���±��: 1004-0609(2005)04-0531-05
��ĩұ����ʽ����Ħ��Ƭ��ѹ���ε���ֵģ����ʵ���о�
ŷ������, �� ��, �� ��, ������
(���ϴ�ѧ ��ĩұ������ص�ʵ����, ��ɳ 410083)
ժ Ҫ: Ϊ��̽��������ʽĦ��Ƭ����ǿ�Ȳ��ȶ���ԭ��, ����ֵ����ģ��Ħ��Ƭ��ѹ���ι������¶ȷֲ���ģ�߾ֲ�ʧЧ�Է�ĩ�����̽��Ӱ��, ����������Ӧ��ʵ���������֤�� �������: ģ�߾ֲ�ʧЧ���¶��ݶȷֲ���ɻ���������, ������ϵ����������ڼ���������ά���϶�������, �Ӷ�����Ƚ��������ļ���ǿ��; ��������ּ��в�, ������ά�ɶ���ֲ�ʱ, ����ǿ�������½�, ����Ҫ���0.4MPa(���ֵ��Ϊ0.356MPa), ��������������, ����ǿ�ȶ�����0.4MPa��
�ؼ���: ��ʽĦ��Ƭ; ��ĩұ��; ��ѹ����; ��ֵģ�� ��ͼ�����: TF124.3
���ױ�ʶ��: A
Numerical and experimental study on hot press of
powder metallurgical disk brake pad
OUYANG Hong-wu, ZHANG Xin, CHEN Xin, YU Wen-tao
(State Key Laboratory of Powder Metallurgy,Central South University, Changsha 410083, China)
Abstract: To find out the causes about unstable shear strength of PM disk break pad, the hot press process of PM disk brake pad was numerically simulated by using finite element method. The influence of temperature distribution and mould failure on powder flow and consolidation was analyzed, and the corresponding experiments were conducted. The effect of powder flow on fiber orientation and shear strength was unveiled. The results show that mould failure and temperature gradient can lead to obvious flow of matrix in the shear direction. The flowing of matrix can result in oriented arrangement of fiber in shear direction and greatly reduce the shear strength of samples. In the situation of fiber orientation caused by shear layer, the pads�� shear strength can only reach 0.356MPa; while in normal condition it can attain to 0.4MPa or higher.
Key words: disk brake pad; powder metallurgy; hot press; numerical simulation
�������ƶ����ǹ�ϵ����ͨ��ȫ��һ��ʮ����Ҫ�����ܡ� �����ƶ�, �����Ǽ��ƶ�ʱ, Ħ��Ƭ��Ħ��������Ҫ���ܸܺߵļ�����, ���Ҷ���ת����ʹĦ��Ƭ�¶ȼ�������, �Ӷ�ʹ��ǿ���������͡� ��Ħ������ļ���ǿ��������Ħ��Ƭһ��������Ҫ������ָ��[1] �� Ħ��Ƭ����ǿ���Ƿ��㹻��, ֱ�ӹ�ϵ�������ƶ�ϵͳ�Ŀɿ��ԺͰ�ȫ��[2]�� Ϊ��ȷ�������İ�ȫ��, һ��Ҫ����ʽĦ��Ƭ��ֱ���ļ���ǿ�ȴ���ijһָ��, ��0.4MPa���ϡ� ��Ͷ�Ħ��Ƭ��������������˽ϸߵ�Ҫ��
�ȹ�����֬��������ʽĦ��Ƭ�����������ϲ��ü���ģѹ���ա� �����ѹ���ι��̺ܸ���, ����Ħ�����ϵij��ι���, ������֬����Һ�������Ĺ̻�����[3, 4]�� Ӱ���ȹ̻���֬������Ħ��Ƭ����ǿ�ȵ���Ҫ������Ħ��Ƭ�Ľṹ�� Ħ�����ϳɷ֡� ճ����� �ӹ����ա� ģ�ߺ��豸�� �������ģ�߾ֲ�ʧЧ��ԭ��, �ڳ��ι����в��ϲ�������������, �γɼ��в�, ������Ħ��Ƭ��ֱ��Ľ��ǿ�Ƚ���, �γɰ�ȫ����; ����, ���ڴ����¶��ݶ���֬�ֲ�Һ�����ѹ���ڴ�ֱ�����Ϸֲ㿪��, ���²���������Ʒ��
�����о�����, ��ǿ��ά�ڻ����еķֲ�״����Ħ�����ϵļ���ǿ����������Ҫ��Ӱ�졣 �ڲ��ϵ���ѹ���ι�����, ��ĩ�IJ������������ܵ�����ά�Ķ���ֲ�, �Ӷ�ʹ����ǿ�Ȳ��ȶ�, ���ܴﵽ��Ҫ�� (0.4MPa����)�� ��ʵ�ʵ�����������, �������ֲ�Ʒ�ļ���ǿ�Ȳ��������ںܴ�Χ�ڲ��������, ��Ϊ����Ħ��Ƭ�����м�����������������
��������Ԫ��������ֵģ�⼼����������Ϊ�о���ĩѹ�Ƴ��ι��̵���Ч�ֶ� [5-10]�� ͨ����ֵģ���������Ħ��Ƭѹ�Ƴ��ι����еķ�ĩ��������, ��ø��ֳ����ֲ�״̬, �����Ż����ա� �������߲��÷���������Ԫ����Marc.Mentat[11]ģ�������Ħ��Ƭѹ�Ƴ��ι������¶ȷֲ���ģ�߽ṹ�Է�ĩ������Ӱ��, ȷ��Ӱ��Ħ��Ƭ����ǿ�ȵĹؼ����ء� �ڴ˻�����, ͨ��ʵ���о��˷�ĩ��������άȡ����άȡ��Լ���ǿ�ȵ�Ӱ��, ���������֮��Ч�ķ����ʹ�ʩ, �Ը��Ƽ���ǿ��, �������Ħ��Ƭ�IJ�Ʒ������
1 ��ѹ���ι���ģ��
Ħ��������ѹ���ι��̵ļ����ģ����ͼ1��ʾ�� ȡѹģ�ľ��������Ϊ�о�����, �������Ϊƽ��Ӧ�����⡣ ��ֵģ��IJ���ѡȡ����: ģǻֱ��45mm, ��۸߶�18mm, ��۵ij�ʼ����ܶ�0.60, Ħ������0.2, ѹ�����˸߶�10mm�� ����ģ��Ϊ���¶���ص�Mooney[11, 12]��
ͼ1 �¶ȳ��ļ���ģ��
Fig.1 Computation model
1.1 �¶ȳ���ģ��
Ϊ��̽���¶ȷֲ�����ѹ���ι�����Ħ��Ƭ��Ӱ�������, �����һ���¶ȳ��ļ�ģ�͡� ����ģ������ģ���¶�Ϊ170��ĺ����½���ѹ�Ʋ���ѹ����20s��, ���¶ȳ��ķֲ���ͼ2��ʾ��

ͼ2 ѹ�ƹ����е��¶��ݶȷֲ�
Fig.2 Gradient temperature distribution in pressing process
������, �¶ȳ��ڲ����ڵķֲ���y���������Եķֲ�����, ����ģ��λ�õIJ����¶ȱ��ڲ�Ҫ�ߺܶ�, ������Щλ�õIJ��������Ա��ڲ�Ҫ�ߺܶࡣ �����γ�ƽ���ڼ�������¶��ݶȷֲ���
1.2 ѹ�ƹ��̵�ģ��
����ģ�߽ṹ�ͳ��ι��յ�ʵ�����, �趨������������, �伸��ģ�ͺ�������ͼ3��ʾ, װ�۸߶Ⱦ�Ϊ18.00mm�� ͼ3(a)��ʾΪ�ֱ���ģ���ܺϵ�����; ͼ3(b)Ϊ�ֱ���ģ�ߵĽ��������ڸֱ��IJ�ƽ����ģ�߾ֲ����������϶�����Ρ� �ֱ��IJ�ƽ��, ��ģ���ܷ��Ե�������������о�������, ���ǵ���Ĥǻ���ܱյ���Ҫԭ��; ����, ����ģ���ܷ��治�����, �����������Ĵ���, Ҳ���Ե���Ĥǻ���ܺϡ�

ͼ3 ����ģ�ͺ�����
Fig.3 Two computation models
���ü������ʱ, ����ģ����λ��Ϊ����, ��ģ�����Ϊ����ѹ�Ƶ��ӽ�ȫ����, �Թ۲�Ħ����������װ��ĩ��ȫ���ܵĹ��̡� ͼ4��ʾΪ�ܺ�����·�ĩ������״��, ͼ5��ʾΪ���ڼ�϶����µķ�ĩ����״����
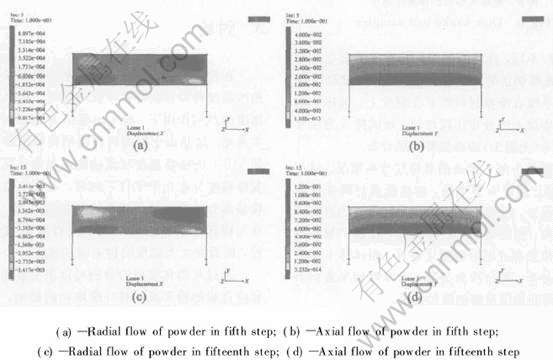
ͼ4 �ܺ�ģ�ͷ�ĩ���������;�������״��
Fig.4 Powder flowing state simulated by sealed model
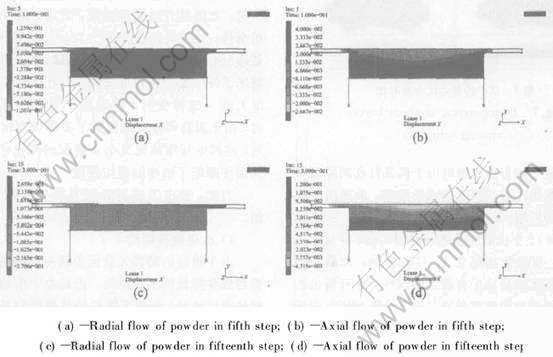
ͼ5 �м�϶ģ�ͷ�ĩ���������;�������״��
Fig.5 Powder flowing state simulated by unsealed model
����ѹ�ƹ��̵�ģ�������Է���, ��ѹ�ƹ�����һ�������, ��ĩ�ڼ������Ͻ���������ȵĺ�������, �����ǵ������濿����ƽ�иֱ�ʱ, ����������Ϊ����, �����²�Ʒ����ǿ�ȵĽ��͡�
2 ʵ����֤
Ϊ��̽��Ħ��Ƭ��ѹ���ι����з�ĩ����״��, ��������Ӧ��ʵ��Աȷ�����
ͼ6��ʾΪһ��Ħ��Ƭ�ڼ���ʵ���Ħ�������ڸֱ��ϵ�ճ����������в�ֲ��� ����ģ������(��϶)��ͬ, ѹ����ѹ�ƺ��������Ҳ���в�ͬ, ���¼��в�ķֲ��кܴ�IJ�� ����1�ڼ��к�û��Ħ�����ϸ����ڸֱ���, ����3����ά�ڼ��в��ϵķֲ��ȽϾ���, ������5Ϊ����ѹ�������(�����)�ĵ��ͼ��в�ֲ���
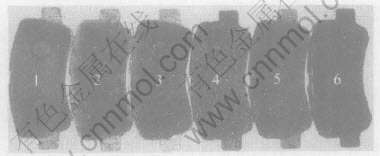
ͼ6 ����ʵ����Ħ��Ƭ����
Fig.6 Disk brake pad samples
ͼ7��ʾΪ������Ʒ�ļ��в�ֲ������ ����a�ļ��в������bҪƽ��, ����Ħ�������ڸֱ��ϸ��ŵĺ���, ����������ά�ڼ��в㴦��ȡ��������ֲ�, ���dz�һ���ķ�����, �����˼��в㴦������λ�ô������Ե�ǿ�Ȳ��졣 ������b�е���ά����ֲ�, ȡ���Ϊ��ɢ, ���Լ��в����ֲܴ�, ������ṩ�㹻�ļ���ǿ�ȡ�
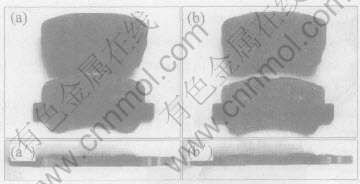
ͼ7 �����ļ��в�ֲ��Ա�
Fig.7 Comparison of shear layers among samples
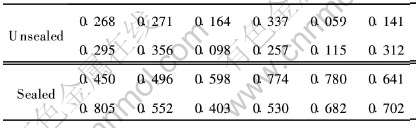
Ϊ�˽�һ������ѹ��ʱ����ģ�ߴ��ڼ�϶ʹ��ĩ�����Ħ��Ƭ����ǿ����ɵ�Ӱ��, ȡ����ģ�߽���������ѹ�ơ� һ����ѹ��ʱ�������, һ��������� ��ȡ12��ѹ����Ʒ���м���ʵ��, ���Ա������ǿ�ȡ� ʵ�����ݼ���1�� ���Կ���, ���������������ǿ�����Ը���������������� �������������������ļ���ǿ�����ֻ��0.356MPa, �������ʱ�ļ���ǿ���д�������, ���Դﵽ0.7~0.8MPa, ��͵�Ҳ����0.4MPa�� �������: ��ά�ķֲ����ֱ��Ӱ�����ǿ��, ��ά�ڼ�����Ķ���ֲ�����������Ħ��Ƭ�ļ���ǿ�ȡ�
��1 ��������������������¼���ǿ�ȵĶԱ�
Table 1 Contrast between shear strength of two group of samples (MPa)
3 ����
��û������������, ��ĩ������״���������ѹ�ƹ��̷��ϽϺ�; ���ڼ�϶ʱ, ���������¶��ݶȵĹ�ͬ������, ��ĩ����������д���ȵķ�ĩ������ ��������Ħ�������ڵ���֬�������¶ȴﵽ110����ٽ��¶�ʱ�������кܴ����[12], �����¶��ݶȷֲ�����ƽ���ڸֱ�, �����ȹ����п���ģ�ڲ��ֵ�Ħ���������ȴﵽ�ٽ��¶�, ���˴��ֱ���ģ��֮���ܺϲ�����, û�����γɷ�յ�ģǻ, �����������ȵķ�ĩ��������
ͨ���Լ�ģ�͵ķ������Ժ����ԵĿ����¶��ݶ���ɵķ�ĩ��������άȡ���Ӱ�졣 ��ά��Ħ�������е����������ǿ��, ��ǿ���������� �ڹ���������, �����ڻ�������ϵ�ѹ���ͼ�����, ͨ������ת����ά�ϡ� ������������Ǵ���Ӧ��, ������ά���治������, ά����άԭ���ijߴ�, �ȶ���ά�ļ������С� �������ά����ܺõؽ����һ��, ���ܾ����㹻��ǿ��, ����, ��������ά�����, ���Ͼͻᱻ�ƻ�[12, 13]�� �ڳ�����, ��ά�����û�кܺõؽ����һ��, ����֮���������ƻ�����ά����������ȡ�� ����ά�����Ļ�������һ���̶�ʱ, ���γ��˶���ļ����档 ͬʱ, ���ڻ�����ʹ��ά�γ����ؼ��з���Ķ�������, ��������ά������ȫ������ǿ������, ��������Ƚ����������ļ���ǿ��[14, 15]��
Ϊ��, ��������Ħ��Ƭ����ǿ�ȵĸĽ���ʩ��
1) �Ľ�ģ�߽ṹ
����ģ�ߵľֲ�ʧЧ�����²��ϵ��������������ǿ�Ƚ��͵���Ҫԭ�� ��������ѹ��ʱ������ϵļ�������, �γ������Եļ��в�ͻ����������ά�Ķ�������, �����������ǿ�ȵĴ�����͡� ͨ���Ľ�ģ�߽ṹ���, ���ǿ��ģ�ߵ�ά������, ��ֹ����IJ���, ��������������ά�Ķ�������, ������Ч��������ļ���ǿ�ȡ�
2) �����¶ȳ��ķֲ�״��
ѹ��ʱ���ȴ�����ɻ�������ڲ��������¶��ݶȷֲ��ǵ��²��������ͻ�������ڲ���ά����ֲ�����Ҫԭ�� ͨ������ģ��ѹ���� ����������ʱ��, �Լ�����ʱ�䡢 ����ʱ���������¶��ݶ�, ʹĦ��������ѹ�ƹ����������¶Ȼ���һ��, ������Ч�ر�����ּ�����, �Ӷ���������ļ���ǿ�ȡ�
4 ����
ͨ���������ƶ�����ѹ�Ƴ��ι��̵���ֵģ�������ʵ���о�, ̽����ģ�߾ֲ�ʧЧ���¶ȳ����ݶȷֲ���Ħ��Ƭ��Ʒ����(����ǿ��)��Ӱ�졣 �������, ģ�߾ֲ�ʧЧ���¶��ݶȷֲ�����ɻ�������ڼ��з����ϵĴ�����������γɼ��в�, ������ά�ֲ���ƽ���ڼ����涨������, �Ӷ�ʹ����ǿ��������״���µ�0.4~0.8MPa�½���0.356MPa���¡� �����¶��ݶȺͱ���ģ��ʧЧ, �����������ʽĦ��Ƭ����ǿ��, �Ӷ�Ԥ����ƷʧЧ����Ч��ʩ��
REFERENCES
[1] ֣����, ����ף. ��ĩұ������ɲ��Ƭ����ǿ������[J]. ��ĩұ����, 1991(2): 43-45.
ZHENG Yi-di, SU Tian-zhu. Experiment on shear strength of powder metallurgical disk brake pad[J]. Powder Metallurgy Technology, 1991(2): 43-45.
[2] �� ��, ������. Ӱ������ɲ��Ƭճ�����������ط���[J]. ճ��, 1999(6): 35-37.
LI Xin, LIU Xiao-hui. Analysis of the factors of adhesion quality of disk break pad[J]. Adhesion in China, 1999(6): 35-37.
[3] �Ź�ƽ, ���ɲ�. GMT����������άȡ���о�[J]. �߷��Ӳ��Ͽ�ѧ�빤��, 2003(1): 140-143.
ZHANG Guang-ping, DAI Gan-ce. Research of orientation GMT flow forming fiber[J]. Polymeric Materials Science and Engineering, 2003(1): 140-143.
[4] ������. ����ɲ��Ƭ������ѹģ[J]. ģ�߹�ҵ, 1993(10): 42-44.
KANG Zhong-wu. New style of disk break pad hot-pressing mold[J]. Die and Mould Industry, 1993(10): 42-44.
[5] ������. ��ĩұ��ԭ��[M]. �ڶ���. ����: ұ��ҵ������, 1997.
HUANG Pei-yun. Fundamentals of Powder Metallurgy[M]. 2nd ed. Beijing: Metallurgical Industry Press, 1997.
[6] ������. ��ĩұ��ѧ[M]. ����: ұ��ҵ������, 1997.
WANG Pan-xin. P/M Metallurgy[M]. Beijing: Metallurgical Industry Press, 1997.
[7] Krezalek I C, Sivakumar K. Computational simulation of powder movement during uni-axial die compaction of metal powders[J]. Journal of Materials Processing Technology, 1995, 48: 421-427.
[8] PM Modnet Research Group. Numerical simulation of powder compaction for two multilevel ferrous parts, including powder characterisation and experimental validation[J]. Powder Metallurgy, 2002, 45: 335-344.
[9] �»��. Marc����Ԫʵ�������̳�[M]. ����: ��е��ҵ������, 2002.
CHEN Huo-hong. Instance Analysis Course of Marc[M]. Beijing: China Machine Press, 2002.
[10] ���ַ�. ��ĩ���������е�ȱ��Ԥ������ι��̵ļ��������[D]. �Ϻ�: �Ϻ���ͨ��ѧ, 2000.
DONG Lin-feng. Defect Forecast and Computer Emulation of Progress in Metal Powder Formation[D]. Shanghai: Shanghai Jiaotong University, 2000.
[11] �� ��. ��ĩ�������ι��̽�ģ����ι��ռ��������[D]. �Ϻ�: �Ϻ���ͨ��ѧ, 1999.
WANG Jun. Progress Modeling and Computer Emulation in Metal Powder Formation[D]. Shanghai: Shanghai Jiaotong University, 1999.
[12] ��ѧƽ. ��ĩ���������������Ӧ�����о�[D]. ������: ��������ҵ��ѧ, 1989.
REN Xue-ping. Research of Yield Criterion and Flow Stress of Metal Powder[D]. Harbin: Harbin Institute of Technology, 1989.
[13] ʷ����, �� ��, ��·�. ���Ի�ʯ�����۱�ϩ/���ܶȾ���ϩ������ϵ����������[J]. �߷��Ӳ��Ͽ�ѧ�빤��, 2004(1): 125-128.
SHI Tie-jun, HE Tao, WU De-feng. Rheological property of complexus of polyethylene filling with denatured talcum powder and high density polyethylene[J]. Polymeric Materials Science and Engineering, 2004(1): 125-128.
[14] �� ��, ��ȳ�. ���������ɲ�����ϵ�ĥ������[J]. �������������, 1997(5): 33-34.
SU Di, LI Du-cheng. Defacement of semimetallic break material[J]. Automobile Technology & Material, 1997(5): 33-34.
[15] ������, �� ��. ������ά��ǿ��ȩ��֬Ħ�����ϵ�ĥ������о�[J]. Ħ��ѧѧ��, 2001, 21: 205-209.
MA Bao-ji, ZHU Jun. Research of defacement of kevlar enhanced bakelite friction material[J]. Tribology, 2001, 21: 205-209.
������Ŀ: ������Ȼ��ѧ����������Ŀ(10476034)
�ո�����: 2004-09-21; ������: 2005-01-04
�����: ŷ������(1964-), ��, ����, ��ʿ.
ͨѶ����: ŷ������, ����; �绰: 0731-8836264; E-mail: oyxy163@163.com
(�༭ Ԭ��ǰ)

