������ʱ��: 2017-06-19 16:13
ϡ�н��� 2018,42(04),344-349 DOI:10.13373/j.cnki.cjrm.xy17020004
����5A70���Ͻ�������ȴ�������
���� ���ع� ��˴Ң ������ ������ ���d
�����Ƽ���ѧ��е����ѧԺ
�����ջ������Ƽ�����˾
ժ Ҫ��
���ŵ������պ�����ҵ�ķ��ٷ�չ, �ṹ������������Ƚ��ij������켼���õ��˹㷺Ӧ�á����Ͻ����Գ����Ƿ������ṹ�����������һ����Ҫ����֧�š������о�������Ϊ93.3%������5A70���Ͻ�����ĵ��ٽᾧ�ȴ������ա����ù�ѧ���� (optical microscope, OM) �����ӱ�ɢ������ (electron backscatter diffraction, EBSD) �Ͳ���Ӳ�� (Brinell hardness, HBS) ���ֶ�, �����˲�ͬ�ȴ���ʱ�� (t) ���ȴ����¶� (T) ����ٽᾧ���̵�Ӱ�졣�������, ����5A70���Ͻ𱡰����ȴ���ʱ��Ϊ60 minʱ�ٽᾧ��ʼ�¶�Ϊ240��, ������ȫ�ٽᾧ�¶�Ϊ260�档����ȴ����¶�Ϊ340��ʱ, ��10 min������ȫ�ٽᾧ, ���ű���ʱ����ӳ�, ��ȫ�ٽᾧ��ľ����ߴ������Գ�����������ѡ��, �ȴ����¶�340�桢����ʱ��60 min�������Ϊ������������ȴ����ƶȡ�ͨ�����ȴ����ƶ��Ʊ���ĵ�ƽ�������ߴ�Ϊ10��m, �������ܹ��ﵽ309.5%��
�ؼ��ʣ�
����;5A70���Ͻ�;�ȴ���;�����Գ���;
��ͼ����ţ� TG166.3
����飺���� (1989-) , ��, ����������, ��ʿ�о���, �о�����:���Ͻ�ij��ܳ���/��ɢ����;E-mail:lishengsir@163.com;;���ع�, ������;�绰:13810596811;E-mail:jsy_white@163.com;
�ո����ڣ�2017-02-06
����������Ȼ��ѧ�����ص������Ŀ (U1564202) ����;
Heat Treatment Process of Cold Rolled 5A70 Aluminum Alloy Superplastic Sheet
Li Sheng Huang Zhongguo Jin Shunyao Wang Baoyu Liu Xinqin Lei Kun
School of Mechanical Engineering, University of Science and Technology Beijing
Beijing Puhuisanhang Technology Co., Ltd.
Abstract��
With the rapid development of contemporary aerospace industry, structural lightweight design and advanced forming manufacturing technology has been widely used.The superplastic forming of aluminum alloy is an important technical support in the lightweight design of the aircraft structure.In this paper, the recrystallization heat treatment process of cold rolled 5 A70 aluminum alloy superplastic sheet with deformation of 93.3% was studied.The effects of different heat treatment time (t) and heat treatment temperature (T) on the microstructure and mechanical properties of the plate were investigated by means of optical microscope (OM) , electron backscatter diffraction (EBSD) and Brinell hardness (HBS) crystallization process.The initial recrystallization temperature of cold rolled 5 A70 aluminum alloy sheet was 240 �� and the complete recrystallization temperature was 260 ��, when the heat treatment time was 60 min.While the heat treatment temperature was 340 ��, the recrystallization occurred completely at 10 min.With the prolonging of the holding time, the grain size after recrystallization had no obvious growth.The heat treatment temperature was 340 ��, the holding time was 60 min, and the quenching treatment was finally selected as the heat treatment system of the cold rolled sheet.The average grain size of the sheet prepared by this heat treatment system was 10 ��m, and the superplasticity could reach 309.5%.
Keyword��
cold rolling; 5A70 aluminum alloy; heat treatment; superplastic forming (SPF) ;
Received�� 2017-02-06
�����ҹ��Ƚ���������ҵ�ķ��ٷ�չ, �����Գ��μ����ڽṹ������, ���θ��ӡ������������չװ�����������ȷ���õ��㷺��Ӧ��[1,2,3,4]�����Ͻ������С���ܶ� (2.7 g��cm-3) ���ϸߵ�ǿ�ȡ����õĿ���ʴ���ܺ��ӹ����ŵ㱸�ܹ�ע����������20����60����Ϳ�չ�����Ͻ����Գ��μ������о�, �����Գ��ε����Ͻ�ṹ�����ں��պ�������õ��˴���Ӧ��, ����F-15ս�������Ȱ塢������ܲ��ŵȵ�[5]�����ڶ������Ͻ������о�����, ��Щ����, �Ѿ���ѧ��Χ��2A12, 5083, 7A02�ȸ�ǿ�����Ͻ�ij�����չ��������о�����[6,7,8,9]��������5A70���Ͻ��ĵ��ȴ����о����䳬���Ա������١�
Ϊ��þ������ó����Ե�5A70���Ͻ���, ��������ƴ������ٽᾧ�ȴ������Ϸ���, ���ջ��ϸС���ᾧ���İ���Ը��Ƴ������ܡ�����ּ��̽�����ư�ĵ��ȴ�������, �Ի�����㹤ҵ����Ҫ���5A70���Ͻ�����ġ�
1 ʵ��
1.1 ����
ʵ����ϲ���������ҵ (����) ����˾������5A70���Ͻ�2 mm���� (���Ϣ�) ��5A70���Ͻ�30 mm��� (���Ϣ�) �����ƺ�����ԭ��Al-Mgϵ���Ͻ�Ļ����ϸĽ�����, ��ѧ�ɷּ���1��
Al-Mgϵ���Ͻ��Ƿ������Ͻ�, ��ʴ��ǿ, ����ǿ��ˮ��Һ��ʴ���෨��ȷ�����ع۲����, ���, ���õ��ӱ�ɢ�����䷽�� (EBSD) �Ծ����ijߴ���з���[10]����ʵ���ò��Ϣ����Ͻ���ʹ�����ˮ��Һ��ʴ����������֯������, �����ͼ1��ʾ, �����ȼ��ж�Ϊ6��, ��Ӧ��ƽ�������ߴ�Ϊ44.9��m��
��ʵ���ò��Ϣ����Ͻ��IJ���EBSD��������֯���������Ͳ��Ϣ�ʴ������жԱ�, ���Ϣ�����֯������������������ڹ۲���ͼ2��ʾ, �����ȼ��ж�Ϊ4.5~4.0��, ƽ�������ߴ�Ϊ81.2��m�����ְ�ľ����ߴ綼��Խϴ�, ������о���ϸ���������ϸС������֯, �Ӷ��������а�ij������Ի�����㹤ҵ�������Ҫ��[11]��
��1 5A70���Ͻ�Ļ�ѧ���Table 1 5A70 aluminum alloy chemical composition (%, mass fraction) ����ԭͼ
��1 5A70���Ͻ�Ļ�ѧ���Table 1 5A70 aluminum alloy chemical composition (%, mass fraction)

ͼ1 5A70���Ͻ���Ϣ�����֯���Fig.1 Microstructure result of 5A70 aluminum alloy Material��
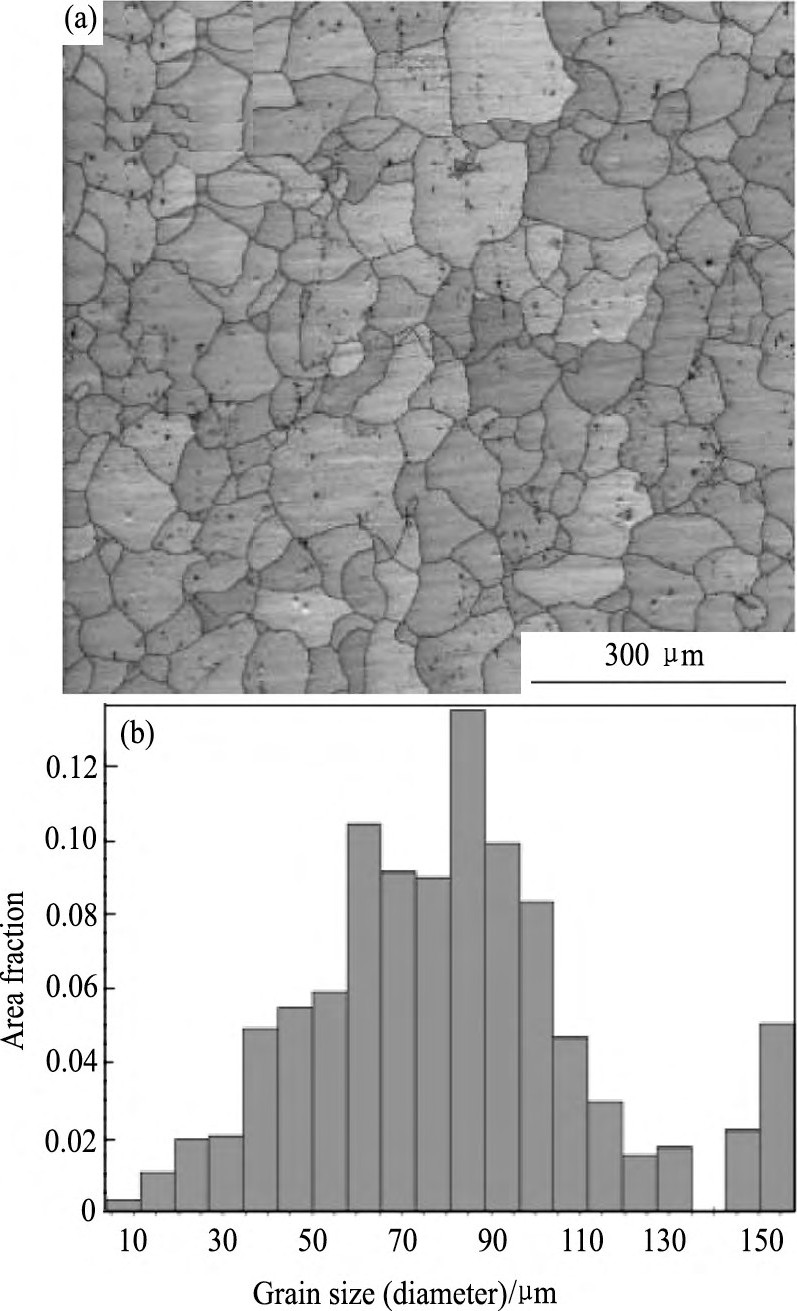
ͼ2 5A70���Ͻ���Ϣ�EBSD���Fig.2 EBSD result of 5A70 aluminum alloy Material�� (a) Grain structure; (b) Grain size (diameter)
1.2 ����
���Ϣ�ֱ���������г���������;���Ϣ����ǰ�����ƺ��ȴ���, Ȼ���������г��������顣ͨ�������Խ���Աȷ���, ��֤��������ٽᾧ�ȴ������յĿ����Ժͺ����ԡ�
���Ϣ���е�����������ʵ�顣�ۺ�Ŀǰ�о��ɹ�[12,13,14,15], ʵ����Ӧ������ȡֵΪ6) ��=1.0��10-3s-1, ʵ���¶�ȡֵΪ450~550�档
���Ϣ�������ƴ������ٽᾧ�ȴ�����������ʵ�顣��MCC-SFRE�豸�Ͻ�������, ��������ʩ�ӵ�ѹ��ʹ��巢�����Ա���, ����12����������ÿ���ε�ѹ����������20%~30%, ���2 mm���;�����ƺ�İ���ڱ���ʱ��Ϊ60 min�����½����˱����¶�Ϊ220, 240, 260, 280, 300, 320, 340��360�����ȴ���;�ڱ����¶�Ϊ340�������½����˱���ʱ��10, 20, 30, 40��50 min����ȴ������о��˲�ͬ�ȴ����¶ȺͲ�ͬ����ʱ������ư���ٽᾧ��֯��Ӱ�졣ͨ��EBSD���������ջ�þ������ϸС��2 mm�����ȴ����ƶȡ�
�о����Ϣ����ƴ�����İ�ĶԱ�����֯���ٽᾧ���, �ۺϲ��Ϣ�ʵ�������з���, ѡ������Ӧ������Ϊ6) ��=1.0��10-3s-1, ʵ���¶�Ϊ490��������¶Բ��Ϣ��Ʊ���Ľ��г���������ʵ�顣
2 ���������
2.1 ���Ϣ��������
ͼ3Ϊ���Ϣ���ͬһӦ�����ʺͲ�ͬ��ʵ���¶��°�ij���������ʵ��������ͼ3�п��Կ���, ���Ϣ���ʵ���¶�������������ֵ����������С, �����¶ȶԳ�����Ӱ���һ�����;��450~550�淶Χ��, ���������ʽ��Ϊ78%~92%;��ʵ���¶�Ϊ490��ʱ�������������92%���������ڲ��Ϣ�ľ����ִ�, �������ºϽ߱�������, �������������ʽϲ�, �������㸴�ӡ������������Ҫ��
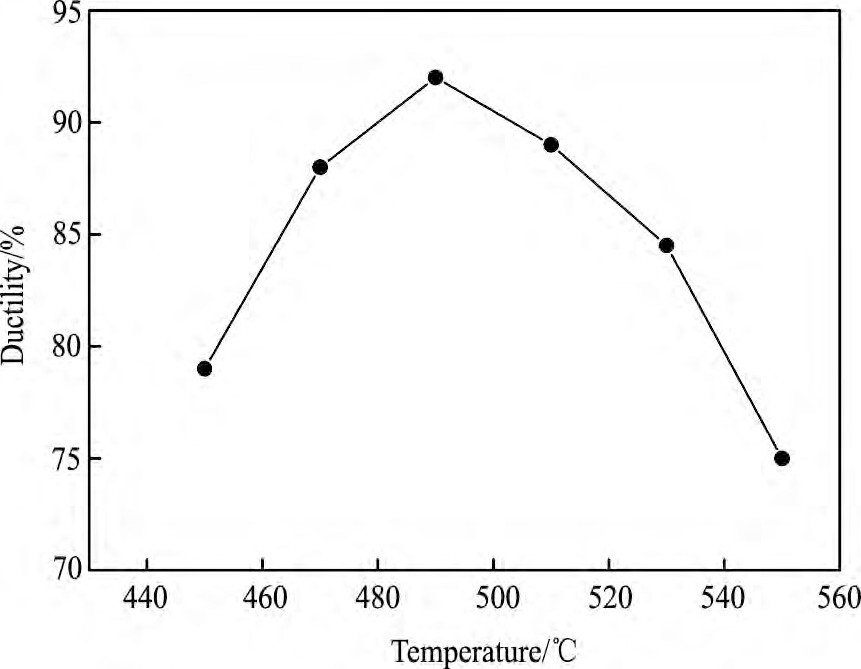
ͼ3 Ӧ������Ϊ6) ��=1.0��10-3s-1, ��ͬ�����¶��²��Ϣ����Խ��Fig.3Effect of different temperatures on superplastic results of Material��with train rate6) ��=1.0��10-3s-1
������֪[16-19], ����ϸ���Ǹ��Ƴ����ԵĹؼ�����, ϸ�����������м�ѹϸ��������ϸ��������ϸ�����Ⱦ��Ǽ�ѹ���ȱ��δ���ϸ����, �Լ���������е����ϸ����, ��ѧϸ�����ȡ�ϸ�������Ʊ�ϸ��������ĴӶ���������5A70���Ͻ��ij����������ʡ�
2.2 ���Ϣ��������
��������IJ��Ϣ�����ٽᾧ�ȴ���ϸ������, ��֯�ߴ�ԽС, ���ϵij�����Խ��[20]�����ƺ�����֯���ڷ�����ѹ������黯, ����ڲ��洢�˴����IJ���Ӧ���ͻ�����, Ϊ�����ٽᾧ�ȴ���������������
2.2.1 �ȴ����¶ȶ��ٽᾧ��������
���Ϣ����ƺ��Ľ����ٽᾧ�ȴ���, �ο��������[8], ���Ʊ��κ�İ�Ľ����ȴ���ȡ����ʱ��Ϊ60 min, �ȴ����¶�Ϊ220, 240, 260, 280, 300, 320, 340��360�档���ȴ������֮��İ������λ��ȡ��, ��ȡ��ֱ�����Ʒ������EBSD������, �����ͼ4��ʾ��
��ͼ4������֪, ���ȴ����¶�Ϊ220~240��ʱ�Ա�����֯Ϊ��, ��֯�����ظ������ȴ����¶�Ϊ260~280��ʱ������֯����������ٽᾧ, ��֯�г��ִ������ᾧ�������ٽᾧ�ȴ����¶Ƚ�һ������, �ڱ���60 minʱ������֯�ܹ�������ȫ�ٽᾧ;�����ȴ����¶ȵ�����, ������ȫ�ٽᾧ����֯�����ߴ������Ա仯����֪, �ñ�����֯������ȫ�ٽᾧ���¶�Ϊ260�档
2.2.2 �ȴ���ʱ����ٽᾧ��������
Ϊ���о��ȴ���ʱ�����������ٽᾧ���̵�Ӱ��, ����ѡȡ������֯�ܹ�������ȫ�ٽᾧ�ȴ����¶�340��, �ֱ�ѡȡ��ͬʱ��10, 20, 30, 40��50min���д���ȴ��������ȴ������֮��İ������λ��ȡ��, ��ȡ��ֱ�����Ʒ������EBSD������, �����ͼ5��ʾ��
��ͼ5������֪, �ȴ����¶�Ϊ340��, ʱ��Ϊ10 minʱ���ܷ����ٽᾧ, �����ȴ���ʱ����Խ϶�, �ٽᾧ��֯�д��������ظ����ȴ����¶�һ��ʱ, �����ȴ���ʱ�������������֯������ȫ�ٽᾧ, ���Ҿ����ijߴ��С�����Ա仯��

ͼ4 �ȴ���ʱ��Ϊ60 min, ��ͬ�����¶��²��Ϣ��EBSD���Fig.4 EBSD results of Material��obtained at different temperatures with heat treatment time of 60 min
(a) 220��; (b) 240��; (c) 260��; (d) 280��; (e) 300��; (f) 320��; (g) 340��; (h) 360��
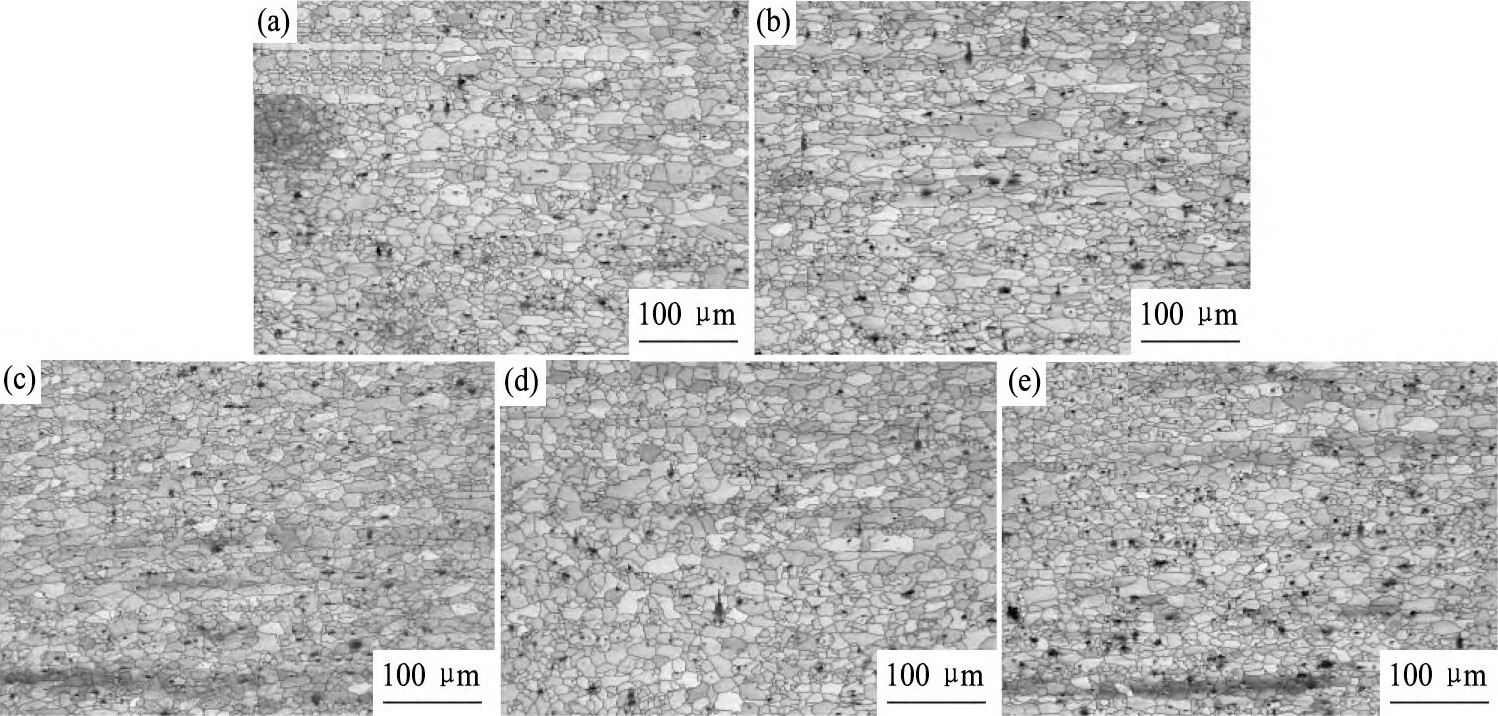
ͼ5 �ȴ����¶�Ϊ340��ʱ, ��ͬ����ʱ���²��Ϣ��EBSD���Fig.5 EBSD results of Material��obtained at different time with heat treatment temperature of 340��
(a) 10 min; (b) 20 min; (c) 30 min; (d) 40 min; (e) 50 min
�������ٽᾧ�¶Ⱥ�ʱ��������:��ѡ���ٽᾧ�¶�340������ٽᾧ��ʼ�¶�240��ʱ, 10~20 min���ܹ�������ȫ�ٽᾧ��
2.2.3 �ٽᾧ��ij�����ʵ��
ͨ����������, Ϊ�˻�ø������Բ����С, �ڲ�Ӧ���������ܵõ���ȫ�ͷŵ�ϸС����������ѡ���ȴ����¶�Ϊ340��, ����60 min, �����Ϊ�����������°���ȴ����ƶȡ���EBSD���������µľ�����Сƽ��ֵΪ10��m, ��ͼ4 (g) ��ʾ, �����ߴ�ֲ���ͼ6��ʾ��
�Ʊ���������������, ��Ӧ������Ϊ6) ��=1.0��10-3s-1, �¶�Ϊ490���½��г��������顣���Ϣ��Ʊ�����ܹ�������������309.5%, ����ͼ7��ʾ��
�ۺ�����5A70���Ͻ���Ϣ�Ͳ��Ϣ�ʵ�����Աȷ���, ���������������Ӧ���ٽᾧ�ȴ��������ƶ�, ��֯�����õ�ϸ��, ��ĵij�������ͬʱ�õ����ơ������������ʴӲ��Ϣ��Ϊ92%��ߵ����Ϣ��Ʊ���ĵ�309.5%���������ܵõ��˽ϴ��������
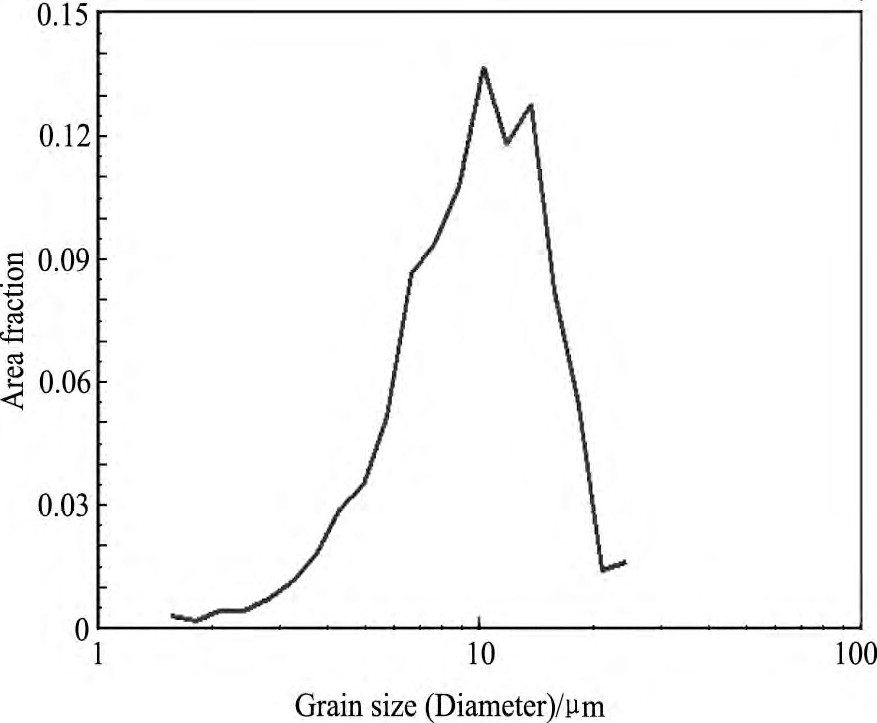
ͼ6 �ȴ����¶�Ϊ340��, ����ʱ��Ϊ60 min��EBSD���Fig.6 EBSD result with heat treatment temperature of 340��and holding time of 60 min
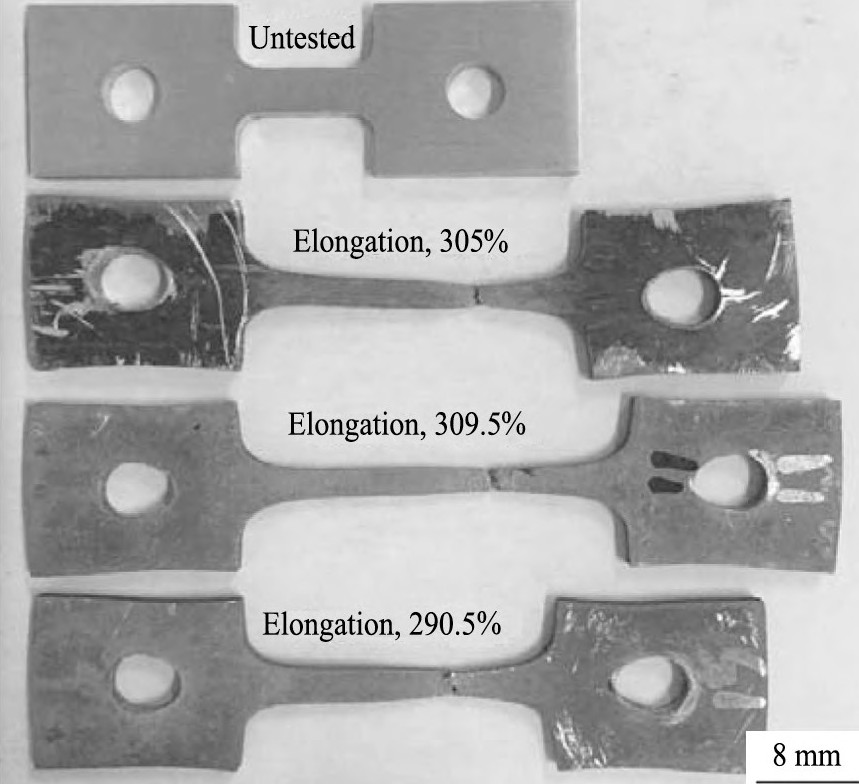
ͼ7 ���Ϣ��Ʊ���ij���������ʵ����Fig.7 Results of superplastic tensile test of sheet made by Ma-terial��
3 ����
ͨ����5A70���Ͻ���������Ƽ��ٽᾧ�ȴ���, �о��˳�����ĵ�ϸ�����ȴ�������, ���ջ�����µĽ���:
1.�������������Ʊ�5A70���Ͻ�2 mm����, 240��ʱ��ʼ�����ٽᾧ��������������֯, 260��ʱ�ٽᾧ�γɴ�������ᾧ��, 300��ʱ������֯��ʧ, ������ȫ�ٽᾧ��
2.���ƺ����ٽᾧ�ȴ����¶�Ϊ340��ʱ, ����ʱ��Ϊ10 minʱ�ܹ�������ȫ�ٽᾧ;������ʱ����ӳ���10~60 min, �����ȵȼ�û�з����ı䡣
3.30 mm��5A70���Ͻ���������������ȴ����ƶ�:�����¶�Ϊ340�桢����ʱ��Ϊ60 min��մ������
4.�������Ľ��д���ȴ���, ������81.2��mϸ����10��m;��ĵij������ܴ�ԭ����92%��ߵ�309.5%��
�����
[1] Yu W X, Li M Q, Hu Y Q.Superplasticity and application of superplastic forming/diffusion bonding technology[J].Materials Review:Review, 2009, 23 (6) :8. (������, ��ɭȪ, ��һ��.���ϳ����Ժͳ��ܳ���/��ɢ���Ӽ�����Ӧ��[J].���ϵ���, ����ƪ, 2009.23 (6) :8.)
[2] Luo Y B.Research on the Superplasticity and Advanced Superplastic Forming of Light Alloy[D].Shanghai:Shanghai Jiaotong University, 2007.1. (��Ӧ��.��Ͻ����Ա��λ�������ι����о�[D].�Ϻ�:�Ϻ���ͨ��ѧ, 2007.1.)
[3] Wang T, Yin Z M.Status and development of ultrahigh strength aluminum alloys[J].Chinese Journal of Rare Metals, 2006, 30 (2) :197. (����, ��־��.��ǿ�������Ͻ���о���״�ͷ�չ����[J].ϡ�н���, 2006, 30 (2) :197.)
[4] Javier Bonet, Antonio Gil, Richard D Wood, Rajab Said, Richard V Curtis.Simulating superplastic forming[J].Computer Methods in Applied Mechanics and Engineering, 2006, 195 (48-49) :6580.
[5] AVIC Beijing Institute of Aeronautical Materials.Materials Technology of Aeronautics[M].Beijing:Aviation Industry Press, 2013.132. (�������ղ����о�Ժ.���ղ��ϼ���[M].����:���չ�ҵ������, 2013.132.)
[6] Miao J Y.Research on Superplastic Forming of 5083Aluminum Alloy[D].Nanjing:Nanjing University of Aeronautics and Astronautics, 2008.12. (�罨ܿ.5083���Ͻ�ij������о�[D].�Ͼ�:�Ͼ����պ����ѧ, 2008.12.)
[7] Otegi N, Galdos L, Hurtado I, Leen S B.Analysis of the capabilities of a hyperbolic constitutive equation forAl-5083 superplastic aluminium alloy[J].AIP Conference Proceedings, 2011, 1353 (1) :1574.
[8] Garc��a-Bernal M A, Mishra R S, Verma R, Hern��ndezSilva D.Influence of friction stir processing tool design on microstructure and superplastic behavior of Al-Mg alloys[J].Materials Science&Engineering A, 2016, 670:9.
[9] Mikhaylovskaya A V, Yakovtseva O A, Golovin I S, Pozdniakov A V, Portnoy V K.Superplastic deformation mechanisms in fine-grained Al-Mg based alloys[J].Materials Science&Engineering A, 2015, 627:31.
[10] Yang Q Y, Deng Z H, Zhang Z Q, Liu Q, Jia Z H, Huang G J.Effects of strain rate on flow stress behavior and dynamic recrystallization mechanism of Al-ZnMg-Cu aluminum alloy during hot deformation[J].Materials Science&Engineering A, 2016, 662:204.
[11] Lin Z R.Principle and Application of Metal Superplastic Forming[M].Beijing:Aviation Industry Press, 1990.4. (������.���������Գ���ԭ����Ӧ��[M].����:���չ�ҵ������, 1990.4.)
[12] Verma R, Ghosh A K, Kim S, Kim C.Grain refinement and superplasticity in 5083 Al[J].Materials Science and Engineering, 1995, 191 (s1-2) :143.
[13] Wu Horngyu.Influence of strain rates and strain states on the formability of a superplastic 8090 aluminum alloy[J].Journal of Materials Processing Technology, 2000, 101:76.
[14] Kaibyshev R, Musin F, Avtokratova E, Motohashi Y.Grain refinement and superplasticity in 5083 Al[J].Materials Science and Engineering A, 2005, 392:373.
[15] Fu M J, Xu H Y, Shao J, Han X Q.Superplastic deformation behavior of TNW700 titanium alloy sheet[J].Chinese Journal of Rare Metals, 2016, 40 (1) :1. (������, ����Ԫ, �۽�, ����ȫ.TNW 700 g�����ѺϽ��ij��ܱ�����Ϊ�о�[J].ϡ�н���, 2016, 40 (1) :1.)
[16] Huo W T, Shi J T, Hou L G, Zhang J S.An improved thermo-mechanical treatment of high-strength Al-Zn-MgCu alloy for effective grain refinement and ductility modification[J].Journal of Materials Processing Technology, 2017, 239:303.
[17] Chrominski W, Olejnik L, Rosochowski A, Lewandowska M.Grain refinement in technically pure aluminium plates using incremental ECAP processing[J].Materials Science&Engineering A, 2015, 636:172.
[18] Sun H B, Zuo X R, Zhong Z G, Cui H C.Study situation and progress of grain refinement method in aluminium alloys[J].Hot Working Technology, 2005, (12) :71. (�ﺣ��, ������, ��־��, ����.���Ͻ���ϸ���������о���״�����¶���[J].�ȼӹ�����, 2005, (12) :71.)
[19] Liu Z H, Chen L W, Xi J, Shi Q N.Dislocation refinement mechanism of high stacking fault energy 7003Al alloy during ECAP deformation[J].Rare Metal Materials and Engineering, 2013, 42 (7) :1407. (����, ����ά, ϯ��, ʷ����.�߲����7003���Ͻ�ECAP����ϸ��λ�������о�[J].ϡ�н��������빤��, 2013, 42 (7) :1407.)
[20] Wan J L, Sun X J, Gu J L, Chen N P.Research on continuous dynamic recrystallization in hot torsion of AlCu-Mg-Zn-Cr alloy[J].Acta Metallurgica Sinica, 1999, 35 (10) :1031. (�����, ���¾�, �˼���, ����ƽ.Al-Cu-Mg-ZnCr�Ͻ���Ťת������������̬�ٽᾧ����[J].����ѧ��, 1999, 35 (10) :1031.)

