������ʱ��: 2017-07-28 18:53
ϡ�н��� 2018,42(08),864-868 DOI:10.13373/j.cnki.cjrm.xy17060016
���������������������Ʊ��ߴ�����ﯷ�
���۷� ������ ��� ��ӽ
���ϴ�ѧ��ĩұ������ص�ʵ����
ժ Ҫ��
��ﯰ�Ϊԭ��, ����������Ƶ������������������豸�ɹ��Ʊ����ߴ�����ﯷۡ��Ż����������ղ���, ��̽�������ٶ�������ѹ�����������̵�Ӱ����ơ�ͨ�������⻯ѧ�ɷַ����Ƿ�����ĩ�������⺬��, �������ȷ����Ǻͱ�ɸ�ⶨ��ĩ�����ֲ�, ɨ��������� (SEM) �۲��ĩ�����ζȼ�������ò, �������ټƲⶨ��ĩ�������Ժ���װ�ܶȡ�����������, �ڱ�������õĹ��ղ�����Χ��, ϸ�� (����<45��m) �յ���������ѹ���ͽ����ٶȳ����ȡ����ƽ����ٶ�Ϊ45 mm��min-1, ����ѹ��Ϊ5.0 MPaʱ, ���������ȶ�, ��ϸ�۵IJ����ʿɴ�40.50%�����øü����Ʊ��ĸߴ�����ﯷ�, �����������ɿ����ڽϵ͵ķ�Χ��, �Ʊ��ķ�ĩ������Ϊ870 ppm, ��������Ϊ10 ppm�����Ʊ��ķ�ĩ�����ɿ�, ������, ��״Ϊ���λ������, ���Ƿ۽���, �������õ������Ժ���װ�ܶ�, ������ע����͡���ĩұ�𡢽����������켰�˹�ҵ������
�ؼ��ʣ�
ﯷ�;������;����;�ߴ�;
��ͼ����ţ� TF123.24
����飺���۷� (1992-) , ��, ɽ���ٷ���, ˶ʿ, �о�����:������;E-mail:zxf735@163.com;;*������, ������;�绰:0731-8830464;E-mail:chenpm450@163.com;
�ո����ڣ�2017-06-04
�������ҿƼ����ص��з��ƻ���Ŀ (2016YFB1100103);����ʡ�ص��з��ƻ���Ŀ (2016JC2003) ����;
Preparation of Spherical High-Purity Zr Powders by Gas Atomization without Crucible
Zai Xiongfei Chen Shiqi Wu Hong Liu Yong
State Key Laboratory of Powder Metallurgy, Central South University
Abstract��
Spherical high-purity Zr powders were prepared by gas atomization equipment without crucible, which was designed independently. The steady atomization processes were achieved by optimum technology conditions. The influences of feed rates and gas pressure on atomization process were studied. Element contents of gas atomization Zr powders were analyzed with O, N and H analyzer.Particle size distribution was measured by laser particle size analyzer and standard sieves. The surface appearance of powders was observed by scanning electron microscope ( SEM) . Flow ability and apparent density of the powders were characterized by Hall flowmeter. The results showed that the yields of fine powder ( particle size < 45 ��m) were improved with the increase of feed rate and gas pressure. And the yield of fine powder could reach 40. 50%, when the feed rate was 45 mm��min-1 and gas pressure was 5. 0 MPa.With this gas atomization technique, oxygen content of powders was 870 �� 10-6 and nitrogen content was 10 �� 10-6. The particle size distribution could be adjusted in the atomization process. The powder had outstanding flow ability and apparent density due to the nearly spherical shape and smooth powder surface. The powder prepared by the gas atomization without crucible could be applied to injection molding, powder metallurgy, metal additive manufacturing and nuclear industry etc.
Keyword��
Zr powder; gas atomization; spherical powder; high purity;
Received�� 2017-06-04
���Ϊ21��������з�չǰ���IJ���֮һ, ������ص����ܱ��㷺Ӧ�����ִ���ҵ����ұ������, ���Ϊ���Ӽ���ϸ���Ͻ���, ��ߺ��ƺϽ�����;�ں˹�ҵ��, ﯿ���Ϊ�˷�Ӧ��ȼ��Ԫ���Ľṹ���Ϻ�������;���������صĻ�е���ܺ����õ�����������, ������ҽ�ò���[1,2,3,4,5]��ﯷ������ھ��нϴ�ı�������������������, �����ڵ������ҵ;���Ż���, ȼ���ٶȿ�, �����������̻�����������������;�˴���ﯷ������ӽ���ϵ��С�������Ժ�, ������ȼ��Ԫ���Ļ���������[6,7,8]��
�ں�ȼ��Ԫ����, ﯷ۵�������ֱ��Ӱ���Ϸ�����������, ����Ӱ��ȼ��Ԫ�����˵ľ��ȷֲ�;�ڷ�ĩұ������, ﯷ۵������Ի�Ӱ���������������ѹ������;�ҽ�����, ���Ž�����������Ŀ��ٷ�չ, ���ھ������������Ե�ﯷ�����Ҳ�ڲ������ӡ�Ŀǰ�����Ʊ�ﯷ۵ķ�����Ҫ���⻯���ⷨ�������Ȼ�ԭ�������ε�ⷨ, �Ʊ���ﯷ۾�Ϊ������״����֦״, ��ĩ֮���Ħ����������, �����Բ�[9,10,11,12,13,14]���½��յ�[15]ͨ������������ȥ��ϸ�۵ķ�ʽ����⻯���ⷨ�Ʊ��ĺ˴���ﯷ�������, �������������10.5 s/50 g��
�����������Ʊ��ķ�ĩΪ���λ������, �������õ�������, ��ﯻ��������������м���IJ��� (Al2O3��ʯī) ������Ӧ, �����ó��������������������Ʊ�ﯷ�[15,16,17]�����IJ�����������з������������������������״γɹ��Ʊ�ﯷ�, �������ִ���ҵ�Ըߴ�����ﯷ۵�����̽�����������ն��������̵�Ӱ�����, �Է�ĩ���ܽ��б�����
1ʵ��
�����豸Ϊ��������з��������������������豸, ��ԭ����ͼ1��ʾ�����豸��Ҫ�����ϵͳ������ϵͳ������ϵͳ������ϵͳ�����ܿ���ϵͳ���, ��ʵ��ﯷ۵ĸ�Ч����������ʵ��ԭ��Ϊ����99.99%�������ֱ��50 mm��ﯰ�, ����ﯰ���һ�˼ӹ�Ϊ70����ǡ�
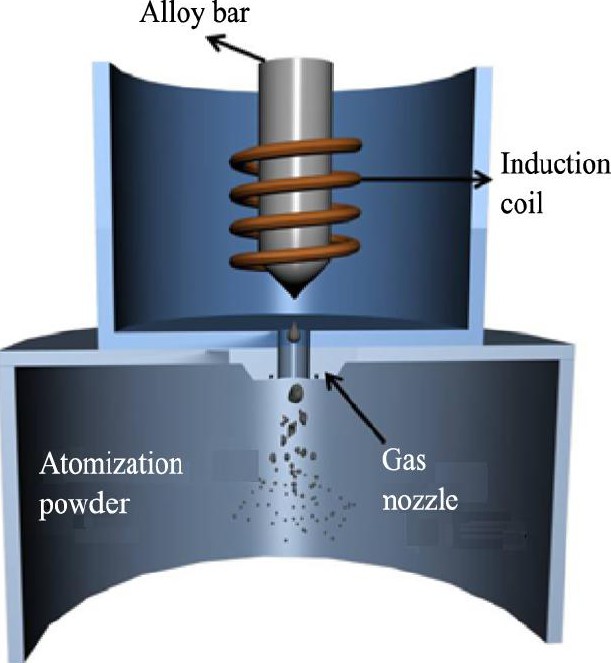
ͼ1 �����������������豸ԭ��Fig.1 Schematic sketch of an gas atomization without crucible process
�������ϵͳ���������������ҳ������1��10-1Pa, �����������Ϊ��������, ��������ѹǿӦ�����ѹ����һ�»��Դ��ڴ���ѹ����������װ�ú������豸, �趨�����ٶ�, ﯰ���һ�����ٶ���ת�����Ӧ��Ȧ����������ϵͳ, �趨����ѹ��, ������ﯰ���ΪҺ�κ�, ����Һ��������������������ק������������������, ������ǹ����ĸ����������, ��������ΪϸС�Ľ�����ĩ, ͨ�����������, ﯷ����������շ۹ޡ���ĩ��ȫ��ȴ��, ���շ۹�, ������ҩ��ת��ﯷۡ���ﯷ۵�ת���봦��������, Ӧ����������������Ħ��, ��ֹﯷ۷�����ȼ�ͱ�ը��
����TCH-600�����������Ǽ���ĩ����������;Micro-plus�����������ȷ����Ƿ�����ĩ���������;Novatm Nanoɨ��羵 (SEM) �۲��ĩ�����ζȺͱ�����ò���ڳ�������������յ���������, �ñ�ɸ��ɸȡ25~74��m��Χ�ڵķ�ĩ������ISO-4490 (2014) ��, ���û������ټƲ�����ĩ��������, ѡ�õײ�©��ֱ��Ϊ5 mm�ı�©��, ��������50 g��ĩ�ӱ�©�����µ�ʱ����������
2���������
2.1��������
���������������������볣�������������������в�ͬ, ��������������, ������������������ͨ, ���ڵ�Һ�����γ�����, ��ɶ��������������������, �費���������ҳ����������, ȷ�����������������ҵĵ�������, ʹ�ý���Һ��˳�����������ҡ�
�����������̵IJ�ͬ��, �ɽ����������������������Ϊ��ѹ������������������ȴ������, ������������ͼ2��ʾ[18]���ڵ�Һ���·�, ���ڸ�������ij�������, �γɸ�ѹ����������һ��, �ڸ�ѹ��������, ����Һ���������IJ������γ�Բ��Һ��, �������������������ڶ���Ϊ�ڸ�������ļ������������ľ���������, Һ�汻����Ϊ��״����Ŀ���״��������Ϊ��ȴ����, ��״Һ�θ��ٷ��еĹ�����, �������IJ����ͱ��������Ĺ�ͬ������, ����Ϊ�ߴ��С�İ�״������״, ����һ������Ϊ���λ�����η�ĩ��������СҺ���ڱ�������������������, ������Ϊ���λ�����η�ĩ��
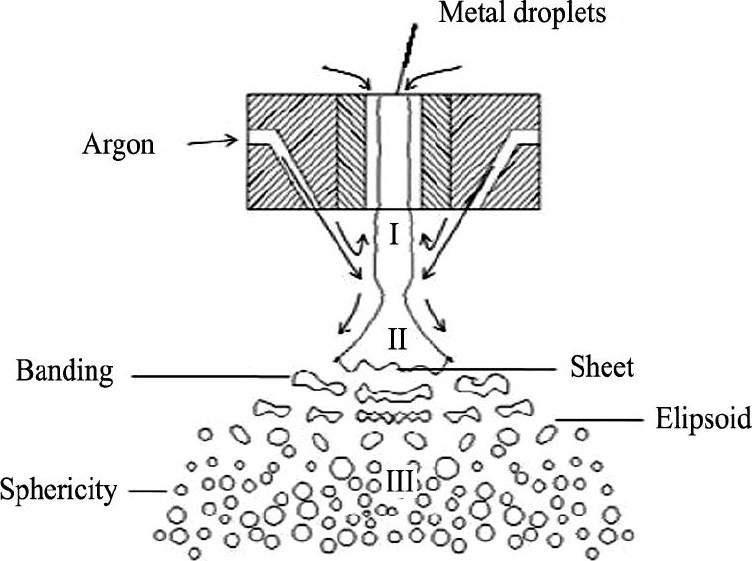
ͼ2 ��������������������Fig.2 Process of gas atomization without crucible
I-Subatmospheric pressure zone;II-Atomization zone;III-Solidification cooling zone
2.2��������
Ӱ�����������ȶ������ĩ�����ֲ�����Ҫ���ղ���Ϊ�����ٶ�������ѹ��, ��1Ϊ��ͬ���ղ�����ϸ�� (-325Ŀ) �յ��ʡ����Ž����ٶȺ�����ѹ��������, ϸ���յ�������ߡ��ڽ����ٶ�Ϊ45 mm��min-1, ����ѹ��Ϊ5.0 MPaʱ, ϸ�۵��յ������, �ﵽ40.50%��
2.2.1�����ٶȶԷ�ĩ������Ӱ��
Һ���ۻ����ﯰ�������������ʱ��t (s) ������ʽ����:

ʽ��vΪ������ٶ� (mm��min-1) , ����Ч�ڽ����ٶ�;aΪ������ٶ� (mm��min-2) ;HΪ��ﯰ���˵��������ľ��� (mm) �������ӽ����ٶ�vʱ, �ɼ��ٽ���Һ�ε�����ʱ��t, Һ�ε�������ʧ��С, �����Һ������ʱ�Ĺ��ȶȡ�����Һ�ε�ճ�Ȼ��������¶ȵ����߶���С, �ڽϸߵĹ��ȶ���ճ�Ƚ�С, ����Һ�εij������, ϸ���յ�����ߡ�
��1 ��ͬ������ϸ�۵��յ���Table 1 Yield of fine powder with different process parameters ����ԭͼ
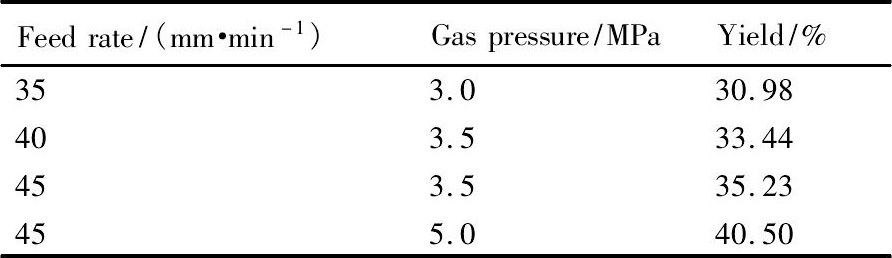
��1 ��ͬ������ϸ�۵��յ���Table 1 Yield of fine powder with different process parameters
2.2.2����ѹ���Է�ĩ������Ӱ��
������������, ��ĩ���� (dm) �ľ��鹫ʽ[19]����:

ʽ��, KΪ����, FΪ����������� (m3��kg-1) ������������ѹ��ʱ, ����ĺ�������, �ɾ��鹫ʽ���жϼ�С, ��ĩ������ϸ��
�������ĽǶȷ���, ��������������Ķ���һ����ת��Ϊ��ĩ�ı�����, ����Ķ��� (E) ���㹫ʽΪ:

ʽ��, MΪ��������� (kg) , VgΪ����������ٶ� (m��s-1) �������������ѹ���������ǹ���ڴ��������ٶ�, �������嶯��, �����������ת��Ϊ��ĩ�ı�����, �Ӷ���С��ĩ������
2.3��ĩ����
2.3.1�����⺬��
�������Ʊ���ﯷ��뿵���յ�[20]�����⻯��ԭ���Ʊ���ﯷ������⺬�����2��ʾ��������ﯷ۵��������������Ե��ڲ����⻯���ⷨ�Ʊ���ﯷ�, ��������Ϊ�⻯��ԭﯷ۵�1/11, ����˴���ﯷ���������Ҫ�� (������<2500��10-6) ��������Ϊ10��10-6, ��Ϊ�⻯��ԭﯷ۵�1/91�����������������������������̼�, ������ĥ����ȹ���, ����Ч���ٷ�ĩ���������ĽӴ�, ��������������ϵ͡�������������������������, �ɱ��ⳣ����������������������ԭ�����������м���ĽӴ�, ���������ʵ�����, ���øü����Ʊ��ķ�ĩ����ԭ�ϵĴ��ȱ��ֻ���һ�¡�
2.3.2���ȷֲ�
�ڽ����ٶ�Ϊ45 mm��min-1, ����ѹ��Ϊ5 MPa�����Ź������Ʊ���ﯷۼ������ȷ��������ͼ3��ʾ, ��ĩ�����ֲ�խ, �ʵ���ֲ�����λ��Dv (50) Ϊ60.7��m, Dv (10) Ϊ22.2��m, Dv (90) Ϊ121.0��m��������10~53��m��Χ�ڵķ�ĩ, �����ڼ����̷���������[21], ���յ���ԼΪ45%���������ͷ���������ķ�ĩ (����45~150��m) [22,23]ռ58%;���Ϻ˴���ﯷ���������ָ�� (����<74��m) �ķ�ĩռ73%��
��2 ﯷ������⺬��Table 2 Element contents of Zr powder ����ԭͼ

��2 ﯷ������⺬��Table 2 Element contents of Zr powder
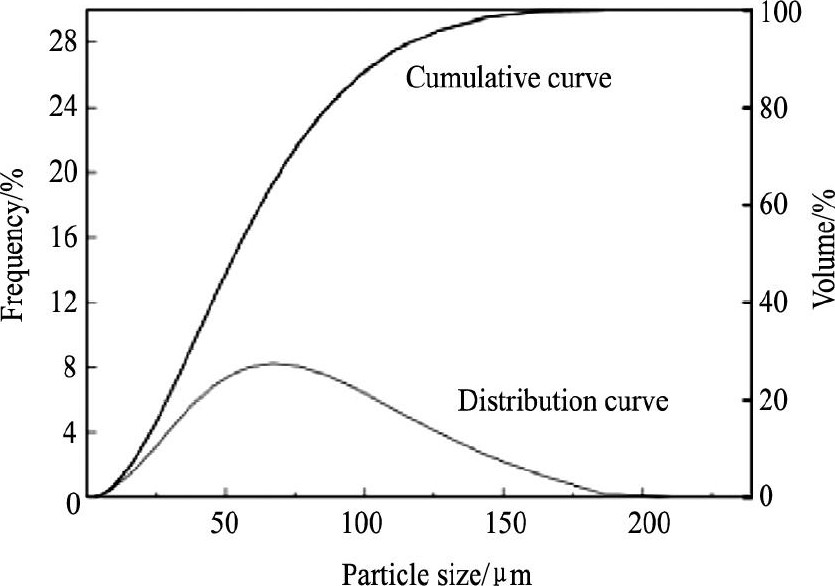
ͼ3 ������ﯷ������ֲ�Fig.3Particle size distribution of Zr powder prepared by gas atomization
2.3.3��ĩ��ò
���������������������Ʊ���ﯷ���ò��ͼ4��ʾ, ��ĩ��Ϊ���λ������, ������, ���Ƿ��������١����Ƿ����������������ձ���ڵ�����, �Ƿ�ĩ�ڷ��й���������δ��ȫ���̵Ľ���Һ������ײ, ��������, �γ����Ƿۡ�������������������������, ���Ϸ�ʽΪ����Ľ���Һ��, ��λʱ���������ҵķ۳�������, ��˲��øü����Ʊ���ﯷ����Ƿۺ����ϵ͡�ͼ4 (d) ��ʾΪ����״���״�IJ������ĩ, ��������������ʱ, ��״������״Һ���ڱ������������������ٶȵ����������ٶ���ɡ�
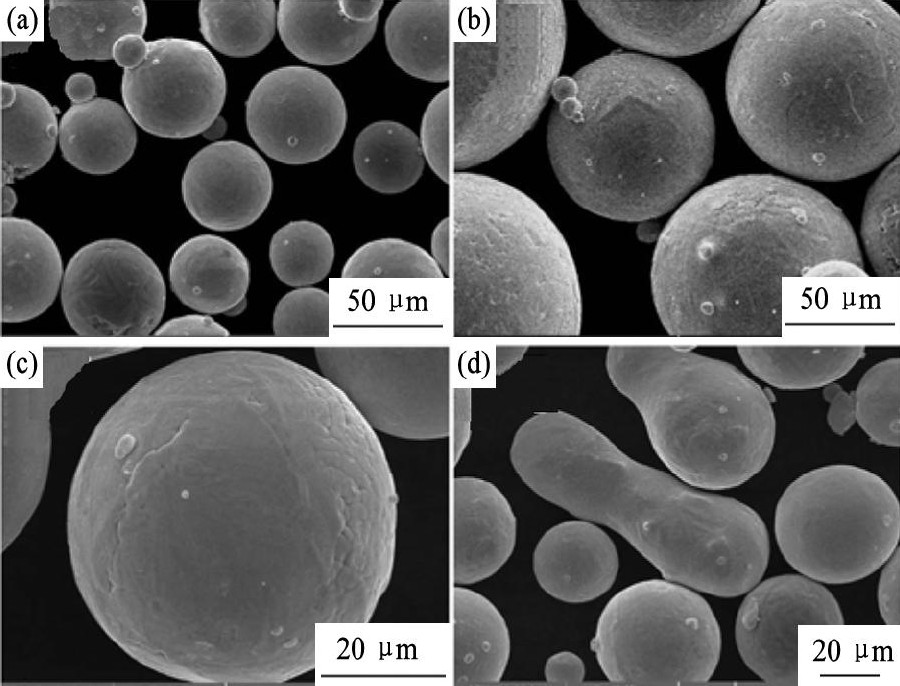
ͼ4 ������ﯷ���SEMͼFig.4 SEM images of Zr powder prepared by gas atomization (a) ~ (d) being different magnification
2.3.4����������װ�ܶ�
���ݺ˴���ﯷۼ���ָ��, ɸȡ74��m���µķ�ĩ, ������©��ֱ��Ϊ5 mm��©���������¡�Ϊ��߷�ĩ������, ȥ��25��m���µķ�ĩ, ������������װ�ܶȷֱ�Ϊ3.89 s/50 g��3.36 g��cm-3, �����������⻯��ԭ���Ʊ���������44~74��m�˴���ﯷ۵������� (12.3 s/50 g) , �������⻯�����ﯷ۵����������� (10.5 s/50 g) [15]�����������⻯��ԭ���Ʊ���ﯷ۶����, Ϊ��������״, ��ĩ��Ĵ����Ħ�����ء����������������������������Ʊ���ﯷ�Ϊ���λ������, ������, ��ĩ���ӽ���, �Ӵ������Ħ����С, ��������������ԡ�
3����
1.����λ������������з��������������������豸�ɹ��Ʊ����ߴ�����ﯷ�, ��ʵ�ַ�ĩ�ĸ�Ч����������
2.ﯷ۵�ϸ���յ���������ѹ���ͽ����ٶȳ����ȡ��ڽ����ٶ�Ϊ45 mm��min-1, ����ѹ��Ϊ5 MPaʱ, ϸ���յ��ʿɴ�40.50%��
3.�������������������������Ʊ���ﯷ�����������, ���ȸ�, �����ֲ�խ, ��������������Ժ���װ�ܶȡ�
�����
[1] Yang F, Wei B L, Wang X F.Research advance and future direction of nuclear graded zirconium alloy[J].Metal World, 2016, (3) :24. (���, ξ����, �����.�˼�ﯺϽ��о���״���ҹ��˼�ﯲķ�չ����[J].��������, 2016, (3) :24.)
[2] Lin Z H.Application of zirconium and its compounds[J].World Nonferrous Metal, 2011, (7) :68. (����.ﯼ��仯�����Ӧ��[J].������ɫ����, 2011, (7) :68.)
[3] Xiong B K.The nuclear properties of zirconium and its application in the nuclear power industry[J].Rare Metals Letters, 2005, 24 (3) :43. (�ܱ���.ﯵĺ����ܼ����ں˵繤ҵ�е�Ӧ��[J].ϡ�н����챨, 2005, 24 (3) :43.)
[4] Xiong B K.The application of metal zirconium in the field of ferrous metallurgy[J].Rare Metals Letters, 2005, 24 (7) :46. (�ܱ���.������ں�ɫұ�������е�Ӧ��[J].ϡ�н����챨, 2005, 24 (7) :46.)
[5] Sehra J C, Vijay P L, Gupta C K.Preparation of zirconium and hafnium metal powders using fused salt electrolysis[J].High Temperature Materials and Processes, 1995, 14:115.
[6] Doolan K R, Narang P P, Pope J M.Nuclear magnetic resonance study of hydrogen diffusion in zirconium and some of its alloys[J].Journal of Physics F:Metal Physics, 1980, 10 (9) :207.
[7] Xiong B K.Preparation and application of zirconium powder[J].Rare Metals Letters, 2005, 24 (10) :45. (�ܱ���.ﯷ۵��Ʊ���Ӧ��[J].ϡ�н����챨, 2005, 24 (10) :45.)
[8] Guo C F, Dong Y H.Progress in the preparation of metal zirconium[J].Rare Metals and Cemented Carbides, 2008, 36 (2) :63. (������, ���ƻ�.������Ʊ��������о���չ[J].ϡ�н�����Ӳ�ʺϽ�, 2008, 36 (2) :63.)
[9] Becker A J, Careatti D R.Continuous production of finely pided zirconium powder[P].US Patent:4285724, 1981.
[10] Wu Y K, Chen S, Xu Z G, Wang L J.Zirconiun powder prepared by fused salt electrolysis[J].Chinese Journal of Rare Metals, 2009, 33 (1) :62. (���ӿ�, ����, ��־��, ������.���ε�ⷨ�Ʊ�ﯷ۵��о�[J].ϡ�н���, 2009, 33 (1) :62.)
[11] Zhang H, Shen H S, Che X K, Wang L J.Zirconium powder production through hydrogenation and dehydr ogenation process[J].Chinese Journal of Rare Metals, 2011, 35 (3) :417. (�ź�, ��ɭ, ��С��, ������.�⻯-���ⷨ�Ʊ�ﯷ۹����о�[J].ϡ�н���, 2011, 35 (3) :417.)
[12] Sharma R A.Molten salt process for producing titanium or zirconium powder[P].US Patent:6117208, 2000.
[13] Inman D, White S H.The production of refractory metals by the electrolysis of molten salts;design factors and limitations[J].Journal of Applied Electrochemistry, 1978, 8 (5) :375.
[14] Mohandas K S, Fray D J.FFC Cambridge process and removal of oxygen from metal-oxygen systems by molten salt electrolysis:an overview[J].Trans.Indian Inst.Met., 2004, 57 (6) :579.
[15] Chen J G, Li C F, Sun C L, Liu L J, Wang L Q.Research on the improvement of the flow performance of the pure grade zirconium powder[A].2013 Meeting of Powder Metallurge in Chuan-Yu-Rong[C].Zigong, 2013.31. (�½���, ���, �ﳤ��, ������, ��¼ȫ.�˴���ﯷ��������ܸĽ��о�[A].2013�괨���ط�ĩұ��ѧ�����������ļ�[C].�Թ�, 2013.31.)
[16] Antony L V M., Reddy R G.Processes for production of high-purity metal powders[J].JOM, 2003, 55 (3) :14.
[17] Hohmann M, Diemar W, Ludwig N, Zenker W R.Modern systems for ceramic-free powder production[J].Advances in Powder Metallurgy&Particulate Materials, 1992, 1:27.
[18] Huang P Y.Principle of Powder Metallurgy[M].Beijing:Metallurgical Industry Press, 1997.61. (������.��ĩұ��ԭ��[M].����:ұ��ҵ������, 1997.61.)
[19] Alan Lawley.Atomization (the Production of Metal Powders) [M].New Jersey:Metal Powder Industries Federation, 1992.86.
[20] Kang J G, Jiang Y, He Y H, Gao H Y.Fabrication and properties characterization of Zr powder by hydrogenation dehydrogenation combined method[J].Materials Science and Engineering of Powder Metallurgy, 2015, 20 (4) :655. (������, ����, ��Ծ��, �ߺ���.�⻯-���ⷨ�Ʊ�ﯷۼ������ܱ���[J].��ĩұ����Ͽ�ѧ�빤��, 2015, 20 (4) :655.)
[21] Bremen S, Meiners W, Diatlov A.Selective laser melting[J].Laser Technik Journal, 2012, 9 (2) :33.
[22] Frazier W E.Metal additive manufacturing:a review[J].Journal of Materials Engineering and Performance, 2014, 23 (6) :1917.
[23] Santos E C, Shiomi M, Osakada K, Laoui T.Rapid manufacturing of metal components by laser forming[J].International Journal of Machine Tools and Manufacture, 2006, 46 (12) :1459.

