DOI��10.19476/j.ysxb.1004.0609.2017.10.03
þ�Ͻ���漤���۷�+����Ħ���ӹ�Al-CuͿ�������֯������
���ܾ�1���� ��1������ɭ2��������1������ϼ1
(1. ����ѧԺ��Դ����ѧԺ �������²��Ϲ��̼����о����ģ����� 719000��
2. ̫ԭ������ѧ ���Ͽ�ѧ�빤��ѧԺ��̫ԭ 030024)
ժ Ҫ�����ü����۷�(Laser cladding, LC)�ͽ���Ħ���ӹ�(Friction stir processing, FSP)���ϼ�����AZ31Bþ�Ͻ�����Ʊ�Al-Cu��Ϸ�ĩ�ĺϽ�Ϳ�㡣����SEM��EDS��XRD�Լ��绯ѧ��ʴ����ϵͳ��Al-CuͿ�������֯������������Լ���ʴ���ܽ��в��ԡ����������LC�Ʊ���Al-CuͿ�����������õ�ұ���ϣ�Ϳ����Ҫ�ɦ�-Mg����-Al12Mg17��AlCu4��ɣ�LC�Ʊ���Al-CuͿ�㾭FSP֮��Ϳ������۳���ƽ���⻬��������֯����ϸ�����绯ѧ��ʴ������־�FSP���Al-CuͿ����ʴ���ܵõ������������Ը�ʴ��λ�ﵽ-0.989 V����LCͿ����Ը�ʴ��λ(-1.457 V)���32.1%����ĸ�ĵ��Ը�ʴ��λ(-1.563 V)���36.7%��
�ؼ��ʣ�AZ31B�������۷���Ħ���ӹ�������֯����ʴ����
���±�ţ�1004-0609(2017)-10-1981-07���� ��ͼ����ţ�TG174.4���� ���ױ�־�룺A
þ�Ͻ���б�ǿ�Ⱥͱȸնȸߡ�������κͼ����������ܺ��Լ��ɻ����������ʸߵ��ص㣬���㷺Ӧ�õ���ͨ����ҵ�����պ�����������þ�Ͻ���Ϊ��21������ɫ���̲��ϡ�[1]��Ȼ��þ�Ͻ�ѧ���Ըߣ��ڳ�ʪ�����м���������������������γ�һ�����ɶ����������Ĥ������Ĥ�����Ի����Ի����¶�þ�Ͻ����һ���ı�������[2]��Ȼ��������Ĥ��¶�ں������ӵij�ʪ������ʱ������Ĥ�漴���ƻ��������γ��Ȼ��ƣ�þ�Ͻ����ò�����������������ʴ[2-3]��þ�Ͻ���ʴ���ܲ���ص������谭��þ�Ͻ���Ϊ�ṹ���ϵĽ�һ��Ӧ�á�
�����۷���Ϊһ����ʵ���еı�����Լ�����ͨ����þ�Ͻ����ֱ�����ۻ��۷�һ��Ͻ��ĩͿ��������þ�Ͻ�������ܣ��Ѿ��õ�����ķ�չ����������[4]Ӧ�ü����AZ31��AZ91þ�Ͻ������г��ǿ�����绯ѧ��ʴ���Խ�����֣�þ�Ͻ���澭������ǿ��֮��ʴ��λ�͵��������ƣ�������������α䡢�ۻ�Ĥ�Լ���ò�йء����˳ɵ�[5]��AZ31þ�Ͻ���м���������������λɨ�輼�����Խ�����֣����������Ը�ʴ��λ��ߣ���ʴ����������ʴ���������½���PAITAL��[6]��þ�Ͻ����LC��Ϳ�㣬������AZ31Bþ�Ͻ�����Ʊ���һ����������Ҹ���Al12Mg17�����仯�������Ϳ�㣬����ʴ���ܵõ�����������ͨ����þ�Ͻ�����Ʊ���Ϳ����������ʴ���ܵ����ƽ����þ�Ͻ������ն�����Ҳ�õ���֤[7]������LC������þ�Ͻ�����۸�Al-Cu[8-9]��Al-Si[10-11]��Al-SiC[12]�Լ�Al-Si-Al2O3[13]�Ȼ�Ϸ�ĩ�Ʊ����Բ㣬�������ʴ����ĥ�����ܶ��õ��ܺõĸ��ơ�����LC��þ�Ͻ�����Ʊ�Al-CuͿ��֮�������γ��˴�����AlCu4��Al12Mg17�ȸߵ�λ������ʹ�ñ�����ʴ������������[8-9]��Ȼ��LC���õĸ��Բ�ͨ����������������ֲִڶȴ��Ͳ����۵�ȱ�ݣ��ڸ��Բ��ڲ��������������ơ���ˣ����ö��μӹ����߸��ϼ�����þ�Ͻ�����Ʊ�һ������������ұ���ϣ��ұ���������۵ĸ��Բ�Թ���ʵ��Ӧ�������ش�
����Ħ���ӹ���һ��������ӹ����������ý���ͷ�ͱ��ӹ��������֮���γɵ�Ħ�����Լ��������Ա��β��ȵĹ�ͬ����ʹ�ø�������Ϸ������ҵ����Ա��Σ����������������ڽ���ͷ���Ȼ����������·�����ѹ����Ͷ�̬�ٽᾧ��ʵ�ֲ�������֯�ṹ��ϸ�������Ȼ������ܻ����Ӷ����Ʋ��ϵ�����[14-17]��FSP������þ�Ͻ���ϱ�����������֯�ṹ�ı����Ѿ���չ����о�����ȡ��һ���ɹ���DARRAS��[18]�õ���FSP������þ�Ͻ������һ���ĸ������֯����ϸ���;��Ȼ��ĸ��Բ㡣CAVALIERE��[19]�о����֣���FSP���AZ91þ�Ͻ�ɻ�ó����ԣ���300 ���1��10-4 s-1Ӧ���������쳤�ʿɴﵽ1050%��LIU��[10-20]����LC��FSP���ϼ�����AZ31Bþ�Ͻ�����Ʊ���Al-Si����Ϳ�㣬������֯����ϸ�������Ȼ������ܻ�����ʴ���ܽ�AZ31B�����LCͿ�������������ɼ��ø��ϼ���Ӧ����þ�Ͻ���������ʵ���С�
�������߲��ô��ʼ�����Ԥ����AZ31Bþ�Ͻ�����۸�һ��Al-Cu��Ϸ�ĩͿ�㣬Ȼ�����õ���FSP������LC����мӹ����о�FSP��Ϳ�������͡�����ɡ�����֯�ṹ��������ʴ���ܵ�Ӱ����ơ�
1 ʵ��
��ʵ����ѡ��AZ31Bþ�Ͻ��ģ��ߴ�Ϊ150 mm��100 mm��10 mm����ѡ��Al�ۺ�Cu�۵Ŀ����Ⱥʹ��ȷֱ�Ϊ50 ��m��99.95%����Ϸ�ĩ������������������ȣ�����Ϊ85% Al+15% Cu��LCǰ�����Ƚ�AZ31B������������л�е�������棬Ȼ�������ñ�ͪ���Ҵ���ȥ����ˮ��ϴ����棻���Ҷ�����Al-Cu��Ϸ�ĩ����ɽ�״������Ϳ����þ�Ͻ�������ϣ�Ԥ�ú�ȴ�1 mm�����Ž����������ڸ���ͨ�紦����Ȼ���24 h�����ð뵼�弤����(SISTAN 3000��)�����۷��ֱ��15 mm������λ��Ϳ������棬�۷��ʺ��ٶȷֱ�Ϊ2 kW��280 mm/min���ߴ������Ϊ�������塣����FSW-LC2-3012�Ͷ�ά����Ħ��������LC����е�����FSP��ѡ���������ͷ��ʱ����ת�ӹ�����翪�����������ۣ�ֱ��18 mm�����2.5�㣬��ѹ0.2 mm������ͷת�ٺͼӹ��ٶȷֱ�Ϊ 1500 r/min��100 mm/min��
����VEGA3 LCU��ɨ����������Լ�X-Max 20�������������Ƿֱ��Al-CuͿ�������֯�ṹ������Ԫ�طֲ����й۲�����ԡ�����Bruker S8 TIGER��X������������ȷ��Ϳ���������ࡣͬʱ�����ó����绯ѧ����վ��AZ31Bþ�Ͻ�Ϳ��������¶���λ�������߲��ԡ���ʴ�����û�����֬����������ܷ⣬����¶��Ϳ��������ڵ绯ѧ���ԣ����Ա�����SiCˮɰֽ���л�еĥ������ˮ�Ҵ���ϴ�����ɡ����õ��͵����缫��ʴ����ϵͳ������������5%(��������)NaClˮ��Һ�У�������¶���Ϊ1 mm2����������Ϊ�����缫�����缫Ϊ�����缫���������缫Ϊ�αȵ缫��ɨ������1 mV/S��
2 ���������
2.1 Ϳ���������ò
ͼ1��ʾΪAZ31B���澭LC��LC+FSP֮��Al-Cu���Բ��۳�����ò����ͼ1�ɼ���LC�����ֲڶȽϴɽ���϶࣬�����۳��ͽϲLC��Al-CuͿ�㾭FSP֮���Բ����⻬ƽ�����ӹ������ۺ����ƣ��������ۡ���������FSP�����У�LC��Al-CuͿ��߶����������������������ڽ���ͷ������תĦ���ͼ�ѹ���������¶������γ�ƽ���⻬�ı��档

ͼ1 þ�Ͻ����LC��LC + FSP�ӹ���Al-CuͿ������ò
Fig. 1 Macromorphology of Al-Cu coating prepared by LC and LC + FSP
2.2 Ϳ���۽ṹ
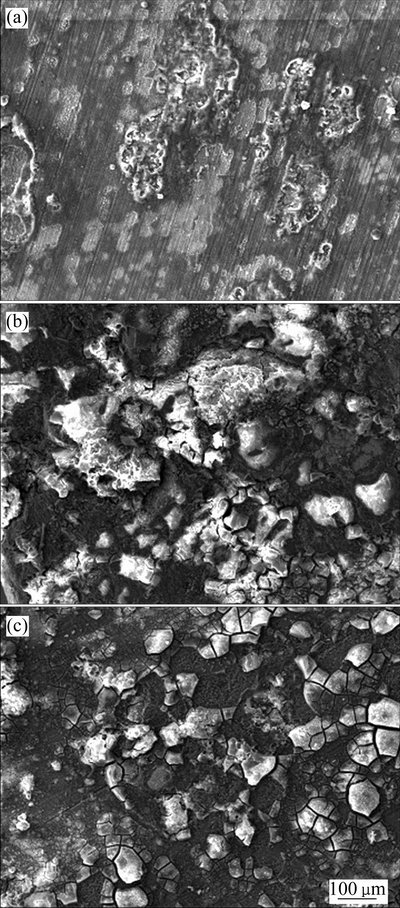
ͼ2��ʾΪ��LC���Al-CuͿ������֯��ò����ͼ2(a)�ɼ���LC��Al-CuͿ���Ȳ����ȣ�Ϳ����ԼΪ1.5~2.0 mm�����Դ���Ԥ�ú�ȡ�Ϳ����ĸ�Ļ���֮��������Ե�ұ���Ͻ��棬��Ͻ���ʲ����Σ��ҽ�Ͻ��洦�����ס����Ƶ�ȱ��(��ͼ2(b))������ڸ���Ϳ�������֮��Ľ��ǿ����һ���Ļ������á�Ϳ����Ҫ�ɰ�ɫ��ͻ�ɫ������������ɣ���ɫ��ʲ�������״�ṹ�ֲ��ڻ�ɫ��ľ��ں;��紦(��ͼ2(c))��LCͿ�㾭FSP�������֯��ò��ͼ3��ʾ��Ϳ����������֮�����õ�ұ���Ͻ���δ�ܵ�FSP��Ӱ�죬����FSP�������ܽ���ͷ���µļ�ѹ���ö���ƽֱ(��ͼ3(a))��Ȼ����FSP֮��Ϳ���������۽ṹ�������Ա仯����ɫ��ߴ�����ϸ��������������������ɢ�ֲ��ڻ�ɫ���С�Al-CuͿ���þ�������(��ͼ3(c))��
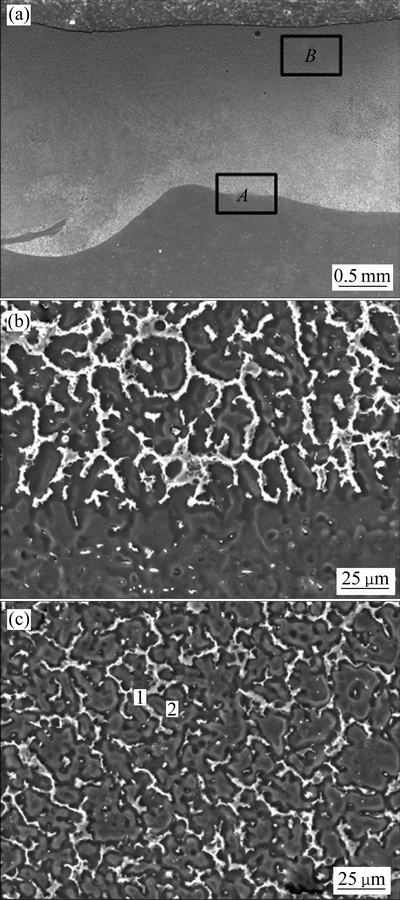
ͼ2 LC��Al-CuͿ�������֯
Fig. 2 Macrostructure of AZ31B modified surface layer with Al-Cu powder by LC(a) and microstructures of bonding interface (area A)(b) and coating (area B)(c)
LC�����У�������������Ԥ�õ�Al-CuͿ��ʱ����������ת�������������Ϳ���ڲ�����[21]���������ۼ���һ���̶����ܹ�ʹ�������¶ȴﵽAl-CuͿ����Ϻ�AZ31Bþ�Ͻ������ϵ��۵�ʱ����Ϳ���ڲ�����Ϳ�������Ӵ����渽�����γ��۳ء�Һ̬����ͨ�������ܽ�Ϳ���������ʹ��Һ����������࣬�۳�������Һ̬������������ȴ���̶������γ�һ���ȴ���Ԥ�ò��ȵ�Al-Cu���Բ㡣����LCͿ�������ͽϲ����������FSP������LC����ж��μӹ����ڻ�ñ�����������Ҿ������ܵĸ��Բ㡣����FSPʱ�������빫ʽ��
 (1)
(1)
ʽ�У�QΪ�����룻 Ϊ������ϵ������ΪĦ��������pΪѹ����NΪ����ͷת�٣�RΪ���뾶��vΪ���١�ѡ�ô�ֱ����磬�ϸߵ�ת�ٺͽϵ͵ļӹ��ٶȶ�LC��Al-CuͿ�����FSP��ȷ���ӹ�ʱ������ͷ�����Ϳ��֮���Ħ�����Ⱥ�Ϳ��������Ա��β��ȵĹ�ͬ������ʹ�ñ��ӹ�����Al-CuͿ����ȫ�ﵽ����������״̬���������������������ڽ���ͷ����תĦ����Ӧ�������£������ͷ��ǰ���ྭ���˲���������ʱ������̬�ٽᾧ���α���γɾ���ϸС�ľ��������⣬���Բ������Խ����ڽ���ͷ��ѹ���������·���ǿ�ҵļ�ѹ���ζ�������ܻ������ͬʱ������ͷ��������ڵ�����������������ת�˶������б����������������������Ȼ�����ͼ�ѹ���ã�Ҳ��ʹ�ø��Բ����ϸ�������ܻ�����ˣ�LC��Al-CuͿ�㾭FSP֮���ڽ���ͷ���γ�һ����֯ϸ���������ߴ��С��һ�ľ��Ȼ������ܻ��ĸ���Ϳ�㡣
Ϊ������ϵ������ΪĦ��������pΪѹ����NΪ����ͷת�٣�RΪ���뾶��vΪ���١�ѡ�ô�ֱ����磬�ϸߵ�ת�ٺͽϵ͵ļӹ��ٶȶ�LC��Al-CuͿ�����FSP��ȷ���ӹ�ʱ������ͷ�����Ϳ��֮���Ħ�����Ⱥ�Ϳ��������Ա��β��ȵĹ�ͬ������ʹ�ñ��ӹ�����Al-CuͿ����ȫ�ﵽ����������״̬���������������������ڽ���ͷ����תĦ����Ӧ�������£������ͷ��ǰ���ྭ���˲���������ʱ������̬�ٽᾧ���α���γɾ���ϸС�ľ��������⣬���Բ������Խ����ڽ���ͷ��ѹ���������·���ǿ�ҵļ�ѹ���ζ�������ܻ������ͬʱ������ͷ��������ڵ�����������������ת�˶������б����������������������Ȼ�����ͼ�ѹ���ã�Ҳ��ʹ�ø��Բ����ϸ�������ܻ�����ˣ�LC��Al-CuͿ�㾭FSP֮���ڽ���ͷ���γ�һ����֯ϸ���������ߴ��С��һ�ľ��Ȼ������ܻ��ĸ���Ϳ�㡣
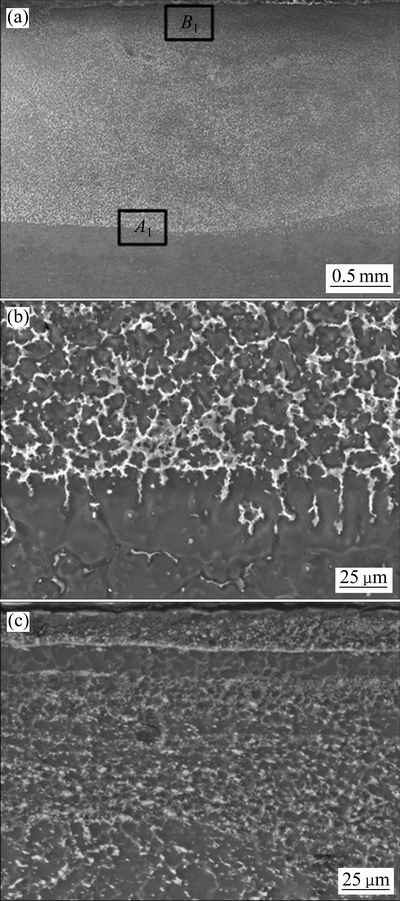
ͼ3 LC��Al-CuͿ�㾭FSP������֯
Fig. 3 Microstructure of AZ31B modified surface layer with Al-Cu powder by LC+FSP(a) and microstructures of bonding interface (area A1)(b) and coating (area B1)(c)
2.3 Ϳ������������
ͼ4��ʾΪAZ31Bþ�Ͻ������漰��LC��LC+FSP֮��Al-CuͿ���ϱ��������XRD�ס���ͼ4�ɼ�������Al-Cu��Ϸ�ĩ��Ϳ�㣬��LC֮���γ����µĽ����仯����AlCu4��ͬʱͿ���л����ڴ����Ħ�-Mg�������Al12Mg17�����仯�����LC��Al-CuͿ�㾭FSP֮��Ϳ����������LCһ�£�����FSP�����в�δ�γ��µ����ࡣ��������FSP�����У��ӹ��¶ȴ��ڹ������¶�֮�£��ӹ���������Խ����ڽ���ͷ��תĦ��������ֻ�������ٽᾧ�����鼰��ϣ���δ���ֽ��������������δ����ұ��Ӧ����ת����γ��µ����࣬����ʹ��Ϳ����֯�ṹ����ϸ�������ܻ�����Ϳ���еİ�ɫ��ͻ�ɫ��(��ͼ2(c)�е�1���2)����EDS�ɷַ�����֪(����1)����ɫ����Mg��Al��Cu�����������ֱ�Ϊ57.29%��31.07%��11.64%������Mg-Al��Ԫƽ����ͼ��֪[22]��Al�ڦ�-Mg�е������ܶ�Ϊ12.7%����Al����Խ��Խ��Al12Mg17�����仯�����γ���������ɫ����Al����������Ϊ31.07%��Զ����12.7%��������ɫ�����ΪMg-Al�����仯������ͬʱ��Cu��Al�е������ܶ�Ϊ5.65%����˰�ɫ��Ҳ����ΪAl-Cu�����仯������Al-Cu��������XRD�������Խ����֪����ɫ��ΪAl12Mg17��AlCu4�����仯�������ɫ��EDS�ɷַ��������֪��Al����������Ϊ9.66%����С��Al�ڦ�-Mg�е������ܶȣ���ˣ���ɫ��Ϊ��-Mg�����塣ϸС��������Al-CuͿ���о��Ȼ��ֲ��Ʊػ��Ϳ����ʴ���ܲ���һ��Ӱ�졣
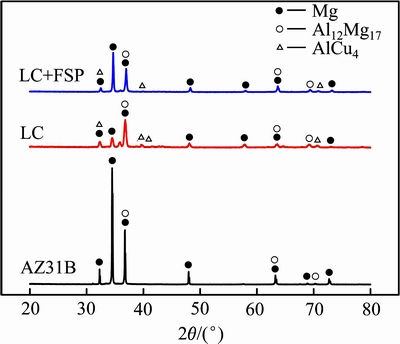
ͼ4 Al-CuͿ������XRD��
Fig. 4 XRD patterns of AZ31B and modified layers with Al-Cu powders
��1 ͼ2��ʾ�����EDS�ɷַ������
Table 1 Concentration analysis results of positions show in Fig. 2
2.4 Ϳ����ʴ����
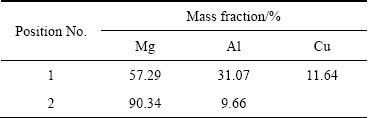
ͼ5��ʾΪAZ31Bþ�Ͻ���弰����澭LC��LC+FSP����֮���õ�Al-CuͿ�㶯��λ�������ߡ���ͼ5�ɼ�������Al-Cu������Ϸ�ĩ��Ϳ�㾭LC֮����ʴ���ܽϻ���õ�һ���̶ȵ���ߣ��Ը�ʴ��λ��ĸ�Ļ����-1.563 V������-1.457 V������6.8%��Ȼ����LC��Al-CuͿ�㾭FSP֮����ʴ���ܽ�ĸ�Ļ��弰LCͿ���ֵõ������������Ը�ʴ��λ�ߴ�-0.989 V����ĸ�Ļ�����Ը�ʴ��λ����36.7%���ȼ����۷�Ϳ����Ը�ʴ��λ����32.1%��������Al-Cu������ĩ�γɵĺϽ�Ϳ����NaCl��Һ�о������õ��������Ӹ�ʴ���ܡ�Ϳ���е�Al12Mg17��AlCu4�Ƚ����仯���ᆳ����Ħ���ӹ�֮�����·ֲ������Ӿ��Ȼ������ܻ����ܺõ�������þ�Ͻ���NaCl��Һ�е��ܽ�̶ȣ��Ӷ���һ��������þ�Ͻ����ʴ���ܡ�
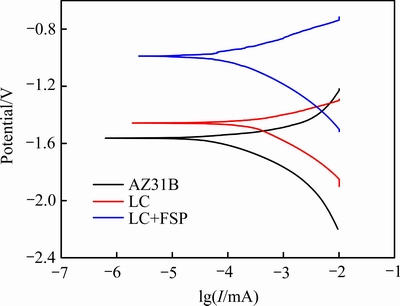
AZ31Bþ�Ͻ�����У��ڶ�����Ҫ��Al12Mg17�ࡣAl12Mg17�ȿ�����Ϊ���������-Mg�������γ���أ����٦�-Mg���ܽ⣬�ֿ����谭������Ӧ�����Ƹ�ʴ����������Al12Mg17��ķֲ��������[4]��Al12Mg17�������AZ31B��������Ҫ�ֲ��ھ��ڻ��ϣ���Ϊ�������-Mg�γ����ฯʴ��أ��Ӷ����ٻ���ĸ�ʴ����ʴ��ҪΪ��ɢ�ͷֲ��ĵ�ʴ���ҵ�ʴ���ڿ�ʴ����ʴ������ԭ���Ǿ��紦�������Լ��ؾ��紦�Ļ������ȸ�ʴ����(��ͼ6(a))��þ�Ͻ�������ʱ���������ӵ�Al-Cu��Ϸ�ĩ��Al�ĺ���Ϊ85%��Զ����Al��þ�Ͻ�����е�����ܽ�ȣ���ˣ�Ϳ���п������ɴ����ġ�������״�ֲ���Al12Mg17�����仯��������仯����ĸ�ʴ�����ܶ�ԶС�ڦ�-Mg������Al12Mg17��NaCl��Һ������ȶ���������ֹ��ʴ��Ϊ�ķ������Ӷ����þ�Ͻ���ʴ����[23]��Ϳ��������Cu��ʱ��Cu��þ�Ͻ��еĹ�����С�����������������������λ����С����ʴ����ʱ��������Ϊ�������ӿ�þ�Ͻ�ʴ���ʡ�Ȼ����Al-CuͿ�������ӵ�Cu����Ҫ�γ�AlCu4�����仯�����Ϳ���л�����Al12Mg17�����仯�������������ڦ�-Mg���ɸߵ��ƣ��������������þ�Ͻ�ĸ�ʴ���ƣ���������Cu�ۺ�����þ�Ͻ��������Ӹ�ʴ����Ҫԭ��[24]��Ҳ��LC������Al-CuͿ����ʴ������������Ҫԭ��֮һ����ʴ�����Ե�ʴΪ��(��ͼ6(b))��Ȼ����LC��Al-CuͿ�㾭FSP֮��Ϳ�㾧����þ���ϸС�����ܻ��������������ɵ�ż��ʴ�Ħ�-Mg��Al12Mg17�Ƚ����仯�������Ч�Ӵ�������Ӷ������˸�ʴ������������ʴ����������˺ܺõ����ã���������ĵ�ʴ������������ĸ�Ļ����LC��ģ���ͼ6(c)��ʾ������FSP����ͨ������Ϳ����������֯�ṹ����������þ�Ͻ�������ʴ���ܡ�
ͼ5 AZ31Bþ�Ͻ�Ϳ�㶯��λ��������
Fig. 5 Potentiodynamic polarization curves of modified layer and matrix AZ31B
ͼ6 AZ31Bþ�Ͻ�Ϳ�㸯ʴ���SEM��
Fig. 6 Surface SEM images of electrochemical corrosion specimens of AZ31B magnesium alloy(a) and coatings prepared by LC(b) and FSP(c)
3 ����
1) ���ü����۷�ͽ���Ħ���ӹ����ϵļ�����AZ31Bþ�Ͻ�������ɹ��Ʊ���һ����ĸ�Ļ�������õ�ұ���ϵ�Al-CuͿ�㡣Ϳ����Ҫ�ɦ�-Mg��Al12Mg17��AlCu4�����仯������ɣ���Ϳ��������ƽ���⻬����֯����ϸС��
2) �����۷�Al-CuͿ�㾭����Ħ���ӹ�֮��Al-CuͿ�����ʴ���������������Ը�ʴ��λ��-0.989 V���ϼ����۷�Ϳ����Ը�ʴ��λ����32.1%����ĸ�Ļ�����Ը�ʴ��λ����36.7%����������Ħ���ӹ�������ͨ������þ�Ͻ������Բ������֯�ṹ������þ�Ͻ������ʴ�������������á�
REFERENCES
[1] FRIEDRICH H, SCHUMANN S. Research for a new age of magnesium in the automotive industry[J] Journal of Materials Processing Technology, 2001, 117: 276-281.
[2] SONG G L, ATRENS A. Corrosion mechanisms of magnesium alloys[J]. Advanced Engineering Materials, 1999, 1: 11-33.
[3] PARDO A, MERINO M C, COY A E, ARRABAL R, VIEJO F, MATYKINA E. Corrosion behaviour of magnesium/aluminium alloys in 3.5wt% NaCl[J]. Corrosion Science, 2008, 50 (3): 823-834.
[4] ������, ��ʿϲ, �� ��, Ǯ ��, ������, ���˳�. ������ǿ����AZ31��AZ91þ�Ͻ������ò�͵绯ѧ��ʴ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2014, 24(10): 2455-2473.
ZHANG Qing-lai, BAO Shi-xi, WANG Rong, QIAN Yang, ZHANG Yong-kang, LI Xing-cheng. Effect of laser shock processing on surface morphology and electrochemical corrosion resistance of AZ31 and AZ91 alloys[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(10): 2455-2473.
[5] ���˳�, ������, ¬����, �¾շ�, �ܽ���. ������AZ31þ�Ͻ�ʴ�����о�[J]. �й�����, 2014, 41(4): 1-6.
LI Xing-cheng, ZHANG Yong-kang, LU Ya-lin, CHEN Ju-fang, ZHOU Jin-yu. Research of corrosion resistance for AZ31 magnesium alloy by laser shock processing[J]. Chinese Journal of Laser, 2014, 41(4): 1-6.
[6] PAITAL S R, BHATTACHARYA A, MONCAYO M, HO Y H, MAHDAK K, NAG S, BANERJEE R, DAHOTRE N B. Improved corrosion and wear resistance of Mg alloys via laser surface modification of Al on AZ31B[J]. Surface & Coatings Technology, 2012, 206: 2308-2315.
[7] LIU Fen-jun, MENG Qing-sen, LI Zeng-sheng. Microstructure and properties of alloying coating on AZ31B magnesium alloy[J]. Transactions of Nonferrous Metals Society of China, 2016, 26: 2347-2354.
[8] GAO Ya-li, WANG Cun-shan, PANG Hong-jie, LIU Hong-bin, YAO Man. Broad-beam laser cladding of Al-Cu coating on AZ91HP magnesium alloy[J]. Applied Surface Science, 2007, 253: 4917-4922.
[9] ZHU Run-dong, LI Zhi-yong, LI Xiao-xi, SUN Qi. Microstructure and properties of the low-power-laser clad coatings on magnesium alloy with different amount of rare earth addition[J]. Applied Surface Science, 2015, 353: 405-413.
[10] LIU Fen-jun, JI Yan, MENG Qing-sen, LI Zeng-sheng. Microstructure and corrosion resistance of laser cladding and friction stir processing hybrid modification Al-Si coatings on AZ31B[J]. Vacuum, 2016, 133: 31-37.
[11] CHEN Er-lei, ZHANG Ke-min, ZOU Jian-xin. Laser cladding of a Mg based Mg-Gd-Y-Zr alloy with Al-Si powders [J]. Applied Surface Science, 2016, 367: 11-18.
[12] ZHENG B J, CHEN X M, LIAN J S. Microstructure and wear property of laser cladding Al+SiC powders on AZ91D magnesium alloy[J]. Optics and Laser in Engineering, 2010, 48: 526-532.
[13] QIAN Jian-gang, YIN Ying, LI Tie-jun, HU Xiao-tian, WANG Chun, LI Shu-qing. Structure, micro-hardness and corrosion behaviour of the Al-Si/Al2O3 coatings prepared by laser plasma hybrid spraying on magnesium alloy[J]. Vacuum, 2015, 117: 55-59.
[14] ZHANG Da-tong, XIONG Feng, ZHANG Wei-wen, QIU Cheng, ZHANG Wen. Superplasticity of AZ31 magnesium alloy prepared by friction stir processing[J]. Transactions of Nonferrous Metals Society of China, 2011, 21: 1911-1916.
[15] SATHISKUMAR R, DINAHARAN I, MURUGAN N, VIJAY S J. Influence of tool rotational speed on microstructure and sliding wear behavior of Cu/B4C surface composite synthesized by friction stir processing[J]. Transactions of Nonferrous Metals Society of China, 2015, 25: 95-102.
[16] �ƴ�ƽ, ������, �� ��, ����ƽ. ����Ħ���ӹ��о���չ��ǰ��չ��[J]. ϡ�н��������빤��, 2011, 40(1): 183-188.
HUANG Chun-ping, KE Li-ming, XING Li, LIU Ge-ping. Research progress and prospect of friction stir processing[J]. Rare Metal Materials and Engineering, 2011, 40(1): 183-188.
[17] ������, �� ��, �� �|, ������, �����. ����Ħ���ӹ���̬AZ31þ�Ͻ���֯�������о�[J]. ϡ�н��������빤��, 2010, 39(7): 1275-1278.
WANG Kuai-she, WANG Wen, GUO Wei, WANG Wen-li, WU Jia-lei. Microstructure and properties of friction stir processed cast AZ31 magnesium alloy[J], 2010, 39(7): 1275-1278.
[18] DARRAS B M, KHRAISHEH M K, ABU-FARHA F K, OMAR M A. Friction stir processing of commercial AZ31 magnesium alloy[J]. Journal of Materials Processing Technology, 2007, 191: 77-81.
[19] CAVALIERE P, DE MARCO P P. Superplastic behavior of friction stir processes AZ91 magnesium alloy produced by high pressure die cast[J]. Journal of Materials Processing Technology, 2007, 184: 77-83.
[20] ���ܾ�, ����ɭ, ������. AZ31B þ�Ͻ���漤���۷�+����Ħ���ӹ����Բ�ṹ������[J]. ϡ�н��������빤��, 2016, 45 (9): 2419-2423.
LIU Fen-jun, MENG Qing-sen, LI Zeng-sheng. Microstructure and properties of modified layers for AZ31B magnesium alloys by laser cladding+friction stir processing[J]. Rare Metal Materials and Engineering, 2016, 45 (9): 2419-2423.
[21] ZHENG B J, CHEN X M, LIAN J S. Microstructure and wear property of laser cladding Al+SiC powders on AZ91D magnesium alloy[J]. Optics and Lasers in Engineering, 2010, 48: 526-532.
[22] MASSALSKI T B, OKAMOTO H, SUBRAMAMIAN P R, KACPRZAK L. Binary alloy phase diagrams[M]. 2nd ed. Metals Park, OH: ASM International. 1990: 170.
[23] SONG G L, ATRENS A, WU X L, ZHANG B. Corrosion behaviour of AZ21, AZ501 and AZ91 in sodium chloride[J]. Corrosion Science, 1998, 40(10): 1769-1791.
[24] ������, �����, ������, ������. AZ31þ�Ͻ���漤���۷�Cu-Ni�Ͻ��[J]. �й���ɫ����ѧ��, 2010, 20(9): 1665-1670.
CUI Ze-qin, WU Hong-liang, WANG Wen-xian, XU Bing-she. Laser cladding Cu-Ni alloy layer on AZ31B magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(9): 1665-1670.
Microstructure and properties of Al-Cu coating on magnesium alloys prepared by laser cladding+friction stir processing
LIU Fen-jun1, JI Yan1, MENG Qing-sen2, LI Zeng-sheng1, BAI Yan-xia1
(1. College of Energy Engineering, Yulin Engineering Technology Research Center for Frontier Materials, Yulin University, Yulin 719000, China;
2. College of Materials Science and Engineering, Taiyuan University of Technology, Taiyuan 030024, China)
Abstract: Al-Cu powders were prepared on the surface of AZ31B magnesium alloy by a method of combining laser cladding and friction stir processing. The microstructure feature, phase component and corrosion resistance of the modified layer were studied by scanning electron microscopy (SEM), energy dispersive spectroscopy (EDS), X-ray diffractometry (XRD) and electrochemical workstation. The composite modified layers with Al-Cu powders are composed of ��-Mg, Al12Mg17 and AlCu4. Both modified layers show very good bonding with the magnesium alloy substrate. The corrosion resistance of the Al-Cu coating is higher than that of the substrate. Compared with the matrix and laser cladding, the maximum self-corrosion potential (-0.989 V) with Al-Cu powders prepared by friction stir processing increases by 36.7% and 32.1%, respectively.
Key words: AZ31B magnesium alloy; laser cladding; friction stir processing; microstructure; corrosion resistance
Foundation item: Project (2016KTZDGY04-03) supported by the Science and Technology Coordinate Major Project of Shaanxi Province, China; Projects(2015GY167, 2016GY-027) supported by the Science and Technology Department of Shaanxi Province, China; Project(2015sf261) supported by the Key Social Science and Technique Projects of the Science and Technology Department of Shaanxi Province, China
Received date: 2016-05-26; Accepted date: 2017-05-28
Corresponding author: LIU Fen-jun; Tel: +86-18091231515; E-mail: lfjxcmg@126.com
(�༭ ������)
������Ŀ������ʡ�Ƽ�ͳ���ش���Ŀ(2016KTZDGY04-03)������ʡ�Ƽ�����ҵ�Ƽ�������Ŀ(2015GY167��2016GY-027)������ʡ�Ƽ�����ᷢչ�Ƽ�������Ŀ(2015sf261)
�ո����ڣ�2016-05-26�������ڣ�2017-05-08
ͨ�����ߣ����ܾ�����ʦ����ʿ���绰��18091231515��E-mail: lfjxcmg@126.com

