Trans. Nonferrous Met. Soc. China 29(2019) 263-269
Effect of large strain cross rolling on microstructure and properties of Al-Li alloy plates with high magnesium content
Cai-he FAN1, Dong-sheng ZHENG1, Xi-hong CHEN2, Jian-jun YANG1, Yong LIU3, Hui-zhong LI3
1. College of Metallurgy and Material Engineering, Hunan University of Technology, Zhuzhou 412007, China;
2. CRRC Zhuzhou Electric Locomotive Co., Ltd., Zhuzhou 412007, China;
3. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China
Received 17 January 2018; accepted 24 April 2018
Abstract: Transmission electron microscopy (TEM), electron backscattered diffraction imaging (EBSD) and X-ray diffractometry were used to analyze the microstructure and texture characteristics of Al-9.8Mg-1.5Li-0.4Mn alloy cross-rolled and extruded plates, and the tensile properties and deep drawing performance were measured. The results show that the occurrence of dynamic recrystallization was promoted, the grains were refined and the preferred orientation of the recrystallized grains was improved by large strain cross rolling. Compared with CBA and CCB rolling methods, CBB rolling method significantly reduced the orientation density of the typical Brass texture {110}<112> in the extruded plates. The orientation densities of Copper texture {112}<111> and Brass texture {110}<112> on the β orientation line in the CBB rolled plates were the lowest, and there were no typical texture features in the plates. Meanwhile, better deep drawing could be gained in the CBB rolled plates, and the mechanical properties of the 0°, 45° and 90° directions were basically the same. The tensile strength, yield strength and elongation at room temperature for the CBB rolled plates were 617 MPa, 523 MPa and over 20.1%, respectively. The deviation of the mechanical properties at different directions was less than 3%.
Key words: cross rolling; Al-Li alloy plate; microstructure; anisotropy; texture feature
1 Introduction
Al-Mg-Li alloy has low density, high specific strength, high specific stiffness, high elastic modulus, good weldability and corrosion resistance, and is the most potential structural material in the field of aeronautics and astronautics [1,2]. Compared with the Al-Cu-Li alloy, although the developed Al-Mg-Li alloy with low magnesium content has lower density, its application is limited by the bottleneck problem of anisotropy of mechanical properties and low strength and toughness [3]. It is an important way to improve alloy strength and toughness by increasing magnesium content and refining grain. Inhibition of texture formation is an important means to improve the anisotropy of the alloy. Aluminum alloy with high magnesium content is prepared by conventional casting method, which is easy to form coarse eutectic microstructure (α(Al) phase and Al3Mg2 phase), decreases the solid solubility of magnesium and weakens the solution strengthening of magnesium [4]. Because of its fast cooling rate, remarkable improvement of alloy solid solubility, grain refinement and elimination of macrosegregation, the spray forming and rapid solidification technology is an ideal way to prepare Al-Li alloy materials with high magnesium content [5-9]. In recent years, some scholars have investigated the microstructure and texture characteristics of the deformation process of Al-Mg-Li alloy [10-14]. OLAF [10] studied the microstructure and texture evolution of Al-Mg alloy under different cold rolling and annealing conditions, and explored the relationship between recrystallization texture and anisotropy of cold rolled plates. CHEN et al [12] studied the texture characteristics of Al-Mg-Li alloy during hot rolling and found that the change of grain orientation during recrystallization is the main reason leading to the transformation of part Brass texture {110}<112> into S texture {123}<634>. HOGG et al [12] also studied the mechanism of static recrystallization annealing on the grain structure and texture formation of rolled Al-Mg-Li alloy, and found that the texture strength decreased with the increase of recrystallization temperature. It can be seen that the existing research is mainly focused on the microstructure and texture characteristics of conventionally rolled Al-Mg-Li alloy plates. Little attention has been paid to the effect of large strain cross rolling on the microstructure, texture and anisotropy of spray formed Al-Li alloy plates with high magnesium content.
The spray formed Al-9.8Mg-1.5Li alloy plates through extruding were investigated in this work. The microstructure and texture characteristics of the cross rolled and extruded alloy plates were studied comparatively, and the effects of different deformation modes on the anisotropy of mechanical properties and deep drawing of the alloy plates were discussed, in order to lay the theoretical foundation for the preparation of Al-Mg-Li alloy plates with high toughness and low anisotropy.
2 Experimental
2.1 Materials
Al-Li alloy cylindrical billet with high magnesium content by spray forming was prepared on the self-developed spray forming device SD380. The chemical composition of the alloy was Al-9.8Mg- 1.5Li-0.4Mn (mass faction, %). Through the 1250 t extruding machine, the cylindrical billet was extruded into the billet with the section size of 20 mm × 100 mm, the extrusion temperature was 450 °C, and the extrusion ratio was 15:1. After extrusion, the billet was sprayed immediately and cooled by water. The piece was cut from the billet, and its length, width and thickness were 100, 80 and 20 mm, respectively. Each piece was rolled three passes on the mill with a roll diameter of 350 mm, and the single pass reduction was not less than 50%. The intermediate annealing temperature was 380 °C, and the piece was immediately immersed into the room temperature water after the completion of each pass rolling. Rolling process parameters are shown in Table 1. Let A represent the extrusion direction of the plate (0°), B represent 45° angle with the direction of extrusion and C represent 90° angle with the direction of extrusion. In this experiment, CBB, CCB and CBA three kinds of cross rolling methods were used to roll the extruded pieces under large deformation.
2.2 Microstructural observation
Plate samples were ground, polished, etched by mixed acid solution (2 mL HF+3 mL HCl+5 mL HNO3+ 250 mL H2O), and then dried. The microstructure of the alloy plate was observed on the MN6 optical microscopy, Titan G2 60-300 transmission electron microscope (TEM) and electron backscattered diffraction (EBSD) of Helios Nanolab 600i scanning electron microscopy (SEM). The TEM samples were mechanically thinned to about 80 μm, and then twin-jet electropolished using nitric acid and methanol (volume ratio 1:3) as electrolyte. The electrolysis temperature was lower than -25 °C. The EBSD samples were electropolished, the electrolyte was 10% perchloric acid and 90% absolute alcohol, polishing voltage was of 20 V, polishing current was 1 A, polishing time was 30 s, and the electrolysis temperature was lower than -25 °C. The experimental data of EBSD samples were analyzed and processed by TSL OIM software at acceleration voltage of 20 kV and 70° angle, and the scanning step was 0.2 μm.
2.3 Measurement of plate texture
Electrolytic polishing was carried out after plate specimens were ground on the abrasive paper of No. 1500. Polishing liquid composition was nitric acid and methanol (volume ratio 1:3), operating temperature was -25 °C, the polishing voltage was 20 V, the polishing current was 0.5 A, and the polishing time was about 40 s. After polishing, the specimens were rinsed with alcohol, dried and stored in a dish. The texture measurement was performed on a Bruker D8 Discover X-ray diffractometer with the tube voltage of 40 kV and the tube current of 40 mA. Using Cu Kα radiation, the ranges of polar image measurements were α=5°-85° and β=0°-360°.
2.4 Anisotropy test
Tensile specimens were cut from three directions of 0°, 45° and 90° on the plates. Room temperature tensile test was performed on an Instron 3369 tensile machine, and the stretching speed was 1 mm/min. Round bars with the diameter of 50 mm were cut from the 2 mm-thickness alloy plates by the wire cutting machine, and were annealed at the temperature of 380 °C and the holding time of 15 min. Deep drawing experiment was carried out on the self-designed drawing die after the bars were cooled to the room temperature, and graphite and oil lubricant were coated evenly on the punch and die cavity at a punch speed of 150 mm/min.
Table 1 Rolling process parameters

3 Results
3.1 Microstructure
The grain morphologies of the alloy plates under the extrusion and different cross rolling conditions are shown in Fig. 1. It can be seen that the microstructure of the extruded alloy plates can be greatly improved by cross rolling. The microstructure of extruded alloy plates is uneven and coarse, fine recrystallized grains around the coarse grains are distributed along the direction of extrusion, and the shape of coarse grains is block-like (Fig. 1(a)). Compared with the extruded alloy plates, the grain structure of cross rolled alloy plates is more uniform and more significantly refined, and the recrystallization is more complete. The block-like grains distributed like streamline basically disappear, and the equiaxed grains are mainly dominated (Figs. 1(b-d)). It is found that the microstructure of the CBB-rolled alloy plate is more uniform, the average grain size is the smallest, and the grain morphology is dominated by equiaxed shape.
3.2 Mechanical properties
The tensile properties of different directions at room temperature for extruded and cross-rolled plates are shown in Fig. 2. It can be seen that the mechanical properties of the extruded alloy plates are poor, the anisotropy of mechanical properties in 0°, 45° and 90° directions is obvious; the tensile properties in 0° direction are good, and those in 90° direction are poor. The mechanical properties of the cross-rolled alloy plates are much higher than those of the extruded alloy plates, and the anisotropy of mechanical properties is significantly improved. Compared with CBA and CCB rolling methods, better mechanical properties are gained for CBB rolling method. The mechanical properties of the cross-rolled alloy in 0°, 45° and 90° directions are nearly isotropic, and the tensile strength, yield strength and elongation are 617 MPa, 523 MPa and over 20.1% under room temperature, respectively. Meanwhile, the deviation of the mechanical property in different directions is less than 3%.
3.3 Deep drawing performance
The macroscopic morphology of the extruded and cross-rolled plates after one deep drawing pass is shown in Fig. 3. It can be seen that the cross rolling process can significantly improve the deep drawing of the alloy plates and the surface quality of the deep drawing specimens. The extruded alloy plates during deep drawing crack severely and have poor forming performance. After the extruded plates are rolled by CBA or CCB rolling method, the deep drawing is significantly improved. The specimens are without cracking, but there is an obvious anisotropy in the alloy plates because of high earring ratio and poor appearance quality. The deep drawing performance is the best for the alloy plates by CBB rolling method. No macroscopic crack is observed, the earring ratio is low and the surface of the specimens is smooth.
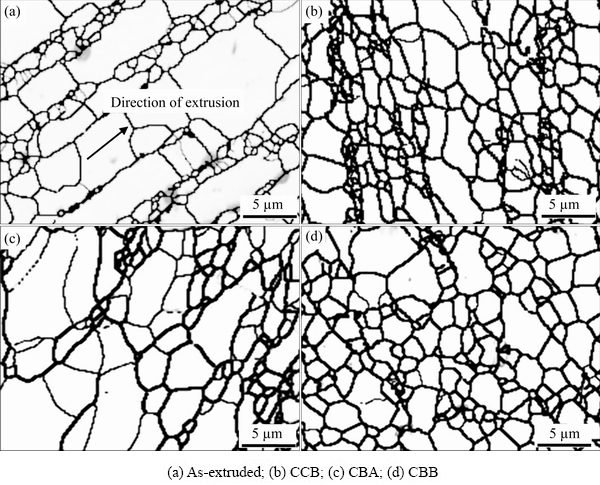
Fig. 1 EBSD micrographs of Al-Li alloy plates by different deformation methods
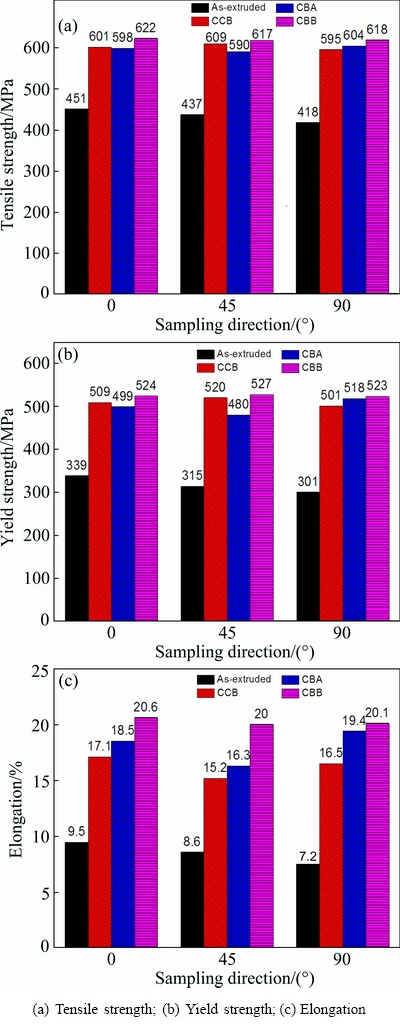
Fig. 2 Tensile properties of Al-Li alloy plates by different deformation methods

Fig. 3 Macroscopic morphology of Al-Li alloy plates by different deformation methods
4 Discussion
4.1 Grain refinement mechanism
The previous research showed that the large strain during the large plastic deformation is one of the main factors of grain refinement for the aluminum alloy with high magnesium content [7]. By comparing the TEM images of the extruded and CBB-rolled Al-Li alloy plates with high magnesium content, it can be found that the dislocation density of rolled plates is improved and the dislocation pile-up forms dislocation walls and dislocation tangles during the large deformation, resulting in the significant increase of dislocation cell and substructure (Figs. 4(a) and (b)). As shown in Fig. 1, the occurrence of dynamic recovery and recrystallization is promoted by the increase of high dislocation density during the large strain cross rolling. The interior part of grains is divided into several subgrains and dislocation cell structure by the pile-up of the dislocations (Fig. 4(c)). Compared with the extruded alloy plates, the diffraction patterns in the rolled plates are in circular distribution (Fig. 4(b)), indicating that recrystallization occurs fully in the rolled plates and the grain structure of the alloy plates is further refined by the dynamic recrystallization. This is basically consistent with the results reported by FAN et al [9]. It is known from the Hall-Petch relationship that the smaller the grain is, the more the grain boundaries are, the greater the hindrance of the dislocation movement is, and the higher the strength of the material is. Therefore, the adoption of large strain cross rolling not only significantly raises the strength and toughness of the extruded alloy plates, but also effectively improves the anisotropy of mechanical properties (Fig. 2), and further improves the deep drawing performance of the rolled plates (Fig. 3).
The main reason for cross rolling to improve the anisotropy of the alloy plates is not only optimizing the uniformity of internal structure of the material and improving the equiaxed degree of the grains, but also greatly reducing the difference of grain orientation distribution on the plate plane because of the large strain cross rolling. The grain orientation distribution is analyzed by comparing the EBSD images of the extruded and CBB-rolled alloy plates (Figs. 1(a) and (d)), as shown in Fig. 5. It can be seen that the average grain size of the alloy plates rolled by CBB is obviously reduced, and the proportion of the large angle grain boundary increases significantly. Previous studies have shown that grain morphology and crystallographic texture are the important reasons leading to the obvious anisotropy of mechanical properties for Al-Li alloy, and the anisotropy of material properties originates from the anisotropy of the microstructure and grain structure [15-18]. Therefore, the cross rolling of extruded plates can effectively improve the preferred orientation of the recrystallized grains and increase the proportion of large angle grain boundary.
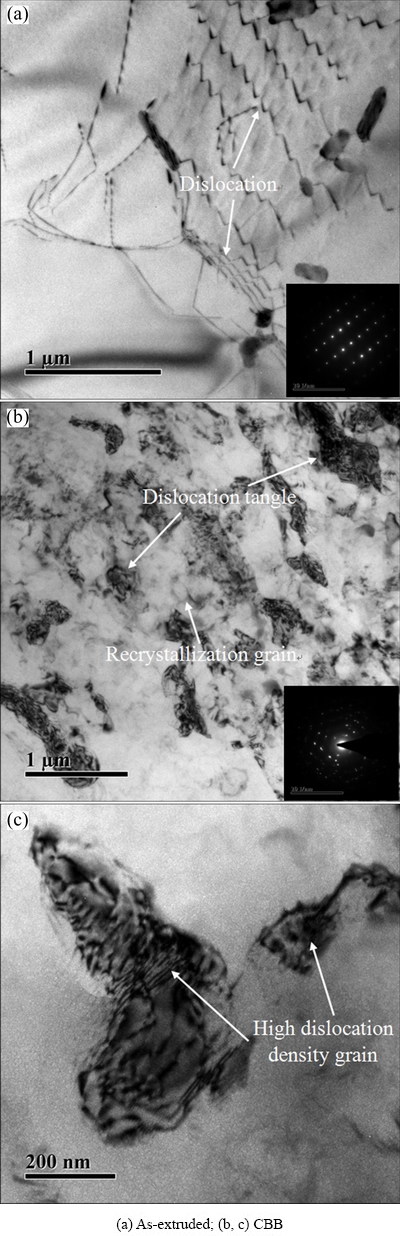
Fig. 4 TEM images of Al-Li alloy plate by different deformation methods
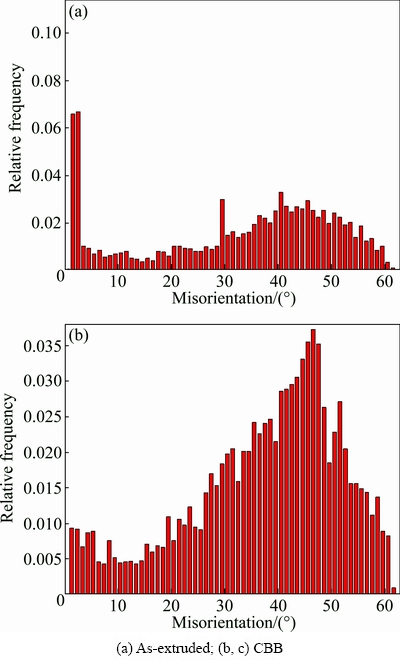
Fig. 5 Grain orientation distribution diagrams of Al-Li alloy plate by different deformation methods
4.2 Texture evolution
The ODF section diagrams of the Al-Li alloy plates with high magnesium content under different deformation conditions are shown in Fig. 6. The texture characteristics of the extruded alloy are a typical Brass texture {110}<112> and S texture {123}<634>, in addition to a small amount of Cube texture {001}<100> and Goss texture {110}<001>. After cross rolling, Brass texture of the alloy significantly decreases, even disappears. In the CBA-rolled alloy, there are mainly Brass texture {110}<112> and Copper texture {112}<111>, and small amount of R-Cube texture{110}<011>. CCB-rolled alloy is mainly Copper texture {112}<111>, and small amount of Cube and Goss textures. CBB-rolled alloy has no texture characteristics, and small texture intensity. It can be seen that choosing reasonable cross rolling way is the key to weaken the deformation texture of the alloy plates and is also the basis for improving the anisotropy and deep drawing performance of the alloy plates [19].
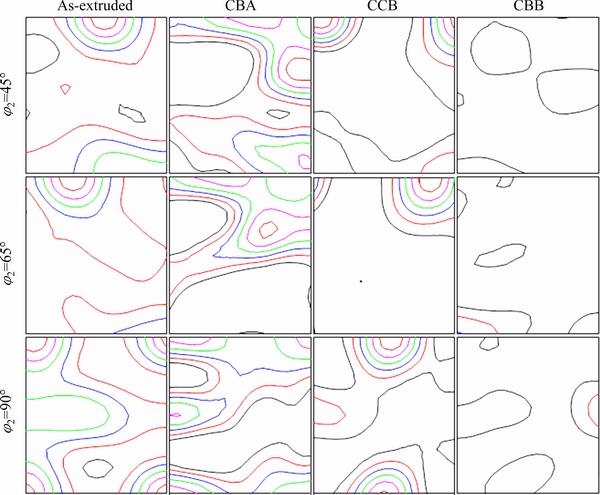
Fig. 6 Section diagrams of ODF of Al-Li alloy plate under different deformation conditions
The change of orientation density on the β orientation line of Al-Li alloy plates with high magnesium content in different deformation conditions is shown in Fig. 7. The orientation density of Copper texture {112}<111> in CCB-rolled plates is the strongest, the grade is 10, and that of the CBB-rolled alloy plates is the weakest, which is about grade 2.4. In the extruded alloy, the orientation density of Brass texture {110}<112> is the strongest, close to grade 5, and that of the CBB-rolled plates is smaller, about grade 1. Obviously, when the extruded alloy is cross-rolled, the unreasonable rolling method will increase the volume fractions of some textures (such as Copper texture), which is basically the same as the result of deep drawing test shown in Fig. 3. Comparing the three kinds of rolling methods, orientation density on β orientation line is the lowest, and there is no typical texture feature for CBB- rolled plate. The main reasons are as follows. One is that the large strain rolling promotes the occurrence of the dynamic recrystallization during the deformation, refines the grains and achieves the transformation of the small angle grain boundary to the high angle grain boundary, thus improving the orientation distribution of the grains. The other is that the CBB rolling method significantly weakens the typical texture characteristics of Brass and S textures in the extruded alloy and improves the deformation texture characteristics.
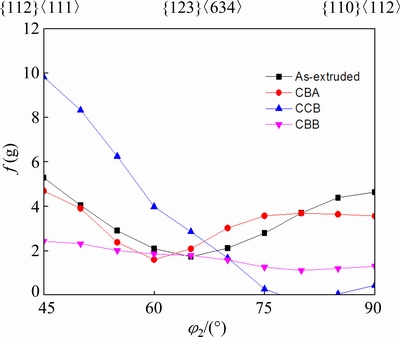
Fig. 7 Change of orientation density f(g) along β orientation line (φ2) of Al-Li alloy plate under different deformation conditions
5 Conclusions
(1) The reasonable cross rolling method is adopted for large strain deformation of as-extruded spray formed Al-Li alloy plates with high magnesium content. The
grains are significantly refined, the proportion of large angle grain boundary is obviously improved, the anisotropy of the plates is weakened, and the deep drawing performance is improved obviously.
(2) The CBB rolling method significantly reduces the orientation density of the typical Brass texture {110}<112> in the extruded alloy plates. Compared with CBA and CCB rolling methods, the orientation density of Copper texture {112}<111> and Brass texture {110}<112> in the CBB-rolled plates is the lowest, and the CBB rolling plates have no typical texture characteristics.
(3) The large strain cross rolling can significantly improve the comprehensive performance of the extruded alloy, the mechanical properties of the CBB alloy plates rolled in 0°, 45° and 90° directions are nearly isotropic, the tensile strength, yield strength and elongation are 617 MPa, 523 MPa and over 20.1%, respectively, and the deviation of the mechanical properties in different directions is less than 3%.
References
[1] SONG De-li, LUO Jing-hua, ZHENG Tang-jie. Key technology of Al-Li alloy liner part development of large aircraft [J]. Manufacturing Technology of Aviation, 2015, 12(4): 82-85. (in Chinese)
[2] TOLGA D, COSTAS S. Recent developments in advanced aircraft aluminium alloys [J]. Materials and Design, 2014, 56(2): 862-871.
[3] ZHENG Zi-qiao, LI Jin-feng, CHEN Zhi-guo. Alloying and micro- structural evolution of Al-Li alloys [J]. The Chinese Journal of Nonferrous Metals, 2011, 21(10): 2337-2351. (in Chinese)
[4] JIN S B, TAO N R, KNUT M. Deformation of an Al-7Mg alloy with extensive structural micro-segregations during dynamic plastic deformation [J]. Materials Science and Engineering A, 2015, 628(4): 160-167.
[5] CHEN Zhen-hua, FAN Cai-he, CHEN Zhi-gang, CHEN Ding. Densification of large-size spray-deposited Al-Mg alloy square performs via a novel wedge pressing technology [J]. Materials Science and Engineering A, 2009, 506(1-2): 152-156.
[6] FAN Cai-he, PENG Ying-biao, YANG Hai-tang, ZHOU Wei, YAN Hong-ge. Hot deformation behavior of Al-9.0Mg-0.5Mn-0.1Ti alloy based on processing maps [J]. Transactions of Nonferrous Metals Society of China, 2017, 27(2): 289-297.
[7] FAN Cai-he, YAN Hong-ge, PENG Ying-biao, ZHOU Wei, ZHOU Xing-ling. Microstructures and mechanical properties of spray- forming high magnesium aluminum alloy during large strain hot rolling [J]. The Chinese Journal of Nonferrous Metals, 2017, 27(1): 64-71. (in Chinese)
[8] HOGG S C, PALMER I G, THOMAS L G. Processing, microstructure and property aspects of a spray-cast Al-Mg-Li-Zr alloy [J]. Acta Materialia, 2007, 55(4): 1885-1894.
[9] FAN Cai-he, CHEN Xi-hong, ZHOU Xin-peng, OU Ling, YANG Jian-jun, PENG Ying-biao. Microstructure evolution and strengthening mechanisms of spray-formed 5A12 Al alloy processed by high reduction rolling [J]. Transactions of Nonferrous Metals Society of China, 2017, 27(11): 2363-2370.
[10] OLAF E. Texture and anisotropy in the Al-Mg alloy AA 5005. Part I: Texture evolution during rolling and recrystallization [J]. Materials Science and Engineering A, 2014, 618(2): 654-662.
[11] OLAF E, JOHANNES A. Texture and anisotropy in the Al-Mg alloy AA 5005. Part II: Correlation of texture and anisotropic properties [J]. Materials Science and Engineering A, 2014, 618(2): 663-671.
[12] CHEN Zhong-wei, ZHAO Jing, LI Shi-shun. Texture evolution of Al-Mg-Li aeronautical alloys in in-situ tension [J]. International Journal of Minerals, Metallurgy and Materials, 2012, 19(12): 1100-1106.
[13] LIU Man-ping, LIU Qiang, ROVEN X T, LIU Min, MURASHKIN R Z, VALIEV T. Grain refinement in nanostructured Al-Mg alloys subjected to HPT [J]. Journal of Material Science, 2010, 45(3): 4659-4664.
[14] HOGG S C, PALMER I G, THOMAS L G, GRANG P S. Processing, microstructure and property aspects of a spray-cast Al-Mg-Li-Zr alloy [J]. Acta Materialia, 2007, 55(5): 1885-1894.
[15] CHEN Zhong-wei, FAN Qin-ying. Micro-textures of high strength 2A97 Al-Li alloy plates [J]. Transactions of Materials and Heat Treatment, 2015, 36(6): 73-77.
[16] LIN Y, ZHENG Z Q, LI S C. Effect of solution treatment on microstructures and mechanical properties of 2099 Al-Li alloy [J]. Archives of Civil and Mechanical Engineering, 2014, 14(4): 61-71. (in Chinese)
[17] LI Hong-ping, YE Ling-ying, ZHANG Pan, ZHONG Jue, HUANG Ming-hui. Microstructure and texture characterization of superplastic Al-Mg-Li alloy [J]. Transactions of Nonferrous Metals Society of China, 2014, 24(7): 2079-2087.
[18] ZHAO S, YE L Y, ZHANG X M. Inhomogeneity of 5A90 Al-Li alloy during superplastic deformation and its effect on evolution of cavity [J]. The Chinese Journal of Nonferrous Metals, 2013, 23(8): 2125-2132. (in Chinese)
[19] WEI Qi-long, CHEN Zheng, WANG Yong-xin. Anisotropy of 1420 Al-Li alloy [J]. The Chinese Journal of Nonferrous Metals, 2002, 12(3): 573-577. (in Chinese).
大应变交叉轧制对高Mg含量Al-Li合金板材组织和性能的影响
范才河1,郑东升1,陈喜红2,阳建君1,刘 咏3,李慧中3
1. 湖南工业大学 冶金与材料工程学院,株洲 412007;
2. 中车株洲电力机车有限公司,株洲 412007;
3. 中南大学 粉末冶金国家重点实验室,长沙 410083
摘 要:采用透射电镜观察(TEM)、电子背散射成像技术(EBSD)和X射线衍射技术对比分析喷射成形Al-9.8Mg- 1.5Li-0.4Mn合金交叉轧制态板材与挤压态板材的显微组织及织构特征,并测试板材的拉伸性能和深冲性能。结果表明:大压下量交叉轧制能促进动态再结晶的发生、细化晶粒组织以及改善再结晶晶粒的择优取向;与CBA和CCB轧制方式相比,CBB轧制方式显著降低了挤压态合金中典型Brass织构{110}<112>的取向密度,在β取向线上CBB轧制态板材中Copper织构{112}<111>和Brass织构{110}<112>的取向密度均最低,且板材中没有典型的织构特征;同时,CBB轧制态合金板材具有更好的深冲性能,在0°、45°和90°三个方向的力学性能基本一致,其室温拉伸强度、屈服强度和伸长率分别为617 MPa、523 MPa和大于20.1%,各方向力学性能偏差小于3%。
关键词:交叉轧制;Al-Li合金薄板;显微组织;各向异性;织构特征
(Edited by Wei-ping CHEN)
Foundation item: Project (2017JJ2073) supported by the Natural Science Foundation of Hunan Province, China
Corresponding author: Dong-sheng ZHENG; Tel: +86-731-22183432; E-mail: dongsheng210@163.com
DOI: 10.1016/S1003-6326(19)64935-6

