J. Cent. South Univ. (2016) 23: 3143-3152
DOI: 10.1007/s11771-016-3380-x

Establishment and application of service mapping model for proactive remanufacturing impeller
SONG Shou-xu(������), TAI Ying-ying(ۢӨӨ), KE Qing-di(������)
School of Machinery and Automobile Engineering, Hefei University of Technology, Hefei 230009, China
 Central South University Press and Springer-Verlag Berlin Heidelberg 2016
Central South University Press and Springer-Verlag Berlin Heidelberg 2016
Abstract: Since the complex impeller structure and the difficult remanufacturing process may easily cause advance remanufacturing or excessive use, an optimized design method of impeller and service mapping model was presented for its proactive remanufacturing with setting up to explore the best remanufacturing time point in this work. Considering a certain model of long distance pipeline compressor impeller with the Basquin equation and the design method of impeller, the mathematical relationship between the changes of structure and life of the impeller was established. And the service mapping model between the structure and life was set up and simulated by ANSYS software. Thus, the service mapping model was applied to feedback the original design for proactive remanufacturing. In this work, the best proactive remanufacturing time point of impeller was analyzed with the service mapping model, and the structural parameter values could be optimized at this time point. Meanwhile, in the results of this simulation, it proves that the impeller under this optimization performance could satisfy the impeller operating demands. Therefore, comparing with the traditional optimization design method, the remanufacturing optimized design based on the service mapping model is feasible in proactive remanufacturing for sustainable development.
Key words: impeller; proactive remanufacturing; remanufacturing time point; service mapping model
1 Introduction
With the development of major national strategy of sustainable development, the proportion of remanufacturing is increasing in the national economy. Remanufacturing engineering is a series of technical measures or engineering activities, which restore the retired electromechanical products, considering the whole life cycle design and management of electromechanical products, aimed at achieving the performance improvement of electromechanical products, considering high-quality, high efficiency, energy-saving, material-saving and environmental protection as principles, and advanced technology and industrialize- tion production as means [1].
However, with the high speed development of the remanufacturing industry, the limitation of remanufacturing has caused some problems: 1) since the service states of waste products are uneven, the failure forms of parts are different. Thus, the remanufacturing processes are uncertain and not feasible in large-scale manufacturing; 2) some structural design is hardly remanufactured, thus it causes some waste of resources; 3) due to the excessive use in the waste products, some parts might lose its remanufacturing value.
To analyze these uncertainties of remanufacturing, SONG et al [2] gave the concept of strength redundancy for the current remanufacturing design feedback mechanism and remanufacturing feasibility of strength index, and the hierarchical structure of strength redundancy and the calculation model of redundancy factor were constructed, finally a design process based on strength redundancy for the optimal design of parts in proactive remanufacturing was presented. JIANG et al [3] established the analysis model for the demand of product based on QFD and TRIZ for proactive remanufacturing, and then the sustainable design quality of the aero engine turbine blade was improved [3].LIU et al [4] studied the question of proactive remanufacturing time zone, and provided a theoretical basis for how to judge the limit of proactive remanufacturing time zone and the best time point [4].
The centrifugal compressor is the basic equipment of engineering equipment in national industry. It is the sign of the development level in a country��s high-tech industry and taken as an important role in the national economy [5].
Currently, lots of researchers study the reliability and performance of the impeller. WU et al [5] analyzed the fatigue reliability of centrifugal compressor impeller. HIRANO et al [6] studied the effect of impeller performance of optimized different gas injection. NIE et al [7] analyzed the reason of impeller failure cracking, and proved some suggestions of enhancing the reliability of the impeller. MA et al [8] analyzed the compressor rotor unbalance response. GUAN et al [9] carried out detailed analysis of the compressor impeller static strength. ABRAHAM [10] studied how the centrifugal compressor impeller geometric parameters affect the performance of the impeller. SIVAPRASAD et al [11-12] analyzed the how the centrifugal compressor impeller blade failed and its reason. SHU et al [13] studied the feature structure of remanufacturing centrifugal compressor impeller, for the 3D modeling method and application of the characteristics of impeller structure. These researches have considered the performance as purpose to optimize its structural strength. Although the impeller life after optimized structure was considered, these designed impellers�� life allowance may be too large or short in proactive remanufacturing, which could cause the unreasonable remanufacturing or excessive use. This is not reasonable for the remanufacturing of centrifugal compressor.
In the above statement, it is necessary to consider proactive remanufacturing design of the centrifugal compressor impeller. In this work, it takes a long distance pipeline compressor impeller as an example. Informed by the theory of fatigue life estimation, the relationship between the structure and life of the impeller was analyzed, and the service mapping model of impeller based on the simulation was established. And the model could be applied in the proactive remanufacturing design of impeller, and the impeller performance will meet the design demands when optimizing the key parts�� structure parameters to control the proactive remanufacturing time point with service mapping model.
2 Proactive remanufacturing design
Proactive remanufacturing is a series of engineering activities which consider the life cycle theory as guide and the leap enhancement of product performance as goal, with the principle of high quality, high efficiency, energy saving, environment protection and material saving to remanufacture initiatively in a proper period of time for the products which are in the same design and same batch [14]. Differing from the traditional remanufacturing, the proactive remanufacturing could reduce the uncertainty in remanufacturing process for large-scale remanufacturing with less resource waste.
There is a time zone of product when the product can be remanufactured in using phase. Before this time zone, it could consider that it is not necessary to remanufacture the product, and after the zone the product might lose the value of remanufacture. This time zone could be identified as the proactive remanufacturing time zone, as shown in Fig. 1.
After the proactive remanufacturing upper time limit Tu, the product performance begins to degrade corresponding to the proactive remanufacturing limit Pu, while the proactive remanufacturing time lower limit Td is the time point to determine the value of remanufactured.
Before Tu, the product has not been fully used. If the product was remanufactured at this time, the whole life cycle of the using index could not reach the comprehensive optimal, and it would cause waste in remanufacturing. Since Tu, the product performance will sharply degrade with increasing time, and the remanufacturing cost and energy will increase. When it is in or after Td, the excessive using product may lose remanufacturing value with difficult remanufacturing technology and higher economic costs. Td is corresponding to the proactive remanufacturing limit (remanufacturing threshold) Pd.
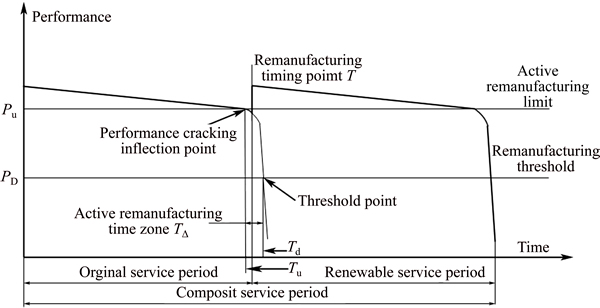
Fig. 1 Proactive remanufacturing time zone
According to the theory of proactive remanufacturing, there should be a best time point T in proactive remanufacturing. If the product was remanufactured near point T, it could achieve the best overall performance of the product in the technical, economic and environmental aspect.
For the impeller��s proactive remanufacturing design, it is known that when using N years, the centrifugal compressor must be turned off for the overhaul. If point N and the best proactive remanufacturing time point is very close, even in the area of proactive remanufacturing time zone T��, then it can omit the steps of testing whether the impeller can be remanufactured or not, and could remanufacture the impeller directly. It could reduce the uncertainty of remanufacturing. Above can be expressed as
When

 namely,
namely, 

 and
and 
In the formula,  is the upper limit of the product performance index function (including product service consumption, use and remanufacturing costs), and
is the upper limit of the product performance index function (including product service consumption, use and remanufacturing costs), and  is the lower limit of it.
is the lower limit of it.
It is better to remanufacture the part when N is close to Tu. It is because the remanufacturing costs of product is less when close to Tu then in Td. And at this moment, the performance of the product is best considering the whole life cycle.
With setting proactive remanufacturing as the key-module priority principle, the optimal timing of remanufacturing T is preferential determined by the service time of the key parts. And T should be a little earlier than the service time of the key parts, which could ensure that the key parts would not overuse or early remanufacture.
Since the impeller, which can easily cause the compressor function failure, is the weak part of the compressor, the service time of compressors depends on the service time of the impeller. It is necessary to design the impeller structure with the service life in structural optimization. Defining the service life of impeller N1 close to N, and  it can be ensured that the centrifugal compressor��s full life cycle of the index
it can be ensured that the centrifugal compressor��s full life cycle of the index  must meet the optimal synthesis.
must meet the optimal synthesis.
3 Analysis of impeller structure
The feasibility of remanufacturing and its design parameters, service characteristics, failure forms are related. According to the failure data statistics of mechanical parts, dynamics, structural theory analysis and experience of evaluation, the dangerous structure, stable structure and key structure can be selected as the feature structure.
Impeller structural parameters are identified: speed n, blade outlet/inlet angle ��b2/��b1, number of leaves Z, leaf exports relative width b2/D2, leaf thickness ��, wheel diameter dh, leaf width b, impeller diameter D, and leaves road width a.
The main form of impeller failure is the fatigue failure on the blade root caused by centrifugal force and aerodynamic force during the centrifugal compressor service process. After analyzing the forces of the impeller, in addition to its own centrifugal force, there are aerodynamic and additional stress caused by the wheel covers and wheel traction. However, comparing to the centrifugal force of the impeller, these forces are so small that they are often negligible.
As shown in Fig. 2, it is the force of the most common arc-shaped blade, and the blade bending stress is caused by the action of the centrifugal force. In the strength calculation of closed impeller, the simplest method simplifies the blade as a simply supported beam or a fixed beam. Thus, the welding blade can be simplified as a fixed beam.
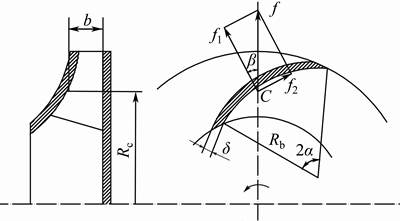
Fig. 2 Circular blade force
Informed by the calculation method of the mechanics of materials, the bending stress of the blade can be calculated as:
 (1)
(1)
In Eq. (1), ��1 and ��2 are the bending stresses respectively along the normal direction and tangential direction.
Thus, when the design parameters Rb, 2��, b, f and �� are determined, the influential parameter of the bending stress is the blade angle ��. This �� refers to the setting angle at Rc (the distance from the blade centroid to the center of the impeller).
Based on the design theory of centrifugal impeller, the cylindrical blade is generally applied in the compressor impeller [15]. When designing the impeller, the outlet angle ��b2 and inlet angle ��b1 are usually determined first, then the profile line to obtain each blade angle of the circular blade is set up.
In this work, the outlet angle ��b2 and inlet angle ��b1 are chosen as the feature structure of impeller.
4 Service mapping model
4.1 Relationship between characteristic of structure and particle stress
In this work, the relationship between the characteristics of impeller structure parameters ��b2, ��b1 and the particle stress of blade �� are presented, as shown in Eq. (2).
The blade of centrifugal compressor impeller is always designed based on the one dimensional flow theory, as shown in Fig. 3.
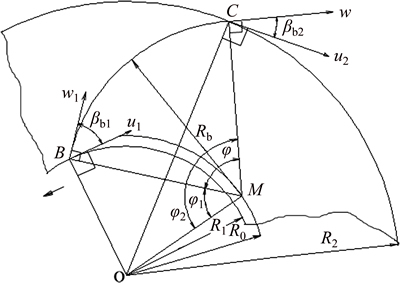
Fig. 3 Geometric relationship of arc blade impeller
The curved arc blade always designed and calculated by the slip circle method, using the cosine law:
 (2)
(2)
In ��OCM,
 (3)
(3)
Equal to the above two equations, the radius of the circular arc can be expressed as
 (4)
(4)
The impeller blade angle on the particle can be presented as:
 (5)
(5)
So the bending stress of impeller particle is calculated by Eq. (2) as:
 (6)
(6)
In Eq. (6), the relationship between the characteristic of impeller structure and particle stress is represented.
4.2 Relationship between average stress and life-cycle
According to the theory of structure fatigue design, the Basquin fatigue life estimation equation is given [16]:
 (7)
(7)
For the non-symmetric fatigue stress, when the stress is ��m, the equation above can be modified as [5]:
 (8)
(8)
where ���� is the total strain range; B is the fatigue strength factor (for most smooth metal specimen, B is between -0.05 and -0.12); C is the extend fatigue index(typical values between -0.5 and -0.7);  is the fatigue strength coefficient and it can be obtained from the experimental curve fitting. In the case of the experimental data absence, according to Ref. [5], it might take
is the fatigue strength coefficient and it can be obtained from the experimental curve fitting. In the case of the experimental data absence, according to Ref. [5], it might take  (true stress at break). For the steel which Brinnel hardness is less than 500, is given by the formula approximately [16]:
(true stress at break). For the steel which Brinnel hardness is less than 500, is given by the formula approximately [16]:
 (MPa), ��u is the ultimate tensile strength.
(MPa), ��u is the ultimate tensile strength.
 where Ra is the cross-sectional area reduction rate, close to the tensile elongation.
where Ra is the cross-sectional area reduction rate, close to the tensile elongation.
If ����, , , B and C are known, then the fatigue life of the basic estimating Eq. (8) can be expressed as the relationship between average stress and life-cycle.
, B and C are known, then the fatigue life of the basic estimating Eq. (8) can be expressed as the relationship between average stress and life-cycle.
4.3 Service mapping model
With the parts structure is changed, it would affect the distribution of the stress of parts. According to Refs. [17-18], rotating machinery such as impeller could be studied with the finite element method to analyze the stress distribution. Theoretically, according to the Alembert Principle, a moving object can be regarded as a problem of dynamic balance, and the centrifugal force of the impeller could be taken as one equivalent force. Therefore, under the dynamic equilibrium, the centrifugal force can be identified as an external load.
After analyzing the distribution situation of impeller stress under the dynamic balance with the finite element analysis, the impeller must be divided into every small mesh to analyze. According to Ref. [19], when the object is in stress balance, any particle in this object could be in equilibrium, and the equilibrium equation can be directly applied in the balance of particle (the particle has no size concept, and there is no concept of area). The particle balance stress equates to the resultant stress when the unit is approaching to zero. Considering tensile shear
strength formula  deduced by the particle equilibrium stress in the experiment phenomenon, it can be calculated by the particle equilibrium to express the whole unit or even the parts�� stress distribution.
deduced by the particle equilibrium stress in the experiment phenomenon, it can be calculated by the particle equilibrium to express the whole unit or even the parts�� stress distribution.
By analyzing the centrifugal compressor impeller, the characteristic structure, particles stress and the relationship between the average stress and life-cycle are obtained. To establish the relationship between the impeller characteristics structure and life-cycle, the relationship between the particle stress and the average stress is necessary. Thus, the particle stress �� can be applied to express the average stress ��m. Informed by  where i, j, k represent the coefficient of different parts structures and can be constant, matrix or expression. Thus, Eq. (8) can be expressed as
where i, j, k represent the coefficient of different parts structures and can be constant, matrix or expression. Thus, Eq. (8) can be expressed as
 (9)
(9)
Therefore, Eq. (9) can be identified as the service mapping model of the design parameters and fatigue life.
5 Service mapping model validation
The service mapping model of the certain equation of long distance pipeline impeller is set up in Eq. (9). Assumed that impeller blade number is 15, the working speed is 8500 r/min, the volumetric rate Qm is 10.5 kg/s, fluid medium is ideal gas, fluid inlet pressure is 0.8 MPa, outlet pressure is 13 MPa, impeller materials imported steel is FV520B�CI, density is 7860 kg/m3, elastic modulus is 2.1��1011 and Poisson ratio is 0.3, the 3D model of the impeller is established with the ANSYS15.0, as shown in Fig. 4.
With simulating the impeller model in ANSYS software, the average stress can be calculated by the Goodman line model.
5.1 Average stress simulation
1) Goodman equation: 
��b=1030 MPa is the fracture limit of material and ��-1��500 MPa is the impeller material cyclic fatigue strength. When the amplitude ��a is known, the average stress ��m can be expressed as follows:
 (10)
(10)
2) The stress amplitude ��a can be calculated by the simulation of maximum stress ��max and minimum stress ��min as follows:
 (11)
(11)
Thus, the stress amplitude ��min can be taken into the Goodman equation to calculate the average stress ��m.
5.2 Calculation of particle stress
The impeller particle stress can be calculated by Eq. (6). The average leaf width b=0.0539 m, Rc (the distance from the blade centroid to the center of the impeller)=0.2538 m, the central angle corresponding to the arc blade 2��=62.19�� namely ��=0.17275��, the angular velocity ��=890.1179 rad/s, the leaf thickness ��=0.01 m, radius R1=0.174 m, R2=0.360 m. Then �� can be expressed as
 (12)
(12)
Taking �� into Eq. (6), the particle stress of impeller can be obtained:

 (13)
(13)
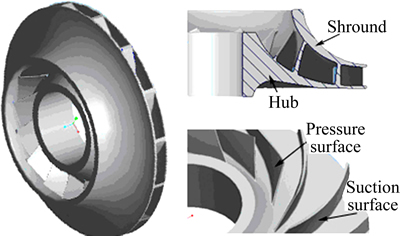
Fig. 4 Impeller model
5.3 Calculation of service life
The average stress from Eq. (10) is expressed with Eq. (9) to calculate the life of impeller. It is known that, for the impeller ����=1.5��10-3, B=-0.12, C=-0.7,  1375 MPa, =0.12, E=2.09��1011 Pa.
1375 MPa, =0.12, E=2.09��1011 Pa.
Thus, Eq. (9) can be presented as follows:

 (14)
(14)
5.4 Simulation
Setting the impeller inlet angle ��b1 as 22��, 23.25��, 24.38��, 24.5��, 25.75��, 27��, and ��b2 as 36��, 37.225��, 38.17��, 38.45��, 39.675�� and 40.9�� in experiments, Eqs. (10), (11), (13) and (14) are applied at the same time. After omitting the dead point, results are presented in the following two tables.
In Table 1, the maximum stress ��max is always on the front of impeller blade cover plate, and this corresponds to the fracture situation of the impeller blade entrance (as shown in Fig. 5). And the maximum value ��max is 648.55 MPa, it is less than the material yield limit and satisfies the requirements of design strength.
Informed by Fig. 6, the trend of Nf calculated by Eq. (14) and  obtained by the simulation is basically similar with little error. Thus, it can be determined that the life estimation equation is basically right. And the relationship between the average stress ��m and life Nf is correct.
obtained by the simulation is basically similar with little error. Thus, it can be determined that the life estimation equation is basically right. And the relationship between the average stress ��m and life Nf is correct.
Informed by Table 2, the variance of row K is 0.012 and tends to zero, which means that the column data dispersion of row K is small and the data is relatively concentrated. Therefore, when calculating the equation of impeller, K��3=k, that is, i=1, j=0, k=3.
At speed of 8500 r/min, the service mapping model of the impeller inlet/outlet angle and the life-cycle is established:

Among them there are relationships:
Table 1 Comparison of simulation life and calculation life
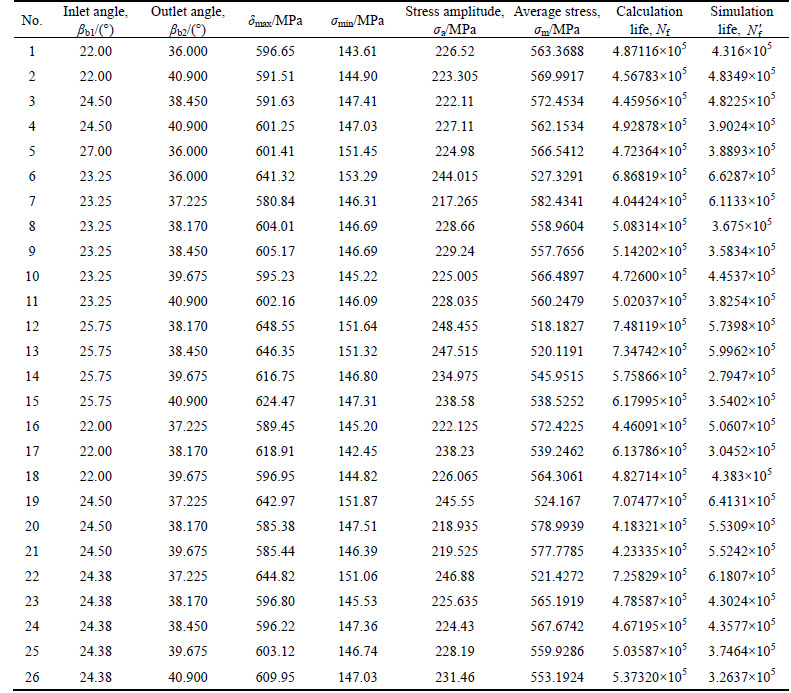
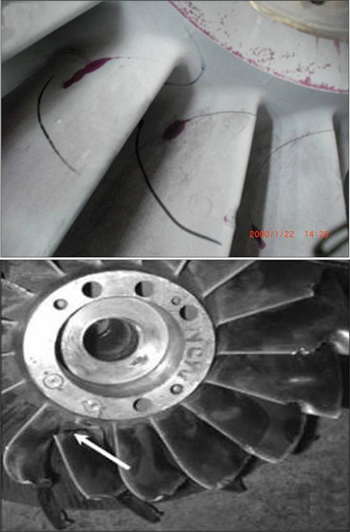
Fig. 5 Impeller front crack fractures
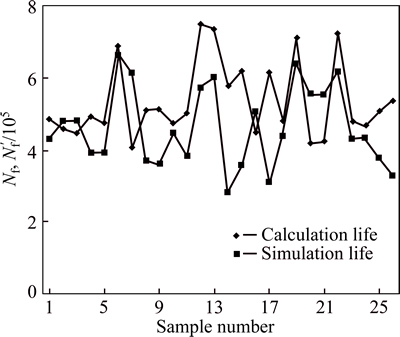
Fig. 6 Comparison of calculation results and simulation results
 ,
,
 ;
;
and i=1, j=0, k=3.
Considering the life estimation Basquin Eq. (7), the data of line 6 and line 16 in Table 3 are calculated with the Basquin equation.
If calculating only with the Basquin equation, without considering the influence of the structure changing, the error would be very large. And the service life  is more than 7 times of 10, it can be considered as infinite life which is not reasonable in reality.
is more than 7 times of 10, it can be considered as infinite life which is not reasonable in reality.
6 Application of service mapping model
In this work, the service mapping model of the centrifugal compressor impeller is established by analyzing the relationship between the impeller characteristics structure and the life-cycle. It provides a theoretical basis to determine the service time of the key parts in the impeller in proactive remanufacturing. Informed by this basis, the design process for impeller��s proactive remanufacturing can be as follows:
1) Confirm the best proactive remanufacturing time point of the centrifugal compressor and the service life of each part based on the proactive remanufacturing time zone;
2) Determine the structure parameters of the impeller corresponding to this service time with the service mapping model;
3) Simulate and analyze the impeller, and verify whether it can meet the using demands.
6.1 Instance
Now the long distance pipeline compressor impeller is used in proactive remanufacturing design, according to the use requirements and proactive remanufacturing time zone, the best proactive remanufacturing time point of the long distance pipeline compressor could be determined, as shown in Fig. 7. And the service life of the impeller can also be determined.
It is known that four levels of compression is applied in the equation of compressor, the impeller working speed is 8500 r/min, fluid medium is ideal gas, the volumetric rate Qm is 10.5 kg/s, fluid inlet pressure is 0.8 MPa, inlet temperature is 20 ��C, outlet pressure is 13 MPa. Informed by the design method of the centrifugal compressor in Ref. [15], the total pressure ratio of compressor impeller is 16, and the pressure ratio of each level is approximately 2.
1) First, with the proactive remanufacturing time zone, it is determined that compressor impeller should be remanufactured after 2 years of service. It means that the proactive remanufacturing time point is N, and N=2, the impeller life cycle is 4.4521��105 cycles, namely 
2) The inlet and outlet angle parameter are calculated through the impeller service mapping model in Section 3.4 as follows:

Among them there are relationships:
Table 2 Comparison of particle stress and average stress
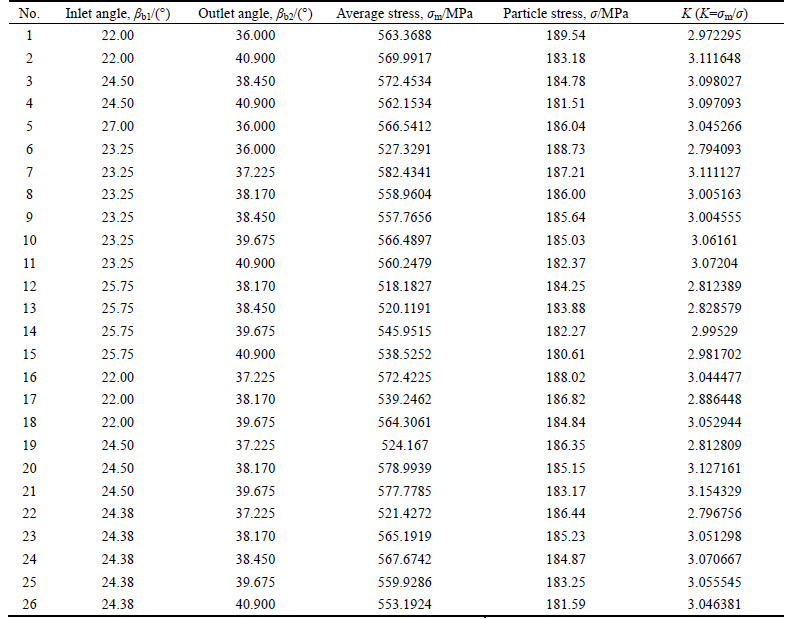
Table 3 Comparison of two kinds of theory formulae

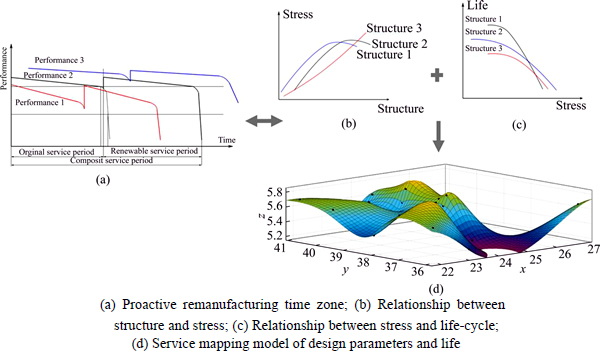
Fig. 7 Impeller proactive remanufacturing process diagram:
,

and i=1, j=0, k=3.
Taking Nf=4.4521��105 into the equation, ��m=3�ҡ� 572.6242 MPa, �ҡ�190.8747 MPa.
And there are many approximate solutions of ��b1 and ��b2. ��b1=22.8�� and ��b2=34.5�� are selected after comparison.
3) The impeller under this situation is simulated to verity as follows:
The impeller pressure ratio ��1=2.01 is in accordance with the requirements. Life-cycle Nf=4.7976��105 cycle basically meets the design requirement for proactive remanufacturing. The maximum stress ��max=636.41 MPa is less than the material yield limit which meets the requirements of the strength.
Considering the proactive remanufacturing time zone, the actual life of the impeller is Nf��N and  If the centrifugal compressor impeller would be remanufactured in the service of N years, it can be ensured that the centrifugal compressor��s full life cycle of the index has reached the optimal synthesis, which meets the requirements of the compressor performance.
If the centrifugal compressor impeller would be remanufactured in the service of N years, it can be ensured that the centrifugal compressor��s full life cycle of the index has reached the optimal synthesis, which meets the requirements of the compressor performance.
6.2 Contrast with traditional remanufacturing optimal design
In traditional industry, the impeller must be tested and evaluated to determine whether it could be remanufactured or not. Because of the over use, the impeller is repaired with wasting its value of remanufacturing. On the other hand, when the performance of impeller has not reached the proactive remanufacturing time point, it would also cause the waste of resources. Thus, in the traditional remanufacturing, it is considered as a passive remanufacturing.
In the traditional optimization design, the certain performance is basically taken as the optimizing object, and it does not consider the impeller life redundancy which always may cause enormous waste. Therefore, in the traditional optimization design, it is also not reasonable to the impeller remanufacturing.
Thus, based on the proactive remanufacturing time zone and the service mapping model the impeller proactive remanufacturing design, it avoids some uncertainty of the passive remanufacturing and considers the service life of the impeller at the same time.
In conclusion, the proactive remanufacturing design for impeller is more reasonable in the strategy of sustainable development.
7 Conclusions
Combined with the fatigue life estimation method and the basic equations of the impeller design, in this work, the relationship between the impeller characteristics structure and its service lifetime is discussed, and the theoretical service mapping model is established. Taking a certain type of long distance pipeline compressor as the research object, a simulating model is presented to verify the reliability of the service mapping model proposed above.
1) In several situations of the optimization process, the maximum stress always appears on the front of impeller blade cover plate, corresponding to the fracture situation of the impeller blade entrance. The maximum value ��max is 648.55 MPa, which is less than the material yield limit and in accordance with the requirements of design strength.
2) Compared with the Basquin equation, in the improved fatigue life estimation equation, it has not only considered the characteristics of the material itself, but also considered the influence of the parts structure on the stress distribution and life.
3) By applying the service mapping model into the impeller proactive remanufacturing design, the proactive remanufacturing time point of key part (impeller) can be determined by the proactive remanufacturing time zone and the maintenance requirements, and the service life of the impeller is obtained. Then two parameters ��b1 and ��b2 could be determined and optimized. And the impeller under this situation is simulated to verify its performance to meet the design requirements. Finally, compared with the traditional optimization design and remanufacturing method, it presents the advantages of the impeller proactive remanufacturing design.
References
[1] XU Bin-shi. Theory and technology of equipment remanufacturing engineering [M]. Harbin, China: National Defense Industry Press, 2007. (in Chinese)
[2] SONG Shou-xu, LIU Ming, KE Qing-di, LIU Guang-fu. Components optimization design for remanufacturing based on residual strength [J]. Journal of Mechanical Engineering, 2013, 49(9): 121-127. (in Chinese)
[3] JIANG Juan-ping, LIANG Gong-qian, ZHANG Shu-juan. Research on requirement analysis of aero engine turbine blade for proactive remanufacturing [J]. Aeronautical Manufacturing Technology, 2014(1): 118-122. (in Chinese)
[4] LIU Guang-fu, LIU Tao, KE Qing-di. Time interval decision-making methods for proactive remanufacturing product based on game theory and neural network [J]. Journal of Mechanical Engineering, 2013, 49(7): 29-35. (in Chinese)
[5] WU Cheng-wei, GUAN Zhen-qun, GUO Xing-lin. Fatigue reliability analysis of blades of large centrifugal compressor [J]. Equipment Manufacturing Technology, 2008(8): 1-3. (in Chinese)
[6] HIRANO T, MIZUKI T, TOSHIYUKI H , MIZUKI T , HOSHIO T. Effect of double air injection on performance characteristics of centrifugal compressor [J]. Journal of Thermal Science, 2015, 24(1): 10-16.
[7] NIE De-fu, CHEN Xue-dong, FAN Zhi-chao, Wu Qiao-guo. Failure analysis of a slot-welded impeller of recycle hydrogen centrifugal compressor [J]. Engineering Failure Analysis, 2014, 42: 1-9.
[8] MA Hui, DAI Ji-shuang, MENG Lei, WENG Bang-chun. Imbalance response analysis on rotor systems for large-scale centrifugal compressors [J]. Chinese Journal of Construction Machinery, 2010, 8(2): 127-131. (in Chinese)
[9] GUAN Zhen-qun, SONG Yang, YANG Shu-hua LIU Wan-qing, LV Jun, WANG yan, CHENG Geng-dong. Analysis methods for static strength of centrifugal compressor impeller [J]. Journal of Dalian University of Technology, 2011, 51(2): 157-162. (in Chinese)
[10] ABRAHAM E. Experimental and numerical investigation of the performance of a 240 kW centrifugal compressor with different diffusers [J]. Experimental Thermal and Fluid Science, 2003, 28(1): 55-72.
[11] SIVAPRASAD S, NARASAIAH N, DAS S K, DAS G, TARAFDER S, GUPTA K K, GHOSH R H. Investigation on the failure of air compressor [J]. Engineering Failure Analysis, 2010, 17: 150-157.
[12] SIVAPRASAD S, NARANSAIAH N, DAS S K. Fatigue failure of a centrifugal compressor [J]. Engineering Failure Analysis, 2007, 14: 1313-1321.
[13] SHU Lin-sen, CAO Hua-jun, XU Lei. 3D characteristic modeling method and application for remanufactured impeller of centrifugal compressor [J]. Journal of Mechanical Engineering, 2014, 50(3): 184-190. (in Chinese)
[14] LIU Tao. Research on time interval decision-making and control methods for active remanufacturing [D]. Hefei: Hefei University of Technology, 2012. (in Chinese)
[15] CHEN Xin-de. Vane equation pump, fan, compressor (principle, design, operation, strength) [M]. Beijing: China Machine Press. 2011. (in Chinese)
[16] VYAS N S, SIDHART H, RAO J S. Dynamic stress analysis and a fracture mechanics approach to life prediction of turbine blades [J]. Mechanism & Machine Theory, 1997, 32: 511-527.
[17] LUO Jing, XI Guang, GUO Chang-qing. Numerical analysis of stress and structure optimization for centrifugal impeller [J]. Fluid Machinery, 2004, 32(11): 8-10. (in Chinese)
[18] CAI Zhao-lin, HAN Hai-yan, PENG Xin. 3D stress distribution of rotate impeller and its improvement [J]. Journal Huazhong University of Science & Technology: Nature Science Edition, 2003, 31(12): 81-83. (in Chinese)
[19] HAN Wen-ba, CAI Bing-qing, HAN Xiao-dong. Concept of equilibrium stress in a particle [EB/OL]. [2006-09-04]. http://www. paper.edu.cn/ html/releasepaper/2006/09/25/. (in Chinese)
(Edited by FANG Jing-hua)
Foundation item: Project(2011CB013406) supported by National Basic Research Program of China; Projects(51305119, 51375133) supported by National Natural Science Foundation of China
Received date: 2015-06-24; Accepted date: 2016-01-18
Corresponding author: TAI Ying-ying, Postgraduate; Tel: +86-15856986048; E-mail: charlottetyy@163.com

