���±��: 1004-0609(2005)02-0259-05
ͭ�Ͻ�ֱ�����������ع����Ľ��������켰����
����, ����֮, ��ʿƽ, �����, �� ��
(������������ѧ ���Ͽ�ѧ�빤��ѧԺ, ������ 150040)
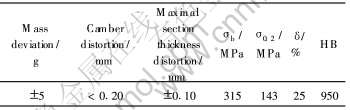
ժ Ҫ: ���ý��������첢��ͭ�Ͻ���Ͻ��л�������ͼ���, ȷ����ֱ�����������ع��������칤�ձ߽����; ����CAD�����칤�ղ��������칤�շ���������ֵģ�⡣ �������: �������������ͭ�Ͻ��ܶȴﵽ�����ܶȵ�99.91%�� ������ģ������͵�ͭ�Ͻ�ֱ�����������ع����������Ҫ��: ��������ͺ�ֱ�������ع���������ƫ��Ϊ��5g, �������С��0.2mm, ��������ƫ��Ϊ��0.1mm�� �������ֱ�����������ع�������ѧ����Ϊ: ��b=315MPa, ��0.2=143MPa, ��=25%, HB=950��
�ؼ���: ͭ�Ͻ�; ֱ�����������ع���; ���������� ��ͼ�����: V214; TG249.3
���ױ�ʶ��: A
Permanent-mold casting and foundry technique for helicopter rotor counterbalance component of copper alloy
LIU Zhao-jing, REN Shan-zhi, WU Shi-ping, LI Feng-zhen, ZUO Feng
(College of Materials Science and Engineering,
Harbin University of Science and Technology, Harbin 150040, China)
Abstract: According to the basic test and calculation for copper alloy by permanent-mold casting, foundry technique parameters of the rotor counterbalance component of helicopter were stated. The foundry technique parameters and programs were numerically simulated through CAD. The results show that the copper alloy density by permanent-mold casting attains 99.91% of theory density. The permanent-mold casting for the rotor counterbalance component of copper alloy can satisfy the requirements of design, i.e. the deviation is ��5g, the camber distortion is less than 0.20mm and the maximal section thickness distortion is ��0.10mm. The mechanical properties of the rotor counterbalance component are: ��b=315MPa, ��0.2=143MPa, ��=25% and HB=950.
Key words: copper alloy; helicopter rotor counterbalance component; permanent-mold casting
���չ�ҵ�Թ��õķ�չ�����ش�Ĵٽ����ƶ�����, �����������������Ǻ��չ�ҵ����ˮƽ����Ҫ��־�� ���Ǹ��¼������ۺϺͽᾧ[1], �䷢չ�ڸ���ҵ��Ӧ�������ȵĵ�λ[2, 3]�� ֱ���������ķ�չ�������������졢 �Ƚ����켼����ʵ�û���Ӧ��ˮƽ�IJ�������ܲ��ɷ�[4-6]�� ������ֱ��������Ҫ��ɲ���, ���������ķ�չʼ�մ���ֱ��������������ǰԵ, ����������ÿ�ν�������ֱ���������˿�Խʽ�ķ�չ[7, 8], ������Ƕ������������ع���������Ҫ��Խ��Խ�ߡ� �������ع�������ͨ���������, ���Ƕ���ɷ֡� ��ѧ���ܡ� �ߴ羫�ȡ� ����ƫ��ȼ���Ҫ��Ϊ�ϸ�, �������������������˺ܶ��Ѷȡ�
��������ͨ����ֱ�����������������ع��������۷�����ʵ��Ƚ�, ѡ�û�ͭ�Ͻ�Ϊԭ�ϲ����ý��������켼���Ʊ�[9-11]ֱ�����������ع����� �ڶԲ��Ͻ���ʵ��ͼ���Ļ�����, ȷ��ֱ�����������ع���������͵ı߽�����; ��������CAD��ֱ�����������ع��������칤�ղ��������칤�շ���������ֵģ��, �پ���ʵ�ʽ�ע��֤��ȷ�����칤�շ���; �������������ܽ��в��ԡ�
1 ����ģ�͵�ȷ��������ͭ�Ͻ���ԭ����
1.1 ����ģ�͵�ȷ��
����ֱ�����������ع����ı��������� �ߴ羫��Ҫ���ϸ�, �ʲ���ɰ���������Ա�֤����Ҫ��; ������ģ����������Ȼ���������� �ߴ羫��������Ҫ��, ������������Ҫ�����Դﵽ����ָ�ꡣ ������ͷ����Ƚ�, ���ý���������[9]��Ϊ���ʡ�
������������ص���: ���������Ϻ�, �ڱ�֤�����ĸ߳ߴ羫��Ҫ���ǰ����, �ܼ����������ɵIJ���; ������ȴ�ٶȿ�, �������������ѧ����, ������ֱ�����������ع����ļ���Ҫ��; ���ҽ���������ɽ��������ɱ�, ������������, ������Ⱦ���ܺġ�
1.2 ͭ�Ͻ���ԭ���ϼ��ܶ�
ѡ��ҵ�õ��ͭ�� ��ҵ�ô�п���� ��ҵ�ô�Ǧ������ҵ�ô�����ԭ������������ͭ�Ͻ� ��ѡ��ԭ���ϵĻ�ѧ�ɷּ���1��
��1 ԭ���ϵĻ�ѧ�ɷ�
Table 1 Chemical composition of material (mass fraction, %)
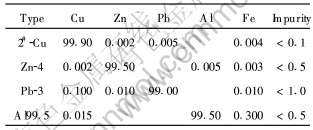
ԭ���Ͼ������ڽ������н�ע��, ��������ͬλ��ȡ�����в��ϵ��ܶȲⶨ�� ���Խ��: ��Ե����Ϊ8.495g/cm3; ���IJ���Ϊ8.489g/cm3; ������Ϊ8.492g/cm3; ��Ǧ��ͭ�������ܶ�[12]Ϊ: 8.500g/cm3��
���Խ������, ���ý����������ͭ�Ͻ��������ܶȴﵽ�����ܶȵ�99.91%, �ڲ������ס� ���ɵ�����ȱ�ݾ������ڽ�С�ķ�Χ��, �������������ع����ļ���Ҫ��
2 ���콽ע������ѡ��
ֱ�����������ع��������췽������������: һ������ʽ��ע, ��ð�����ڶ��������(��ͼ1��ʾ); �ڶ�������ʽ��ע, ���ڲ��÷�϶���ڻ��϶�ӵ�ע(��ͼ2��ʾ)��
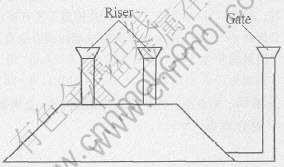
ͼ1 �Խ����շ���ʾ��ͼ
Fig.1 Scheme of horizontal pouring program
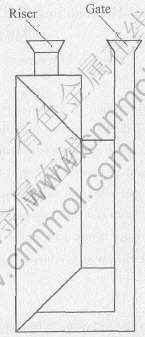
ͼ2 �������շ���ʾ��ͼ
Fig.2 Scheme of vertical pouring program
��ʵ�鼰��������:
1) �Խ����ڽ�ע����, �������������� ȥ��������, ���ڲ�������ȱ��; �����Խ�ע���Ͳ���, ������������ ȥ���Ͳ���, ���ײ�������ȱ�ݡ�
2) �Խ��������������(�罽ע�¶ȡ� ��ע�ٶȡ� ģ���¶ȼ�Ϳ�ϵ�)Ҫ��ϵ�, ���������칤�ղ���Ҫ��ϸߡ�
����ֱ�����������ع����ļ���Ҫ���ϸ�, Ϊ��֤����������, ���ۺϿ��ǺĽ����յĻ�����, �������������췽��: ����϶���ڼӵ�עʽ��עϵͳ, ��������ð�ڡ�
3 ��עϵͳ���
3.1 ��ע�¶�
��Cu-Zn�Ͻ���ͼ[13]��֪, ͭ�Ͻ��Һ���¶���903�����ϡ� ���ǵ��Ͻ������ԡ� ������ ��������������, ����ע�¶��趨��1050��~1150�淶Χ�ڡ�
3.2 ��עʱ��
��עʱ���ǽ������������Ҫ���ղ���, ������Ĺ�ʽ[14]ȷ��:

ʽ�� tΪ��עʱ��, s; kΪ��עϵ��, ȡ2.5~4.0; BΪ�������ں�, ȡ9.2cm; mΪ��������, ȡ9.0kg�� �����:
tmin=10.90s, tmax=17.43s
�ɽ���עʱ�������11~18s֮�䡣
3.3 �ڽ��������
�ɲ�Ŭ������[15]��֪, �ʵ��������������˶����ַ���:
ʽ�� pΪ�ʵ��������е�ѹǿ; vΪ�ʵ㼰������ٶ�; ��ΪҺ����ܶȡ�
�����������������ʵ���ֻ������, ��
X=Y=0, Z=-g,
�� Xdx+Ydy+Zdz=-gdz
��Һ�屻��Ϊ����ѹ������, ���ں㶨����ʱ��Ϊ����, p=p(x, y, z),
�� 
��dx=vxdt, dy=vydt, dz=vzdtʱ, ����
��������ʽ����ʽ(2)��:
���ֺ�������:
ͭ�Ͻ�Һ�����һ����ճ��, �˶�ʱҪ������������[16], �����:

ʽ�� H1�� H2�ֱ�Ϊ��עϵͳ���µ��λ��, ����֮��ΪҺ̬�����ľ�ѹͷ; p1�� p2Ϊ��������ںͳ��ڴ�Һ�������ѹ��; ��ΪҺ��������ܶ�; gΪ�������ٶ�; v1�� v2Ϊ��������ںͳ��ڴ�Һ�����������; ��h��Ϊ����Һ���ڽ�עϵͳ�п˷�����������������ʧ�ܺ�, ; ���ν�Ϊ��עϵͳ���س̺;ֲ�����ϵ���ܺ͡�
; ���ν�Ϊ��עϵͳ���س̺;ֲ�����ϵ���ܺ͡�
��ͼ2��֪, ��עϵͳΪ����ʽ��עϵͳ, ���Խ��������ѹ��p1=0, ���ڵ�ѹ��p2=0; ��: ����Һ���ڽ������������v1=0, ���ڴ�����v2= v, ��עϵͳ�ϵ�λ��H1=H0, �µ��λ��H2=0, ����Щ��������ʽ(3)��:

�� 
��ʽ(5)�ɵ�:
���ڽ����Ľ���Һ����m2= ��F��tv, ����F��Ϊ�ڽ����Ľ����, ��:

�� , ��
, �� ����ʽ(6)��:
����ʽ(6)��:

�� 
����ȷ����ʱ��t����ʽ(7), ��m2=6000g, H0=40cm, ����0.3~0.5֮��, ��:
Fmin=2.52cm2, Fmax=8.40cm2
���, �ڽ���ֱ����8~27mm�ķ�Χ�ڡ�
3.4 �������ֵģ�⼰����CAD
������ͼ���IJ���ֵ��������, ����������������¶ȳ�����ֵģ�⼰����CAD�Խ�, ȷ�����칤�շ������ղ����� ͼ3��ʾΪһ����ͼ�� �������ģ�⽽ע���������Ѳ�������:
Fֱ��F����F��=1��1.2��1.5; �ڽ���ֱ��Ϊ25mm; ð�ڸ߶�Ϊ����ƽ���ں��2��, ��110mm; ��ע�¶�Ϊ1100��; ��עʱ��Ϊ14s��
4 ������ ���ͼ�����������
4.1 ͭ�Ͻ������
���ø�Ӧ������ʽ, ѡ��̼������¯�ġ� �����������йؼ����ڿ���¯�¡� ����п��������, ��������ں����¶���Ѹ�ټ�п, �����н��衣 ͭˮ�Ĺ����¶ȱ����ϸ����, �¶ȹ��߽������п�ķ��ں�����, �����մ�������, ��ʹ�����ײ�������, �¶ȹ��ͽ�Ӱ�콽ע���͡� ͭ�Ͻ�Һ��ľ���Ҳ�ǿ���ͭ�Ͻ���������Ҫ����, Ϊ��ȥ���� ����, ʹ����ͭ��Ϊ������, ������Ϊ0.01%��
����ͭ�Ͻ�ʱ, ���ں���һ������Zn, ��Zn�ּ�����������, ����ͭҺ����ĸ��Ǿ��Ե�ʮ����Ҫ�� ���Ǽ�ѡ��ľ̿�ۻ�90%����+10%��ʯ�� �����������Ի��������������ʱ, Ӧ��Na3AlF6 40%��NaCl 60%���о�����
ͭ�Ͻ���Һ��������ͣ��ʱ��������кܴ�Ӱ��, ��ͣ��ʱ������Һ��ʧ�����Թ�ϵ, Ϊ�˱��ⲻ��Ҫ����ʧ, ��������ͣ��ʱ��, ����Һ�����¶ȴﵽ��, ������¯��ע��
4.2 ��ע����
�Խ����ͳ��͵�������˵, ���ۺ�ںͱ�������, ��ע��������Ҫ���ڡ� ��ע�¶ȡ� ��ע�ٶȼ�ģ���¶����߱����л����, ���ܱ�֤�������Ͳ���������ȱ��, ��Ҳ��ֱ�����������ع������͵Ĺؼ�����֮һ�� ���ݼ������ģ�⽽ע��ȷ���IJ���, ��ע����ʱ, ��ע�¶ȿ�����1080~1120��, ��עʱ�������13~16s, ģ���¶���250������, �������ܱ�ֱ֤�����������ع������ͺ������似��Ҫ��
4.3 ���������ܼ�����ƫ��
���ڽ������г��͵�ֱ�����������ع������������� ���γߴ�ƫ��IJ���, ��ȡ���Ƴ������мӹ����ܲ���, ���ý�����2���С�
��2 ���ղ����IJ������
Table 2 Measurement results of technique properties
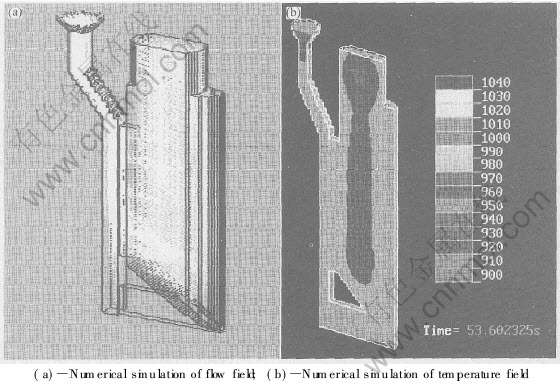
ͼ3 ��ֵģ�⼰����CAD���ͼ
Fig.3 Numerical simulation and result of casting CAD
�ӱ�2�ɼ�, ���ý�����ﵽ�ͳ���ֱ�����������ع����ļ���Ҫ�����������
5 ����
1) ���ý�����������͵�ֱ�����������ع����ﵽͭ�Ͻ������ܶȵ�99.91%, ��������������Ҫ��
2) ���ü������ֵģ�������CAD���й�������, ����˹��ղ�����ȷ��, ���������������, �����Ч�ʡ�
3) ������������ͺ��ֱ�����������ع���������ƫ��Ϊ��5g, �������С��0.20mm, ��������ƫ��Ϊ��0.10mm�� ��������������ͺ��ֱ�����������ع�������ѧ����Ϊ: ��b=315MPa, ��0.2=143MPa, ��=25%, HB=950��
REFERENCES
[1]�¸�. ֱ�����������ִ��������켼��[J]. �������켼��, 2002(4): 43-58.
CHUI De-gang. Helicopter development and contemporary integrated manufacturing technology[J]. Aeronautical Manufacturing Technology, 2002(4): 43-58.
[2]������. �й�ֱ������ҵ��չ֮·[J]. �������켼��, 2001(6): 19-21.
CHEN Yi-shu. Development of Chinese helicopter industry[J]. Aeronautical Manufacturing Technology, 2001(6): 19-21.
[3]����ƽ, �����, ��ϲ��, ��. ֱ����������չ��״��չ��[J]. ����ѧ��, 2003, 24(1): 15-19.
NI Xian-ping, CAI Ru-hong, CAO Xi-jin, et al. Present situation and prospects of helicopter technology[J]. Acta Aeronautica et Astronautica Sinica, 2003, 24(1): 15-19.
[4]������. �ִ�ֱ���������켼��[J]. �������켼��, 2000(6): 28-30.
CHEN Yi-shu. Modern helicopter and the manufacturing technology[J]. Aeronautical Manufacturing Technology, 2000(6): 28-30.
[5]�����, ���Ͻ�. �������ֱ�����ĸĽ��뷢չ[J]. �ִ���������, 2000, 28(1): 1-8.
LIN Yu-chen, JIN Meng-jiang. Improvement and development of foreign military helicopter[J]. Modern Defence Technology, 2000, 28(1): 1-8.
[6]Aboulafia R. Outlook and specifications of world helicopter industry[J]. International Aviation, 2002(1): 31-34.
[7]���. ���ٷ�չ���������ٽ��ҹ�ֱ�����Ƽ���ҵ�Ľ���[J]. ���տ�ѧ����, 2002(2): 29-31.
YANG Kai-tian. Speeding up rotor technology and bring an advance in Chinese helicopter industry[J]. Aeronautical Science and Technology, 2002(2): 29-31.
[8]�����, ������, ������. ֱ���������������Ҷ�Ż�����о�����[J]. �������պ����ѧѧ��, 2002, 27(1): 32-35.
XUANG Jin-wu, GUO Jun-xian, ZHANG Xiao-gu. An overview of rotor blades optimum design for helicopter vibration reduction[J]. Journal of Beijing University of Aeronautics and Astronautics, 2002, 27(1): 32-34.
[9]��ѧ��, ������. �������������칤����״����չ����[J]. �ִ�����, 2001, 21(1): 1-7.
PIAO Xue-dong, LI Xin-ya. Presnt situation and development tendency of permanent mould casting process of iron castings[J]. Modern Cast Iron, 2001, 21(1): 1-7.
[10]��Ц��, ���Ӱ�, ������, ��. ������������������ͭ�Ͻ�������о�[J]. ���켼��, 2001, 23(5): 49-53.
QI Xiao-bing, LIU Zi-an, SHEN Ze-ji, et al. Study of copper alloy metal mold for castings [J]. Foundry Technology, 2001, 23(5): 49-53.
[11]Busch J. Selecting casting technology permanent mold��s perspective [J]. Modern Casting, 2003, 93(2): 43-45.
[12]�й���е����ѧ������ֻ�. �����ֲ�(��������Ͻ�)[M]. ����: ��е��ҵ������, 2003. 289-293.
Foundry Institution of Chinese Mechanical Engineering Society. Foundry Handbook(Nonferrous Alloy)[M]. Beijing: Machine Industry Press, 2003. 289-293.
[13]���칤��ʦ�ֲ��д��. ���칤��ʦ�ֲ�[M]. ����: ��е��ҵ������, 2003. 166-174.
Association for Compiling Handbook for Foundry Engineer. Handbook for Foundry Engineer[M]. Beijing: Machine Industry Press, 2003. 166-174.
[14]Foundry Academy of Japanese. Permanent-mold Casting of Iron[M]. Tokyo: Industry News Publishing House, 1976. 154-169.
[15]ʢ����. ����������ѧ[M]. ����: ��е��ҵ������, 1988. 40-70.
SHENG Jing-chao. Engineering Hydrodynamics[M]. Beijing: Machine Industry Press, 1988. 40-70.
[16]������. ���칤��ѧ[M]. ����: ��е��ҵ������, 1989. 35-66.
CAO Wen-long. Casting Technology[M]. Beijing: Machine Industry Press, 1989. 35-66.
������Ŀ: ���һ�е��ҵ�ֿƼ���Ŀ(2000Q115)
�ո�����: 2004-08-31; ������: 2004-11-24
�����: ����(1956-), ��, ˶ʿ.
ͨѶ����: ����, �绰: 0451-86398210(H); E-mail: lzj956@21cn.com
(�༭��ѧ��)

