材料中水泥的用量,可选择三元或四元胶凝体系作为环保高性能胶凝材料的胶凝体系。
2.3 四元胶凝体系中各组分的优化
环保高性能胶凝材料可以采用三元或四元这2种胶凝体系,考虑到级配的最优化和惰性填充料的使用,选取四元体系作为研究对象,试验配合比见表4,表中的配合比为质量比。
表4 四元胶凝体系试验配合比
Table 4 Composition of RPC in four-dimension cementitious system experiments
2.3.1 理论计算结果
理论计算结果见表5和图3,其中:材料的用量是指:水泥用量为1个单位时的用量,无量纲;“Qu, 0.1~0.5”表示石英粉的用量在0.1~0.5之间变化;“FA, 0.15~0.55”表示粉煤灰的用量在0.15~0.55之间变化。由表5可以看出,四元胶凝体系的水泥水化程度均较高。由图3可以看出,水泥的水化程度随着粉煤灰和石英粉含量的增加而增加,基本上呈线性关系,而且当水泥用量较高时(胶凝材料总量为1.7和1.8时),石英粉与粉煤灰相比,石英粉对水泥水化程度的影响更显著,而当水泥用量减小时,两者所起效果几乎相同。由水泥水化计算结果可知,在胶凝材料中增加矿物掺合料含量,可以提高水泥的水化程度。
2.3.2 试验结果
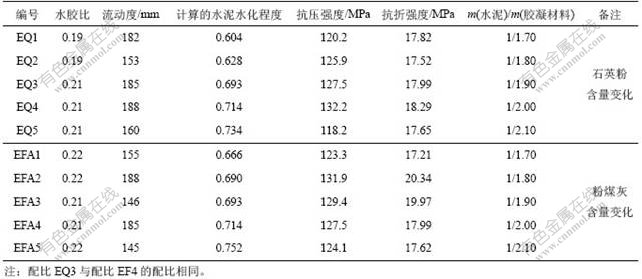
对四元胶凝体系各配合比RPC的性能进行测试,结果见表5。比较图5与表3可知,四元胶凝体系RPC的性能较好。胶凝材料中石英粉和粉煤灰的含量对RPC性能的影响见图4。由图4可知,粉煤灰和石英粉的含量均存在1个最佳值,随着其含量的增加,抗压强度随之增加,但是,当其含量超过某值时,其抗压强度则开始下降[17]。具体地,抗压强度存在2个最大值,即配比为EQ4(石英粉含量为0.4)的试件抗压强度为132.2 MPa,配比为EFA2(粉煤灰的含量为0.1)的试件抗压强度为131.9 MPa,但配比为EQ4的水泥用量比EFA2的小;而对于抗折强度,在粉煤灰为0.25时有最大值20.34 MPa。对于EQ系列,因其粉煤灰含量较大(0.35),因此,抗折强度普遍较小(粉煤灰对抗折强度有不利影响),当石英粉含量为0.4时,抗折强度达到最大值。
表5 四元胶凝体系配比试验结果及计算结果
Table 5 Results of RPC in four-dimension cementitious system experiments and calculate results
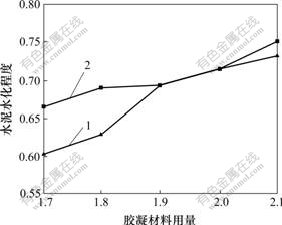
1―Qu, 0.1~0.5; 2―FA, 0.15~0.55
图3 胶凝材料中石英粉、粉煤灰含量对水泥水化程度的影响
Fig.3 Effects of contents of quartz powder and fly ash on calculate degree of cement-hydration

(a) 对抗压强度的影响;(b) 对抗折强度的影响
图4 胶凝材料中石英粉和粉煤灰的含量对RPC性能的影响
Fig.4 Effects of contents of quartz powder and fly ash on mechanical performance of RPC
可见,可以选取配比EQ4作为四元胶凝体系的最优配合比,此时,其水化程度较大,且水泥用量少,仅占胶凝材料的一半,符合环保型胶凝材料的特征,而且其配制的RPC力学性能优异,抗压强度达到130 MPa以上,抗折强度也超过18 MPa。
3 结 论
a. 环保高性能胶凝材料的配制原则是:在保证高性能的前提下提高水泥的水化程度,节约水泥用量。其配制的技术途径是优化胶凝体系组分配置,合理采用磨机活化处理技术,使胶凝材料中水泥水化程度大幅度提高,在确保高性能的前提上节约水泥。
b. 随着胶凝体系的多元化和采用磨机活化技术,其理论计算水化程度增加,对应的RPC抗压强度也增加,而抗折强度由于粉煤灰的存在则呈现不同的规律,根据水泥用量与性能的关系可选择四元胶凝体系作为环保高性能胶凝材料的胶凝体系。
c. 在四元胶凝体系中,随着粉煤灰和石英粉含量的增加,理论计算水化程度增加,而在实验中,RPC的强度随着二者含量的增加存在1个最佳值,据理论结果和实验结果确定环保高性能胶凝材料的水泥、硅灰、粉煤灰、石英粉质量比为1?0.25?0.35?0.40。
d. 经试验配制出的胶凝材料中,水泥含量只占胶凝材料含量的一半,而用其配制出的RPC抗压强度超过130 MPa,抗折强度超过18 MPa。因此,需大力发展此类节能环保的高性能胶凝材料。
参考文献:
[1] 吴中伟. 绿色高性能混凝土―混凝土的发展方向[J]. 混凝土与水泥制品, 1998(1): 3-6.
WU Zhong-wei. Green high performance concrete-the trend of concrete development[J]. China Concrete and Cement Products, 1998 (1): 3-6.
[2] 吴中伟. 绿色高性能混凝土与科技创新[J]. 建筑材料学报, 1998(1): 1-6.
WU Zhong-wei. Green high performance concrete and innovation[J]. Journal of building material, 1998(1): 1-6.
[3] 吴中伟, 廉慧珍. 高性能混凝土[M]. 北京: 中国铁道出版社, 1999: 121-126.
WU Zhong-wei, LIAN Hui-zhen. High performance concrete[M]. Beijing: China Railway Press, 1999: 121-126.
[4] 陈 瑜, 周士琼, 龙广成, 等. 大掺量粉煤灰高性能混凝土的实验研究[J]. 长沙铁道学院学报, 1999, 17(4): 63-67.
CHEN Yu, ZHOU Shi-qiong, LONG Guang-cheng, et al. Experimental study on PFA high performance concrete with high replacement levels[J]. Journal of Changsha Railway University, 1999, 17(4): 63-67.
[5] LI Geng-ying, ZHAO Xiao-hua. Properties of concrete incorporating fly ash and ground granulated blast-furnace slag[J]. Cement and Concrete Research, 2001, 31(10): 1393-1402.
[6] Chen C H, Huang R, Wu J K, et al. Waste E-glass particles used in cementitious mixtures[J]. Cement and Concrete Research, 2006, 36(3): 449-456.
[7] Hossain K, Lachemi M. Strength, durability and mico-structural aspects of high performance volcanic ash concrete[J]. Cement and Concrete Research, 2007, 37(5): 759-766.
[8] Fernando P T, Jo?o C G, Said J. Alkali-activated binders: A review. Historical background, terminology, reaction mechanisms and hydration products[J]. Construction and Building Materials, 2008, 22(7): 1305-1314.
[9] 施惠生, 袁 玲. 生态水泥的研究与进展[J]. 建筑材料学报, 2003, 6(2): 166-172.
SHI Hui-sheng, YUAN Ling. Advance and research of eco-cement[J]. Journal of Building Materials, 2003, 6(2): 166-172.
[10] 刘宪春. 混凝土可持续发展的对策与环保型胶凝材料的研究[D]. 西安: 西北农林科技大学, 2000.
LIU Xian-chun. The policy for the development of concrete and study on the environmentally friendly binders[D]. Xi’an: Northwest Agriculture & Forest University, 2000.
[11] 马保国, 李永鑫. 绿色高性能混凝土与矿物掺合料的研究进展[J]. 武汉工业大学学报, 1999, 21(5): 29-31.
MA Bao-guo, LI Yong-xin. The research development of green high performance concrete and mineral admixture[J]. Journal of Wuhan University of Technology, 1995, 21(5): 29-31.
[12] Larrard F D. 混凝土混合料的配合[M]. 廖 欣, 等译. 北京: 化学工业出版社, 2004.
Larrard F D. Concrete mixture proportioning: A scientific approach[M]. LIAO Xing, et al, tran. Beijing: Chemical Industry Press, 2004.
[13] Justnes H, Elfgren L, Ronin V. Mechanism for performance of energetically modified cement versus corresponding blended cement[J]. Cement and Concrete Research, 2005, 35(2): 315-323.
[14] Joana R, Susanna V, Ravmdra G. Study of the influence of superplasticizers on the hydration of cement paste using nuclear magnetic resonance and X-ray diffraction techniques[J]. Cement and Concrete Research, 2002, 32(1): 103-108.
[15] 李 刚. 新型环保活性粉末混凝土的制备、力学性能及机理的研究[D]. 南京: 东南大学材料科学与工程学院, 2001.
LI Gang. Environmentally friendly binders: Making, mechanical performance and mechanism[D]. Nanjing: School of Material Science and Engineering, Southeast University, 2001.
[16] 何 峰, 黄政宇. 原材料对RPC强度的影响初探[J]. 湖南大学学报: 自然科学版, 2001, 28(2): 89-94.
HE Feng, HUANG Zheng-yu. Study on the effect of materials on RPC strength[J]. Journal of Hunan University: Natural Sciences Edition, 2001, 28(2): 89-94.
[17] 谢友军, 刘宝举, 龙广成. 水泥复合胶凝材料密实填充性能研究[J]. 硅酸盐学报, 2001, 29(6): 512-517.
XIE You-jun, LIU Bao-ju, LONG Guang-cheng. Study on dense packing properties of cementitious materials[J]. Journal of the Chinese Ceramic Society, 2001, 29(6): 512-517.
收稿日期:2008-10-20;修回日期:2008-12-28
基金项目:国家“十一五”科技支撑计划项目(2006EAJ02E07)
通信作者:黄政宇(1959-),男,湖南湘潭人,教授,从事高性能混凝土研究;电话:13875809330;E-mail: zyhuang@hnu.cn

