稀有金属 2007,(04),581-584 DOI:10.13373/j.cnki.cjrm.2007.04.024
锗蒸馏残液的环保处理工艺研究
李云昌
昆明理工大学机电工程学院,云南驰宏锌锗股份有限公司 云南昆明650093,云南会泽654211
摘 要:
为有效降低锗氯化蒸馏残液的产生量、回收残液中的盐酸, 本文配合残液的末端处理技术, 通过回收盐酸实验以及残液处理实验, 研究了在锗氯化蒸馏工艺中用氯气替代硫酸的可行性。结果表明, 用氯气替代硫酸是可行的, 锗的蒸馏率提高了0.41%, 残液中H+浓度由13.25mol.L-1降至6.5mol.L-1左右, 从而更容易处理。回收的盐酸中H+浓度为6.52mol.L-1, 回收率达到70.3%, 残液的总量可由220m3降至66m3。按照现在的生产规模 (1×10t.a-1金属锗) , 采用此工艺节省硫酸280t, 消耗的生石灰减少390t, 减少中和渣570t。针对锗蒸馏残液中主要含盐酸的工况, 提出了残液资源化的处理工艺流程, 即首先采用蒸馏工艺对残液中的盐酸进行回收, 再用石灰中和残液, 使中和上清液完全用于制备石灰乳。
关键词:
氯化蒸馏 ;残液 ;处理工艺 ;资源化 ;
中图分类号: X703
收稿日期: 2006-10-13
基金: 云南省科技攻关项目 (2006GG03) 资助;
Treatment of Residual Solution of Germanium Chloridizing Distillation
Abstract:
The feasibility of using chlorine in stead of sulfuric acid in the process of distillation of germanium was studied.The experimental results showed that using chlorine instead of sulfuric acid was feasible in the process of distillation of germanium, the distillation rate increases by 0.41%, the concentration of H+ in residual solution reduces from 13.25 mol・L-1 to 6.5 mol・L-1.The concentration of H+ in recovered hydrochloric acid is 6.52 mol・L-1, and the recovering rate can reach 70.3%, the residual solution reduces from 220 m3 to 66 m3.According to the present production scale (10 t・a-1 germanium) this technic can economized, 280 tons sulfuric acid and 390 tons CaO, and reduced 570 tons neutralization dreg.Meanwhile, the profitable process flow of industrial effluent with hydrochloric acid, i.e.firstly, extract hydrochloric acid with distill process, then, neutralize the residual solution with lime and the neutralized water to prepare 10% milk of lime was gotten.
Keyword:
chloridizing distillation was gotten;residual solution;treatment process;resources utilization;
Received: 2006-10-13
氯化浸出蒸馏是生产锗的重要工序之一, 锗精矿中的锗通过氯化浸出生成四氯化锗 (GeCl4 ) , 利用其挥发性质再经蒸馏使它与80%~95%的杂质分离。 由于锗精矿中含有大量杂质, 在氯化浸出中要消耗大量的盐酸, 而降低浸出液的酸度将影响锗的氯化率, 因此氯化浸出蒸馏工艺过程中还要加入少量的工业硫酸
[1 ]
, 这就直接导致了锗氯化蒸馏残液的酸度非常高。
长期以来, 许多学者致力于锗蒸馏残液中有价金属的回收
[2 ]
及废酸综合利用的研究工作
[3 ]
, 并取得了一定进展。 目前, 大多数重金属冶炼企业已建立了有效的重金属废水处理设施, 但建立废水净化回用系统, 实现废水“零排放” 是更为可行、 环境效益更好、 社会效益更好的治理方法
[4 ,5 ,6 ,7 ,8 ]
。
云南驰宏锌锗股份有限公司现行的锗蒸馏残渣处理工艺成熟、 技术可靠, 并成功地处理了堆存20多年的蒸馏残渣, 取得了较好的技术经济指标
[9 ]
, 但对于锗蒸馏残液的处理, 只是采用石灰中和处理达标后排放, 耗费大量石灰 (约430 t) , 产生大量中和渣 (约620 t) , 并在一定程度上造成了残液中盐酸与硫酸的损失。 对此驰宏公司开展了大量研究工作, 本文以减少废液的产生量为研究目的, 探索在氯化蒸馏工序中用Cl2 替代硫酸的可行性, 并回收蒸馏残液中的盐酸, 以实现废液产生量的最小化, 处理后的废水进行回用。
1 实验
1.1 材 料
30%~33%的工业盐酸 (云南化工厂生产) , 95%~98%的工业硫酸 (公司自产) , 工业Cl2 (昆明市电化气厂生产) , 自产锗精矿 (锗品位约为15%) , 含60%~80% CaO的生石灰 (会泽当地产) 。
1.2 方 法
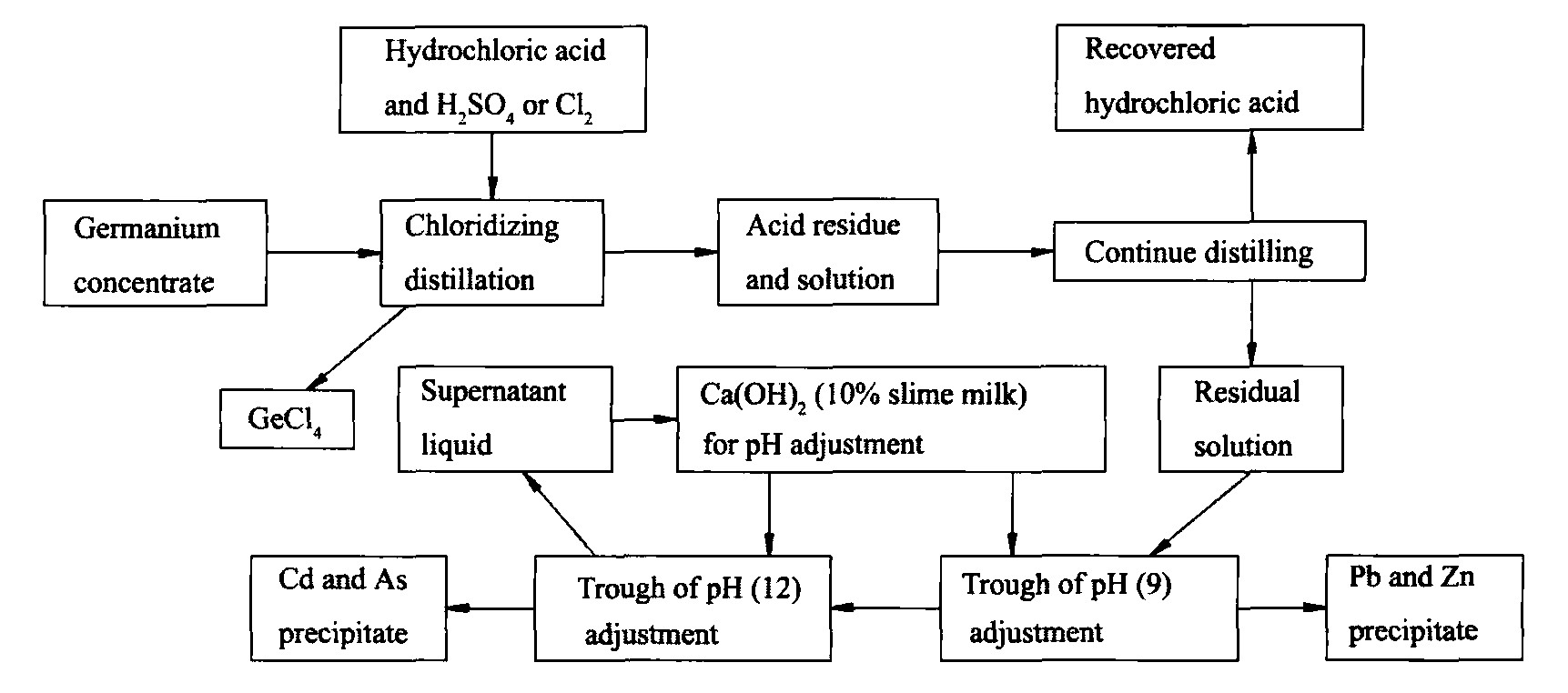
工艺流程: 将锗精矿与工业盐酸按固液比1∶6投入到蒸馏釜中进行氯化蒸馏, 当GeCl4 挥发量很少时开始加入硫酸或通入Cl2 , 待GeCl4 完全挥发后, 再往蒸馏釜中加入少量的硫酸, 以验证锗是否被完全氯化浸出, 在确定完全氯化浸出后, 用水直接冷却蒸馏釜, 从出料口采集残液样品。 用圆底烧瓶继续蒸馏回收盐酸, 盐酸回收后的残液用10%的石灰乳调节不同pH值, 使不同的重金属离子分别沉淀, 将最终的中和上清液回用于石灰乳的调配, 实验流程如图1所示。
1.3 水质分析方法
水质分析方法采用《水和废水监测分析方法 (第四版) 》
[10 ]
, 其中锌检测采用EDTA容量法, 镉与铅测定都采用直接吸入火焰原子吸收法, 砷测定采用二乙基二硫代氨基甲酸银分光光度法, pH值采用酸度计测定。
图1 实验流程图
Fig.1 Flow chart of experimental investigation
2 结果与分析
2.1 用氯气替代硫酸的可行性分析
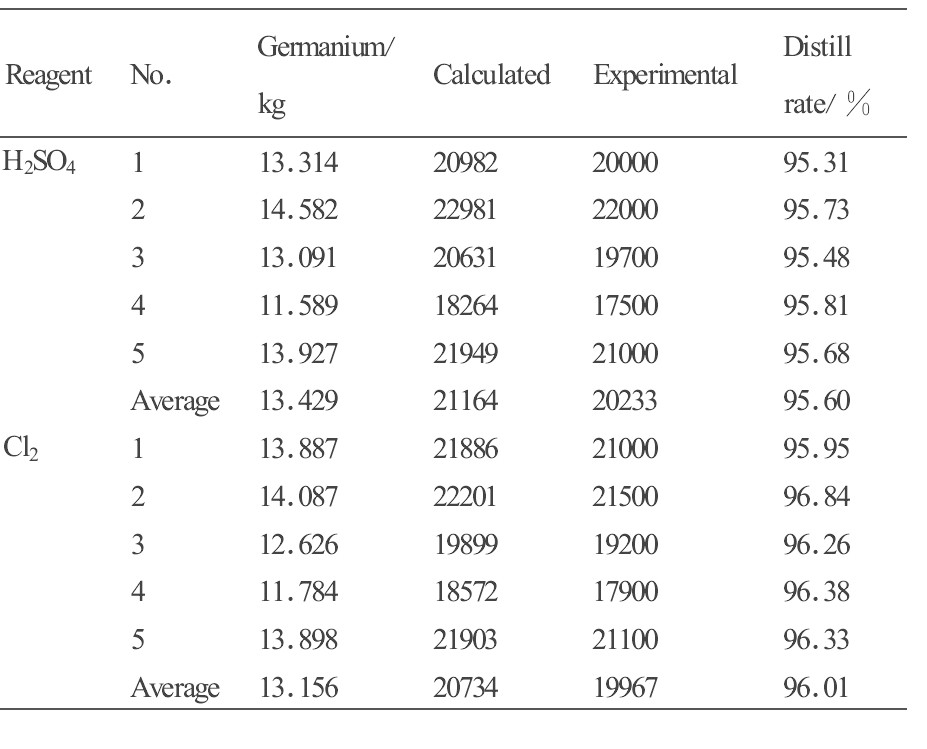
蒸馏工序中加入硫酸是为了提高蒸馏的酸度和温度, 这就要消耗大量硫酸, 也使残液的后续处理非常困难。 试验中用硫酸与Cl2 做对比实验的结果如表1所示。 根据公司多年的生产经验, 1 kg的锗可产出1576 ml的GeCl4 。 由表1可以看出, 试验取得了较好的效果。 在锗氯化蒸馏工艺中, 利用Cl2 替代硫酸, 锗的蒸馏率不但没有降低, 反比原工艺提高了0.41%。 经过对比实验, 证明采用Cl2 替代硫酸实现锗精矿的氯化蒸馏是可行的。 残液的H+ 浓度由13.25 mol・L-1 降至6.5 mol・L-1 左右, 每年可以节省290 t 生石灰, 并且中和渣产量减少466 t, 其结果如表2所示。
表1 硫酸和氯气对蒸馏率的影响 下载原图
Table 1 Comparison of distill rate adopted sulfuric acid and chlorine (ml )
表1 硫酸和氯气对蒸馏率的影响
2.2 盐酸回收
针对锗蒸馏残液中主要含有盐酸和金属氯化物的工况, 以回收其中的盐酸为目的, 开展了用蒸馏法回收残液中盐酸的实验研究。 实验每次取5 L残液, 采用圆底烧瓶进行蒸馏以回收盐酸, 实验中每隔30 min测量一次所回收的盐酸体积及酸度, 盐酸挥发温度以105 ℃开始计算, 盐酸回收120 min后, 在第五个30 min内只回收100~200 ml的盐酸, 且酸度低于5.5 mol・L-1 , 为此实验中以回收120 min的盐酸时的体积计算, 其实验结果列于表3。
表3结果表明, 残液中的盐酸可以采用蒸馏工艺进行有效地回收, 回收率可以达到70.3%, 回收的盐酸的H+ 浓度为6.52 mol・L-1 , 且使残液的总量大大降低, 较好地满足后续中和处理的要求。
2.3 残液中锌、 铅、 镉、 砷离子的去除效果
经过盐酸回收的废液的酸度较低, 因此可直接用生石灰制成10%的石灰乳中和。 以前是直接将残渣、 残液一起中和到pH值为3~4, 将残酸用酸泵抽到二级pH值调节槽, 调节pH值为9~11, 一次将所有的重金属离子沉淀, 实验发现, 锌离子浓度大约为1~2 g・L-1 , 不符合排放要求; 因此, 实验采取分级调节的方法, 调节pH值为9, 使铅、 锌先沉淀去除, 再调节pH值为12使镉、 砷沉淀去除, 最后用硫酸将残液中和至pH值为7, 可以使排放达到GB8978-1996规定的国家废水排放Ⅱ类标准
[11 ]
, 如表4所示。 废液中和所消耗石灰的量大约为40 t・a-1 , 生成的中和渣大约为50 t。 比不回收盐酸的残液节约100 t的生石灰, 减少中和渣量110 t, 产生的中和液可完全用于制备石灰乳, 也可中和后排放。
表2硫酸和氯气对残液的影响
Table 2 Comparison of residual solution adopted sulfuric acid and chlorine (ml )
Reagent
H+ /-1 )
Residual3
CaO/
Neutral
2 SO4 13.25
375
430
620
2 6.5
220
140
160
表3回收盐酸的实验结果
Table 3 Recovery hydrochloric acid from residual solution (ml )
Grand
31~60 min
61~90 min
91~120 min
1
890
910
920
790
3510
870
930
950
810
3560
830
960
950
810
3550
840
940
930
830
3540
850
890
920
810
3470
870
870
900
8203
460
858
917
928
812
3515
+ / (mol・L-1 ) 7.15
6.32
6.10
5.86
6.52
表4残液中锌、 铅、 镉、 砷离子的去除效果
Table 4 Removal effect of Pb, Zn, As and Cd in residual solution
Pb
Zn
As
Cd
pH
-1 ) 0.45~0.77
61.52~116.41
0.76~2.38
0.05~0.30
2~3
-1 ) 0.57
0.63
0.01
0.001
7~8
-1 ) 1.0
5.0
0.5
0.1
6~9
3 结 论
1. 在锗精矿氯化蒸馏工艺中, 用氯气替代硫酸是可行的, 锗的蒸馏率提高了0.41%, 生成的残液的H+ 浓度由原来的13.25 mol・L-1 降至现在6.5 mol・L-1 左右, 每年节约硫酸280 t, 使残液更容易处理。
2. 盐酸的回收率可以达到70.3%, 回收的盐酸的H+ 浓度为6.52 mol・L-1 , 可使残液的总量由220 m3 降低到66 m3 , 较好地满足了后续中和处理的要求。
3. 采用10%的石灰乳调节废液的pH值, 可使铅、 锌、 砷和镉沉淀去除, 再采用硫酸调节中和液的pH值为7, 使废水排放达到国家Ⅱ级标准 (GB8978-1996)
[11 ]
, 废水也可完全回用于制备石灰乳。
4. 采用此工艺所消耗的石灰大约为40 t, 比以往工艺节约390 t石灰。 中和渣产量为50 t, 比以往工艺减少中和渣量570 t。
参考文献
[1] 吴绪礼.锗及其冶金[M].北京:冶金工业出版社, 1988.131.
[2] 杨飞, 罗泽安, 黄文孝.从锗氯化蒸馏残液中回收有价金属的工艺[J].南方冶金学院学报, 2003, 24 (5) :95.
[3] 周恩华, 马文秀.废酸综合利用[J].广东微量元素科学, 1998, 5 (2) :70.
[4] 汪良珠.工业废水的净化回用[J].冶金动力, 2003, 3:58.
[5] 李建永.葫芦岛锌厂重金属废水的治理与回用[J].有色金属, 2002, 54 (4) :117.
[6] 谢晖, 唐锦涛.株冶废水治理后净化水回用工艺设计[J].湖南有色金属, 2000, 16 (3) :38.
[7] 许月卿, 彭应登, 赵仁兴.树脂吸附法处理磺胺脒生产废水的工艺[J].环境科学, 2003, 24 (6) :139.
[8] 秦炜, 王升, 梅帆, 林屹, 戴猷元.苯甲酸生产废水的处理与资源化[J].环境科学, 2004, 25 (4) :78.
[9] 王洪江, 罗恒.火湿法联合工艺处理锗蒸馏残渣[J].广东有色金属学报, 2002, 12:44.
[10] 国家环境保护总局.水和废水监测分析方法 (第四版) [M].北京:中国环境科学出版社, 2006.304.
[11] GB8978-1996污水综合排放标准[S].中华人民共和国行业标准, 1996.