őń’¬ĪŗļŇ£ļ1004-0609(2014)04-0905-07
ŇÁ…š≥ŃĽżAl-27%SiļŌĹūĶńįŽĻŐŐ¨ľ∑—Ļ≥…–ő
ŇŪ Ĺ°£¨Õű»’≥ű£¨÷ž—ßőņ£¨ŇŪ≥¨»ļ
(÷–ńŌīů—ß ≤ńŃŌŅ∆—ß”ŽĻ§≥Ő—ß‘ļ£¨≥§…≥ 410083)
’™ “™£ļ—–ĺŅŇÁ…š≥ŃĽżAl-27%SiļŌĹūĶńįŽĻŐŐ¨ľ∑—Ļ≥…–őĻ§“’ľį∆š∂‘ļŌĹū◊ť÷Į”Ž–‘ń‹Ķń”įŌž°£ĹŠĻŻĪŪ√ų£ļŇÁ…š≥ŃĽżAl-27%SiļŌĹū‘ŕ600 °śŌ¬∂Ģīőľ”»»10~12 minļů£¨ļŌĹū“ļŌŗŐŚĽż∑÷ ż ÷–£¨SiŌŗ≥ŖīÁŌŗ∂‘Ōł–°£¨–ő√≤ő™ĹŁ«Ú–ő£¨ ļŌ”ŕįŽĻŐŐ¨≥…–ő°£ĺ≠600 °ś∂Ģīőľ”»»10~12 minļů£¨ĹÝ––įŽĻŐŐ¨ľ∑—Ļń‹ŌŻ≥żŇÁ…š≥ŃĽżļŌĹū÷–ĶńŅ◊Ō∂£¨SiŌŗĪ»ľ∑—Ļ«įłŁľ”ĺý‘»Ōł–°£¨ľ∑—ĻįŰ≤ńĺŖ”–Ńľļ√ĶńĪŪ√ś÷ ŃŅļÕĺý‘»ĶńőĘĻŘ◊ť÷Į°£ĺ≠600 °ś∂Ģīőľ”»»12 minļů£¨įŽĻŐŐ¨ľ∑—ĻĶńļŌĹūŅ…īÔĶĹ◊ÓłŖĶńŌŗ∂‘√‹∂»(99.5%)°ĘŅĻņ≠«Ņ∂»(195 MPa)ļÕ…ž≥§¬ (6.7%)°£
ĻōľŁī £ļAl-27%SiļŌĹū£ĽŇÁ…š≥ŃĽż£Ľ∂Ģīőľ”»»£ĽįŽĻŐŐ¨ľ∑—Ļ£ĽŅĻņ≠«Ņ∂»£ĽŌŗ∂‘√‹∂»
÷–Õľ∑÷ņŗļŇ£ļTG146 °° °° őńŌ◊ĪÍ÷嬎£ļA
Semi-solid extrusion forming of spray deposited Al-27%Si alloy
PENG Jian, WANG Ri-chu, ZHU Xue-wei, PENG Chao-qun
(School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The semi-solid extrusion and its effect on the microstructure and properties of spray deposited Al-27%Si alloy were studied. The result shows that, the alloy have appropriate liquid volume fraction and fine Si particles for semi-solid extrusion after reheating at 600 °ś for 10-12 min. The extrusion after reheating at 600 °ś for 10-12 min can eliminate the hole in the spray deposited alloy and decrease the size of Si particles, extruded bars have good surface quality and homogeneous microstructure after extrusion. The alloy can achieve the highest relative density (99.5%), tensile strength (195 MPa) and elongation (6.7%) after semi-solid extrusion when reheating at 600 °ś for 12 min.
Key words: Al-27%Si alloy; spray depositing; reheating treatment; semi-solid extrusion; tensile strength; relative density
Al-27%Si(÷ ŃŅ∑÷ ż)ļŌĹūĺŖ”–Ńľļ√ĶńĪ»ł’∂»°ĘŇÚ’ÕŌĶ ż”Ž”°ňĘĶÁ¬∑įŚŌŗ∆•Ňš£¨ń‹ľű…Ŕ…š∆Ķ…Ę…šļÕ∑Ý…šňūļń£¨ «“Ľ÷÷”ŇŃľĶńĶÁ◊”∑‚◊į≤ńŃŌ£¨Ļ„∑ļ”√◊ųłŖ∆Ķ”°ňĘĶÁ¬∑Ķń≥ńįŚ[1-2]°£ŇÁ…š≥ŃĽż∑®÷∆ĪłĶńAl-27%SiļŌĹū◊ť÷Įĺý‘»Ōł–°£¨Ķę”…”ŕŇÁ…š≥ŃĽżĶńĻ§“’ŐōĶ„£¨ńżĻŐŅŇŃ£Ņ’Ō∂°Ę∆ÝŐŚĺŪ»Ž°Ę»‹Ĺ‚∆ÝŐŚĶńőŲ≥Ų“‘ľįńżĻŐ ’ňűĶ»“Úňō∂ľĽŠĶľ÷¬ļŌĹū÷–īś‘ŕ“Ľ∂® żńŅĶńŅ◊Ō∂£¨≤Ľń‹īÔĶĹÕÍ»ę÷¬√‹[3]°£ő™Ńň¬ķ◊„ĶÁ◊”∑‚◊į Ļ”√–‘ń‹Ķń“™«ů£¨≤…”√ŇÁ…š≥ŃĽżľľ ű÷∆ĪłĶńAl-27%SiļŌĹūÕ®≥£–Ť“™ĹÝ––ļů–Ý÷¬√‹ĽĮī¶ņŪ[4]°£
įŽĻŐŐ¨≥…–ő(Semi-solid processing, SSP) «“Ľ÷÷‘ŕ“ļŌŗŌŖ“‘Ō¬°ĘĻŐŌŗŌŖ“‘…ŌĶńįŽĻŐŐ¨ő¬∂»«ÝľšĹÝ––≥…–őĶń–¬∑Ĺ∑®[5]°£Ĺū ŰįŽĻŐŐ¨≥…–őĺŖ”–“‘Ō¬ľłłŲ”Ň ∆£ļ“Ľ≤Ĺ≥…–ő£¨∂‘ń£ĺŖĶńňūļń–°°Ę≥ŖīÁĻę≤Ó–°°Ęł…弰Ęį≤»ę°ĘĽ∑Ī£°ĘĹŕń‹°£įŽĻŐŐ¨≥…–ő÷ų“™įŁņ®3łŲĻōľŁĽ∑Ĺŕ£ļ1) «Ú◊īĺßįŽĻŐŐ¨ŇųŃŌ÷∆Īł£Ľ2) ∂Ģīőľ”»»£Ľ3) ≥…–ő°£∂Ģīőľ”»» «÷łĹęįŽĻŐŐ¨ŇųŃŌ÷ō–¬ľ”»»ĶĹįŽĻŐŐ¨ő¬∂»£¨ĽŮĶ√«Ú◊īĻŐŌŗĪĽ“ļŌŗĽ∑»∆Ķń“ļĻŐŃĹŌŗĻ≤īś◊ť÷ĮĶńĻż≥Ő°£¬ŃĻŤļŌĹūįŽĻŐŐ¨≥…–őĶń—–ĺŅīů∂ŗ’Ž∂‘Al-Si-Cu(Mg)ļŌĹūĹÝ––°£LIUĶ»[6]≤…”√MTDATA»ŪľĢ∂‘Al-Si-CuļÕAl-Si-Cu-MgļŌĹūĶńįŽĻŐŐ¨≥…–ő–‘ń‹◊ŲŃň»»Ń¶—ß∆ņĻņ£¨≤Ę—°»°ŃňĹŌő™ ļŌįŽĻŐŐ¨≥…–őĶńļŌĹū≥…∑÷°£PAESĶ»[7]—–ĺŅ≤ĽÕ¨ĶńMgļ¨ŃŅ∂‘Al-Si-MgļŌĹūĶń≥…–ő–‘ń‹Ķń”įŌž£¨∑ĘŌ÷Mgļ¨ŃŅő™0.5%(÷ ŃŅ∑÷ ż)ĶńļŌĹū”–ĹŌļ√Ķń≥…–ő–‘ń‹°£WARDĶ»[8]—–ĺŅļ¨“Ľ∂®CuļÕMgĶńĻżĻ≤ĺßAl-SiļŌĹūĶńŇųŃŌ÷∆Īł°Ę∂Ģīőľ”»»ļÕįŽĻŐŐ¨≥…–ő£¨≥…–őļůĶńļŌĹūĺŖ”–łŖĪ»ł’∂»°ĘłŖ«Ņ∂»ļÕłŖŅĻ∆£ņÕ–‘ń‹°£Ļō”ŕłŖĻŤ¬ŃļŌĹūĶńįŽĻŐŐ¨≥…–őĶń—–ĺŅĪ®ĶņĹŌ…Ŕ°£LEEĶ»[9]—–ĺŅŃňAl-15.5%SiļŌĹūĶń≥űĺßSiŌŗĶń«ÚĽĮļÕįŽĻŐŐ¨≥…–ő°£CHIANGĶ»[10]—–ĺŅŃňŇÁ…š≥ŃĽżłŖĻŤ¬ŃļŌĹū∂Ģīőľ”»»ļŌĹū÷–SiŌŗĶńī÷ĽĮ£¨Ő÷¬ŘSiļ¨ŃŅļÕ“ļŌŗŐŚĽż∑÷ ż∂‘SiŌŗĶńī÷ĽĮĶń”įŌž°£
Īĺőń◊ų’ŖÕ®ĻżŇÁ…š≥ŃĽżļůįŽĻŐŐ¨ľ∑—ĻĶń∑Ĺ∑®÷∆ĪłŃňAl-27%SiļŌĹū£¨—–ĺŅ≤ĽÕ¨∂Ģīőľ”»»ő¬∂»ļÕĪ£ő¬ Īľš∂‘ ‘—ý“ļŌŗŐŚĽż∑÷ żĶń”įŌž£¨—°‘Ů ÷–“ļŌŗŐŚĽż∑÷ żĶń∂Ģīőľ”»» ‘—ýĹÝ––įŽĻŐŐ¨ľ∑—Ļ≥…–ő£¨≤Ę—–ĺŅ ‘—ýįŽĻŐŐ¨ľ∑—Ļ≥…–őļůĶńĪŪ√ś÷ ŃŅ°ĘőĘĻŘ◊ť÷ĮļÕѶ—ß–‘ń‹£¨∂‘łŖĻŤ¬ŃļŌĹūĶń÷∆ĪłļÕ≥…–ő”–÷ō“™Ķń≤őŅľľŘ÷Ķ°£
1 Ķ—ť
≤…”√ŇÁ…š≥ŃĽżAl-27%Si◊ųő™ Ķ—ť≤ńŃŌ°£∂Ģīőľ” »»‘ŕŌš ĹĶÁ◊Ť¬Į÷–ĹÝ––£¨ĶÁ◊Ť¬ĮĶń“«ĪŪĺę∂»ő™°ņ1 °ś°£ī”ŇÁ…š≥ŃĽż∂ßŇų…Ō»°d 38 mm°Ń30 mmĶń‘≤÷ý–ő ‘—ýĹÝ–– Ķ—ť£¨∂Ģīőľ”»»Ķńľ”»»Ļ§“’ő™570 °śĪ£ő¬5 min£¨‘Ŕ“‘10 °ś/minĶń…żő¬ňŔ¬ …żő¬÷Ń590°Ę600ļÕ610 °śĪ£ő¬≤ĽÕ¨ Īľš“‘ĽŮĶ√≤ĽÕ¨“ļŌŗŐŚĽż∑÷ żĶńįŽĻŐŐ¨◊ť÷Į°£

Õľ1 ľ∑—Ļń£ĺŖ ĺ“‚Õľ
Fig. 1 Schematic diagram of extrusion die (Unit: mm)
≤…”√ŐžĹÚ –Őž∂Õ—ĻѶĽķ”–ŌřĻęňĺ…ķ≤ķĶńTHP70-315–Õ“ļ—ĻĽķĹÝ––įŽĻŐŐ¨ľ∑—Ļ≥…–ő Ķ—ť£¨ľ∑—Ļń£ĺŖ»ÁÕľ1ňý ĺ°£ ‘—ý‘ŕŐō∂®ő¬∂»Ī£ő¬īÔĶĹŌŗ”¶ Īľšļů£¨ŃĘľī◊™“∆ĶĹń£ĺŖńŕ£¨ĹÝ––įŽĻŐŐ¨ľ∑—Ļ£¨—°»°ń£ĺŖő¬∂»ő™500 °ś£¨ľ∑—Ļ—ĻѶ‘ľő™300 kNĹÝ––įŽĻŐŐ¨ľ∑—Ļ Ķ—ť°£
Ķ—ť ‘—ýĺ≠ń•—ý°ĘŇ◊Ļ‚ļÕłĮ īļů£¨≤…”√XJP-6AĹūŌŗŌ‘őĘĺĶļÕFEI QUANTA-200…®√ŤĶÁ◊”Ō‘őĘĺĶĻŘ≤ž ‘—ýĶńőĘĻŘ◊ť÷Į–ő√≤°£≤…”√Image Pro-PlusÕľŌŮ∑÷őŲŌĶÕ≥∂‘ĹūŌŗ◊ť÷ĮĹÝ––∂®ŃŅ∑÷őŲ£¨≤Ę≤…”√Ķ»–ß√śĽż‘≤÷Īĺ∂ĪŪ’ųSiŌŗ≥ŖīÁ[11]°£≤…”√ŇŇňģ∑®≤‚ŃŅ ‘—ýĶńŌŗ∂‘√‹∂»£¨ľ∑—ĻįŰ≤ńľ”Ļ§≥…d 5 mmĶńņ≠…ž ‘—ýĹÝ––ņ≠…ž Ķ—ť°£
2 ĹŠĻŻ”Ž∑÷őŲ
2.1 ∂Ģīőľ”»»Ļ§“’Ķń—°‘Ů
Õľ2(a)ňý ĺő™ŇÁ…š≥ŃĽż ‘—ýĺ≠ĽžļŌňŠłĮ īļůĶńĻ‚—ßŌ‘őĘ◊ť÷Į–ő√≤£¨į◊…ę«Ý”Úő™¶Ń(Al)Ōŗ£¨Ľ“…ę«Ý”Úő™SiŌŗ£¨ļŕ…ę≤Ņ∑÷ő™Ņ◊Ō∂°£ŇÁ…š≥ŃĽżļŌĹūĺßŃ£Ōł–°£¨Ņ◊Ō∂÷ų“™īś‘ŕ”ŕ≤ĽÕ¨ĺßŃ£÷ģľš°£”…”ŕŇÁ…š≥ŃĽżĶńĻ§“’ŐōĶ„£¨ļŌĹū≤Ľń‹īÔĶĹÕÍ»ę÷¬√‹£¨ŇÁ…š≥ŃĽżAl-27%SiĶńŌŗ∂‘√‹∂»‘ľő™90%£¨Ņ◊Ō∂÷ų“™īś‘ŕ”ŕńżĻŐŅŇŃ£Ņ◊Ō∂£¨∂ÝŅŇŃ£ńŕ≤ŅŅ◊Ō∂ĹŌ…Ŕ°£Õľ2(b)ňý ĺő™ŇÁ…š≥ŃĽż ‘—ýĺ≠20%NaOHłĮ īļůĶńSEMŌŮ°£ŇÁ…š≥ŃĽżļŌĹūAl-27%Si÷–≤Ľīś‘ŕĻ≤ĺß◊ť÷Į£¨ļŌĹūĶń◊ť÷Į◊ť≥…ő™Ōł–°ĶńSiŅŇŃ£ĺý‘»∑÷≤ľ‘ŕ¶Ń(Al)Ōŗ÷–£¨∂Ý≤Ľ «∆Ĺļ‚ńżĻŐŐűľĢŌ¬ĶńĻ≤ĺßSi+≥űĺßSi°£CUIĶ»[12]Ķń—–ĺŅĪŪ√ų£¨łŖĻŤ¬ŃļŌĹū‘ŕŇÁ…š≥ŃĽżĻż≥Ő÷–ņš»īňŔ∂»ļ‹Ņž£¨Ļ≤ĺß◊ť÷ĮĽŠĪšĶ√≤Ľ√ųŌ‘…ű÷ŃŌŻ ߣ¨◊ť÷Į◊ť≥…ő™ĻżĪ•ļÕĶń¶Ń(Al)ĻŐ»‹ŐŚļÕĺý‘»∑÷≤ľĶńŌł–°ĶńSiŌŗ°£
ŇÁ…š≥ŃĽżAl-27%SiļŌĹū∂Ģīőľ”»»ļůĶńőĘĻŘ◊ť÷Į”–ĹŌīůĶń◊™Īš°£ ‘—ý‘ŕ600 °śĪ£ő¬12 minļůĶńĻ‚—ßŌ‘őĘ◊ť÷Į»ÁÕľ2(c)ňý ĺ£¨∆š÷–į◊…ę«Ý”Úő™¶Ń(Al)£¨«≥Ľ“…ę«Ý”Úő™“ļŌŗ£¨…ÓĽ“…ę«Ý”Úő™SiŌŗ£¨ļŕ…ę≤Ņ∑÷ő™Ņ◊Ō∂°£ĺßŃ£ńŕ≤ŅĶńSiŅŇŃ£≥ŖīÁľű–°…ű÷ŃŌŻ ߣ¨∂Ý‘ŕĺßĹÁ…ŌĶńSiŅŇŃ£ żńŅľű…Ŕ£¨≥ŖīÁ‘Ųīů£¨÷Īĺ∂‘ľő™18.7 ¶Őm°£ ‘—ý÷–ĺŖ”–“Ľ∂®Ķń“ļŌŗŐŚĽż∑÷ ż«““ļŌŗ÷ų“™‘ŕĺßĹÁ≤ķ…ķ°£ ‘—ý‘ŕ600 °śĪ£ő¬12 minļůĺ≠20%NaOH(÷ ŃŅ∑÷ ż)łĮ īļůĶńSEMŌŮ»ÁÕľ2(d)ňý ĺ°£∂Ģīőľ”»»ļů“ļŌŗ÷ų“™∑÷≤ľ‘ŕĺßĹÁ…Ō£¨∂Ý‘ŕ¶Ń(Al)÷–ń≥–©őĽ÷√“≤ĽŠ”–“ļŌŗ≤ķ…ķ°£¶Ń(Al)÷–ĺý‘»∑÷≤ľĶńSiŅŇŃ£ żńŅŌ‘÷Ýľű…Ŕ£¨ĺßĹÁ…ŌĶńSiŅŇŃ£≥ŖīÁŌ‘÷Ý‘Ųīů°£
‘ŕ590°Ę600ļÕ610 °śŌ¬Ī£ő¬≤ĽÕ¨ Īľšļů ‘—ýĶń“ļŌŗŐŚĽż∑÷ ż”ŽĪ£ő¬ ĪľšĶńĻōŌĶ«ķŌŖ»ÁÕľ3ňý ĺ°£‘ŕ≤ĽÕ¨ő¬∂»Ō¬£¨ļŌĹū◊ť÷ĮĶń◊™ĪšĽýĪĺ∂ľĺ≠ņķ3łŲĹ◊∂ő£ļőř√ųŌ‘“ļŌŗ°Ę“ļŌŗŐŚĽż∑÷ ż—łňŔ‘Ųīů°Ę“ļŌŗŐŚĽż∑÷ żĪ£≥÷ő»∂®°£Ķęňś◊Ň∂Ģīőľ”»»ő¬∂»…żłŖ£¨ ‘—ýĺ≠ņķ√ŅłŲ◊™ĪšĹ◊∂őĶń Īľšňű∂Ő°£‘ŕ590 °śŌ¬∂Ģīőľ”»»£¨ ‘—ýĪ£ő¬30 minļůīÔĶĹSiŌŗ”Ž“ļŌŗŃĹŌŗ∆Ĺļ‚£¨ĶęĶĪő¬∂»ŐŠłŖĶĹ610 °ś Ī£¨Ī£ő¬10 minļů ‘—ý÷–ĶńSiŌŗ”Ž“ļŌŗŃĹŌŗ∆Ĺļ‚°£

Õľ2 ŇÁ…š≥ŃĽż”Ž∂Ģīőľ”»»ļůAl-27%SiļŌĹūĶńŌ‘őĘ◊ť÷Į
Fig. 2 Microstructures of Al-27%Si alloys
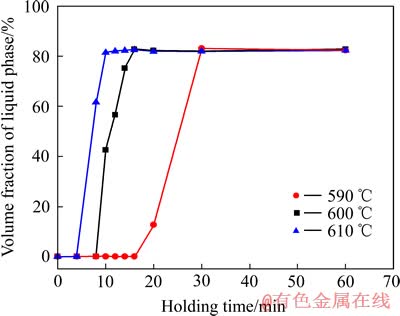
Õľ3 ≤ĽÕ¨ő¬∂»Ō¬∂Ģīőľ”»»ļŌĹū÷–“ļŌŗŐŚĽż∑÷ żĶń◊™Īš«ķŌŖ
Fig. 3 Volume fraction evolutions of liquid phase of alloy at different re-heating temperatures
ŇÁ…š≥ŃĽżAl-27%SiļŌĹū∂Ģīőľ”»»ļůĶń3łŲ◊™ĪšĹ◊∂ő÷–£¨‘ŕ◊™Īš≥ű∆ŕ£¨ļŌĹū÷–őī≥ŲŌ÷√ųŌ‘“ļŌŗ£Ľ‘ŕ◊™Īš÷–∆ŕ£¨ļŌĹū÷–”–“Ľ∂®Ķń“ļŌŗŐŚĽż∑÷ ż«“SiŌŗ≥ŖīÁŌŗ∂‘Ōł–°£¨SiŌŗ–ő√≤ő™ĹŁ«Ú–ő£Ľ‘ŕ◊™Īšļů∆ŕ£¨ļŌĹū÷–“ļŌŗŐŚĽż∑÷ żłŖ£¨≤ĽņŻ”ŕľ–≥÷°£“Úīň£¨◊Ó ļŌ”ŕŇÁ…š≥ŃĽżAl-27%Si(ń¶∂Ż∑÷ ż)ļŌĹūįŽĻŐŐ¨≥…–őĶń◊™ĪšĹ◊∂ő «◊™Īš÷–∆ŕ°£Ķęő¬∂»‘ĹłŖ£¨ļŌĹū◊ť÷Į◊™Īš÷–∆ŕĹ◊∂ő‘Ĺ∂Ő£¨ń—”ŕ Ķľ Ņō÷∆£Ľő¬∂»‘ĹĶÕ£¨∂Ģīőľ”»»ļń Ī‘Ĺ≥§£¨≤Ľ ”ŕĻ§“ĶĽĮ…ķ≤ķ°£“Úīň£¨600 °śłĹĹŁő¬∂» «Ī»ĹŌņŪŌŽĶń∂Ģīőľ”»»ő¬∂»£¨»Á‘ŕ600 °śĪ£ő¬10~12 min£¨ļŌĹū“ļŌŗŐŚĽż∑÷ żő™50%◊ů”“£¨SiŌŗ≥ŖīÁŌŗ∂‘Ōł–°£¨–ő√≤ő™ĹŁ«Ú–ő£¨ ļŌ”ŕįŽĻŐŐ¨≥…–ő°£
2.2 įŽĻŐŐ¨ľ∑—Ļ≥…–ő
—°»°‘ŕ600 °śŌ¬Ī£ő¬8°Ę10°Ę12ļÕ14 min∂Ģīőľ”»»ļůĹÝ––įŽĻŐŐ¨ľ∑—Ļ°£Õľ4(a)ňý ĺő™‘ŕ600 °śŌ¬Ī£ő¬≤ĽÕ¨ ĪľšļůįŽĻŐŐŚľ∑—ĻĶńįŰ≤ńĪŪ√ś–ő√≤°£ĶĪĪ£ő¬ Īľšő™8 min Ī£¨ ‘—ý÷–“ļŌŗŐŚĽż∑÷ żĹŌ–°£¨‘ŕįŽĻŐŐ¨ľ∑—ĻļůĪŪ√ś≥ŲŌ÷“Ľ∂® żńŅĶńļŠŌÚŃ—ő∆£ĽĶĪĪ£ő¬ Īľš—”≥§÷Ń10°Ę12ļÕ14 minļů£¨ľ∑—ĻįŰ≤ńń‹īÔĶĹĹŌő™Ļ‚ĹŗĶńĪŪ√ś÷ ŃŅ°£Õľ4(b)ňý ĺő™ľ∑—ĻįŰ≤ńĶńĹÁ√śļÍĻŘ–ő√≤£¨ĶĪĪ£ő¬ Īľš∂Ő”ŕ14 min Ī£¨ľ∑—ĻįŰ≤ńĹō√śļÍĻŘ◊ť÷Į∑÷≤ľĺý‘»£ĽĶĪĪ£ő¬ Īľš—”≥§÷Ń14 min Ī£¨Ĺō√ś…Ō≥ŲŌ÷√ųŌ‘ĶńļÍĻŘ≤Ľĺý‘»–‘°£Õľ4(c)ňý ĺő™‘ŕ600 °śŌ¬Ī£ő¬10ļÕ14 min‘ŔĹÝ––ľ∑—ĻļůĶńÕ∑≤Ņ–ő√≤°£”ŽĪ£ő¬10 minļůĶń–ő√≤ŌŗĪ»£¨ĶĪĪ£ő¬ Īľš—”≥§÷Ń14 minļů£¨ľ∑—ĻÕ∑≤Ņ…Ō≥ŲŌ÷√ųŌ‘Ķń“ļ÷ť£¨“Ú∂Ý‘ž≥…įŰ≤ńļÍĻŘ≤Ľĺý‘»°£Õľ4(d)ňý ĺő™ľ∑—ĻļůįŰ≤ńő≤≤ŅĶńļÍĻŘ–ő√≤£¨ĶĪľ∑—ĻĹÝ––ĶĹ◊Óļů Ī£¨įŰ≤ń÷––ńīś”–Ņ◊∂ī°£
įŽĻŐŐ¨ľ∑—Ļļů ‘—ýĶń÷¬√‹ĽĮļÕįŰ≤ńĹÁ√śļÍĻŘ≤Ľĺý‘»–‘”Žľ∑—Ļ÷– ‘—ý÷–∆ÝŐŚľį“ļŌŗĶńŃų∂Į”–Ļō°£VANDRAGERĶ»[13]Ķń—–ĺŅĪŪ√ų£¨ ‘—ýī¶”ŕįŽĻŐŐ¨ Ī£¨”…”ŕ ‹—Ļ”¶Ń¶”įŌž£¨ĺßĹÁī¶ŃųŐŚŌÚÕ‚Ńų∂ĮĶńňŔ∂»Ņ…“‘”…Ō¬√śľÚĶ•Ķńń£–Õņī√Ť Ų°£ľŔ…Ť“ĽłŲ≥ű ľļŮ∂»ő™h0£¨ū§∂»ő™¶«ĶńŃųŐŚĪ°ń§ľ–‘ŕŃĹłŲįŽĺ∂ő™aĶń‘≤–ő∆ĹįŚľš£¨ĶĪŃĹ∆ĹįŚľšľ”—Ļ”¶Ń¶¶“ Ī£¨ŃųŐŚŅ™ ľŌÚÕ‚Ńų∂Į£¨ŃųŐŚĪ°ń§ĶńļŮ∂»Ĺęňś◊Ň Īľštľű–°£¨ŃųŐŚĪ°ń§Ķńň≤ ĪļŮ∂»h(t)Ņ…”… Ĺ(1)ĪŪ ĺ£ļ
 (1)
(1)
ŇÁ…š≥ŃĽżAl-27%SiļŌĹūįŽĻŐŐ¨ ‘—ý”…SiļÕ¶Ń(Al)ŃĹ÷÷ĻŐŌŗ“‘ľį∆ÝŇ›ļÕ“ļŌŗŃĹ÷÷≤ĽÕ¨ŃųŐŚ◊ť≥…°£ĶĪ ‹ĶĹ—Ļ”¶Ń¶ Ī£¨ ‘—ý÷–Ķń∆ÝŐŚļÕ“ļŌŗ∂ľ”–Ńų≥ŲĶń«ų ∆°£SONGĶ»[14]Ķń—–ĺŅĪŪ√ų£¨Ļ≤ĺß≥…∑÷ĶńAl-12%Si‘ŕ600 °śŌ¬Ķńū§∂»‘ľő™8.5°Ń10-4 Pa°§s£¨∂Ý‘ŕ600 °śŌ¬Ķń∆ÝŐŚū§∂»‘ľő™3.9°Ń10-5 Pa°§s[15]°£“Úīň£¨‘ŕŌŗÕ¨Ķń ‹Ń¶◊īŅŲŌ¬£¨∆ÝŐŚĶńŃų∂ĮňŔ¬ ‘∂īů”ŕ“ļŐŚĶńŃų∂ĮňŔ¬ £¨ ‘—ý÷–Ķń∆ÝŇ›ń‹‘ŕĹŌ∂ŐĶń Īľšńŕ—łňŔ“Á≥Ų°£
ĶĪ“ļŌŗŐŚĽż∑÷ żĹŌĶÕ Ī£¨≥ű ľ“ļŐŚļŮ∂»h0ĹŌ–°£¨“ļŌŗŃų∂ĮňŔ¬ ĹŌ¬ż£¨‘ŕľ∑—ĻĻż≥Ő÷–£¨∆ÝŐŚ—łňŔŃųÕý…ŌįŽ≤Ņ∑÷£¨∂Ý“ļŌŗ≤Ę√Ľ”–√ųŌ‘Ńų∂Į£¨ ‘—ý÷–≤ĽĽŠ≥ŲŌ÷“ļĻŐŌŗĶń∑÷ņŽ£¨»Á‘ŕ600 °śŌ¬Ī£ő¬8~12 min£ĽĶĪ“ļŌŗŐŚĽż∑÷ żīÔĶĹ“Ľ∂®÷Ķ Ī£¨≥ű ľŃųŐŚļŮ∂»h 0‘Ųīů£¨“ļŌŗĶńŃų∂Įľ”Ņž£¨ĺ≠ľ∑—Ļļů£¨‘ŕ∆ÝŐŚŃų≥ŲĶńÕ¨ Ī£¨”–≤Ņ∑÷“ļŌŗŃų≥Ų£¨»Á‘ŕ600 °śŌ¬Ī£ő¬14 min°£“Úīň£¨ĶĪ ‘—ýĪ£ő¬ ĪľšĹŌ≥§°Ę“ļŌŗŐŚĽż∑÷ żĹŌłŖ Ī£¨ľ∑—ĻÕ∑≤Ņ»›“◊≥ŲŌ÷“ļĶő£¨Õ¨ Īľ∑—ĻļůįŰ≤ń÷–≥ŲŌ÷ļÍĻŘ≤Ľĺý‘»–‘£¨ī”Ĺō√ś÷–Ņ…“‘Ņī≥Ų√ųŌ‘≥ń∂»°£
Õľ5ňý ĺő™ ‘—ý‘ŕ600 °śŌ¬Ī£ő¬8°Ę10°Ę12ļÕ14 min‘ŔĹÝ––įŽĻŐŐ¨ľ∑—ĻļůĶń◊ť÷Į°£”…Õľ5Ņ…Ņī≥Ų£¨Ī£ő¬8 minĶń◊ť÷Į◊Óő™Ōł–°£¨SiŅŇŃ£∆Ĺĺý÷Īĺ∂‘ľ12.9 ¶Őm£¨ ‘—ý÷–īś”–“Ľ∂® żńŅĶńŅ◊Ō∂°£ĶĪĪ£ő¬ Īľš—”≥§÷Ń10~12 min Ī£¨SiŌŗ≥ŖīÁ…‘”–≥§īů£¨Ī£ő¬12 minĶń—ý∆∑SiŅŇŃ£∆Ĺĺý÷Īĺ∂‘ľ15.7 ¶Őm£¨∂ÝŅ◊Ō∂Ō‘÷Ýľű…Ŕ°£ĶĪĪ£ő¬ Īľš—”≥§÷Ń14 min Ī£¨SiŅŇŃ£∆Ĺĺý÷Īĺ∂‘Ų÷Ń‘ľ17.3 ¶Őm£¨Ķę ‘—ý÷–≥ŲŌ÷≤Ľĺý‘»Ō÷Ōů£¨ī”∆šŌ‘őĘ◊ť÷Į÷–Ņ…ĻŘ≤žĶĹįŰ≤ńĶń÷––ń«Ý”Ú≥ŲŌ÷»ę≤ŅĶńĻ≤ĺß◊ť÷Į°£

Õľ4 Al-27%SiįŽĻŐŐ¨ľ∑—Ļļů ‘—ýĶńļÍĻŘ–ő√≤
Fig. 4 Macrophotographs of semi-solid extrusion Al-27%Si alloys

Õľ5 Al-27%SiļŌĹū‘ŕ600 °śŌ¬Ī£ő¬≤ĽÕ¨ ĪľšļůįŽĻŐŐ¨ľ∑—ĻĶńĹūŌŗ◊ť÷Į
Fig. 5 Microstructures of semi-solid extrusion Al-27%Si alloy after different holding times at 600 °ś
”Žľ∑—Ļ«įŌŗĪ»£¨ľ∑—Ļļů ‘—ý÷–ĶńSiŅŇŃ£∆Ĺĺý÷Īĺ∂ľű–°£¨∑÷≤ľłŁő™ĺý‘»°£»ÁĪ£ő¬12 minĶń ‘—ý£¨ī”ľ∑—Ļ«įĶńĹūŌŗŌ‘őĘ◊ť÷Į÷–(ľŻÕľ2(b))Ņ…“‘√ųŌ‘«Ý∑÷≥ŲĺßĹÁ£¨“ļŌŗ∑÷≤ľ‘ŕĺßĹÁ…Ō£¨SiŌŗŅŇŃ£ĹŌő™ľĮ÷–∑÷≤ľ‘ŕĺßĹÁĹĽ≤śī¶°£∂Ýľ∑—Ļļů(ľŻÕľ5(c))ĶńőĘĻŘ◊ť÷Į÷–≤Ľń‹Ņī≥Ų√ųŌ‘Ķń“ļŌŗ£¨SiŅŇŃ£ĺý‘»∑÷≤ľ£¨≥ŖīÁ”…18.7 ¶Őmľű–°ő™15.7 ¶Őm°£ŇÁ…š≥ŃĽżĶńAl-27%SiļŌĹū÷–ĹÁ√śī¶īś‘ŕĹŌ∂ŗĶńŅ◊Ō∂°ĘŅ’őĽ”Ž‘”÷ ‘™ňō£¨ ĻĶ√ĹÁ√śī¶”ŕĶÕń‹◊īŐ¨£¨SiŌŗłŁ»›“◊‘ŕń‹ŃŅĹŌĶÕĶńĹÁ√śī¶őŲ≥Ų≥§īů[16-17]°£∂Ģīőľ”»»÷–Ī£ő¬“Ľ∂® Īľšļů£¨‘ŕGibbs-Thomas–ß”¶[18]Ķń◊ų”√Ō¬£¨ĺßŃ£ńŕ≤Ņ∑÷≤ľĶńSiŌŗŌŻ ߼ڒŖĪš–°£¨SiŌŗ‘ŕĹÁ√ś…Ō”»∆š «»ż≤śĺßĹÁī¶Ķń∑÷≤ľĹŌő™√‹ľĮ£¨“◊≥ŲŌ÷ľłłŲSiŌŗŅŇŃ£ĶńÕŇĺŘŌ÷Ōů°£‘ŕľ∑—ĻĪš–ő◊ų”√Ō¬£¨≤ĽÕ¨ĺßŃ£÷ģľšŌŗ∂‘‘ň∂Į£¨ÕŇĺŘĶńSiŅŇŃ£‘ŕŌŗ∂‘‘ň∂Į◊ų”√Ō¬∑÷…Ę≤Ęňś“ļŌŗŃų∂Į°£“Úīň£¨ľ∑—ĻļůĶńSiŌŗŅŇŃ£≥ŖīÁľű–°£¨∑÷≤ľłŁő™ĺý‘»°£
2.3 įŽĻŐŐ¨ľ∑—Ļļů ‘—ýĶń–‘ń‹ľįņ≠…ž∂ŌŅŕ∑÷őŲ
ŇÁ…š≥ŃĽż‘≠ ľ◊ť÷ĮĶńŌŗ∂‘√‹∂»‘ľő™90%£¨įŽĻŐŐ¨ľ∑—Ļļů£¨ ‘—ýĶńŌŗ∂‘√‹∂»√ųŌ‘ŐŠłŖ£¨īÔĶĹ97%~99.7%°£Õľ6ňý ĺő™ľ∑—ĻļůįŰ≤ńĶńŌŗ∂‘√‹∂»ňś∂Ģīőľ”»»Ī£ő¬ ĪľšĶńĪšĽĮ«ķŌŖ°£”…Õľ6Ņ…Ņī≥Ų£¨ňś◊ŇĪ£ő¬ Īľš—”≥§£¨ ‘—ý“ļŌŗŐŚĽż∑÷ ż‘Ųīů£¨ ‘—ýĶńŌŗ∂‘√‹∂»‘Ųīů°£ĶĪĪ£ő¬ Īľšő™8 min Ī£¨Ōŗ∂‘√‹∂»ĹŲ97.5%£¨∂ÝĶĪĪ£ő¬ Īľš—”≥§÷Ń14 min Ī£¨Ōŗ∂‘√‹∂»ń‹īÔĶĹ99.7%°£įŽĻŐŐ¨ľ∑—ĻĻż≥Ő∂‘ŇÁ…š≥ŃĽż ‘—ý÷–∑÷≤ľ‘ŕĺßĹÁ…ŌĶńŅ◊Ō∂”–ĹŌļ√ĶńŇŇ≥ż–ßĻŻ£¨Ķę”…”ŕįŽĻŐŐ¨ľ∑—ĻĶń—ĻѶĹŌ–°£¨≤Ę≤Ľń‹ŇŇ≥żĺßŃ£ńŕ≤ŅĶń…ŔŃŅŅ◊Ō∂°£“Úīň£¨ĺ≠įŽĻŐŐ¨ľ∑—Ļļů£¨ĺßĹÁ…Ō∑÷≤ľĶńŅ◊Ō∂ňś◊ŇĺßĹÁŃų∂ĮŇŇ≥Ų£¨∂ÝĺßŃ£ńŕ≤ŅĶń…ŔŃŅŅ◊Ō∂≤Ę≤Ľń‹”––ß»•≥ż£¨ ‘—ýőīń‹īÔĶĹÕÍ»ę÷¬√‹°£

Õľ6 Al-27%SiļŌĹūįŽĻŐŐ¨ľ∑—ĻļůĶńŌŗ∂‘√‹∂»
Fig. 6 Relative density of Al-27%Si alloy after semi-solid extrusion
Õľ7ňý ĺő™≤ĽÕ¨ ‘—ýĶńŅĻņ≠«Ņ∂»ļÕ…ž≥§¬ °£”…Õľ7Ņ…Ņī≥Ų£¨ĶĪ∂Ģīőľ”»»Ī£ő¬ Īľš–°”ŕ12 min Ī£¨ŅĻņ≠«Ņ∂»ļÕ…ž≥§¬ ňś◊ŇĪ£ő¬ ĪľšĶń—”≥§∂Ý‘Ųīů£¨∂ÝĶĪĪ£ő¬ Īľš—”≥§÷Ń14 min Ī£¨ŅĻņ≠«Ņ∂»ļÕ…ž≥§¬ ĹĶĶÕ°£ĶĪĪ£ő¬ Īľšő™12 min Ī£¨ŅĻņ≠«Ņ∂»īÔĶĹ◊ÓłŖ÷Ķ195 MPa£¨…ž≥§¬ īÔĶĹ6.7%°£–‹įģĽ™[19]Ķń—–ĺŅĪŪ√ų£¨įŽĻŐŐ¨≥…–őļů ‘—ýĶńѶ—ß–‘ń‹”ŽŌŗ∂‘√‹∂»ľį◊ť÷Įĺý‘»–‘”–Ļō°£ňś◊ŇĪ£ő¬ Īľš—”≥§£¨“ļŌŗŐŚĽż∑÷ żňś÷ģ‘Ųľ”£¨ ‘—ý÷–ĺßĹÁ…ŌĶń∆ÝŐŚłŁ»›“◊Ńų≥Ų£¨“Ú∂Ýń‹īÔĶĹłŁłŖĶńŌŗ∂‘√‹∂»°£ĶęĶĪ“ļŌŗŐŚĽż∑÷ żłŖ”ŕ“Ľ∂®≥Ő∂» Ī£¨‘ŕ∆ÝŐŚŇŇ≥ŲĶńÕ¨ Īįťňś◊Ň“ļŌŗĶńŃų≥Ų£¨ĽŠ‘ž≥… ‘—ýĶń≤Ľĺý‘»–‘£¨Ķľ÷¬ ‘—ýѶ—ß–‘ń‹Īš≤Ó°£

Õľ7 Al-27%SiļŌĹūįŽĻŐŐ¨ľ∑—ĻļůĶńŅĻņ≠«Ņ∂»ļÕ…ž≥§¬
Fig. 7 Tensile strength and elongation of semi-solid extrusion Al-27%Si alloy
Õľ8(a)ňý ĺő™‘ŕ600 °śŌ¬Ī£ő¬12 min ‘—ýņ≠…žļůĶń∂ŌŅŕ–ő√≤°£”…Õľ8(a)Ņ…Ņī≥Ų£¨SiŌŗŅŇŃ£ő™AlĽýŐŚňýįŁł≤£¨ĹŌ…Ŕ≥ŲŌ÷SiŌŗŅŇŃ£īŗ–‘∂ŌŃ—ŃŰŌ¬Ķń∂ŌŃ—√ś£¨∂ŌŃ—“‘»Õ–‘∂ŌŃ—ő™÷ų£¨∂ŌŅŕ≥ŲŌ÷īůŃŅ»Õő—°£Õľ8(b)ňý ĺő™‘ŕ600 °śŌ¬Ī£ő¬14 min ‘—ý“ļŌŗ«Ý”ÚĶń∂ŌŅŕ–ő√≤°£”…Õľ8(b)Ņ…Ņī≥Ų£¨∂ŌŅŕ»Õő—≥ŖīÁ–°«“«≥°£őšłŖĽ‘Ķ»[20]Ķń—–ĺŅĪŪ√ų£¨Ōŗ◊ť≥…ő™AlļÕSiŌŗĶńĻżĻ≤ĺßAl-SiļŌĹū£¨‘ŕ”¶Ń¶◊ų”√Ō¬£¨”≤īŗĶńSiŌŗŅŇŃ£ń—”ŕ–≠Õ¨ĽýŐŚĪš–ő£¨“◊‘ŕŃĹŌŗĹĽĹÁ√ś≤ķ…ķ”¶Ń¶ľĮ÷–£¨ī”∂Ý≤ķ…ķőĘŃ—ő∆≤ĘÕō’Ļ£¨Ķľ÷¬≤ńŃŌ ß–ß°£Õ¨“Ľ÷÷≤ńŃŌ‘ŕŌŗÕ¨Ķńņ≠…ž≤ő ż◊ų”√Ō¬∂ŌŅŕ»Õő—Ķńīů–°ļÕ…Ó∂»»°ĺŲ”ŕSiŌŗŅŇŃ£Ķń–ő◊ī°Ęīů–°ļÕ∑÷≤ľ°£ĺ≠600 °śĪ£ő¬12 minļů£¨ ‘—ý◊ť÷Į∑÷≤ľĺý‘»£¨ļŌĹū÷–ļ¨”–ĹŌő™ī÷īůĶńSiŌŗŅŇŃ£“‘ľįļÕĺßĹÁ…Ō“ļŌŗńżĻŐļůĶńŌł–°ĶńĻ≤ĺßSiŌŗŅŇŃ££¨“Úīň£¨∂ŌŅŕ»Õő—īů–°≤Ľ“Ľ°£∂Ýĺ≠600 °śĪ£ő¬14 minĶń ‘—ý÷–Ķń◊ť÷Į∑÷≤ľ≤Ľĺý‘»£¨įŰ≤ń÷––ń≥ŲŌ÷»ę≤ŅĶń“ļŌŗ£¨“ļŌŗńżĻŐļůSiŌŗŌł–°£¨“Úīň£¨ł√«Ý”Ú∂ŌŅŕ÷–Ķń»Õő—ĺý‘»Ōł–°°£

Õľ8 įŽĻŐŐ¨ľ∑—ĻAl-27%SiļŌĹūĶń∂ŌŅŕ–ő√≤
Fig. 8 Fracture surface morphologies of semi-solid extrusion Al-27%Si alloys
3 ĹŠ¬Ř
1) 600 °ś «Ī»ĹŌņŪŌŽĶń∂Ģīőľ”»»ő¬∂»£¨‘ŕ600 °śŌ¬Ī£ő¬10~12 min£¨ļŌĹū“ļŌŗŐŚĽż∑÷ ż ÷–£¨SiŌŗ≥ŖīÁŌŗ∂‘Ōł–°£¨–ő√≤ő™ĹŁ«Ú–ő£¨ ļŌ”ŕįŽĻŐŐ¨≥…–ő°£
2) ĺ≠600 °śĪ£ő¬10~12 minļů£¨ĹÝ––įŽĻŐŐ¨ľ∑—Ļń‹ŌŻ≥żŇÁ…š≥ŃĽżļŌĹūĺßŃ£ľšĶńŅ◊Ō∂£¨SiŌŗŅŇŃ£≥ŖīÁĪ»ľ∑—Ļ«įĶńľű–°£¨«“∑÷≤ľłŁľ”ĺý‘»°£
3) ‘ŕ600 °śŌ¬Ī£ő¬12 minļů£¨ľ∑—ĻļŌĹūĶńŌŗ∂‘√‹∂»īÔĶĹ99.5%£¨ŅĻņ≠«Ņ∂»īÔĶĹ195 MPa£¨…ž≥§¬ īÔĶĹ6.7%°£
REFERENCES
[1] JACOBSON D M, OGILVY A J W, LEATHAM A. A new light-weight electronic packaging technology based on spray-formed silicon-aluminum[C]// 2000 International Symposium on Advantage Packaging Materials. Georgia Braselton: IEEE Service Center, 2000: 295-299.
[2] YU Kun, LI Shao-jun, CHEN Li-san, ZHAO Wei-shang, LI Peng-fei. Microstructure characterization and thermal properties of hypereutectic Si-Al alloy for electronic packaging applications[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(6): 1412-1417.
[3] ’Ňľ√…Ĺ. –¬–ÕŇÁ…š≥…–ő«Š÷ °ĘłŖĶľ»»°ĘĶÕŇÚ’ÕSi-AlĶÁ◊”∑‚◊į≤ńŃŌ[J]. ≤ńŃŌĶľĪ®, 2002,16(9): 1-4.
ZHANG Ji-shan. New spray formed light weighted Si-Al electronic packaging materials with low thermal expansion and high heat conducting[J]. Materials Review, 2002, 16(9): 1-4.
[4] ŇŪ≥¨»ļ. ŇÁ…š≥…–őľľ ű[M]. ≥§…≥: ÷–ńŌīů—ß≥Ųįś…Á, 2004: 8-16.
PENG Chao-qun. Spray forming technology[M]. Changsha: Central South University press, 2004: 8-16.
[5] Ļ‹» Ļķ, ¬Ūőį√Ů. Ĺū ŰįŽĻŐŐ¨≥…–őņŪ¬Ř”Žľľ ű[M]. ĪĪĺ©: “ĪĹūĻ§“Ķ≥Ųįś…Á, 2005: 1-6.
GUAN Ren-guo, MA Wei-ming. Theory and technology of semi-solid metal forming[M]. Beijing: Metallurgical Industry Press, 2005: 1-6.
[6] LIU D, ATKINSON, JONES H V. Thermodynamic prediction of thixoformability in alloys based on the Al-Si-Cu and Al-Si-Cu-Mg systems[J]. Acta Materialia, 2005, 53: 3807-3819.
[7] PAES M, ZOQUI E J. Semi-solid behavior of new Al-Si-Mg alloys for thixoforming[J]. Materials Science and Engineering A, 2005, 406(1): 63-73.
[8] WARD P J, ATKINSON H V, ANDERSON P R G, ELIAS L G, GARCIA B, KAHLEN L, RODRIGUEZ-IBABE J-M. Semi-solid processing of novel MMCs based on hypereutectic aluminum-silicon alloys[J]. Acta Materialia, 1996, 44(5): 1717-1727.
[9] LEE J I, LEE H I, KIM M I. Formation of spherical primary silicon crystals during semi-solid processing of hypereutectic Al-15.5wt%Si alloy[J]. Scripta Metallurgica et Materialia, 1995, 32(12): 1945-1949.
[10] CHIANG C H, TSAO C Y A. Si coarsening of spray-formed high loading hypereutectic Al-Si alloys in the semisolid state[J]. Materials Science and Engineering A, 2005, 396(1): 263-270.
[11] ’Á◊” §, ’‘įģ√Ů, √ęőņ√Ů, “¶ ť∑ľ, ÷”—©”—, ∑ŽŃĘĺŁ, ∑‚ňō«Ř. ŇÁ…š≥ŃĽżAl-30Si◊ť÷Įľį∆šįŽĻŐŐ¨Ī£ő¬◊™ĪšĻś¬…[J]. ≤ńŃŌŅ∆—ß”ŽĻ§“’, 2001, 9(2): 162-166.
ZHEN Zi-sheng, ZHAO Ai-ming, MAO Wei-ming, YAO Shu-fang, ZHONG Xue-you, FENG Li-jun, FENG Su-qin. Microstructure of spray deposited Al-30Si alloy and its evolution during semi-solid holding[M]. Materials Science and Technology, 2001, 9(2): 162-166.
[12] CUI C, SCHULZ A, SCHIMANSKI K, ZOCH H W. Spray forming of hypereutectic Al-Si alloys[J]. Journal of Materials Processing Technology, 2009, 209(3): 5220-5228.
[13] VANDRAGER B L, PHARR G M. Compressive creep of copper containing a liquid bismuth intergranular phase[J]. Acta Metallurgica, 1989, 37(4): 1057-1066.
[14] SONG Xi-gui, BIAN Xiu-fang, ZHANG Jing-xiang, ZHANG Jie. Temperature-dependent viscosities of eutectic Al-Si alloys modified with Sr and P[J]. Journal of Alloys and Compounds, 2009, 479(1/2): 670-673.
[15] Ő∑Őž∂ų, ¬ůĪĺőű, ∂°Ľ›Ľ™. ĽĮĻ§‘≠ņŪ[M]. ĪĪĺ©: ĽĮ—ßĻ§“Ķ≥Ųįś…Á, 1984: 363.
TAN Tian-en, MAI Ben-xi, DING Hui-hua. Principles of chemical engineering[M]. Beijing: Chemical Industry Press, 1984: 363.
[16] őų‘ůŐ©∂Ģ. őĘĻŘ◊ť÷Į»»Ń¶—ß[M]. ļ¬ Ņ√ų, “Ž. ĪĪĺ©: ĽĮ—ßĻ§“Ķ≥Ųįś…Á, 2006: 150-187.
NISHIZAWA Y. Microstructure thermodynamics[M]. HAO Shi-ming, transl. Beijing: Chemical Industry Press, 2006: 150-187.
[17] BRECHET Y J M. The role of the triple line in solid-state microstructural evolutions: Interplay with interfaces and consequences on instabilities and pattern selection[J]. Scripta Materialia, 2010, 62(3): 910-913.
[18] ∑Ž ∂ň. Ĺū ŰőÔņŪ—ß(Ķŕ∂ĢĺŪ)[M]. ĪĪĺ©: Ņ∆—ß≥Ųįś…Á, 1990: 150-157.
FENG Duan. Metal physics (volume 2)[M]. Beijing: Science Press, 1990: 150-157.
[19] –‹įģĽ™. √ĺļŌĹūįŽĻŐŐ¨ľ∑—Ļ≥…–ő–‘ń‹ľįńżĻŐ◊ť÷Į—–ĺŅ[D]. őųį≤: őųį≤ņŪĻ§īů—ß, 2005: 42-50.
XIONG Ai-hua. Study on forming capability and solidified microstructures of magnesium alloy by extrusion in the semi-solid[D]. Xi°Įan: Xi°Įan University of Technology, 2005: 42-50.
[20] őšłŖĽ‘, –ř◊”—Ô, ňÔ∂ęŃĘ, ’Ň «Ņ, ňő√ņĽŘ. Ľ∑Ī£–ÕĶÁ◊”∑‚◊į”√Sip/AlłīļŌ≤ńŃŌ–‘ń‹—–ĺŅ[J]. ≤ńŃŌŅ∆—ß”ŽĻ§“’, 2006, 14(3): 244-250.
WU Gao-hui, XIU Zi-yang, SUN Dong-li, ZHANG Qiang, SONG Mei-hui. Study on properties of the environmental friendly Sip/Al composites for electronic packaging applications[J]. Material Science and Technology, 2006, 14(3): 244-250.
(Īŗľ≠ ņÓ—řļž)
ĽýĹūŌÓńŅ£ļĻķľ“ĺŁ∆∑ŇšŐ◊ŌÓńŅ(JPPT-125-GH-039)
’łŚ»’∆ŕ£ļ2013-08-27£Ľ–ř∂©»’∆ŕ£ļ2014-01-10
Õ®–Ň◊ų’Ŗ£ļÕű»’≥ű£¨ĹŐ ŕ£¨≤© Ņ£ĽĶÁĽį£ļ0731-88836638£ĽE-mail: wrc910103@163.com

