网络首发时间: 2016-06-30 13:25
稀有金属 2017,41(01),94-101 DOI:10.13373/j.cnki.cjrm.xy15072001
球形钛粉先进制备技术研究进展
陆亮亮 张少明 徐骏 赵新明 盛艳伟 张金辉
北京有色金属研究总院
北京科技大学材料科学与工程学院
北京康普锡威科技有限公司
摘 要:
高性能球形钛粉具有球形度高、流动性好、松装密度高、氧含量低(<0.15%(质量分数))、粒度细等特点,主要应用于金属注射成型、激光增材制造及热喷涂等领域。目前国内外球形金属钛粉的制备技术主要包括雾化法和球化法。雾化法是工业生产制备球形钛粉应用最广泛的方法,主要包括气体雾化、离心雾化、等离子火炬雾化技术以及超声雾化技术,本文详述了各种制备技术的基本原理及其各自特点。其中气雾化技术所制备的钛粉末粒度细小、球形度高、氧含量低,具备大规模生产的能力并且成本低,是目前生产高性能球形钛及合金粉末的主要方法。最后指出低氧低成本细粒度球形钛粉末的制备是钛及合金粉末发展的主要方向,优化制粉工艺、重视粉体基础理论研究是获得高性能球形钛粉的主要途径。
关键词:
球形钛粉 ;高性能 ;雾化法 ;球化法 ;
中图分类号: TG146.23;TB383.3
作者简介: 陆亮亮(1987-),男,江苏南通人,博士研究生,研究方向:高性能金属粉末材料气雾化制备;E-mail:zyfrg2008@163.com;; 张少明,教授;电话:010-60689772;E-mail:xinming_zhao@126.com;
收稿日期: 2015-07-27
基金: 北京市科技新星计划项目(Z141103001814079)资助;
Review on Advanced Preparation Technology of Spherical Titanium Powders
Lu Liangliang Zhang Shaoming Xu Jun Zhao Xinming Sheng Yanwei Zhang Jinhui
Beijing General Research Institute for Nonferrous Metals
School of Materials Science and Engineering,University of Science and Technology Beijing
Beijing COMPO Advanced Technology Co.,Ltd.
Abstract:
High-quality spherical titanium powder had the characteristics of good sphericity,fluidity,apparent density,low oxygen content( < 0. 15%( mass fraction)) and fine particle size. High-quality spherical titanium powder was applied in metal injection molding,laser additive manufacturing and thermal spraying. Several methods of preparing spherical titanium powder,including spheroidization and atomization were introduced. Atomization was the main process of producing spherical titanium powder in industry,including gas atomization and centrifugal atomization and so on. The features of all the processes were analyzed. Since the titanium powder obtained by gas atomization was fine,spherical and with low oxygen content,large scale production possibility and low cost,gas atomization was one of the main methods for high-quality titanium and its alloy powders production. Finally,spherical titanium powder preparation of low oxygen content,fine particle size,low cost was the main direction of the development of titanium powder. Main approaches to obtain high-quality spherical titanium powder were as follows: the first was to optimize powder manufacturing technology and the second was to improve powder basic theory research.
Keyword:
spherical titanium powder; high-quality; atomization method; spheroidizing method;
Received: 2015-07-27
钛作为先进轻质高强度金属材料,具有比强度高、密度低、耐腐蚀性能优异和生物相容性良好等优点,广泛应用于航空航天、汽车工业、化工工业、生物医疗等领域。高性能球形钛粉具有球形度高、流动性好、松装密度高、氧含量低(<0.15%)和粒度细小等特点,主要应用于先进粉末冶金技术、激光增材制造技术、热喷涂技术等领域。
粉末冶金(PM)技术是一种生产近成形零部件的高产量低成本的方法[1]
[2 ,3 ]
。金属注射成形技术是以球形钛粉为原料,钛粉质量是金属注射成形技术发展的关键。
激光增材制造技术(material additive manufacturing)也被称为激光3D打印技术,是一种连续的物理层叠加,逐层增加材料生成三维实体的先进制造新技术。3D打印技术可以将球形钛粉一次成型成钛合金叶片、整体叶盘等高性能构件,且其力学性能达到锻造水平
[4 ]
。其相关成果在武装直升机、AIM(air intercept missile)导弹、波音客机、F-22战机等方面均有实际应用
[5 ]
。生物医疗领域也是3D打印技术钛合金应用的重要领域,多孔结构制造和医学植入体是较为成熟的应用,3D打印技术缩短制造周期和节约材料,实现个性化定制,满足医用材料的个性化需求。
热喷涂技术是一种将涂层材料送入热源中熔化,并利用高速气流将其喷射到基体材料表面形成涂层的工艺,主要应用于航空航天、机械制造、石油化工等领域广泛应用
[6 ]
。热喷涂钛涂层具有耐高温、耐磨损、耐腐蚀、修复表面缺陷等优点,解决了钛加工工艺难题,节约材料降低成本。不同粒度、形貌的粉末会影响热喷涂涂层的结构,从而会表现出不同的性能,郭双全等研究了钛粉末粒径对等离子体喷涂钛涂层的影响
[7 ]
。球形钛粉流动性好,可以形成堆彻致密性能优良的涂层
[8 ]
。
随着球形钛粉应用领域越来越广泛,高性能球形钛粉需求量不断增加,高性能球形钛粉制备技术成为国内外制粉技术研究者关注重点
[9 ,10 ]
。
1 球形钛粉制备方法
球形钛粉主要制备技术包括雾化法及球化法,雾化法包括气体雾化法、离心雾化、超声雾化法。目前工业应用最广泛的球形钛粉制备技术是雾化法。
1.1 气体雾化法
1.1.1 惰性气体雾化法
气体雾化法是目前制备球形钛粉最普遍的制备方法。其原理是借助高速气流对熔融金属液流进行冲击破碎快冷形成金属粉末
[11 ]
。1985年美国坩埚材料公司(Crucible Materials Corporation)发表了用水冷铜坩埚熔炼Ar气雾化钛及钛合金的第一项专利
[12 ]
,1988年该公司建立了年产11 t的Ar气雾化装置。1994年日本住友Sitick公司建立了一个年产120 t钛粉的Ar气雾化装置。目前气雾化钛粉研究主要集中于钛料纯净化熔炼和雾化喷嘴结构参数设计。
目前较为普遍的做法是采用水冷铜坩埚对钛进行熔炼,英国雾化设备制造厂商PSI设计制造出一种悬浮式水冷坩埚,提高了钛液的纯净度。Robert等发明了一种冷壁感应喷嘴,该发明利用电磁感应原理在水冷铜坩埚下方产生一定的磁场力使熔化的钛液悬浮于坩埚中,减少液态金属对于雾化喷嘴的接触,防止喷嘴被腐蚀,延长了雾化喷嘴的使用寿命,具有一定的经济效益
[13 ]
。日本大同特殊钢技术开发研究所Teppei Okumura等发明一种新型气雾化钛粉的方法,该方法采用悬浮熔炼技术,喷嘴装备感应线圈,这种方法使雾化钛粉时钛液具有较高的过热度,雾化粉末不被污染,雾化粉末粒度细小,平均粒度为85μm
[14 ]
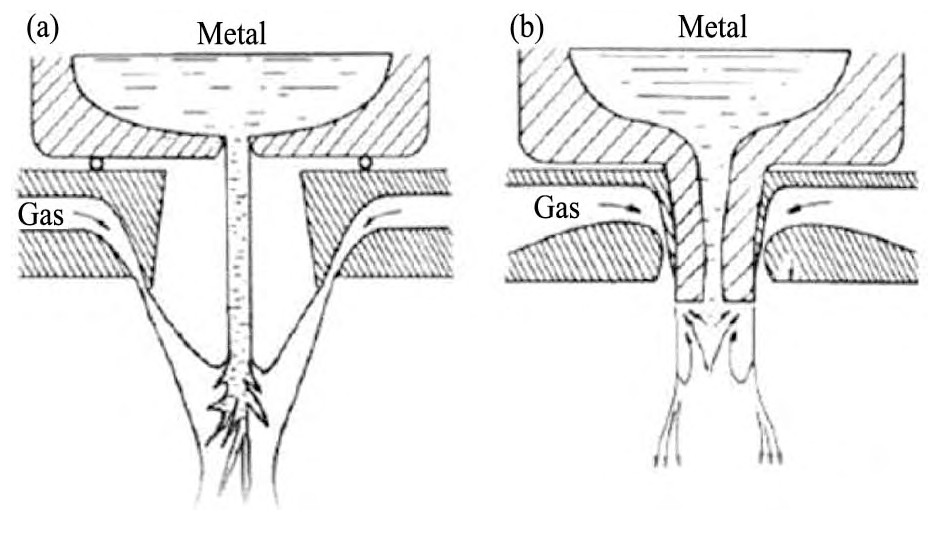
。气雾化Ti的喷嘴主要有两类:自由落体式(free-fall)喷嘴和紧耦合式(close-coupled)喷嘴,如图1所示
[15 ]
。自由落体式喷嘴设计比较简单,喷嘴不易堵塞,控制过程比较简单,但是雾化效率低。紧凑耦合式喷嘴设计结构紧凑,缩短了气体的飞行距离,减少气体雾化过程中能量损耗少,流体介质可以对金属液流进行充分粉碎,喷嘴雾化效率高
[15 ]
。Heidloff等
[16 ]
设计了一种新型复合导流管,采用紧耦合式雾化喷嘴高压气体雾化钛粉,钛粉细粉(<45μm)收得率约为85%。
国内对气雾化钛粉制备技术也进行了研究,并取得了一定进展。北京航空材料研究院刘娜等
[17 ,18 ]
采用英国PSI冷壁坩埚真空感应熔炼氩气雾化装置制备Ti Al金属间化合物粉末,采用底注的方式进行倒流雾化,钛合金粉末具有球形度高、细粉收得率高、粉末气体含量少等特点。
图1 雾化喷嘴和自由落体式紧耦合式Fig.1 Atomizing nozzle of free fall(a)and close coupled(b)
1.1.2 等离子惰性气体雾化(PIGA)
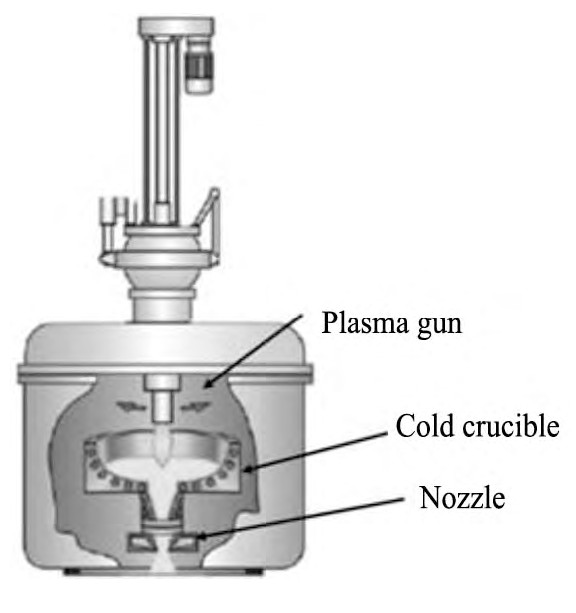
PIGA(plasma inert gas atomization)是一种制备无陶瓷(ceramic-free)钛粉的气雾化法,该法是由德国GKSS研究所发明。原料钛被制成预合金棒材,利用等离子弧热在水冷铜坩埚中进行熔炼,水冷铜坩埚的底部与感应加热漏嘴相连,该无陶瓷漏嘴系统将熔化金属液体流引入气体雾化喷嘴进行雾化,如图2所示
[19 ]
。PIGA技术的优点在于熔化过程中等离子枪不与原料棒材接触,保持了钛液的纯净度。美国材料和电化学研究公司(MER Corporation)以海绵钛为原料利用PIGA技术制备出低成本Ti-6Al-4V合金粉末,其成本仅为同类钛合金粉末的1/10~1/15
[20 ]
。Gerhard等
[21 ]
利用EIGA,PIGA,CA 3种制粉方法分别制备了Ti Al粉末,并对粉末中闭孔夹杂的氩气含量进行对比,研究表明利用PIGA法制备的Ti Al粉中夹杂的氩气含量最少,一般为0.2~0.5μg・g-1 。Tonner等
[22 ]
利用PIGA法和EIGA法分别制备Ti-48Al-2Nb-2Cr(%,原子分数)粉末,并测试其中杂质含量并对粉末相关应用进行研究,结果表明:PIGA制备的Ti Al粉相较于EIGA法制备的粉末中氧含量较少,其粉末制备的热等静压制坯具有较好的力学性能,PIGA粉中氮含量随粉末粒度变化基本不变,氧含量随粉末粒度减小而显著增加。国内也对PIGA技术进行研究,徐广
[23 ]
发明了一种等离子超声气体雾化钛基粉的制备方法。该方法以等离子电源加热熔化方式,雾化气喷嘴采用两组并向设置的拉瓦尔管,使气流速度达到1~3马赫,钛基粉末的粒度控制在75μm以内,45μm粉末占35%~55%之间,具有较高的细粉收得率。
图2 PIGA装置示意图Fig.2 Schematic diagram of PIGA
1.1.3 电极感应熔化气体雾化(EIGA)
1990年德国Leybold AG公司发表了无坩埚熔炼雾化Ti及Ti合金粉末的专利,称为EIGA(electrode induction melting gas atomization)
[24 ]
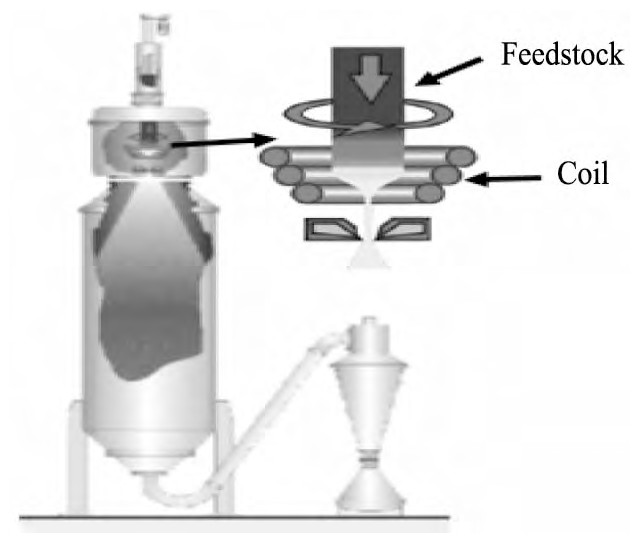
。EIGA技术采用无坩埚技术,原料钛被加工成棒状直接放置于感应线圈中加热熔化,这种设计避免了熔化过程中钛与坩埚的接触,避免了污染,从而保持雾化粉末的纯净度
[25 ]
,其装置图如图3所示
[26 ]
。Henrik等
[27 ]
对EIGA各项工艺参数进行研究,利用EIGA技术制备Ti粉,通过优化实验参数提高金属的熔化速率,实验表明:原料直径最大可达150 mm,金属熔化速率最大可达90 kg・h-1 ,最大细粉收得率达到33.5%。Rainer和Michael等
[28 ]
利用电极感应熔炼气雾化法制备钛粉和铌粉等高熔点粉末,通过优化工艺提高原料棒材的熔化速率对粉末的粒度分布进行研究,原料棒材的熔化速率由26 kg・h-1 提高到50 kg・h-1 ,增大熔化速率对粉末的粒度分布影响不大。王衍行等
[29 ]
利用无坩埚感应Ar雾化的方法制备了Ti-45Al-8.5Nb-0.2W-0.2B-0.02Y(%,原子分数)合金粉末,并对其特性进行研究,高Nb-Ti Al合金粉的粒度主要分布在100~200μm;随着粒度变细,偏析细化。李少强等
[30 ]
利用无坩埚感应熔炼气雾化法制备了Ti-5.8Al-4.8Sn-2Zr-1Mo-0.35Si-x Nd(x=0.17;0.7,1.23)合金粉末,研究了快速凝固粉末冶金高温钛合金的显微组织及其影响因素,实验结果表明:粉末粒度越小,热等静压(HIP)成形后的显微组织越细小,稀土Nb含量增加,对显微组织的组成没有发生改变,但基体中弥散析出的稀土相数量增加,原始的β晶粒尺寸明显减小。
图3 EIGA装置示意图Fig.3 Schematic diagram of EIGA
EIGA技术与传统采用坩埚气雾化技术相比较,具有以下优势:原料无污染、加热速率快、工艺简单、设备清洗方便等。但是目前EIGA技术还存在诸多问题:(1)感应线圈限制感应电极原料棒材的直径,大直径电极要求更高的感应加热电源和感应线圈,成本较高,从而制约大直径钛棒雾化发展的雾化;(2)为保证电极稳定停留与线圈中,垂直送料速度和电极自转速度如何配合也是一个复杂的问题,问题仍需解决;(3)电极感应加热熔化后流入气雾化喷嘴,金属液滴应保持稳定持续的流态而不间断,实际雾化过程中会出现液滴状,或者电极未完全熔化而断裂掉入导流管中,从而造成阻塞,因此保持液流的稳定性也是目前EIGA技术的难点。
1.2 离心雾化
1.2.1 等离子旋转电极法
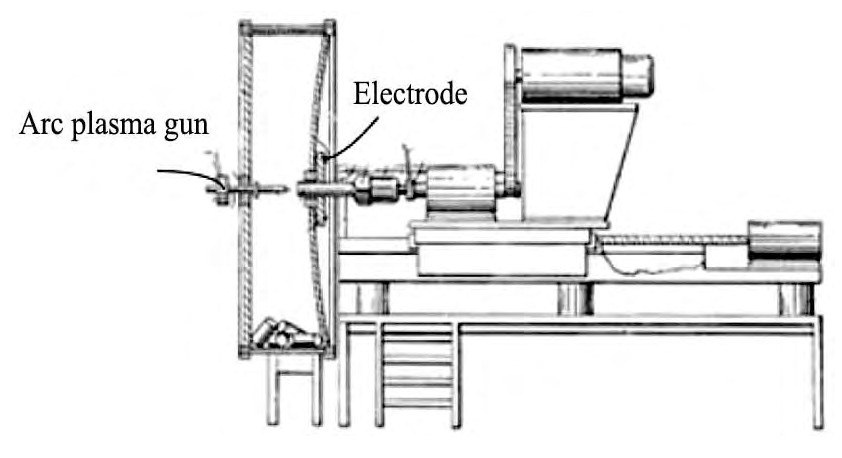
美国Nuclear公司于20世纪70年代发明等离子旋转电极法(PREP,plasma rotating electrod process)该技术装置示意图如图4所示
[31 ]
:阳极金属棒放置于高速旋转(转速约15000 r・min-1 )的旋转轴上,在等离子热弧作用下熔化,熔融金属液滴在离心力的作用下沿切线方向上发散成小液滴,最终凝固球化成粉,整个过程在真空或者惰性气体保护气氛下进行。日本在20世纪90年代利用等离子旋转电极法制备人工骨头和过滤器用大颗粒(几百微米)钛合金粉末。国内对PREP技术制备钛粉也进行了研究,西北有色金属研究院研制成功的PREP设备可以生产47~381μm的Ti及钛合金粉末。蔡学章和Eylon
[32 ]
在He气保护气氛下采用PREP工艺制取Ti-48Al-1V(%,原子分数)合金粉末,该法制备的粉末具有较高的冷却速度。中南大学杨鑫等
[33 ]
采用等离子束旋转电极法制备了Ti-43Al-2Cr-2Nb粉末,通过研究表明合金粉末球形度为99.6%,氧含量为0.05%(质量分数),颗粒内合金成分和合金棒成分相近,只有少量Al挥发,约为2%(原子分数)。2010年机械研究总院郑州机械所自主制备了国内首家等离子旋转雾化制粉设备,并投入生产低含氧量钛粉和高温合金粉末。
图4 PREP装置示意图Fig.4 Schematic diagram of PREP
PREP具有以下优点:(1)粉末纯净度高,无污染、含氧量低,流程简单;(2)金属液滴球化时间长,粉末球形度高,粒度分布窄,细分收得率高;(3)与气雾化相比,PREP不需要高速气体流,因此避免出现因“伞效应”而产生的空心粉,无“卫星球”产生。等离子旋转电极法也有自身的局限:(1)电极棒必须制作成特定尺寸的棒材(直径约30mm),因此成本较高;(2)电极棒是定长的,因此不能保证雾化的连续性,雾化效率低;(3)电极转速较快,在高速旋转的过程的,转轴容易磨损,因此如何保持高速旋转电极的真空密封性和清洁度仍是PREP技术的关键问题。
1.2.2 旋转盘离心雾化法
离心雾化法是将熔化的金属液在高速旋转的旋转盘中沿切线方向被剪切,球化冷凝成粉的一种雾化方法。离心雾化制备的粉末平均粒度在100μm以上,粉末粒度大小与旋转盘离心速率有关
[34 ]
。日立金属Hediki等
[35 ]
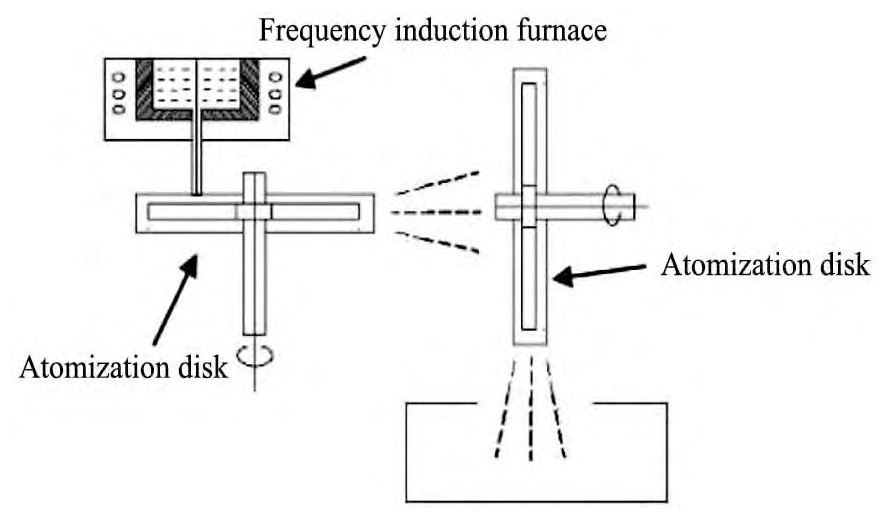
发明了一种新的制备钛合金粉末的方法,其装置图如图5所示,离子束加热电源下加热融化,融化的液滴滴入高速旋转的旋转盘中破碎,在离心力的作用下球化凝固成粉。利用这种方法制备出Ti-6Al-4V合金粉末,粉末平均粒度为130μm,粒度<150μm的粉末占75%。何安西等
[36 ]
发明了一种超细钛粉和钛合金粉末的制备方法,其装置图如图6所示,其主要原理是将原料钛及钛合金熔化成钛及钛合金液,钛及钛合金液经过一次离心雾化后再进行第二次离心雾化,最后冷却成粉末,这种制备方法具有生产效率高、能耗低等特点,制备的粉末呈球状,氧含量低、流动性好、粉末粒度细,其细粉(<45μm)收得率为90%。
图5 新型钛合金粉末制备装置Fig.5 A novel titanium alloy powder preparation device
图6 超细钛粉制备装置Fig.6 Ultrafine titanium powder preparation device
1.3 等离子火炬雾化技术
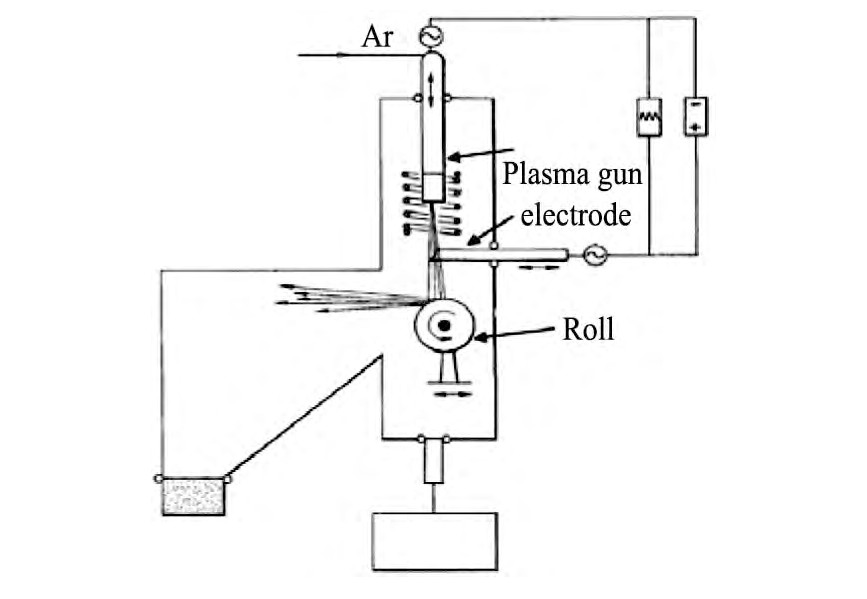
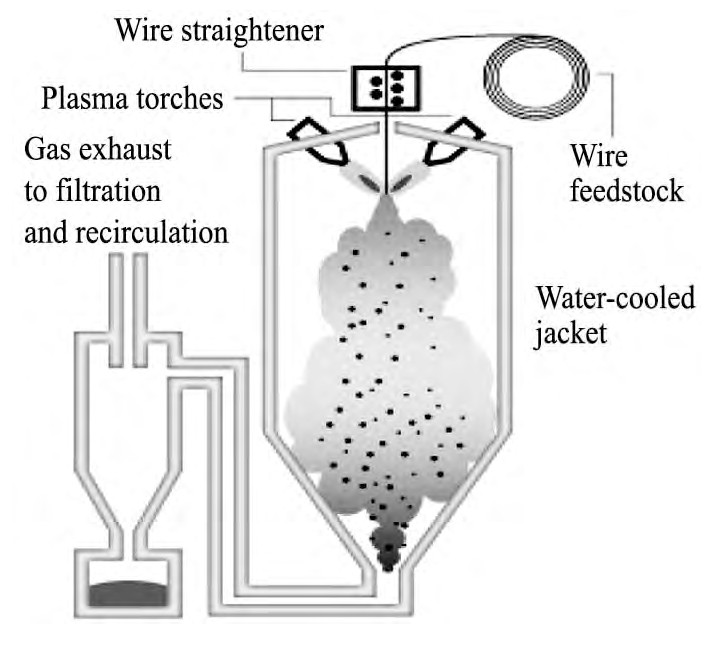
等离子雾化法是利用等离子热源雾化制备球形钛粉的方法。等离子雾化技术(PA,plasma atomization)由加拿大Pegasus Refractory Materials发明,该装置如图7所示
[37 ]
,等离子雾化技术是一种双流雾化技术,加热源由3个等离子喷枪组成,原料丝材被等离子弧加热熔化,在高温雾化气体作用下充分球化凝固成粉。等离子雾化技术使熔化和雾化过程同时进行,粉末平均粒度为40μm,粉末粒度较细,粉末球形度高。Kim等
[38 ]
分别用PA法和氢化脱氢法(HDH)制备Ti-6Al-4V粉末,通过等静压方法对其性能进行对比,实验表明:PA法制备的粉末等静压后力学性能优于氢化脱氢法制备的粉末。Oana等
[39 ]
对等离子雾化过程进行研究,从热力学的角度研究等离子雾化过程中的热平衡关系,并推导出雾化粉末直径数学关系式以及雾化过程中的热平衡关系式,研究表明粉末颗粒直径大小与金属液滴流速、雾化气体流速等因素有关。
图7 等离子火炬雾化装置示意图Fig.7 Schematic diagram of PA
利用PA制备钛粉具有以下优势:(1)雾化过程无需坩埚,因此制备的粉末无污染,纯净度高,这点与等离子旋转电极相似;(2)粉末粒度细,约40μm,气体雾化平均粒度为80μm,等离子旋转电极雾化法粒度为150μm;(3)金属熔化和雾化过程同时进行,雾化效率高;(4)雾化气体(Ar)具有较高的动能和温度,高温的雾化气体可以减少雾化颗粒间热量传递,从而延迟颗粒的凝固,使得表面张力球化充分进行。等离子雾化技术的关键工艺参数包括金属丝的送丝速度、等离子喷枪的工作功率、等离子喷枪位置等。因此各个工艺参数的合理配合是等离子雾化技术制备高性能钛粉的研究重点。
1.4 超声雾化法
超声雾化制粉技术最早由美国麻省理工学院教授Grant改进发明,其喷嘴由拉瓦尔管和Hartman振动管组成,在产生2.0~2.5 MPa超音速气流的同时产生80~100 k Hz的脉冲频率,超声气雾化技术制备的粉末细小、冷速快、表面光滑、几乎“卫星”颗粒
[40 ]
。超声气雾化制粉技术是利用超声振动能量和气流冲击动能使液流破碎,制粉效率显著提高,但仍需消耗大量惰性气体。20世纪80年代,Ruthardt等提出单纯利用高频超声振动直接雾化液态金属的设想
[41 ]
。其原理是利用高频超声振动能量使雾化熔融金属液体激起毛细现象,当振动面的幅度达到一定值,即不小于20μm,熔化的金属液体从驻波峰上飞出形成雾滴,经冷却后形成粉末。随着压电陶瓷材料、换能器制作技术、超声功率电源及其信号跟踪技术的发展,金属超声振动雾化技术相继在中、低熔点金属粉末制备领域得到应用,由于不需要气体作为破碎成粉的动力,所制备的粉末中空心球及卫星球比气雾化法的少
[42 ]
。国外在金属超声雾化理论与应用的研究较早,处于领先地位,我国对于超声雾化制粉技术起步较晚,但也取得一定成果。陕西师范大学声学研究所制备出功率超声振动雾化装置
[43 ]
,并利用此装置成功制备出钛金属粉末,钛金属粉末平均粒度约100μm,粉末球形率为94%。超声雾化制粉技术目前主要应用于低熔点金属粉末制备,对于高熔点金属粉末的制备工业化生产还未普及。
1.5 等离子球化法
等离子体具有高温、高焓、高化学反应活性,并对反应气氛及反应温度具有可控性等特点,等离子体来源主要有射频和直流电弧等。射频(RF)等离子体在粉末的球化处理过程中,其高温提供的能量使粉末在穿越等离子体时迅速吸热、熔融,并在表面张力作用下缩聚成球形,在极短的时间内骤冷凝固,从而形成球形粉末。美国的AMETAK公司、加拿大的TEKNA公司利用等离子球化技术生产出球形钛粉。国内也展开一些研究,谷忠涛等
[44 ]
采用射频等离子法对颗粒形状不规则的Ti粉进行球化处理,研究了加料速率、物料分散方式、Ti粉颗粒大小等因素对球化率的影响,利用扫描电子显微镜观察粉末的形貌,结果显示:射频等离子法制备的球形钛粉具有良好的流动性。盛艳伟等
[45 ,46 ]
利用射频等离子体球化处理制备了球形TC4粉末,并研究了球化处理对粉末特性及加料速率对粉末球化率的影响,结果表明:TC4粉末经等离子球化处理后得到表面光滑、球形度好及球化率可达到100%的球形粉末。
2 结语
随着先进粉末冶金技术以及激光增材制造技术等先进技术的发展,高品质钛粉的需求量越来越大,目前工业化规模生产球形金属钛粉的制备技术主要以二流雾化法以及等离子旋转电极雾化法。其他一些球形金属钛粉制备方法还处于研究阶段,制粉成本高、产量小,尚不能真正实现工业化生产。目前各种雾化法制备的钛粉细粉(<45μm)收得率较低,因此提高了细粉的成本。此外对于钛粉的雾化机制研究还需深入研究。高质量、粒度可控、低成本的钛粉应该是今后钛粉制备技术的主要方向。
参考文献
[1] Wu Y J,Liang Y R.Process in titanium powder and titanium powder metallurgy products[J].Materials China,2011,30(6):45.(吴引江,梁永仁.钛粉末及其粉末冶金制品的发展现状[J].中国材料进展,2011,30(6):45.)
[2] Lu X,Liu C C,Qu X H.Research progresses of powder injection molding for titanium alloys[J].Powder Metallurgy Technology,2013,31(2):139.(路新,刘程程,曲选辉.钛及钛合金粉末注射成形技术研究进展[J].粉末冶金技术,2013,31(2):139.)
[3] German R M,Huang K X.The condition of MIM,PIM and relative PM technology in the USA[J].Powder Metallurgy Technology,2006,24(5):384.(German R M,黄坤祥.美国MIM,PIM及相关PM技术之现状[J].粉末冶金技术,2006,24(5):384.)
[4] Zeng G,Han Z Y,Liang S J,Zhang P,Chen X L,Zhang P X.Metal parts by 3D printing technology[J].Materials China,2014,33(6):377.(曾光,韩志宇,梁书锦,张鹏,陈小林,张平祥.金属零件3D打印技术的应用研究[J].中国材料进展,2014,33(6):377.)
[5] Wang H M,Zhang S Q,Wang X M.Process and challenges of laser direct manufacturing of laser titanium structural components[J].Chinese Journal of Lasers,2009,36(12):4.(王华明,张述泉,王向明.大型钛合金结构件激光直接制造的进展与挑战[J].中国激光,2009,36(12):4.)
[6] Huang W D,Lin X.Research process in laser solid forming of high performance metallic component[J].Materials China,2010,29(6):12.(黄卫东,林鑫.激光立体成形高性能金属零件研究进展[J].中国材料进展,2010,29(6):12.)
[7] Guo S Q,Feng Y B,Ge C C,Zhou Z J.Preparation technology of powders used for thermal spraying[J].Materials Review,2010,24(16):196.(郭双全,冯云彪,葛昌纯,周张健.热喷涂粉末的制备技术[J].材料导报,2010,24(16):196.)
[8] Ji H,Huang L P,Huang S S,Zhao J,Zheng X B.Effects of particle size on vaccum plasma spraying titanium coatings[J].Thermal Spary Technology,2013,5(1):22.(季珩,黄利平,黄山松,赵君,郑学斌.粉末粒径对真空等离子体喷涂钛涂层的影响[J].热喷涂技术,2013,5(1):22.)
[9] Shang Q L,Liu J,Fang S M,Zhou L.Thepreparationtechnology of titanium metal powder[J].Materials Reviews,2013,27(21):97.(尚青亮,刘捷,方树铭,周林.金属钛粉的制备工艺[J].材料导报,2013,27(21):97.)
[10] Xie H W,Zou L M,Liu X,Le C,Cai Y X.The situation of preparation technology of spherical titanium powders[J].Materials Research and Application,2014,8(2):78.(谢焕文,邹黎明,刘辛,乐晨,蔡一湘.球形钛粉制备工艺现状[J].材料研究与应用,2014,8(2):78.)
[11] Liu W S,Peng F,Ma Y Z.Research process in metal powder production by gas atomization[J].Materials Reviews,2009,23(2):53.(刘文胜,彭芬,马运柱.气雾化法制备金属粉末的研究进展[J].材料导报,2009,23(2):53.)
[12] Charles F,Yolton,Coraopolis,John H M.Method for atomizing titanium[P].US Patent:4544404,1985.
[13] Robert E Haun,C Frederick Yolton.Cold wall induction nozzle[P].US Patent:0291529A1,2006.
[14] Teppei Okumura,Tomoki Shibata,Norio Okochi.Production of Ti alloy atomized powder by levitation melting furnance with electric nozzle[J].电器制钢(日),2006,77(4):261.
[15] Mates S P,Settles G S.A study of liquid metal atomization using close-coupled nozzles,part 2:gas dynamic behavior[J].Atomization and Sprays,2005,15:41.
[16] Heidloff A J,Rieken J R,Anderson I E,Byrd D,Sears J,Glynn M,Ward R M.Advanced gas atomization processing for Ti and Ti alloy powder manufacturing[J].Aerospace Alloy,2010,35.
[17] Liu N.Research development of Ti6Al4V powder and its procucts[J].Materials Review,2010,24(3):92.(刘娜.Ti6Al4V粉末及其制品的研究进展[J].材料导报,2010,24(3):92.)
[18] Liu N,Li Z,Yuan H,Xu W Y,Zhang Y,Zhang G Q.Fabrication and characterization of gas atomized Ti Al alloy powders[J].Journal of Iron and Steel Research,2011,23(2):536.(刘娜,李周,袁华,许文勇,张勇,张国庆.气雾化Ti Al合金粉末的制备及表征[J].钢铁研究学报,2011,23(2):536.)
[19] Fritz Appel,Jonathan David Heaton Paul,Michael Oehring.Gamma Titanium Aluminide Alloys:Science and Technology[M].USA:Wiley VCH,2011.288.
[20] Withers J,Laughlin J,Loutfy R.Processes to produce titanium alloy powder[A].Russell A.Chemenk off Adwances in Powder Metallurgy&Particulate materials[C].NEW Jersey:Princeton,2014.267.
[21] Gerhard W,Rainer G,Frank-Perter S.Temperature induced porosity in hot isostatically pressed gamma titanium aluminide alloy powders[J].Acta Materialia,2003,51:741.
[22] Tonner C,Rosler J,Baumann R.Influence of microstructure on the tensile and creep properties of titanium aluminide processd by powder metallurgy[A].Darolia R,Lewandowski J J.Structural Intermetallics[C].Warrendale,PA:TMS,1993.241.
[23] Xu G.The production of titanium based powder preared by plasma ultrasonic gas atomization[P].China Patent:CN 102861919,2013.(徐广.等离子超声气体雾化钛基粉末的制备方法及其产品[P].中国专利:CN 102861919A,2013.)
[24] Hohmann M,Pleier S.Production methods and applications for high quality metal powders and sprayformed products[J].Acta Metallurgica Sinica,2005,18(1):15.
[25] Savage S J.Production of rapidly solidified metals and alloys[J].Journal of Metals,1984,36(4):20.
[26] John H M.Utilization of gas-atomized titanium and titanium-aluminide powder[J].Powder Meaterials,2000.32.
[27] Henrik Franz,Laurenz Plochl,Dr Frank-peter Schimansky.Recent advances of titanium alloy powder production by ceramic-free inert gas atomization[A].International Titanium Association[C].Lasvegas,2008.1.
[28] Rainer G,Michael H.Gas atomization of high melting reactive metals by a crucible and ceramic-free technique[J].Materials Science Forum,2007,539:2693.
[29] Wang Y H,Zhao L M,Lin J P,Wang Y L,Qu X H,Chen G L.Preparation and characterization of high Nb containing Ti Al alloy powder[J].Journal of Aeronautical Materials,2007,27(5):34.(王衍行,赵丽明,林均品,王艳丽,曲选辉,陈国良.高Nb-Ti Al合金粉末的制备及其特性[J].航空材料学报,2007,27(5):34.)
[30] Li S Q,Chen Z Y,Wang Z H,Liu J R,Wang Q J,Yang R.Microstructure study of a rapid solidification powder metallurgy high temperature titanium alloy[J].Acta Metallurgical Sinica,2013,49(4):464.(李少强,陈志勇,王志宏,刘建荣,王清江,杨锐.一种快速凝固粉末冶金高温钛合金微观组织特征研究[J].金属学报,2013,49(4):464.)
[31] Yule A J,Dunkley J J.Atomization of Melts[M].Oxford:Oxford University Press,1994.207.
[32] Cai X Z,Eylon D.Features of the solidified microstructure of PREP Ti Al base alloy powders[J].Rare Metal Materials and Engineering,1994,23(5):41.(蔡学章,Eylon D.PREP Ti Al基合金粉末冷凝组织特性[J].稀有金属材料与工程,1994,23(5):41.)
[33] Yang X,Xi Z P,Liu Y.Characterization of Ti Al powders prepared by plasma rotating electrode processing[J].Rare Metal Materials And Engineering,2010,39(12):2251.(杨鑫,奚正平,刘咏.等离子旋转电极法制备钛铝粉末性能表征[J].稀有金属材料与工程,2010,39(12):2251.)
[34] Leo V M Antony,Ramana G Reddy.Processes for production of high purity metal powders[J].High Purity Metals,2003,3:14.
[35] Hedeki Nakamura Yonago,Takashi Meguro Yasugi,Noboru Hanai Yonago.Method of producing high grade metal or alloy powder[P].US Patent:4474604,1984.
[36] He A X,Miao Q D,Zhang J D.The apparatus of preparation of ultrafine titanium powders and titanium alloy powders[P].China Patent:CN 103406543,2013.(何安西,苗庆东,张继东.超细钛粉或钛合金粉及其制备方法制备装置[P].中国专利:CN103406543,2013.)
[37] Peter G Tsantrios,Westmount Francoisallaire.Method of production of metal and ceramic powders by plasma atomization[P].US Patent:5707419,1998.
[38] Kim Y,Kim E P,Song Y B,Lee S H,Kwon Y S.Microstructure and mechanical properties of hot isostatically pressed Ti-6Al-4V alloy[J].Journal of Alloys and Compounds,2014,603:207.
[39] Oana D,Athena T,George P.A theoretical equation for the thermal balance at plasma atomization process[J].Nonconventional Technologies,2007,12(2):23.
[40] Zhang H,Wu Y H,Chen N X,Luo C F,Shen H S,Che X K.Performance of large Ti-Mn alloy anode for preparation of manganese dioxide[J].Chinese Journal of Rare Metals,2014,38(4):574.(张恒,吴元花,陈南雄,罗驰飞,沈化森,车小奎.制备二氧化锰大型Ti-Mn合金阳极性能的研究[J].稀有金属,2014,38(4):574.)
[41] Klausbauckhage,Anderson O,Hansmann S,Reich W,Schreckenberg P.Production of fine powders by ultrasonic standing wave atomization[J].Powder Technology,1996,86:77.
[42] Wu S J,Wang Z G,Ren J L,Liu C R.Experimental study of ultrasonic atomization method for manufacturing titanic metallic powder[J].Piezoelectrics&Acou Stooptics,2001,23(6):490.(吴胜举,王志刚,任金莲,刘纯荣.功率超声雾化制备钛金属粉末的实验研究[J].压电与声光,2001,23(6):490.)
[43] Ren J L,Liu C R,Wu S J,Wang Z G.Improvement on ultrasonic atomization process for manufacturing metallic powders[J].Applied Acoustics,1996,16(6):34.(任金莲,刘纯荣,吴胜举,王志刚.恒载超声雾化制取金属粉末的改进方法[J].应用声学,1996,16(6):34.)
[44] Gu Z T,Ye G Y,Lin C D,Tong H H.Study on titanium powders spheroidization by using RF induction plasma[J].Powder Metallurgy Technology,2010,28(2):120.(谷忠涛,叶高英,刘川东,童洪辉.射频等离子体球化钛粉的工艺研究[J].粉末冶金技术,2010,28(2):120.)
[45] Sheng Y W,Guo Z M,Hao J J,Wang Y M.Characteristics of spherical Ti-6Al-4V powders prepared by RF plasma processing[J].Journal of University of Science Technology Beijing,2012,34(2):164.(盛艳伟,郭志猛,郝俊杰,王玉明.射频等离子体制备球形Ti-6Al-4V粉末性能表征[J].北京科技大学学报,2012,34(2):164.)
[46] Yan W S,Zhi M G,Jun J H,Dong H Y.Effect of spheroidization of Ti-6Al-4V powder on characteristics and rheological behaviors of gelcasting slurry[J].Procedia Engineering,2012,36:299.