ОДХВұаәЕЈә1004-0609(2012)06-1697-08
ИИРэ¶Н·ЁЦЖұёөДОЩНӯПЯІДөДЙХКҙРФДЬ
ХЕ »Ф1Ј¬іВОДёп1Ј¬¶Ўұьҫы2
(1. Оч°ІАн№ӨҙуС§ ІДБПҝЖС§Ул№ӨіМС§ФәЈ¬Оч°І 710048Ј»
2. Оч°ІҪ»НЁҙуС§ АнС§ФәЈ¬Оч°І 710049)
ХӘ ТӘЈәТФЛЙЧ°ИЫЙш-ИИРэ¶НјјКхЦЖұёөДОЩНӯПЯІДОӘөзј«әНұ»ЙХІДБП·ЦұрҪшРРЙХКҙКөСйЈ¬СРҫҝЖдЙХКҙМШРФЎЈАыУГҙшДЬЖЧөДЙЁГиөзҫө·ЦОцОЩНӯПЯІДЙХКҙЗ°әуөДЧйЦҜРОГІЎўОпПаЧйіЙәНЦКБҝұд»ҜЎЈҪб№ыұнГчЈәОЩНӯПЯІДУЙОЩәННӯБҪПаЧйіЙЈ¬ОЩҝЕБЈПвЗ¶ФЪНӯПаЦРРОіЙЦВГЬөДНшВзЧҙҪб№№ЎЈЧчОӘөзј«Ј¬ПЯІДСШәбПтәНЧЭПтҫщУРНӯПа·ЙҪҰЎў»У·ўЈ¬ҪцБфПВҪьЗтЧҙөДОЩ№ЗјЬЈ¬ПЯІДөДЙХКҙЛЩВКҪПҙуЎЈЧчОӘұ»ЙХІДБПЈ¬ФЪҝҝҪьөзј«ёҪҪьЈ¬НӯПа»У·ўНкИ«Ј¬ПЯІДОЩ№ЗјЬВгВ¶ФЪөз»ЎёЯОВЧчУГПВРОіЙҙаРФөДСх»ҜОпЈ¬іКХлЧҙҪб№№Ј»¶шФЪФ¶Алөзј«ЗшУтөДПЯІДұнГжіцПЦ№кБСПЦПуЈ¬Н¬КұПЯІДөДЙХКҙЛЩВКҪПРЎЎЈ
№ШјьҙКЈәОЩНӯПЯІДЈ»ПФОўЧйЦҜЈ»ЙХКҙРФДЬЈ»ИИРэ¶Н
ЦРНј·ЦАаәЕЈәTG146.1 ЎЎЎЎ ОДПЧұкЦҫВлЈәA
Ablation properties of W-Cu wire prepared by hot swaging
ZHANG Hui1, CHEN Wen-ge1, DING Bing-jun2
(1. School of Materials Science and Engineering, XiЎҜan University of Technology, XiЎҜan 710048, China;
2. School of Science, XiЎҜan Jiaotong University, XiЎҜan 710049, China)
Abstract: The microstructure, phase composition and mass variation of W-Cu wire made by loose packing infiltration- hot swaging were studied by scanning electrical microscopy. The results show that the W-Cu wire constitutes tungsten phase and copper phase, the tungsten particles embed in copper phase to form a network structure. As electrode, the splashing and volatilization of copper phase happen along both cross range and longitudinal direction, only tungsten skeleton is left, its mass ablation rate is larger. As burned material, the copper phase all volatilizes close to the electrode, the tungsten skeleton exposed under the high arc temperature forms fragile oxides, which present needle structure. The wire surface appears alligator cracking far from the electrode and its mass ablation rate is relatively smaller.
Key words: W-Cu wire; microstructure; ablation properties; hot swaging
ОЩНӯПЯІДЧЫәПБЛОЩәННӯёчЧФөДУЕөгЈ¬ҫЯУРДНёЯОВЎўЗҝ¶ИёЯЎўБјәГөДөјөзЎўөјИИРФәНДНЙХКҙөИМШРФЈ¬№г·әУҰУГУЪөзјУ№ӨЎўөИАлЧУМеәёҪУәНЕзНҝөИөзј«ІДБП[1-3]ЎЈОЩНӯІДБПУГЧчөзј«КұЈ¬ҝЙВъЧгёЯИЫөгЎўДНөз»ЎЙХКҙРФЎўБјәГөДөјөзөјИИРФДЬәНБҰС§РФДЬөИ»щұҫТӘЗуЈ¬ҙУ¶шФЪК№УГ№эіМЦРҫЯУРҪПөНөДЛрәДВКәНөЦҝ№ұдРОөДДЬБҰ[4-7]ЎЈФЪөз»ЎөДёЯОВЧчУГПВЈ¬өзј«ІДБПТФТЭіцөДөзЧУЎўҪрКфАлЧУЎўҪрКфХфЖыЎўИЫ»ҜөДҪрКфТәөОРОКҪҙУІДБПұнГжҪшИлөҪөзј«јдП¶ЦРЈ¬ҙУ¶шөјЦВІДБПөДЛрК§јҙөзј«өДөз»ЎЙХКҙ[8]ЎЈөз»ЎЙХКҙ№эіМёҙФУЈ¬ФЪөз»ЎЧчУГПВЈ¬өзј«ұнГж»б·ўЙъОпАнұд»ҜәН»ҜС§ұд»ҜЈ¬ЗТІДБПөДЙъІъ№ӨТХәНіЙ·ЦөДІ»Н¬¶ј»бөјЦВІ»Н¬өДөз»ЎЙХКҙРОКҪәНРОГІЎЈ№ШУЪ·ЫД©ТұҪр·ЁЦЖұёөДОЩНӯІДБПөДҝ№өз»ЎЙХКҙДЬБҰТСУРҪП¶аСРҫҝ[9-13]Ј¬ө«№ШУЪИИРэ¶НјјКхЦЖұёөДОЩНӯПЯРНөзј«өДөз»ЎЙХКҙОҙјыСРҫҝұЁөАЎЈОӘҙЛЈ¬ұҫОДЧчХЯПөНіСРҫҝИИРэ¶Н·ЁЦЖұёөДОЩНӯПЯІДөДөз»ЎЙХКҙМШРФЈ¬ЦјФЪОӘёГАаІДБПҪсәуөДУҰУГМṩАнВЫ»щҙЎЎЈ
1 КөСй
ОЩНӯЕчІДУЙЛЙЧ°ИЫЙш·ЁЦЖұёЎЈҪ«Т»¶ЁіЯҙзөДОЩНӯЕчІДЈ¬ФЪCF116-2/ZFҫ«ГЬРэ¶Н»ъЙП¶аөАҙОИИРэ¶НәуЦЖөГЦұҫ¶ОӘ4 mmЈ¬іӨ¶ИОӘ200 mmөДW70Cu30ПЯІДЈ¬»щұҫРФДЬИзұн1ЛщБРЎЈ
ұн1 W70Cu30ПЯІДөД»щұҫРФДЬ
Table 1 Property parameters of W70Cu30 wire rod

КөСйЛщУГОЩј«лІ»ЎәёҪб№№ИзНј1ЛщКҫЈ¬ЦчТӘУЙәёҪУөзФҙЎўәёЗ№Ўў№©ЖшПөНіЎў№©Л®ПөНіј°әёҪУҝШЦЖЧ°ЦГөИІҝ·ЦЧйіЙЎЈәёҪУөзФҙІЙУГZXE5-315РН№иХыБчәё»ъ(№ӨЧчЖөВК50 HzЈ¬ИэПаКдИл380 VКұЈ¬ҝХФШөзС№76 V)әНGNP-300РНәё»ъҝШЦЖПд(ДЪҙшёЯЖөХрөҙТэ»ЎЖч)ј°TSIA100/0.5РРөчС№Жч(КдИлИэПаөзС№380 VЈ¬ёәФШөзС№0~500 VЈ¬№ӨЧчЖөВК50 Hz)ЎЈКөСйКұЈ¬КЧПИҪ«ОЩНӯПЯІДЧчОӘөзј«Ј¬МјёЦЧчОӘұ»ЙХІДБПЈ¬ФЪЖр»ЎөзБч70 AЎўөзС№380 VПВҪшРРЙХКҙЎЈИ»әуУЦҪ«ОЩНӯПЯІДЧчОӘұ»ЙХІДБПЈ¬УГҙҝОЩЧчОӘөзј«Ј¬ФЪөзБч70 AЎўөзС№380 VПВҪшРРЙХКҙЎЈТхј«әНСфј«Ц®јдөДҫаАлҫщұЈіЦФЪ20 mmЈ¬ЛщУГОЩНӯПЯІДіЯҙзОӘd 3 mmЎБ50 mmЎЈ
Нј2ЛщКҫОӘИИРэ¶Н·ЁЗ°әуОЩНӯәПҪрПЯІДөДҪрПаЧйЦҜХХЖ¬ЎЈНј2(a)ЛщКҫОӘРэ¶НЗ°өДЧйЦҜРОГІЈ¬Нј2(b)ЛщКҫОӘРэ¶НәуЧйЦҜРОГІЎЈНјЦР»Т°ЧЙ«ОӘНӯПаЈ¬»ТЙ«ОӘОЩПаЎЈҙУНј2ҝЙТФҝҙөҪЈ¬Рэ¶НЗ°өДЧйЦҜҪПОӘҙЦҙуЈ¬НӯПаЛдИ»ҫщФИЈ¬ө«УРЙЩБҝЖ«ҫЫЈ»¶шРэ¶НәуөДЧйЦҜПёРЎЈ¬ХіҪбПаНӯФЪОЩ»щМеЙП·ЦІјөДёьјУҫщФИЎЈҙУНј2(a)ҝЙТФҝҙөҪЈ¬ЧйЦҜЦРҙжФЪҙуБҝөДНӯё»јҜЈ¬УРЙЩБҝәЪөгЧҙөДҝЧП¶Ј¬ХіҪбПаНӯөД·ЦІјІ»әЬҫщФИЈ¬Нӯё»јҜ¶аіКҝйЧҙ·ЦІјУЪОЩ»щМеЙПЎЈФміЙНӯПаЖ«ҫЫөДФӯТтУРБҪ·ҪГжЈ¬Т»КЗЦЖұё№эіМЦРОЩЕчҝЧП¶ВКҙуЈ¬ГЬ¶И·ЦІјІ»ҫщФИЈ¬өјЦВОЩЕчЦРІ»Н¬О»ЦГ·ЫД©өДҝЧП¶КэБҝҙуРЎІ»ПаН¬Ј¬Тт¶шФЪИЫЙшЙХҪбКұЈ¬НӯИЫЙшөҪҙуРЎІ»Н¬өДҝЧП¶ЦРЈ¬ЧоЦХРОіЙНӯПаЖ«ҫЫЈ»¶юКЗФЪёЯОВПВИЫЙшНӯКұКЬИИІ»ҫщФИЈ¬НӯҝйФЪОўРЎГж»эЙППИИЫ»ҜІўјҜЦРФЪәЬРЎөДҪШГжПтПВЙшНёЈ¬өјЦВНӯТә¶ФОЩ№ЗјЬөД№эБҝҪюКҙіцПЦҝХ¶ҙЈ¬ЧоәуФЪОЩНӯПЯЕчЦРБфПВНӯё»јҜЗшЎЈ
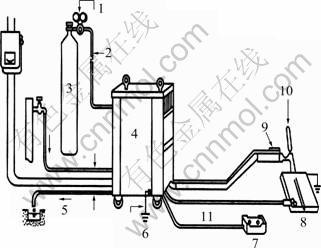
Нј1 ОЩј«лІ»ЎәёЙиұёЧйіЙ
Fig. 1 Equipment composition of tungsten inert gas: 1ЎӘDecompression meter; 2ЎӘTrachea; 3ЎӘAr; 4ЎӘWelding power and control system; 5ЎӘWater pipe; 6ЎӘGrounding cable; 7ЎӘRemote control unit; 8ЎӘBase material; 9ЎӘTorch switch; 10ЎӘTIG torch; 11ЎӘBase cable
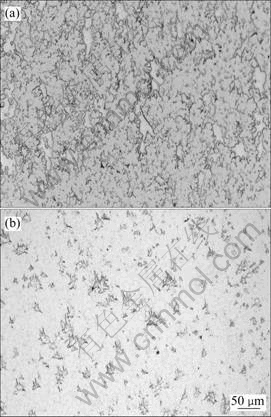
Нј2 ОЩНӯәПҪрРэ¶НЗ°әуөДПФОўЧйЦҜ
Fig. 2 Microstructures of W-Cu alloy before(a) and after(b) swaging
УГҫ«¶ИОӘ0.1 mg өДESJ200-4РНәЕ·ЦОцМміУІвБҝПЯІДГҝёфТ»¶ЁКұјдөДЦКБҝЛрК§Ј»УГJSM-6700FРНіЎ·ўЙдSEM№ЫІмКФСщЙХКҙЗ°әуөДОў№ЫРОГІЈ¬ҪбәПEDS·ЦОцОЩНӯПЯІДЙХКҙЗ°ЎўәуөДОпПаЧйіЙЎЈ
2 Ҫб№ыУл·ЦОц
2.1 УГЧчөзј«КұөДЙХКҙРОГІ·ЦОц
Нј3ЛщКҫОӘЙХКҙЗ°ОЩНӯПЯІДөДЧйЦҜРОГІЎЈНј3(a)ЛщКҫОӘЙХКҙЗ°ОЩНӯПЯІДөДәк№ЫХХЖ¬Ј¬Нј3(b)КЗөНұ¶ПВөДЧйЦҜРОГІЈ¬Нј3(c)ЛщКҫОӘёЯұ¶ПВөДЧйЦҜРОГІЎЈҙУНј3ЦРҝЙТФҝҙіцЈ¬ЙХКҙЗ°ЧйЦҜЦВГЬГ»УРҝЧ¶ҙәНБСОЖЈ¬ҪьЗтРОҝЕБЈөДОпЦКПвЗ¶ФЪНшВзҪб№№ЦРЈ»ҫӯДЬЖЧ·ЦОцҝЕБЈЧҙөДОпЦККЗОЩЈ¬ХыёцНӯПаПа»ҘБ¬НЁЈ¬Ҫ«ОЩҝЕБЈУлОЩҝЕБЈБ¬ҪУЖрАҙіЙНшЧҙЈ¬РОіЙБЛПа»ҘБ¬НЁөДНшВзЧҙЧйЦҜЎЈПа¶ФУЪОЩНӯЕчІД(јыНј2)Ј¬ІЙУГИИРэ¶НјјКхЦЖұёөДОЩНӯПЯІДЦВГЬ¶ИёЯЈ¬ХвКЗТтОӘРэ¶НјУ№Ө№эіМЦРЈ¬ПЯЕчДЪІҝҙҰУЪ3ёц·ҪПтС№УҰБҰЧҙМ¬Ј¬ЦЬПтҫщФИС№ЛхЈ¬С№УҰБҰҝЙТФК№ҫ§ДЪ»тҫ§јдёчЦЦЖЖ»өөДГИСҝөГөҪәёәПЈ¬јхЗбҙаРФПаөДІ»БјУ°ПмТФј°УЙУЪІ»ҫщФИұдРО¶шІъЙъөДЖЖ»өЧчУГЈ¬¶шЗТРэ¶Н№эіМГҝҙОҙё»чөДјУ№ӨБҝұИҪПРЎЈ¬ПЯЕчГҝҙО¶јКЬөҪҫщФИ·ЦІјФЪЦЬПтЙПөДС№ЛхұдРОЈ¬ҙУ¶шПыіэјУ№ӨЕчБПДЪІҝөДЖшҝЧЎўҝХ¶ҙөИИұПЭЈ¬ЖЖЛйҙЦҙуөДҫ§БЈЈ¬Н¬КұК№өГОЩЎўНӯБҪПаПа»Ҙј·С№Ўў»¬ТЖЈ¬ёДұдІДБПөДЧйЦҜҪб№№Ј¬К№өГПЯІДЧйЦҜЦВГЬЎўҫщФИЎЈ

Нј3 ЙХКҙЗ°ОЩНӯПЯІДөДSEMПс
Fig. 3 SEM images of W-Cu wire before ablation: (a)W-Cu wire; (b), (c) Microstructures of W-Cu wire
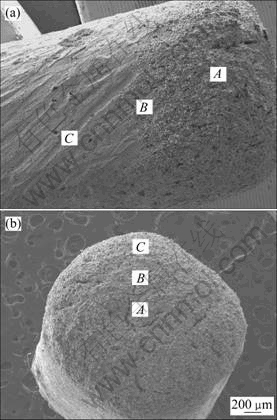
Нј4ЛщКҫОӘОЩНӯПЯІДУГЧчөзј«КұЙХКҙәуөДРОГІЎЈИзНј4(a)ЛщКҫЈ¬СШЦбПЯ·ҪПтЈ¬ҙУөзј«өДН·ІҝөҪОІІҝ(јҙНјЦРөДAЗшөҪCЗш)ТАҙОКЗКиЛЙЗшЎў№э¶ЙЗшәНЦВГЬөД»щМеЗшЈ¬ФЪКиЛЙҪбЗшіцПЦГчПФөДҝЧ¶ҙЎЈИзНј4(b)ЛщКҫЈ¬СШҫ¶ПЯ·ҪПтЈ¬ҙУөзј«өДЦРРДПтұЯФө(јҙНјЦРөДAЗшөҪCЗш)ТАҙОКЗ°јҝУЎўН№ЖрөДФөәНФІ»¬өДАвұЯЈ¬І»№эХыёцГжЙПҫщУРХлЧҙҝЧ¶ҙЎЈОӘҪшТ»ІҪЛөГчёчЗшөДЙХКҙРОГІЈ¬Ҫ«ёчЗш·ЕҙуЈ¬ИзНј5әН6ЛщКҫЎЈ
Нј4 өзј«ОЩНӯПЯІДЙХКҙәуөДРОГІ
Fig. 4 Ablation morphologies of W-Cu wire as electrode: (a) Axial direction; (b) Diameter line direction
Нј5ЛщКҫОӘНј4(a)ЦРОЩНӯПЯІДЧчОӘөзј«КұЙХКҙәуөДЧЭҪШГжОў№ЫРОГІЎЈҙУНј5(a)ЦРҝЙТФҝҙіцЈ¬ЙХКҙәуЈ¬РОіЙБЛҪьЗтЧҙөДҝЕБЈЈ¬ҫӯДЬЖЧ·ЦОцёГҝЕБЈКЗОЩЈ¬ҝЕБЈјдБ¬ҪУРОіЙОЩ№ЗјЬ(јэН·ЛщЦё)Ј¬НӯФЪЙХКҙ№эіМЦРТСҫӯНкИ«»У·ўЈ¬ЙХКҙәуөДОЩҝЕБЈұнГжИЫ»ҜПЦПуЈ¬ЗчУЪЗт»ҜЈ¬ө«ОЩҝЕБЈІўОҙНкИ«ИЫ»ҜИЪәПЎЈНј5(b)ЛщКҫОӘ»щМеЗшУлКиЛЙЗшЦ®јдөД№э¶ЙЗшЧйЦҜЈ¬ҝЙТФҝҙөҪНјЦРУТұЯОӘЙХКҙЦ®әуРОіЙөДОЩ№ЗјЬ(УлНј5(a)јэН·ЛщЦёПаН¬)Ј¬НјЦРЧуұЯОӘЖ¬ЧҙөДЦВГЬ»щМеЗшЈ¬ОЩ№ЗјЬУл»щМеЗшЦ®јдУРГчПФөД·ЦҪзЎЈНј5(c)ЛщКҫОӘЦВГЬөДПЯІД»щМеЗшЎЈҝЙТФҝҙіцЈ¬»щМеЗшЧйЦҜКЗУЙҙуІҝ·ЦЖ¬ЧҙәНТ»РЎІҝ·ЦҝйЧҙПаБ¬РОіЙөДЎЈ

Нј5 Нј4(a)ЦРөзј«ОЩНӯПЯІДЙХКҙәуөДЧЭПтПФОўЧйЦҜ
Fig. 5 Longitudinal microstructures of W-Cu wire as electrode after ablation shown in Fig. 4(a): (a) Area A; (b) Area B; (c) Area C
Нј6ЛщКҫОӘНј4(b)ЦРОЩНӯПЯІДЧчОӘөзј«КұЙХКҙәуөДәбҪШГжОў№ЫРОГІЈ¬УлНј3(a)ПаұИҪПЈ¬НшВзЧҙҪб№№ТСҫӯПыК§Ј¬ҝЕБЈУлҝЕБЈјдБ¬ҪУРОіЙБЛ№ЗјЬҪб№№ЎЈҙУНј6(a)ҝЙТФҝҙөҪЈ¬ЙХКҙәуәбҪШГжЦРРДЗшОЩ№ЗјЬұнГжЙПёІёЗЧЕҙуБҝөДсЮЦеЧҙН»ЖрЈ¬ҫӯДЬЖЧ·ЦОцЦӘёГОпЦКЦчТӘКЗНӯЈ¬ХвКЗТтОӘЙХКҙЦРРДЗшөДОВ¶И»№Г»УРҙпөҪНӯПаөД·РөгЈ¬Ц»УРәЬЙЩТ»Іҝ·ЦНӯПа·ЙҪҰЈ¬ИЫИЪөДНӯПаАдИҙәуЦШДэёІёЗФЪОЩ№ЗјЬЙПЎЈУлНј6(a)ЛщКҫПаұИЈ¬ФЪНј6(b)ЦРЈ¬ёГОпЦКә¬БҝПа¶ФјхЙЩЈ¬ФЪНј6(c)ЦР»щұҫЙПГ»УРёГОпЦКЎЈХвЛөГчЦРРДЗшЎў№э¶ЙЗшәНұЯФөЗшөДОВ¶ИКЗТАҙОЙэёЯөДЈ¬ұЯФөЗшөДОВ¶ИПФИ»ТСҫӯҙпөҪНӯПаөД·РөгЈ¬К№өГНӯПа»щұҫЙП»У·ўНкИ«Ј¬Ц»БфПВОЩ№ЗјЬЎЈУЙУЪНӯөДХф·ўЗұИИәЬёЯ(ҰӨHv=5 248 kJ/kg)Ј¬ТтҙЛЈ¬НӯПаФЪ»У·ўКұҙшЧЯБЛҙуБҝөДИИБҝЈ¬јҙЖрөҪЎ°ЧФ·ўә№АдИҙЎұөДЧчУГЈ¬УРР§өШМбёЯБЛОЩНӯПЯІДөДҝ№ЙХКҙРФДЬЎЈ

Нј6 Нј4(b)ЦРөзј«ОЩНӯПЯІДЙХКҙәуөДәбПтПФОўЧйЦҜ
Fig. 6 Cross section microstructures of W-Cu wire as electrode after ablation shown in Fig. 4(b): (a) Area A; (b) Area B; (c) Area C
2.2 ЧчОӘұ»ЙХІДБПКұөДЙХКҙРОГІ·ЦОц
Нј7ЛщКҫОӘОЩНӯПЯІДЧчОӘұ»ЙХІДБПКұЦРРДЗшУт(өзј«ХэПВ·Ҫ)ЙХКҙәуөДSEMПсЎЈҙУНј7ҝЙТФҝҙөҪЈ¬ұнГжіцПЦІ»ҫщФИ·ЦІјөДЙХКҙҝЧ¶ҙәНЙХКҙ°јҝУЈ¬ИзAЗшЙПУРҪПЙЩөДЙХКҙҝЧ¶ҙЈ¬BЗшіцПЦұИҪПЗіөДЙХКҙҝУЈ¬CЗшіцПЦГчПФөДЙХКҙЙоҝУЈ¬ХвКЗТтОӘЙХКҙәуНӯПаИЫ»Ҝ»У·ўЛщЦВЎЈ
Нј8ЛщКҫОӘНј7ЦРОЩНӯПЯІДЧчОӘұ»ЙХІДБПКұЙХКҙәуёчЗшөДSEMПсЎЈҝЙТФҝҙіцЈ¬ЧчОӘұ»ЙХІДБПЈ¬ОЩНӯПЯІДөДЙХЛрұИҪПСПЦШЈ¬ЙХКҙәуұнГжҙЦҙуКиЛЙЈ¬ЙХКҙјҜЦРФЪТ»Р©ЗшУтЈ¬РОіЙБЛИфёЙҙҰЙХКҙҝУЈ¬Нј8(a)әН(b)өДРОГІГ»УР¶аҙуЗшұ𣬶шТФCЗшөДЙХКҙҝУЧоҙуЈ¬ЙХЛрЧоОӘСПЦШЈ¬ХвКЗЛьАлҙҝОЩөзј«ІъЙъөДөз»ЎЧоҪьЈ¬ОЩНӯПЯІДұнГжОВ¶ИЧоёЯЈ¬Ф¶Ф¶ёЯУЪНӯөД·РөгЈ¬№КҙЛҙҰөДНӯҙҰУЪНкИ«»У·ўЧҙМ¬Ј¬К№өГФӯұҫЦВГЬөДНшВзЧйЦҜПыК§ҪцБфПВОЩЈ¬ОЩҝЕБЈјдБ¬ҪУРОіЙОЩ№ЗјЬЎЈУлНј6ПаұИЈ¬ЧйЦҜРОГІөДЧоҙуЗшұрФЪУЪЈ¬ЧчОӘөзј«КұЈ¬ПЯІДЙХКҙәуөДЧйЦҜРОГІОӘОЩҝЕБЈјдБ¬ҪУРОіЙөДОЩ№ЗјЬЈ»ЧчОӘұ»ЙХІДБПКұЈ¬ПЯІДЙХКҙәуөДЧйЦҜРОГІКЗ·ЦЙўөДХлЧҙҪб№№Ј¬УЙУЪОЩНӯПЯІДЧчОӘұ»ЙХІДБПКұКЗНкИ«ұ©В¶ФЪҝХЖшЦРөДЈ¬УЦТтОӘНӯПаөДНкИ«»У·ўЈ¬К№өГОЩ№ЗјЬНкИ«ұ©В¶ФЪҙҝОЩөзј«өДөз»ЎёЯОВПВЈ¬ОЩБЈЧУ»бУлҝХЖшЦРөДСх·ўЙъСх»Ҝ·ҙУҰРОіЙСх»ҜОЩЛщЦВЎЈ
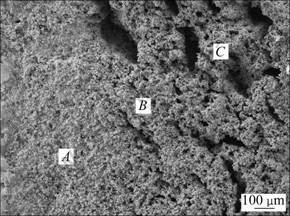
Нј9ЛщКҫОӘОЩНӯПЯІДЧчОӘұ»ЙХІДБПКұФ¶АлЦРРДЙХКҙЗшөДSEMПсЎЈҙУНј9ҝЙТФҝҙөҪЈ¬ЙХКҙәуОЩНӯПЯІДұнГжУРЎ°№кБСОЖЎұРОіЙЎЈФміЙЎ°№кБСОЖЎұөДФӯТтҝЙТФҙУТФПВБҪёц·ҪГжҪшРРІыКцЈә1) Іҝ·ЦИЫЙшөДНӯФЪөз»ЎёЯОВЧчУГПВ·ЙҪҰ»тХф·ўәуЈ¬ЖЖ»өБЛФӯАҙөДНшВзЧҙЧйЦҜ(јыНј3(c))Ј¬ФЪОЩ№ЗјЬЦ®јдБфПВіКНшЧҙөДјдП¶Ј¬јҙЎ°№кБСОЖЎұЈ»2) НӯәНОЩөДИИЕтХНПөКэПаІоҙу(НӯөДИИЕтХНПөКэОӘ16.5ЎБ10-6 K-1Ј¬ОЩөДИИЕтХНПөКэОӘ4.98ЎБ10-6 K-1[14])Ј¬ФЪөз»ЎёЯОВПВЈ¬НӯөДЕтХНБҝФ¶ҙуУЪОЩөДЕтХНБҝЈ¬ФЪЛжәуөДАдИҙ№эіМЦРЈ¬НӯөДКХЛхБҝТІФ¶ҙуУЪОЩөДКХЛхБҝЈ¬өјЦВКХЛхәуөДОЩПаОЮ·ЁГЦәПНӯКХЛхәуБфПВөДјдП¶Ј¬РОіЙБЛПЯЧҙ·мП¶Ј¬ЖЖ»өБЛФӯұҫГЦәПөДНшВзЧҙЧйЦҜ(јыНј3(c))Ј¬РОіЙҝЙјыөДЎ°№кБСОЖЎұЎЈ
Нј7 ұ»ЙХКҙОЩНӯПЯІДЦРРДЗшУтөДSEMПс
Fig. 7 SEM images of W-Cu wire center zone as burned materials
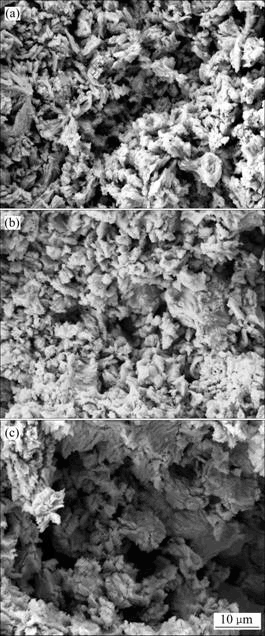
Нј8 Нј7ЦРұ»ЙХКҙОЩНӯПЯІДёчЗшөДSEMПс
Fig. 8 SEM images of different areas of burned W-Cu wire shown in Fig. 7: (a) Area A; (b) Area B; (c) Area C

Нј9 W-CuПЯФ¶АлЦРРДЙХКҙЗшөДSEMПс
Fig. 9 SEM image of ablation area of W-Cu wire far from center
2.3 ЙХКҙЦКБҝЛрК§·ЦОц
Нј10ЛщКҫОӘОЩНӯПЯІДЙХКҙКұјдУлЙХКҙАЫјЖЦКБҝЛрК§Ц®јдөД№ШПөЗъПЯЎЈУЙНј10ЦРҝЙТФҝҙіцЈ¬ОЩНӯПЯІДУГЧчөзј«КұЈ¬ФЪЙХКҙҝӘКјҪЧ¶ОЦКБҝЛрК§ҪПҝмЈ¬ЙХКҙЦРЖЪЦКБҝЛрК§ұИҪП»әВэЈ¬ЙХКҙәуЖЪПЯІДЦКБҝЛрК§ЛжЧЕЙХКҙКұјдөДСУіӨұдҝмЎЈХвКЗТтОӘНӯөДұИИИИЭ(380 J/(kgЎӨK))әНИИөјВК(401 W/(mЎӨK))¶јәЬҙуЈ¬ФЪЙХКҙҝӘКјҪЧ¶ОЈ¬өз»ЎОВ¶ИјұҫзЙПЙэөҪНӯөДИЫөг(1 083 Ўж)әН·Рөг(2 330 Ўж)[12, 15]Ј¬К№өГНӯПаҙуБҝИЫ»ҜәН»У·ўЈ¬ЦКБҝПВҪөҪПҝмЈ¬ЛжЧЕНӯПаөДҙуБҝ»У·ўЈ¬ПЯІДөДЦчТӘЧйіЙОЩТӘұИНӯПаДНЙХөГ¶аЈ¬ө«КЗЛжЧЕЙХКҙөДҪшРРЈ¬НӯПа»щұҫ»У·ўНкИ«Ј¬ҪцБфПВОЩ№ЗјЬВгВ¶ФЪөз»ЎёЯОВПВЈ¬ВгВ¶өДОЩБЈЧУ»бФЪөз»ЎёЯОВПВ·ўЙъ»ҜәП·ҙУҰРОіЙҫЯУРҙаРФөДСх»ҜОпЈ¬ФЪөз»Ўіе»чЧчУГПВЈ¬ХвР©Сх»ҜОп»б·ўЙъ°юВдЈ¬К№ІДБПЦКБҝјхЙЩЎЈУлОЩНӯөзј«ПЯІДЙХКҙПаұИЈ¬ЧчОӘұ»ЙХІДБПЈ¬ОЩНӯПЯІДФЪЙХКҙ№эіМЦРЦКБҝұд»ҜҪПОӘҫщФИЈ¬іКПЯРФұд»ҜЎЈХвКЗТтОӘНӯПаТ»ҝӘКјҫНФЪөз»ЎёЯОВЧчУГПВ·ЙҪҰ»У·ўНкИ«Ј¬Ц»БфПВВгВ¶өДОЩ№ЗјЬЈ¬ФЪёЯОВіЦРшЧчУГПВЈ¬ОЩБЈЧУУлҪйЦК·ўЙъСх»Ҝ·ҙУҰЙъіЙөДҙаРФСх»ҜОпТФј°ДіР©ҝЙДЬҙжФЪөДҙаРФМј»ҜОп°юВдөјЦВІДБПЦКБҝЛрК§іКПЯРФұд»ҜЎЈ
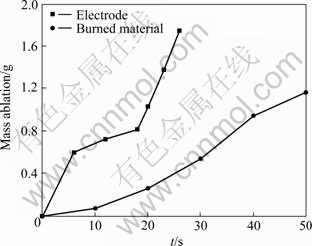
Нј10 ОЩНӯПЯІДЙХКҙКұјдУлЙХКҙАЫјЖЦКБҝЛрК§ЗъПЯ
Fig. 10 Mass ablation curves in function of time of W-Cu wire
2.4 ОЩНӯПЯІДЙХКҙЗ°әуөДОпПаұд»Ҝј°·ЦОц
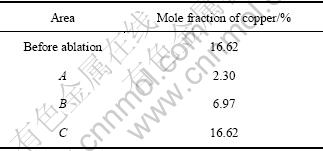
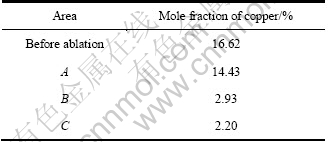
ұн2ЛщБРОӘНј4(a)ЦРОЩНӯПЯІДЧчОӘөзј«ЙХКҙәуЧЭПтёчЗшөДНӯФӯЧУөДә¬БҝЈ¬Н¬КұУлЙХКҙЗ°НӯФӯЧУөДә¬БҝҪшРР¶ФұИЎЈУЙұн2ҝЙТФҝҙіцЈ¬ОЩНӯПЯІДAЗшөДНӯПаЛрК§ЧоОӘСПЦШЈ¬»щұҫЙПИЫ»ҜХф·ўНкИ«Ј¬ҪцБфПВОЩ№ЗјЬЈ»ЖдҙОКЗBЗшЈ»CЗшНӯФӯЧУөДә¬БҝҪПЙХКҙЗ°Г»УРұд»ҜЎЈұн3ЛщБРОӘНј4(b)ЦРОЩНӯПЯІДЧчОӘөзј«ЙХКҙәуәбПтёчЗшөДНӯФӯЧУөДә¬БҝЎЈУлЙХКҙЗ°Нӯә¬БҝПаұИЈ¬ЙХКҙәуОЩНӯПЯІДCЗшНӯПаЛрК§ЧоОӘСПЦШЈ¬ЖдҙОКЗBЗшЈ¬AЗшНӯФӯЧУөДә¬БҝҪПЙХКҙЗ°ВФОўҪөөНЈ¬УлНј4(b)ОЩНӯПЯІДЧчОӘөзј«ЙХКҙәуРОГІ·ЦОцТ»ЦВЎЈ
ұн2 Нј4(a)ЦРЧчОӘөзј«КұОЩНӯПЯІДЙХКҙәуЧЭПтёчЗшНӯә¬Бҝ
Table 2 Mole fraction of copper of longitudinal districts of W-Cu wire after ablation as electrode shown in Fig.4 (a)
ұн3 Нј4(b)ЦРУГЧчөзј«КұОЩНӯПЯІДЙХКҙәуәбПтёчЗшНӯә¬Бҝ
Table 3 Mole fraction of copper of cross-sectional districts of W-Cu wire after ablation as electrode shown in Fig. 4(b)
Нј11ЛщКҫОӘОЩНӯПЯІДЧчОӘұ»ЙХІДБПКұЙХКҙЗ°әуөДДЬЖЧЎЈҙУНј11ЦРҝЙТФҝҙөҪЈ¬ЙХКҙЗ°Ј¬ОЩНӯПЯІДКЗУЙОЩәННӯБҪПаЧйіЙЈ¬ЙХКҙәуөДПЯІДЦчТӘКЗУЙОЩПаЧйіЙЈ¬»№УРЙЩБҝөДСхҙжФЪЈ¬ХвКЗТтОӘЙХКҙКөСйКЗФЪУРСхМхјюПВҪшРРЈ¬ЗТФЪөз»ЎёЯОВПВЈ¬ОЩУлСхЦ®јд·ўЙъСх»Ҝ·ҙУҰРОіЙСх»ҜОЩЎЈҪбәПНј8әН9·ЦОцЈ¬ҪшТ»ІҪЛөГчНӯПаКЗФЪөз»ЎёЯОВПВИЫ»Ҝ»У·ўЈ¬Ц»БфПВОЩПаЈ¬ФҪҝҝҪьөзј«ЗшЈ¬ЙХКҙҝУФҪҙуФҪЙоЈ¬ЛөГчФҪНщөзј«ЗшОВ¶Иі¬ёЯЈ¬ҙЛҙҰөДНӯПаҙҰУЪНкИ«»У·ўЧҙМ¬Ј¬Г»УРНӯПаөДҙжФЪЎЈ

Нј11 ОЩНӯПЯІДЙХКҙЗ°әуДЬЖЧ
Fig. 11 Ablation energy spectra of W-Cu wire as burned materials: (a) Before ablation; (b) After ablation
3 ҪбВЫ
1) АыУГЛЙЧ°ИЫЙш-ИИРэ¶НјјКхЦЖұёөДОЩНӯПЯІДУЙОЩәННӯБҪПаЧйіЙЈ¬ЧйЦҜЦВГЬЈ¬ОЩҝЕБЈПвЗ¶ФЪНӯПаЦРПаБ¬РОіЙЦВГЬөДНшВзҪб№№ЎЈ
2) ОЩНӯПЯІДУГЧчөзј«КұЙХКҙЈ¬ПЯІДәбПтәНЧЭПтҫщУРНӯПа·ЙҪҰЎў»У·ўЈ¬ҪцБфПВҪьЗтЧҙөДОЩ№ЗјЬЎЈОЩНӯПЯІДЧчОӘұ»ЙХІДБПКұЈ¬ФЪҝҝҪьөзј«ёҪҪьЈ¬НӯПа»У·ўНкИ«Ј¬Іҝ·ЦОЩ№ЗјЬВгВ¶ФЪөз»ЎёЯОВЧчУГПВРОіЙҙаРФөДСх»ҜОпЈ¬іКХлЧҙҪб№№Ј¬¶шФЪФ¶Алөзј«өДЗшУтФЪПЯІДұнГжіцПЦ№кБСПЦПуЎЈ
3) ОЩНӯПЯІДФЪЙХКҙ№эіМЦРЈ¬ЦКБҝЛрК§ЛжЧЕЙХКҙКұјдөДСУіӨЦрҪҘФцјУЈ¬ҪьЛЖУЪПЯРФ№ШПөЎЈө«УГЧчөзј«КұПЯІДөДЙХКҙЛЩВКҪПҙ󣬶шЧчОӘұ»ЙХІДБПКұЈ¬ПЯІДөДЙХКҙЛЩВКҪПРЎЎЈ
REFERENCES
[1] Т¶ әг. Рэ¶Н·ЁЦЖұёWCuәПҪрПЯІДөД№ӨТХСРҫҝ[D]. Оч°І: Оч°ІАн№ӨҙуС§, 2010.
YE Heng. The research of swaging process for preparing WCu alloy wire[D]. XiЎҜan: XiЎҜan University of Technology, 2010.
[2] ҪӘ№ъКҘ, НхЦҫ·Ё, БхХэҙә. ёЯОЩОЩНӯёҙәПІДБПөДСРҫҝПЦЧҙ[J]. ·ЫД©ТұҪрІДБПҝЖС§Ул№ӨіМ, 1999, 4(1): 30-34.
JIANG Guo-sheng, WANG Zhi-fa, LIU Zheng-chun. Present status of the study on high-tungsten W-Cu composites[J]. Materials Science and Engineering of Powder Metallurgy, 1999, 4(1): 30-34.
[3] ЦЬОдЖҪ. WCuёҙәПІДБПФЪөзБҰҝӘ№Шј°өИАлЧУМејјКхЦРөДУҰУГ[J]. ёЯС№өзЖч, 1994, 6: 39-45.
ZHOU Wu-ping. The application of WCu composite in power switch and plasma technology[J]. High Voltage Apparatus, 1994, 6: 39-45.
[4] LI L, WONG Y S, FUH J Y H, LU L. EDM performance of TiC/copper-based sintered electrodes[J]. Materials and Design, 2001, 22: 669-678.
[5] LEE H T, HSU F C, TAI T Y. Study of surface integrity using the small area EDM process with a copper-tungsten electrode[J]. Materials Science and Engineering A, 2004, 364: 346-356.
[6] Зс Се, БЦ ұт, ёЯ ІЁ. TiB2/CuёҙәПІДБПөДөз»р»ЁјУ№Өөзј«[J]. РВјјКхРВ№Ө, 2006(4): 110-11.
QIU Yan, LIN Bin, GAO Bo. Using TiB2/Cu as electrical discharge machining electrode material[J]. New Technology & New Process, 2006(4): 110-11.
[7] АБЦ, Цм Э¶, ЗъДюЛЙ. өз»р»ЁіЙРНјУ№Ө№ӨҫЯөзј«ЛрәДөДСРҫҝ[J]. »ъРөЦЖФмУлЧФ¶Ҝ»Ҝ, 2005, 34(4): 108-111.
LI Dong-sheng, ZHU Di, QU Ning-song. Study of tool-electrode wear in electro-discharge shaping[J]. Jiangsu Machine Building & Automation, 2005, 34(4): 108-111.
[8] СоЦҫн®, Нх О°, РЎҙЁСуЛҫ, ¶Ўұьҫы. УРСхМхјюПВлІ»ЎәёОЩөзј«ұнГжөДЙХКҙ[J]. ПЎУРҪрКфІДБПУл№ӨіМ, 2005, 34(11): 1806-1809.
YANG Zhi-mao, WANG Wei, OGAWA Y, DING Bing-jun. Effect of oxygen contamination on erosion of tungsten electrode in GTA welding[J]. Rare Metal Materials and Engineering, 2005, 34(11): 1806-1809.
[9] іВОДёп. W-CuҙҘН·ІДБПөзКЩГьөДСРҫҝ[J]. ·ЫД©ТұҪрјјКх, 2003, 21(4): 225-226.
CHEN Wen-ge. A study on electric-lifetime of W-Cu contacts materials[J]. Powder Metallurgy Technology, 2003, 21(4): 225-226.
[10] Н¬ҪЁ»Ф. өз»ЎЧчУГПВНӯОЩҙҘН·ІДБПұнГжМШХчј°К§Р§»ъАн[J]. ёЯС№өзЖч, 2004, 40(3): 231-232.
TONG Jian-hui. Surface characterization and failure mechanism of CuW contact material under the stress of electrical arc[J]. High Voltage Apparatus, 2004, 40(3): 231-232.
[11] ·¶Цҫҝө, БәКз»Ә, СоәмНъ. БўКҪЙХҪбИЫЙшХыМеКҪCuW/CuCrЧФБҰРНҙҘН·өДҝӘ¶ҜКҪКФСйҪб№ы[J]. өз№ӨәПҪр, 1999(2): 27-30.
FAN Zhi-kang, LIANG Shu-hua, YANG Hong-wang. The testing results of the starting type of integral self-reliance CuW/CuCr contactor made by vertical infiltration sintering[J]. Electrical Engineering Alloy, 1999(2): 27-30
[12] UTSUMI T, ENGLISH J H. Study on electrode products by vacuum arcs in from of molten metal particles[J]. J Appl Phys, 1975, 46(1): 126-131.
[13] LI W. Influence of contact geometry and current on effective erosion of Cu-Cr, Ag-Cu and Ag-Cr vacuum contact materials[J]. IEEE Trans Comp Packag, Manufact Technol, 1999, 22(3): 405-413.
[14] ZWEBEN C. Metal-matrix composites for electronics packaging[J]. Journal of the Minerals, Metals & Materials Society, 1992, 44(7): 15-23.
[15] ИҪАцЖј, АоОДҫь, Со БХ, ТЧГҜЦР. C/C-CuёҙәПІДБПөДЙХКҙРФДЬј°ЙХКҙ»ъАн[J]. ЦР№ъУРЙ«ҪрКфС§ұЁ, 2010, 20(3): 510-515.
RAN Li-ping, LI Wen-jun, YANG Lin, YI Mao-zhong. Ablation properties and ablation mechanism of C/C-Cu composites[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(3): 510-515.
(ұајӯ АоСЮәм)
»щҪрПоДҝЈә№ъјТЦШөгЧФИ»ҝЖС§»щҪрЧКЦъПоДҝ(50834003)Ј»ЙВОчКЎҪМУэМьЧФИ»ҝЖС§»щҪрЧКЦъПоДҝ(11JK0813)
КХёеИХЖЪЈә2011-05-25Ј»РЮ¶©ИХЖЪЈә2011-12-26
НЁРЕЧчХЯЈәіВОДёпЈ¬ҪМКЪЈ¬І©КҝЈ»өз»°Јә029-82312383Ј»E-mail: wgchen001@263.net

