������ʱ��: 2015-04-07 09:25
ϡ�н��� 2014,38(05),800-806 DOI:10.13373/j.cnki.cjrm.2014.05.010
���Ͻ���漤���۸�ϡ��CeO2+Ni60��֯��Ħ��ĥ������
֣Ӣ ������ ��ԭ �Ź�ҫ
���Ͻ�ְͨҵ����ѧԺ���繤��ѧԺ
���ֵ��ӿƼ���ѧ���Ͽ�ѧ�빤��ѧԺ
ժ Ҫ��
Ϊ��������Ͻ���ϵı�������, ʹ����нϸߵ�Ӳ�Ⱥ���ĥ��, ���ü����۸�������6063���Ͻ�����Ʊ�������ϡ��������CeO2��Ni60�Ͻ��۸��㡣�����˼����۸�CeO2+Ni60�۸���ĺ����ò������֯��Ӳ��, �о�����Ħ��ĥ������, ����δ����ϡ����Ni60�Ͻ��۸�������Ͻ��������˶Ա��о����������, ����2%CeO2�ɽ���Ni60�۸���������, ��ýϺõ��۸�������ò, ͬʱ��Ч�ؼ���Ni60�۸����е����ơ����ͼ�����, �ٽ�����ϸ��, ����۸������֯������;����2%CeO2��Ni60�۸����δ��ϡ����Ni60�۸�����֯���Ӿ���, ������ϸС, ������֯ȱ�ݸ���, �۸������Ϻ�;����ͬ���λ�õ���Ӳ��, 2%CeO2+Ni60�۸������Ը���Ni60�۸���, 2%CeO2+Ni60�۸������Ӳ�ȿɴ�HV0.051180, ��6063���Ͻ����ƽ��Ӳ�ȵ�8.4��;����ͬĥ��ĥ��������, 2%CeO2+Ni60�۸�����������ĥ�������Ͻ�����7.1��, ��Ni60�۸���������1.6��;�����۸�Ni60���������������Ͻ����Ħ��ϵ��, ������ϡ��Ԫ��Ce�����Ni60�۸����Ħ��ϵ���ȶ���, �Ӷ�������ĥ���ܡ�
�ؼ��ʣ�
�����۸�;ϡ��;���Ͻ�;Ħ��ĥ��;
��ͼ����ţ� TG174.44
����飺֣Ӣ (1969-) , ��, ���ϳ�����, ˶ʿ�о���, ������, �о�����:�������ϳ��ͼ����湤��;�绰:18078361667;E-mail:13978375394@163.com;
�ո����ڣ�2013-08-06
����������Ȼ��ѧ�������������Ŀ (51201043) ;������Ȼ��ѧ������Ŀ (51264007);������Ȼ��ѧ�����ص���Ŀ (2010GXNSFD013008);������ѧ�о��뼼�������Ƽ����ؼƻ���Ŀ (��ƹ�12118020-2-2-1);������Ϣ�����ص�ʵ������Ŀ (�����1210908-07-Z) ����;
Microstructure, Friction and Wear Behaviors of Laser Cladding Rare Earth CeO2+Ni60 Alloys Coating on Al Alloy Surface
Zheng Ying Wang Chenglei Gao Yuan Zhang Guangyao
Department of Mechanical and Electrical Engineering, Hunan Communication Polytechnic
School of Material Science and Engineering, Guilin University of Electronic Technology
Abstract��
To improve the surface properties of aluminum alloys, such as higher hardness and wear resistance, a rare earth CeO2+Ni60 alloy cladding layer bonded to substrate was prepared on the surface of aluminum alloy by laser cladding. The macroscopic morphology, microstructure, and microhardness of laser cladding rare earth 2% CeO2+ Ni60 alloy coatings on Al alloys were investigated, and its friction and wear behavior were also studied. A comparative study on Ni60 alloy cladding layer and aluminum alloy was made as well. The results showed that the Ni60 cladding layer added 2% CeO2 could reduce surface relief, and get a better macro-morphology cladding layer; the cracks, holes and entrapment in the coatings reduced; the grains became small, the microstructure uniformity was improved, and the hardness and wear resistance of the coatings increased. The microhardness of 2% CeO2+ Ni60 cladding layer wassignificantly higher than that of Ni60 cladding layer in the same depth of position, and the highest microhardness of 2% CeO2+ Ni60 cladding layer was up to HV0. 051180, which was 8. 4 times the average microhardness of 6063 Al matrix. Under the same abrasive wear conditions, the wear resistance of 2% CeO2+ Ni60 cladding layer was 7. 1 times that of untreated aluminum alloy, and 1. 6 times that of Ni60 cladding layer; Ni60 cladding layer could significantly reduce the friction coefficient of aluminum alloy, and the rare-earth CeO2+ Ni60 cladding layer could improve the stability of friction coefficient and thus improve wear resistance.
Keyword��
laser cladding; rare earth; aluminum alloy; friction and wear behaviors;
Received�� 2013-08-06
���Ͻ�����ܶ�С���ӹ���������ϵ���͡��ȵ��ʸߡ��ȸնȺͱ�ǿ�ȸߵ�����������ܡ����ճ������������Լ����ա���������������������������ѧ������������Ƕ�ṹ������ȡ���˹㷺Ӧ�á������Ź�ҵ�����Ľ�һ����չ, �����Ͻ�ı�����������˸��ߵ�Ҫ��, ���Ͻ��������ڵ�һЩ����, �谭������ijЩ���������Ӧ��[1,2,3,4,5]��ͨ�����ñ��洦���������ʹ������, ��������۸��������������۽������ϱ����Ʊ��������ܵĺϽ��, ʹ�۸�����������֮��ʵ�����õ�ұ����, ��߲��ϵ���ĥ����ʴ���ͳ�������ܡ���Ӱ����������, ���ͳɱ�, ��Լ����ϡ�н�������, �������Ч��, ��һ��Ϊ�ڶҵ���������ܵı��洦���¼���[6]��
Ŀǰ, һЩ�о��߲���ϡ��Ԫ�ؽ��м����۸����о�֤��, ������ϡ��Ԫ�ضԽ����������ܵ�����Ƕ���, ����Ч��ʮ������[7,8,9,10,11,12,13], ����ϡ��Ԫ�ض����Ͻ�ĺϽ��۸�Ϳ��Ӱ�췽����о����١��������ü�������۸�������6063���Ͻ�����Ϸֱ��Ʊ�������ϡ��Ce O2��Ni60�Ͻ��۸����δ��������Ԫ�ص�Ni60�Ͻ��۸���, ���۸������֯�ṹ��������ò����Ӳ�Ƚ����˼��ͷ���, ���Ը������۸����Ħ��ĥ������[14]�������о���
1ʵ��
1.1����
ʵ����õĻ������Ϊ6063���Ͻ�, ƽ��Ӳ��ΪHV0.05140, �ߴ�50 mm��60 mm��12 mm, �仯ѧ�ɷ����1��ʾ��
�۸�����ϲ���Ni60�Ͻ��ĩ��ϡ��������Ce O2 (���ȡ�99.99%) , ����Ϊ5~100��m, Ni60�Ļ�ѧ�ɷ����2��ʾ�������۸�ʱ, Ni60�Ͻ��ĩ�м���2%��Ce O2 (��������, ��ͬ) , �Ͳ���ϡ���������Ni60�Ͻ����������Ͻ������жԱ��о���
1.2�����Ʊ�
���Ȳ��û�е�ͻ�ѧ��Ϸ������������Ͻ���������Ĥ, ���幤��·��:���Ͻ����ϸɰֽ��ĥ-��ѧ�Լ� (8%������) ����-��ˮ��ϴ-��ͪ��ϴ-��ɡ�
��Ϸ�ĩ����ĥ��ֻ�Ϻ���÷�ĩԤ�÷�ƽ���ڻ�����, ���1 mm, ����6 k W����HANSGSͨ���ͼ����ȴ��������ж����Ӽ����۸�����, �����۸����ղ���Ϊ:����4000 W, ���ֱ��6 mm, ɨ���ٶ�600 mm��min-1��
1.3���ܼ��
���ü���600D�������, �¹���˾Carl Zeiss Axio Scope A1�ͽ������� (OM) ���ձ�JEOL/JSM-5610LVɨ��羵 (SEM) �۲��۸������֯������״̬;�ձ�����HV1000��Ӳ�ȼ���Dz����۸��������Ӳ�ȷֲ�;�¹�Bruker-axs-D8��X���������� (XRD) �����۸������ṹ;ML-100��ĥ��ĥ�����������ĥ��ĥ������;HSR-2M��������Ħ��ĥ����������и�������Ħ��ĥ��ʵ�顣
��1 6063���Ͻ�Ļ�ѧ�ɷ� (%, ��������) Table 1Chemical compositions of 6063 aluminum (%, mass fraction) ����ԭͼ

��1 6063���Ͻ�Ļ�ѧ�ɷ� (%, ��������) Table 1Chemical compositions of 6063 aluminum (%, mass fraction)
��2 Ni60�Ͻ�۵Ļ�ѧ�ɷ� (%, ��������) Table 2Chemical compositions of Ni60 alloy powders (%, mass fraction) ����ԭͼ

��2 Ni60�Ͻ�۵Ļ�ѧ�ɷ� (%, ��������) Table 2Chemical compositions of Ni60 alloy powders (%, mass fraction)
2���������
2.1�۸����������ò
ͼ1 (a) , (b) �ֱ�ΪNi60�۸����Ce O2+Ni60�۸���ĺ����ò, �Աȿ��Կ���, Ce O2+Ni60�۸������������ƽ������ࡢ��Ӵ�����;����ϡ����Ni60�۸��������ı���ϴֲ�, �۸������б�������ϴ�, ����ɨ�������������ԵĴ����, ˵���������ʱ�۳�����������, �����˽�����Һ�����ͽ��䡣���, ����ϡ��Ce O2�ɽ���Ni60�۸���������, ��ýϺõ��۸�������ò��
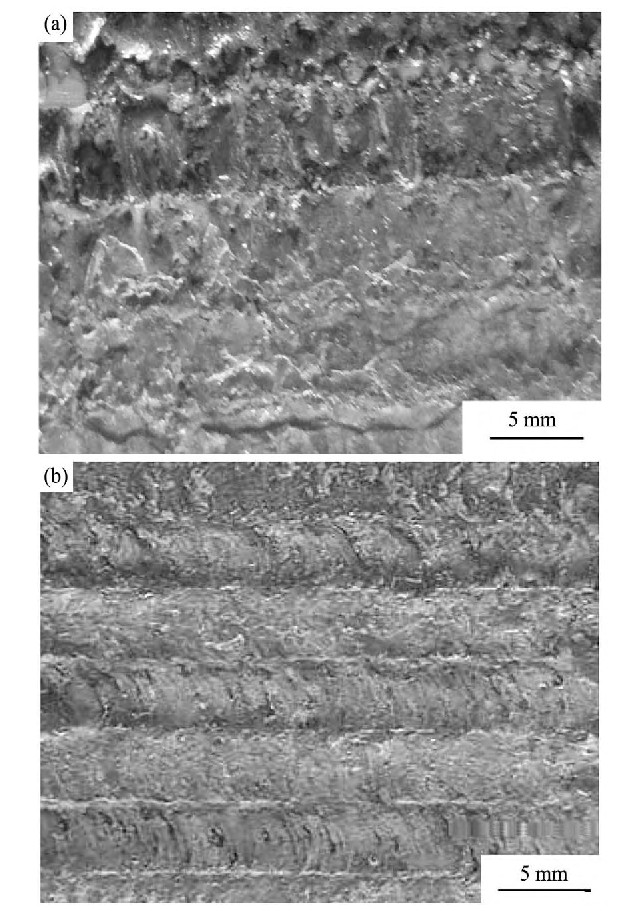
ͼ1 Ni60��Ce O2+Ni60�۸�������òFig.1 Nacro-morphologies of Ni60 (a) and Ce O2+Ni60 (b) cladding layers
2.2�۸�����֯����
ͼ2 (a) , (b) �ֱ�ΪNi60�۸��㡢Ce O2+Ni60�۸��������ò (δ��ʴ) , �ϲ�dzɫ����Ϊ�����۸���, �²���ɫ����Ϊ���Ͻ���塣��ͼ2��֪, Ni60�۸����Ce O2+Ni60�۸���������������ұ����, �۸�����Ϊ886��m����, ��Ni60�۸������д�������������, ��֯������;��Ce O2+Ni60�۸�����û���������Ƴ���, ��֯����, �۸����������ԽϺá������۸����γɵ���Ҫ��֯ΪNi-Alϵ�Ͻ�, ���нϸߵ�Ӳ�Ⱥʹ���, �����������������۸�����֯��ƫ����Ӧ������, ����������[15]����ϡ��Ԫ��Ce�Ļ�ѧ����ǿ, ���۸�����O, H, S���к�Ԫ���н�ǿ�Ľ����, ���γ��ȶ���ϡ��������, �ʵ���ϡ��Ԫ����������Щ�к�Ԫ���γɵ�����, �����۸��������;ͬʱϡ��Ԫ�����������к�Ԫ���������֯������, ��С���۸����еIJ���Ӧ���ij��ֺ�Ӧ����������, �Ӷ��������������ɵĸ���[16]��
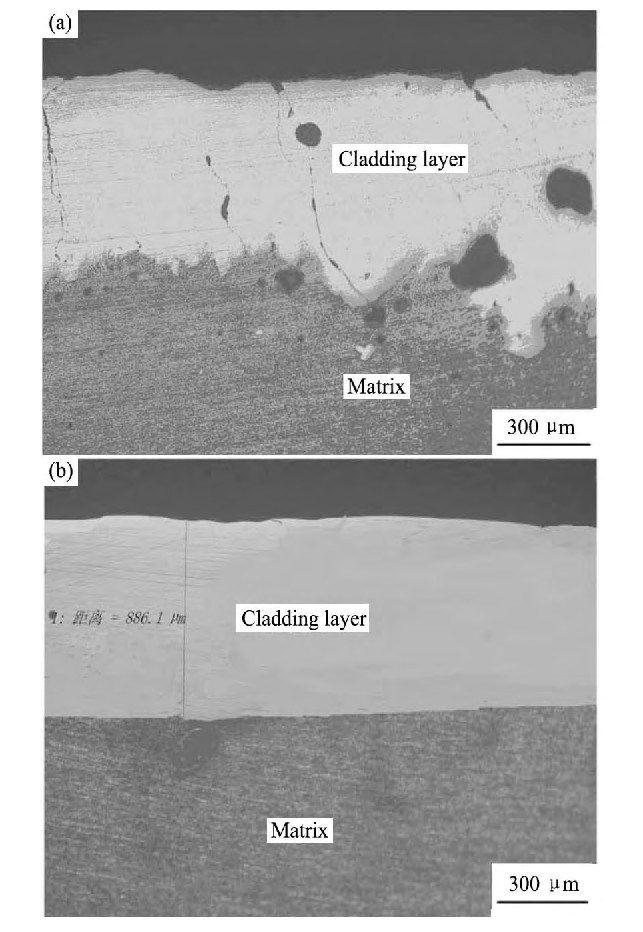
ͼ2 Ni60��Ce O2+Ni60�۸��������ò (δ��ʴ) Fig.2 Cross section OM images of Ni60 (a) and Ce O2+Ni60 (b) cladding layers
ͼ3 (a) , (b) �ֱ�Ϊ�����۸��������Ni60�۸��㡢Ce O2+Ni60�۸���SEM��ò����ͼ3 (a) ���Կ�������״�İ�����֦��, ������СΪ3~4��m, ����֯���Ǻܾ��ȡ�ͼ3 (a) �а�ɫ����Ϊδ�ܽ��Ni60�Ͻ��ĩ, ���Ͻǵĺ�ɫ�����Ǵ��������в���������, ��������۸��������۳ص������Խϲ�, �������Ȳ���, ��������֯ȱ�ݡ�ͼ3 (b) �Ǽ�����2%��Ce O2��Ni60�۸����SEM��òͼ, �������֯��ȫ������״���ȷֲ���֦������, �ֲ�����, ������ϸС, �ɴ�1~2��m, ��ֱ����С��ͬ, ����֯ȱ�ݡ���������: (1) ϡ��Ԫ��������۳�������[6], �ȿ�ʹ����̬��Ԫ�ػ�Ͼ���, �ֿ�ʹ��Ӧ���ɵ������ݳ�, �������ɡ�����ȱ��; (2) ϡ��Ԫ�ؿ�ʹ�Ͻ��е��������·ֲ�, ϸ������, �������硣

ͼ3 Ni60��Ce O2+Ni60�۸���SEM��òFig.3 SEM images of Ni60 (a) and Ce O2+Ni60 (b) cladding layers
�����Ϸ�����֪, ����2%��ϡ��������Ce O2����Ч�ؼ����۸����е����ơ����ͼ�����, �ٽ�����ϸ��, ����۸������֯�����ԡ�
2.3�۸�����Ӳ�ȷ���
��Ce O2+Ni60�۸�������Ni60�۸��������۸���Ľ�����, �ӱ��㵽���������۸��������Ӳ�Ȳ���, ʵ������������ͼ4��ʾ��
��ͼ4����, ����Ce O2���۸���Ӳ�Ƚϸ�, Ni60�۸�������ͬ���λ�õ�Ӳ�Ⱦ����Ե���Ce O2+Ni60�۸��㡣���ͼ3 (a) , (b) �ķ�����֪, ϡ��Ce O2ʹ�۸��㾧��ϸ��, ����ϸ��ǿ������, ����۸������֯�����Կ�����ƫ����ɵ�Ӳ�ȷֲ������ȡ������ߴ��Сʱ, ����ı���������֮������, �Ӷ�ʹ������������, ��������ʹ��������㸽���ľ�������Ť, �ڽӽ��������洦�������谭������ε��ѱ�����;����Խϸ, ����Ӧ���ѱ�����Խ��, ���ο�������, ��ʹ����Ӳ��ֵ����[17]������, ϡ��Ԫ�ؿ�ͨ����ɢ�ı侧��ߴ�, ���۸����γɹ���ǿ��, ͬʱҲ���γ�һ���ĺ�ϡ���Ļ�����Ӳ����, �ֲ��ھ��紦, ��������, ͬʱǿ������, �Ӷ�������۸���Ӳ�ȡ������Ce O2+Ni60�۸���ɴﵽHV0.051180, ��6063���Ͻ����ƽ��Ӳ�ȵ�8.4����Ce O2+Ni60�۸�������Ni60�۸��������۸���Ӳ�ȶ��Ǵӱ���������ݼ�, ����Ҫ����Ϊ����ӹ�ʱ�����۳��������, �����е�Al��Ԫ�����¶ȵ�Ӱ��, �ۻ�����ɢ�����۳�, �۸����Ni60�Ͻ���ϡ��, ��Խ�����۳صײ�, ϡ����Խ��, Ӳ��Խ�͡�

ͼ4 �۸����Ӳ�Ⱥ���ȵĹ�ϵFig.4 Relevance of cladding layer hardness and depth
2.4Ħ��ĥ�������о�
2.4.1ĥ��ĥ��ʵ��
����ǰ���������ڳ�������ϴ�����ñ�ͪ��ϴ, �����ȥ����ˮ��ϴ�����ɡ�ĥ��Ա������ֱ�ΪNi60�۸���������2%Ce O2+Ni60�۸������������Ͻ���塣Ħ��ĥ����������:800#ɰֽ (ɰ����Ϊ35��m) , �غ�200 g, ��ĥ������ֱ��Ϊ��12 mm, ĥ��뾶Ϊ40 mm, ĥ��ת��Ϊ560 r��min-1, ĥ��ʱ��ֱ�Ϊ2, 4, 6, 8 min��Ϊ�˷�ֹ������Ħ���Ĺ����в���Ħ����, Ӱ����ϱ���Ħ��ϵ�����ȶ���, ĥ��ʱ��Ҫ��ˮ, �������á�
��3Ϊ��ͬ������ĥ��ĥ��ʵ����, ͼ5�Ǹ��ݱ�3�ó���ĥ��ʱ����������ʧ��ϵͼ����ͼ5��֪, Ce O2+Ni60�۸����ĥ��ʧ�����Ե���Ni60�۸���, ֤����ϡ��Ce O2����߱����۸�����ĥ�Ե����á������۸���������ĥ������б�ʽϵ�, ����ͬʱ���ڵ�ĥ������Զ�������Ͻ����, ˵�������۸�������������������Ͻ������ĥ�ԡ�����ԭ��:һ����, ���ϵ���ĥ����Ӳ�ȡ����Ժ����Ե��ۺ�Ӱ��, ����ϡ�����۸��㾧���õ�ϸ��, ��Ȼ�������֯��ǿ����, �Ӷ������ĥ������в��ϵֿ��ƻ��ͱ��������;��һ����, �۸����ĥ������ܵ����������IJ�ͬ�����Ӳ�ʻ�����������, ��ϸߵ�ĥ��������֯���γ��˽϶�ĺ�Cr��BӲ�ʻ������йء���Щ�����������γɵڶ���ǿ��, ��ϡ��Ce��ͨ�������۳�������ʹ�ٽ�Ӳ������γ�, ��ʹ����ȷֲ�, ����һ���̶��ϸ�������ĥ��[18]��

ͼ5 ��ͬ����ĥ��ʱ��-������ʧ��ϵͼFig.5 Effect of mass loss on wear time for different samples
���������ֲ�����ĥ��ʱ, ���á�������������ͬ��ĥ�������½��жԱ�����ķ�������ʵ��ġ���������ѡ�����Ͻ��������, �����ĥ��Ҳ����Ni60�۸���������Ce O2+Ni60�۸������������Ͻ�����ĥ����֮�ȵĵ�������

����, ��W���ͦ�W���ֱ𡰱������Ϻ�������ϵ�ĥ����, ����Ϊ�������²��ϵ������ĥ��ֵ��ʵ����ϵ�ĥ��������ѡ�ñ�3�е�������ʧ������M, ���빫ʽ (1) ����ɵ�:����ͬĥ��ĥ��������, Ce O2+Ni60�۸�����������ĥ�������Ͻ�����7.1��, ��Ni60�۸���������1.6����
2.4.2��������Ħ��ĥ��ʵ��
����Ħ��ĥ����������:�غ�500 g��ת��480 r��min-1���뾶8mm��ʱ��10 min��ͼ6Ϊ���Ͻ����Ħ��ϵ���仯ͼ, ���Ͻ�����Ħ��ϵ�����ȶ�, �����ٶȺܿ�, 80 s��ʱ��Ħ��ϵ���ͳ���������2.0��ͼ7ΪNi60�۸����2%Ce O2+Ni60�۸���������Ħ��ϵ���仯����, Ni60�۸���Ħ��ϵ�������0.1~0.2��Χ�ڲ���, ������500 s��, ��Ħ��ϵ����ʼ��������, Ħ��ϵ�����岻���ȶ�;��Ce O2+Ni60�۸���Ħ��ϵ����0.1~0.2��Χ��С���ȱ䶯, �ӽ�һ��ֱ��, Ħ��ϵ���ȶ��Ժ���Ni60�۸������������Կ���, Ni60�۸�����������������Ͻ����Ħ��ϵ��, ������ϡ��Ce O2�����Ni60�۸����Ħ��ϵ���ȶ���, �Ӷ�������ĥ���ܡ�
��3 ��ͬ����ĥ��ĥ����Table 3 Abrasive wear results for different samples ����ԭͼ

��3 ��ͬ����ĥ��ĥ����Table 3 Abrasive wear results for different samples

ͼ6 ���Ͻ��Ħ��ϵ��Fig.6Friction coefficient of aluminum alloy
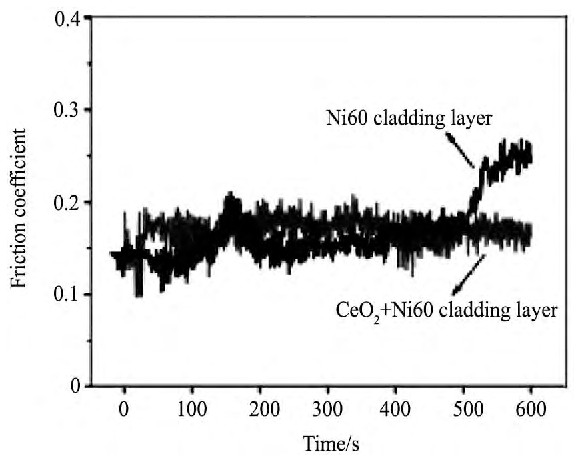
ͼ7 �۸����Ħ��ϵ��Fig.7Friction coefficient of cladding layers
3����
1.����2%Ce O2�ɽ���Ni60�۸���������, ��ýϺõ��۸�������ò��
2.����2%Ce O2����Ч�ؼ���Ni60�۸����е����ơ����ͼ�����, �ٽ�����ϸ��, ����۸������֯������;����2%Ce O2��Ni60�۸����Ni60�۸�����֯���Ӿ���, ������ϸС, ������֯ȱ�ݸ���, �۸������Ϻá�
3.����ͬ���λ�õ���Ӳ��, 2%Ce O2+Ni60�۸������Ը���Ni60�۸���, 2%Ce O2+Ni60�۸������Ӳ�ȿɴ�HV0.051180, ��6063���Ͻ����ƽ��Ӳ�ȵ�8.4����
4.����ͬĥ��ĥ��������, 2%Ce O2+Ni60�۸���������ĥ�������Ͻ�����7.1��, ��Ni60�۸�������1.6��;�����۸�Ni60���������������Ͻ����Ħ��ϵ��, ������ϡ��Ԫ��Ce�����Ni60�۸����Ħ��ϵ���ȶ���, �Ӷ�������ĥ���ܡ�
�����
[1] Qi W J, Wang S C, Chen X M, Nong D, Zhou Z.Effective nucleation phase and grain refinement mechanism of Al-5Ti-1B master alloy[J].Chinese Journal of Rare Metals, 2013, 37 (2) :179. (���ľ�, ��˳��, ��ѧ��, ũ��, ��־.Al-5Ti-1B�Ͻ����Ч�κ����뾧��ϸ������[J].ϡ�н���, 2013, 37 (2) :179.)
[2] Wei W, Jiang P, Tang Y F, Niu L Z, Cao F.Analysis on forging defects of aluminum alloy forging with rib[J].Forging&Stamping Technology, 2012, 37 (4) :18. (Τ�|, ����, ������, ţ��־, �ܷ�.���Ͻ�����������ȱ�ݷ���[J].��ѹ����, 2012, 37 (4) :18.)
[3] Li Z M, Zhu Y L, Xin Y.Influence of ultrasonic impact treatment on fatigue properties of 2A12 aluminum alloy welded joints[J].Journal of Aeronautical Materials, 2011, 31 (2) :28.
[4] Wong T T, Liang G Y, He B L.Wear resistance of laser-clad Ni-Cr-B-Si alloy on aluminium alloy[J].Journal of Materials Processing Technology, 2000, 10 (3) :142.
[5] Liang G Y, Su J Y.The microstructure and tribological characteristics of laser-clad Ni-Cr-Al coatings on aluminium alloy[J].Materials Science and Engineering, 2000, 29 (4) :207.
[6] Sun X Q, Wei F, Yang Z M, Chen Q Y, Chen J.Structure and morphology of CeO2films deposited on Si (111) substrates by pulsed laser deposition in high vacuum atmosphere[J].Chinese Journal of Rare Metals, 2013, 37 (3) :389. (��С��, κ��, ��־��, ������, �¾�.��������弤�����CeO2 (111) /Si (111) ��Ĥ�Ľṹ����ò�о�[J].ϡ�н���, 2013, 37 (3) :389.)
[7] Tang D J, Liu Y J.Rare Earth Materials[M].Beijing:Metallurgical Industry Press, 2011.86. (�ƶ���, �����.ϡ����������[M].����:ұ��ҵ������, 2011.86.)
[8] Zhong H R.Rare-Earth Chemical Heat Treatment of Steel[M].Beijing:National Defense Industry Press, 1998.72. (�ӻ���.�ֵ�ϡ����ѧ�ȴ���[M].����:������ҵ������, 1998.72.)
[9] Xu Z.Plasma Surface Metallurgy[M].Beijing:Science Press, 2008.72. (����.�����ӱ���ұ��ѧ[M].����:��ѧ������, 2008.72.)
[10] Xu Z, Liu X, Zhang P, Zhang Y, Zhang G, He Z.Double glow plasma surface alloying and plasma nitriding[J].Surface and Coatings Technology, 2007, 201:4822.
[11] Cai H W, Gao Y, Ma Z K.Research on W-Mo-Y plasma surface alloying process and microstructure of alloying layer[J].Surface Technology, 2012, 41 (2) :16. (�̺�ΰ, ��ԭ, ��־��.�����Ƶ����ӹ������ռ�������֯���о�[J].���漼��, 2012, 41 (2) :16.)
[12] Zhao H Y, Li G H.Friction and Wear[M].Beijing:Coal Industry Press, 2005.23. (�Ի���, �����.����Ħ��ĥ��[M].����:ú̿��ҵ������, 2005.23.)
[13] Deng X, Zhang K, Li X G.Effect of yttrium on microstructure and property of pure magnesium[J].Rare Earth, 2012, 36 (1) :25. (��ϼ, �ſ�, ���˸�.�ƶԴ�þ����֯�����ܵ�Ӱ��[J].ϡ�н���, 2012, 36 (1) :25.)
[14] Huang X M.Investigation on friction and wear properties of high-chromium steel[J].Forging&Stamping Technology, 2012, 37 (5) :122. (������.�߸���Ħ��ĥ�������о�[J].��ѹ����, 2012, 37 (5) :122.)
[15] Wu X W, Zeng X Y, Zhu B D.Cracking tendency of laser cladding Ni-based WC composite coatings[J].Chinese J.Lasers, 1997, 24 (6) :570. (����ΰ, ������, ������.����̼���ٽ����մɼ����۸��㿪���Ե��о�[J].�й�����, 1997, 24 (6) :570.)
[16] Zhao G M, Wang K L, Li C G.Effect of La2O3on microstructure of laser cladding ferrite-based alloy coatings[J].Heat Treatment of Metals, 2004, 29 (4) :9. (�Ը���, ������, ���.La2O3�Լ����۸�Fe���Ͻ��۸�������֯��Ӱ��[J].�����ȴ���, 2004, 29 (4) :9.)
[17] Pei L X, Zhang J S, Gao Y B, Xu C X.The effect of La on microstructure and macro-hardness of AZ91magnesium alloy[J].Research Studies on Foundry Equipment, 2005, (1) :20. (����ϼ, �Ž�ɽ, �����, ������.ϡ��Ԫ�����AZ91þ�Ͻ�����֯��Ӳ�ȵ�Ӱ��[J].�����豸�о�, 2005, (1) :20.)
[18] Qiu X W, Zhang Y P, Liu C G.Wear resistance of laser cladding Ni-based alloy[J].Rare Metal Materials and Engineering, 2012, 41 (S2) :182. (������, ������, ������.�����۸�Ni���Ͻ���ĥ����[J].ϡ�н��������빤��, 2012, 41 (S2) :182.)

