���±�ţ�1004-0609(2013)S1-s0776-05
TC4-DT����WCͿ����ĥ������
���
(�к���ҵ�����������칤���о��� ���������ӹ������ص�ʵ���ң����� 100024)
ժ Ҫ����TC4-DT�ѺϽ������ó����ٻ�����Ϳ�ķ����Ʊ�WC10Co4CrͿ�㣬������Ϳ���϶�ʡ���Ӳ�ȡ����ǿ�ȺͿ���ĥ�����ܡ����������Ϳ���϶�ʿ��Կ�����1%���£�����Ӳ�ȸߴ�1 000 HV0.3�����ǿ�ȴ���70 MPa�����Ӵ�����ĥ�������ǻ����30����
�ؼ��ʣ�TC4-DT�������ٻ�����Ϳ��WC10Co4CrͿ�㣻��ĥ��
��ͼ����ţ�TG174.4���� ���ױ�־�룺A
Fretting wear performance of WC coatings on TC4-DT
YANG Wei-hua
(Science and Technology on Power Beam Processes Laboratory, Beijing Aeronautical Manufacturing Technology Research Institute, Beijing 100024, China)
Abstract: WC10Co4Cr coatings were prepared by high-velocity-oxygen-fuel spray process on TC4-DT alloy. The coating porosity, microhardness, bonding strength and anti fretting-wear performance of the coatings were evaluated. The results indicate that the porosity is less than 1%, the microhardness is more than 1100 HV0.3, the bonding strength is more than 70 MPa. And the anti fretting-wear performance of the coatings is about 30 times more than that of the substrate.
Key words: TC4-DT; high velocity oxygen fuel; WC10Co4Cr coatings; fretting wear
��ǿ�ȸ����������ѺϽ�TC4-DT(Ti6Al4V ELI)���и߱�ǿ�ȡ���ʴ�������µ����ܣ�������F-22�����ݡ����Ĵ�ս���ϵõ��˳����֤�㷺Ӧ��[1-2]�����������ѺϽ�ĵ��Ӳ㡢����ṹ���ȴ����ʵ�������ʹ�俹��ĥ�����ܺܲ����ճ��ĥ��ĥ��ĥ���������ʴ��[3-4]�����������ñ��湤�̵ķ������з��������õı����������������Ϳ����ơ�������洦�����л�Ϳ���[5-8]����������Ϳ���ھ����ԡ������Ժͱ��ڲ������ص��Ϊ��Ҫ�ķ����ֶΡ�
�����ٻ�����Ϳ������BROWNING��ʿ��1982�귢���ļ������ù����ǽ���ȼ����/����ú������ ��/ѹ��������ȼ������ȼ�գ�ͨ�����߶���(ѹ��-����)���٣��γ��¶�2600 ��C���ϡ��ٶȸߴ�2000 m/s���ϵĸ��¸�������������ĩ�������������м��ȡ����ٵ�500~800 m/s���ϣ��������Ӵ����ۻ�/���ۻ�״̬��ײ�������γ�Ϳ�������Ϳ�������Դ�20����80���ĩ������ϵͳ���������������ٻ�����Ϳ�����ں��պ��졢ʯ�ͻ�������������ֽ������������������������˹㷺��Ӧ��[9-10]��
����������Ҫ���TC4-DT�ѺϽ������ĥ���������������ó����ٻ�����Ϳ�ķ����Ʊ�WC10Co4CrͿ�㣬���������϶�ʡ���Ӳ�ȡ����ǿ�ȣ�ͨ����������ܵĶԱȣ�������WC10Co4CrͿ�㿹��ĥ�����ܡ�
1 ʵ��
1.1 �����Ʊ�
��TC4-DT�ѺϽ�ֻ���ӹ���20 mm��10 mm��5 mm��d 25 mm��10 mm���ֱ�����Ϳ����֯���ͽ��ǿ�Ȳ�����Ϳ���ĩ����WC10Co4Cr��ĩ(�ɶ���˾������10 ~50 ��m)����ĩ��ò��ͼ1��ʾ��XRD��(��ͼ2)������ĩ��Ҫ��WC��Co��ɡ�
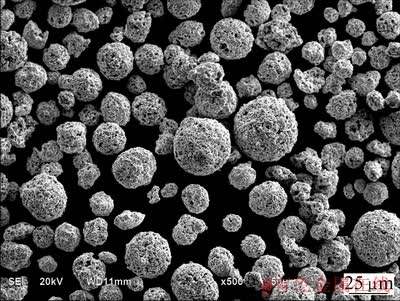
ͼ1 WC10Co4Cr��ĩ��SEM��
Fig.1 SEM image of WC10Co4Cr powder
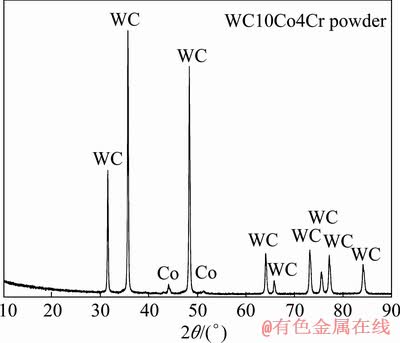
ͼ2 WC10Co4Cr��ĩ��XRD��
Fig.2 XRD patterns of WC10Co4Cr powder
1.2 Ϳ���Ʊ�����
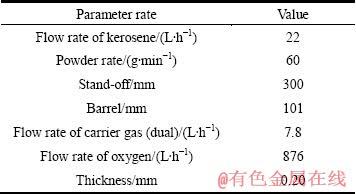
��TC4-DT���������ó����ٻ�����Ϳ(EvoCoatϵͳ��WokaJet410��ǹ���ն���-��������)�����Ʊ�0.20 mm��WC10Co4CrͿ�㣬���������24�ظ���ɰ���������Ϳ����Ϳ����Ϳ���ղ������1���С�
1.3 Ϳ�����ܱ���
1.3.1 ��϶�ʺ���Ӳ��
Ϳ����֯���ܽ�����Ϳ�����ܵĺû���Ϊ�˲��ù�ѧ�����������ɨ��羵(JSM-6510)��Ϳ�������ò�����˹۲죬ͨ����������ķ���������Ϳ��Ŀ�϶�ʣ�����������Ӳ�ȡ�
1.3.2 Ϳ����ǿ��
Ϳ�������Ľ��Ч��������Ϳ����ǿ�ȱ��������Լ��������������غ������µķ���Ч�������ݺ��չ�ҵ��HB5476��91���ö�ż����ķ�����Ϳ��Ľ��ǿ�Ƚ��в�������������ʾ��ͼ��ͼ3��ʾ��
��1 Ϳ���Ʊ����ղ���
Table 1 Parameters of coatings
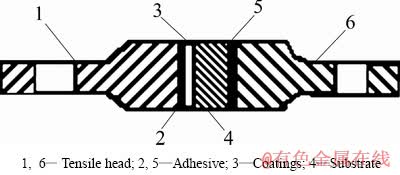
ͼ3 ���ǿ�Ȳ�������ʾ��ͼ
Fig.3 Scheme of test method of bonding strength
1.3.3 ��ĥ������
Ϳ����������ĥ�����ܲ�����-�̵�Ӵ����У����������������2���С�
��2 ��ĥ���������
Table 2 Parameters of fretting-wear test
2 ���������
2.1 Ϳ���϶�ʺ���Ӳ��
Ϳ�������֯��ͼ4(a)��ʾ�����Կ�����Ϳ����ֵ��͵IJ�״�ṹ�����ڳ����ٻ�����Ϳ���ս���Ϳ���Ӽ�����700 mm/s���ң�Ϳ�����ӱ��γ�֣���֯���ȣ�������������һ��ͨ����������ķ������Ϳ���϶��С��1%��������Ϳ����Ӳ��1083.1 HV0.3������ASTM��2447����Ҫ��
Ϳ��ĵͱ�SEM����ͼ4(b)��ʾ�����Կ���Ϳ���ڲ���϶ϸС�����ȣ�Լ1 ��m��������Բ�ηֲ������ֽṹ���������ܵ���������ʱ���������������غɳ����������Ϳ�����͵��顣
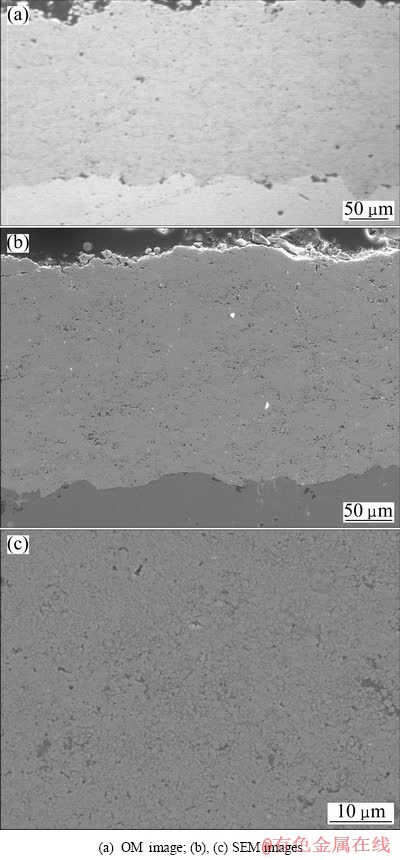
ͼ4 Ϳ��������֯��ò
Fig.4 Metallographs of cross-sections of coatings
Ϳ��ĸ߱�SEM����ͼ4(c)��ʾ�����Կ�����Ϳ����2~3 ��m�������ȷֲ���WC������CoCr�Ͻ�ճ�����Χ�����ܵ�������һ�𣬱���������WC���Բ������Ϳ����ɢ�����䣬ͬʱWC�����ɾ��зdz��ߵ�Ӳ�ȣ����ԣ��Ʊ���Ϳ�㽫�ṩ�����ϱ������õ���ĥ���ܡ�
2.2 Ϳ����ǿ��
��ͼ4���Կ�����Ϳ����������зdz��õĽ��Ч������������ͨ�����͵ġ���ê���á���Ƕ������һ���γɵ��ͻ�е��Ͻṹ��
Ϳ����ǿ�Ȳ��������ͼ5��ʾ����Ʒ����ֵ������70 MPa��ƽ��ֵ72.8 MPa���ﵽ��AMS��2447�ļ���Ҫ���ܹ���Ϊ��Ҫ�����ṹ��ĥͿ��ʹ�á�
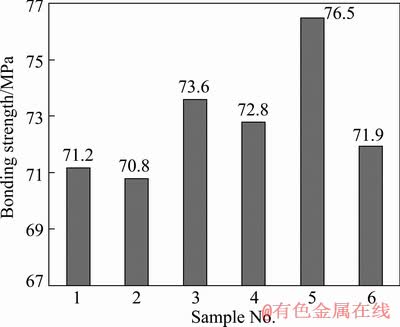
ͼ5 WC10Co4Cr��Ϳ����ǿ��
Fig.5 Bonding strength of WC10Co4Cr coatings
2.3 Ϳ����ĥ������
��ĥ��������Ҫͨ����ĥ��������Ħ��������������
��ĥ����(FWR)�������¹�ʽ���м��㣺
 (1)
(1)
ʽ�У�VΪĥ������������ģ�LΪ�غɣ�DΪ�غ����þ��롣����������3���С�
��3 ��ĥ��������
Table 3 Fretting-wear test results
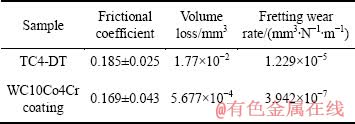
�������������Ϳ����Ʒ��ĥ������Ϊ�����1/31��ĥ�۵���ά��ò������ط�ӳ��Ϳ�����ѺϽ����Ŀ���ĥ��������ĥ�۵�ɨ��羵��ò��ʾ�ѺϽ������غ������³��ֳ�������ĥ��ʧЧ���̡���ճ�š�˺�������䣬ĥ����ò��ͼ5��ʾ��
����ʱ����ӳ����ѺϽ�������4��103��ѭ����Ϳ�����1.6��104��ѭ����Ħ��������ܺϽ�����Ħ����������ƽ���ڣ������ѺϽ����Ϊ���Ƚ������壬һֱ����ƽ�ȣ����ﵽ2.6��104��ѭ��������ճ�����ĥ�������Ϳ���г���WC�����İ��䣬����ΪĦ�������Ķ��ڲ���������ԼΪ4��103��ѭ�����������ֳ���ƣ�͵�ʧЧ��������ͼ6��ʾ��
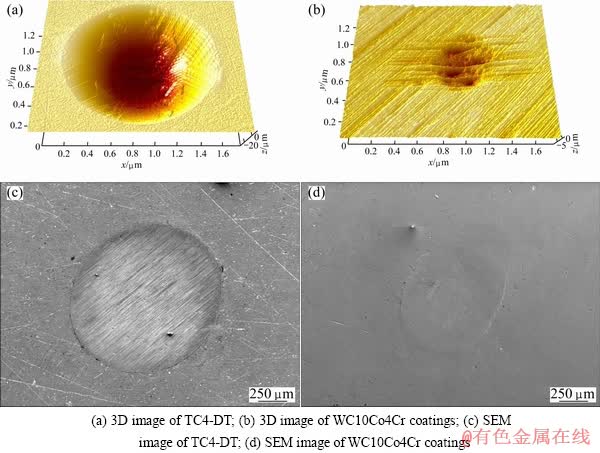
ͼ5 ��ĥ����Ժ�ĥ����ò
Fig.5 Appearances for coatings after fretting wear test
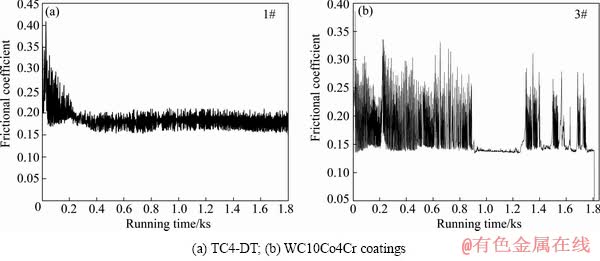
ͼ6 Ϳ��Ħ��������ʱ��ı仯����
Fig.6 Changing curves of frictional coefficient with time for coatings
3 ����
1) �����ٻ�����Ϳ������TC4-DT�����Ʊ�WC10Co4CrͿ�㣬Ϳ��߱����͵�����ͿͿ��������
2) WC10Co4CrͿ���϶��С��1%����Ӳ�ȴ���1 000 HV0.3�����ǿ�ȴ���70 MPa���ܹ���Ϊ���ֳ����ṹ�Ŀ������˷���Ϳ��ʹ�á�
3) WC10Co4CrͿ�����ʵ��TC4-DT�ѺϽ�Ŀ���ĥ�������ĥ������Ϊ����ĥ������1/31��ͬʱ�ı��˻���ճ�š�˺�ѡ������ʧЧģʽ�����ֳ�һ����ƣ��ʧЧ������
REFERENCES
[1] �뱦��, ëС��, ��ھ�, ��. ����ǿ����TC4-DT�ѺϽ���֯���ܵ�Ӱ��[J]. �����ȴ�������, 2009, 38(4): 5-8.
FENG Bao-Xiang, MAO Xiao-Nan, YANG Guan-Jun, et al. Effect of shot peening strengthening on microstructure and properties of TC4-DT titanium alloy[J]. Material & Heat Treatment, 2009, 38(4): 5-8.
[2] ��֪��, ���ٿ�, ������, ��. TC4-DT�����������ѺϽ�ƣ��������չ���Ե��о�[J]. �ѹ�ҵ��չ, 2005, 22(6): 10-13.
ZHU Zhi-shou, MA Shao-jun, WANG Xin-nan, et al. Study on fatigue crack propagation rate of TC4-DT damage tolerance titanium alloy[J]. Titanium Industry Progress, 2005, 22(6): 10-13.
[3] HEMSON R. New titanium-titanium alloy solves autoclave problem[J]. Advanced Materials ad Processes, 1995, 6: 27-28.
[4] STRAFFELINIG G, MOLINARI A. Dry sliding wear of Ti6Al4V alloy as influenced by the counter face and sliding conditions[J]. Wear, 1999, 236: 328-338.
[5] �� ��, ������, �����, ��. ����Ϳ����ͭͿ����Ʊ�����ĥ����Ϊ[J]. �й����湤��, 2012, 25(5): 105-109.
YANG Jie, AN Yu-long, HOU Guo-liang, et al. Fretting behaviors of aluminum bronze coatigs prepared by APS and HVOF spray technology[J]. China Surface Engineering, 2012, 25(5): 105-109.
[6] ������, ֣����, ��־��, ��. TC4�ѺϽ�������Ϳ����Ʊ�����ĥ�������о�[J]. ���ղ���ѧ��, 2009, 29(2): 43-47.
LIN Xiu-zhou, ZHENG Jian-feng, LIN Zhi-jun, et al. Prearation and fretting wear performance of microarc oxidation coating on TC4 titanium alloy[J]. Journal of Aeonautical Materials, 2009, 29(2): 43-47.
[7] �߹��. ������Զ��ѺϽ������ƣ����ΪӰ����о�[D]. ����: ������ҵ��ѧ, 2005.
GAO Guang-rui. Study on the effect of surface modification on high temperature fretting fatigue behavior of titanium alloy[D]. Xi��an: Northwestern Polytechnical University, 2005.
[8] ������, ������, ֣ ��, ��. �ѺϽ������˵��о���չ[J]. �����ȴ���, 2010, 35(3): 83-87.
SUN Xiao-bin, LUO Xin-yi, ZHENG Ting, et al. Research progress in fretting-resistance technology of titanium alloys[J]. Heat Treat of Metals, 2010, 35(3): 83-87.
[9] ���ӽ�, �⳯��, ��ȫʤ, ��. ����Ϳ������Ӧ��[M]. ��һ��. ����: ��е��ҵ������, 2006: 25-26.
WU Zi-jian, WU Chao-jun, WANG Quan-sheng, et al. Thermal spray technology and application[M]. 1st ed. Beijing: China Machine Press, 2006: 25-26.
[10] RUSCH W. Comparison of operating characteristics for gas and liquid fuel HVOF torches [C]//Thermal Spray 2007, Global Coating Solutions: Proceedings of the 2007 International Thermal Spray Conference, 2007: 572-576.
(�༭ ������)
�ո����ڣ�2013-07-28�������ڣ�2013-10-10
ͨ�����ߣ���ΰ��,������ʦ���绰: 010-85701493-604; E-mail: junioryang@sina.com

