ϡ�н��� 1999,(05),326-329 DOI:10.13373/j.cnki.cjrm.1999.05.002
�ӣ� �� �մ����������ºϽ����ѹ��Ӧ�ս�����
������ ������ ���� ���� ���Ͼ� ���ǿ�
�������պ����ѧ���Ͽ�ѧ�빤��ϵ!����100083,�������պ����ѧ���Ͽ�ѧ�빤��ϵ!����100083,�������պ����ѧ���Ͽ�ѧ�빤��ϵ!����100083,�������պ����ѧ���Ͽ�ѧ�빤��ϵ!����100083,�����Ƽ���ѧ�½������Ϲ����ص�ʵ����!����100083,�����Ƽ���ѧ�½������Ϲ����ص�?
ժ Ҫ��
���� �ԣ骲 �Σ骲 ���� �������Ϻ��Ϸ�ĩ�� ���� �ǣ������ �������� ��ģ�����������ȷ�ʽ���������ºϽ�� �ӣ� �� �մɽ�����ѹ��Ӧ�ս������о��� �����ǿ��Ϊ���� �� �У� �� ������ �� �� �������� �� Բ���DZ������� �ĵ㿹��ǿ�ȣ� �ĺ��Ӽ����۽ṹ��������������ͨ�������մɵķǷ�տ�϶�л����մɷ������淴Ӧ���γɱȽ��ι̵Ľ�ͷ�������˺����������еĿ��Ի��⺸��Ӧ�������á�
�ؼ��ʣ�
�մ� ;�������� ;���� ;Ӧ�� ;
��ͼ����ţ� TG456.9
�ո����ڣ� �ո�����: 1998 - 09 - 07
���� �й����տ�ѧ����;
Investigation on Welding Process of SiC Ceramic with Ni based Superalloy Using Gleeble 1500 Thermo mechanical Testing Machine
Abstract��
Abstract: A successful joining of SiC ceramic to Ni based superalloy was achieved using Ti+Ni+Al powders as the welding material and employing Gleeble 1500 thermo mechanical testing machine. The strength obtained by bending test (4 points bending strength test with �� 10 mm��50 mm non standard specimens) is 70 MPa. Microstructural analysis shows that Al element can permeate into the open pores of SiC ceramic or react with the ceramic at the interface to form a firm bonding. A model to describe the relaxation of the residual stress of the pores existing in the welding layer was proposed.
Keyword��
Ceramic/Metal Joining; Welding Stress;
Received�� �ո�����: 1998 - 09 - 07
���Ŷ��մɵ��о��Լ��Ʊ��� �����յķ�չ, �մɽṹ�����ִ���ҵ�� ����װ������Ʒ�е�Ӧ��Խ��Խ�㷺, �����谭�ṹ�մɵ��Թ㷺Ӧ�õ���Ҫԭ�����մ���������������⡣ �����մ��������������ϵ����������Լ����ֲ��Ͻṹ�ϵIJ�ƥ��, ʹ�����ߵĸ������Ӻ����ѡ� ͨ�����ֵ���������ں��Ӳ�����Ӧ��������, ���մɵĽ������������ơ�
�����մ�����������ӷ���, �о��϶���ǻ��Խ���ǥ��
[1 ,2 ]
�������Ӹ��ºϳɺ���
[3 ,4 ]
, ���õIJ��Ͼ�����ѡ��������ϵ������С�Ľ������մ�, �Լ�����Ӧ���� ����ǥ�����ӷ���������Ag-Cu-Ti��Ϊ����, �������Ӹ��ºϳɺ�������һ�ֽ��µ����ӹ��ա�
����ѡ���ں��պ�����������Ӧ��ǰ����SiC�մɺ��������ºϽ� (GH128) ��Ϊ����ĸ��, ����Gleeble 1500��ģ������к���ʵ�顣 ��������֮���������ϵ�����ϴ� (SiC����������ϵ��Ϊ (4��5) ��10-6 /��
[5 ]
) , ����֮������Ӹ�������ս�ԡ�
1 ʵ�鷽��������
ѡ���ʵ���ȵ�100��200Ŀ��Ti-Ni-Al������ĩ, ��ֻ�Ͼ��Ⱥ���ѹ���� 10 mm�� (1��1.5) mm��������Ϊ����, ѹ��ѹ��Ϊ670 MPa�� �Ѻ��Ӷ��澭����������ٽᾧSiC�մɺ�GH128�������ºϽ� (�ߴ��Ϊ�� 10 mm��25 mm) �뺸��װ��ʯīģ����, ��Gleeble 1500��ģ����Ͻ��к���ʵ�顣 ����SiC�մɲ�����, ��˰��մ�װ��ʯīģ����, ����ʯīģ��ͨ�緢���������մɺͺ���, ������Ӧ�� ���ȵ�ż���������¶� (��ͼ1��ʾ) , ģ�ߵ���ģ����һ���� 2 mm�Ŀ�, �ȵ�ż�Ӹÿײ���, �ﵽ���ϵı���, Gleeble 1500��ģ����Ŀ��¾���Ϊ��1�档 Ӧ��ָ��, ����������ȷ�ʽ, �������IJ�ͬ��λ, �ر����ؾ������һ�����¶��ݶ�, ���¶��ݶ�����������״���������ܡ� ģ�ߵ���״���������ܡ� �������ʡ� �����¶ȡ� ����ʱ�䡢 ¯�����յȶ��������йء� �����������ĺ����¶���ָͼ1��ʾ���ȵ�ż��ָʾ�¶ȡ� ����Gleeble 1500���Զ�����װ�ÿ��ƺ���ѹ���� �������ʺ���ȴ����, ���к���ʵ��ı�����ն�Ϊ0.4 Pa��
ͼ1 ʵ��ԭ��ͼ
����ʵ����õĵ���ʵ����������չ淶��ͼ2��ʾ�� ���ڱ������ӹ�����, ���÷DZ����������ĵ㿹�����Բ���, ����Ϊ�� 10 mm�� (51��0.5) mm��Բ���ηDZ�����, ѹͷ���Ϊ10 mm, ����֧�����Ϊ30 mm�� ǿ��ֵ����Բ�ν�����������Ӧ��
[6 ]
���㹫ʽ���㡣 ����SEM��EDX�۲������ò�������ɷ֡�
ͼ2 ʵ���������
2 ���������
2.1 �����¶ȶԺ�����֯��Ӱ��
�����¶��Ǻ��ӳɹ�����һ���ؼ�����, �¶ȸ������ں��ϱ���������Ӧ����ĸ�ĵĺ��Ӷ��淢�����淴Ӧ, �Ӷ���ߺ���ǿ�ȡ� ������Ti-Ni-Al������ĩ��ɵĺ���, ��������Ԫ�ش���, �����¶Ȳ��ܸ��������۵�, �����ۻ�����Һ������ѹ����, ���º���ʧ�ܡ� �����¶���ҪӰ�캸���в�����Һ��ĺ���, �¶ȹ���ʱ������ʵ�ֺ��ӡ�
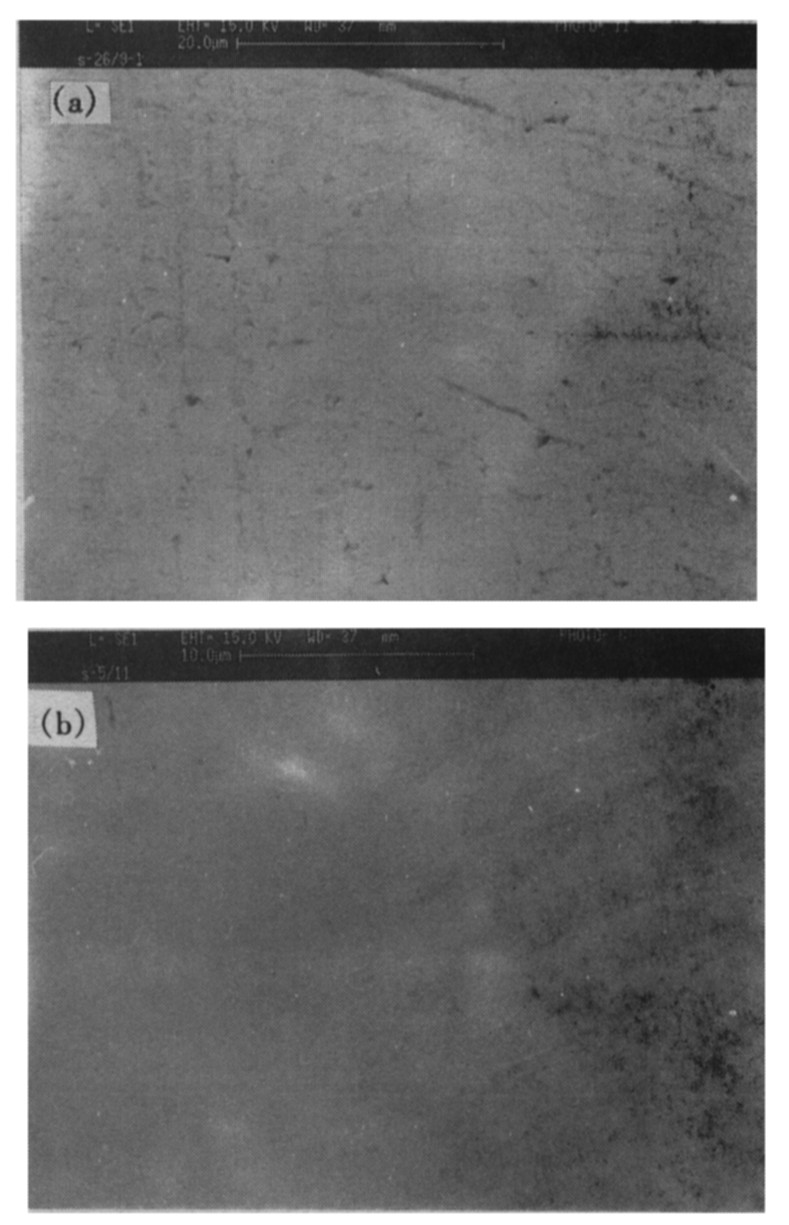
ͼ3��ͬ���䷽�ĺ����ڲ�ͬ�����¶��·�Ӧ�����ò, ͼ3 (a) �� (b) �ĺ����¶ȷֱ�Ϊ600���610�档 �¶Ƚϸ�, ���Ϸ�Ӧ����������ԽϺ�, �����м���û�п�; �������¶Ƚϵ͵ĺ��ϲ���, ���ȷֲ��ųߴ��С�Ŀ��� ����Ҫ���¶Ȳ�ͬ, ʹ������Һ��ĺ�����ͬ���¡� ��Ҳ�ɴӺ��ӹ�����Gleebleѹͷ��������λ�ƴ�С�õ�֤���� �����ֽ϶��Һ��ʱ, ��Ӧ����Ƚ�����, ��ͼ3 (b) ��ʾ, Gleebleѹͷ�����Ե�λ��, ����û��λ��, ��Ӧ���������Խϲ�, ��ͼ3 (a) ��ʾ�� ֵ��ע�������Ȼ�����۵�Ϊ660��, ����ʵ���¶���Ҳ������Һ��, �����ĩ���п���֮�䲿�ֽӴ�������йء�
ͼ3 ��Ӧ�������ϵ�SEM��ò
2.2 ������������ò
����ѡ�õ�Ti-Ni-Al����, ����Ԫ������SiC�մɷ�����Ӧ
[7 ]
, �γ�һ��������ɲ㡣 �����������ºϽ������л���Ԫ����, ����뺸�ϵ����ӽ�Ϊ���ס� ͼ4�Ǻ��Ӽ�����������ò, ���ΪSiC�մ�, �м�Ϊ����, �ұ�Ϊ�������ºϽ� �ɼ�, �������������ºϽ��SiC�մɶ��γ��˽�Ͻ��ܵĽ��档 �ں��Ӽ��Ľ��������������ơ�
ͼ4 ������������ò�Ķ��ε�����
2.3 ���淴Ӧ�����ӻ���
���ĵ���ҪĿ�������о������մɵķ�Ӧ���ԡ� Iseki����
[8 ]
���о��ɹ����������ۻ��������SiC�մ���ʪ, �ڽ��淴Ӧ����Al4 C3 , ����������Ԫ̼���ﲻ��ȷ���� ͼ5�Ǻ������������մɵĽ�����ò�� ���Ϊ����, �ұ�ΪSiC�մ�, ͼ�±ߵ�����Ϊ���� ��ɷֵķֲ����ߡ� ��ͼ�п��Կ���, �ڽ��洦��һ�ɷֹ�����, ����ԼΪ1 ��m�� ��������λ��ƫSiC�մ�һ��, ��˹��������γ���Ҫ�����ں����е���ԭ����SiC�մ�����ɢ���� �����Թ��ۼ�Ϊ���Ļ��������ɢϵ���ϵ���һ�µġ� �����մɾ��纬�зǾ���, �����е���������ͨ���մ��еĿ�϶����ɢ���մ��еĶ���ξ���, ���뷴Ӧ, ��ͼ6��ʾ�� ͨ��������, ͼ6��A�㴦������ԭ�Ӱٷֺ���֮��Ϊ0.62�� ����, ��������������ͨ��ëϸ����������SiC�մ���, �����뷴Ӧ��, ��ȴ������еҧ������, ��ͼ7��ʾ, �����ߺ���ǿ��������
�ں������������ºϽ�Ľ��洦, �����е�������ºϽ��еĸ���Ԫ���Է�������ɢ, ��1�г����ڿ������洦�ĺ��� (A) ���ºϽ� (B) �ijɷ֡�
2.4 �����¶ȶԺ���ǿ�ȵ�Ӱ��
��ǰ��ķ�����֪, �������ºϽ���SiC�մɵ�������Ҫͨ���������ֻ�����ʵ��: ��һ, ĸ���뺸��֮�䷢��������ɢ���γɽ��淴Ӧ��; ���, �����е�Һ��ͨ��ëϸ������������SiC�մɵĿ�϶��, ��ȴ����������еҧ�����á� ����¶��Ǿ�������ǿ�ȵ�һ����Ҫ���ء� һ��˵��, �¶�Խ��, ����ǿ��Ӧ��ҲԽ�ߡ� ��ͨ��ʵ�鷢��, ����Ti-Ni-Al������ϵ, �������, ���Ǵ���һ��������¶ȷ�Χ�� ���¶ȵ��ڸ��¶ȷ�Χʱ, ���ڲ��ܷ������淴Ӧ, ����ĩҲ�����ۻ�, ������ʱ���ڲ�����ʵ�ֳɹ��ĺ��ӡ� ���¶ȸ��ڴ��¶ȷ�Χʱ, �����е�����ĩ�����ۻ�, ���������Ϊǿ�ҵĽ��淴Ӧ, Ҳ������ëϸ����, ���ں��Ӽ���ȴ������, �մ��п���������Լ1 mm��Ҫ�շ����ƶ����ѡ� ͼ8�г��˺����¶ȶԺ���ǿ�ȵ�Ӱ�� (ͼ�С���ʾ����ʧ��) �� ���÷DZ��������ĵ㿹��ǿ������������Ӽ������ǿ��Ϊ72 MPa, ��ǿ��ֵ�ﵽ�մ�ǿ��ֵ��80% (Ϊ�˱Ƚ�, ������ͬ�ߴ��SiC�մ�������ͬ���ķ�������ǿ�Ȳ���) �� ���¶ȸ���600���������Ʊ���������SiC�մɿ���������Լ1 mm������, ���¶ȵ���600��ʱ, ���ں����л���������Ľ��洦���ѡ� ��ͼ�п��Կ���, ����ĺ����¶�ԼΪ595���T ��610��, ȷ���ƺ����¶���ʵ�ֳɹ����ӵĹؼ��� �¶ȸ�, �����г��ֽ϶��Һ��Ժ��Ӳ����� ԭ������Ǻ����������е�С�ն�����ȴ�����в����IJ�����Ӧ�����˾����ԵĻ������á�
ͼ5 �մ�/���Ͻ���Ķ��ε���������ijɷֲַ����� (��ɨ��)
ͼ6 �����մ��е���
ͼ7 �������մɵĻ�еҧ������
��1 ���� (A) ���ºϽ� (B) �ڽ��洦��ԭ��������/at%
Al
Ti
Cr
Ni
Mo
W
81.51
6.13
3.99
7.6
0.42
0.35
1.54
0.63
23.28
68.08
4.06
2.4
ͼ8 �����¶ȶԺ���ǿ�ȵ�Ӱ��
ͼ9����˺�����С�ն����ڻ��ͺ��Ӳ�����Ӧ�������á� ���ں������п�, ����������Ϊһ���ս��塣 �����ս��������ϵ����С, ���ºϽ������ϵ���ϴ�, ����ں��Ӽ�����ȴ������, �����ܵ�ѹӦ�������á� Խ�������ºϽ�, ѹӦ��Խ�� ����һЩ����͵Ŀն�, ���ں��ӹ������ڵ�����½��е�, ��˿ն��е�ѹ����С, ��ѹӦ����������, �����ױ���������Ӧ��; ����һЩ�����͵Ŀն�, ����λ�������, ���仺��Ӧ���������ȱտ�ǿ�� ��Щ������ͨ�����ζ���ʧ�� ���, ���ڿ�������, ���ºϽ�����ȴ�����������Ͽ����������Ӧ�����Ա��������ĺ���ͨ������������, ͬʱ���ں������մɵ�������ϵ������С, �մ��뺸�Ͻ��洦����Ӧ����С, һ������������ʹ�����ε�Ӧ��, Ҳ����������εõ������������
ͼ9 �����������Ӧ���Ĺ���
3 �� ��
����Ti-Ni-Al������ĩ���Գɹ��غ���SiC�մɺ��������ºϽ�, �����¶�����Ҫ�Ĺ��ղ����� ���ƺ����¶�, ʹ���ϲ���һ����Һ��, ���ڽ��淢����Ӧ�Ǻ��ӵı�Ҫ����, ���ں��ӹ�����, �����ں����г��ֹ����Һ�ࡣ �������¶�Ϊ600��ʱ, ����ǿ����ߡ� ���մ��뺸�ϵĽ��洦, ��Ҫͨ�������е�����ɢ���մ�����ʵ�ֽ��淴Ӧ��
�����������в���ϸС�Ŀ�����Ч�ػ��⺸�Ӳ�����Ӧ����
�����
[1] �� Suganuma K, Miyamoto Y, Koizumi M. Ann . Rev . Ma��ter. Sci., 1988 , 18 :47
[2] �� Moorhead A, Santella M, Keating H. J. Welding, 1986 , 65 (10) :17
[3] �� Miyamoto Y, Nakamoto T, Kiozumi M. J. Mater. Res ., 1986 , 1 (1) :7
[4] �� Rabin B H. J. Mater. Sci. Engin ., 1990 , A130 :1
[5] ����������������մɹ���ѧ���人: �人��ҵ��ѧ������, 1990
[6] �����������������ѧ�̳̪�����: ������ҵ������, 1989
[7] �� Rabin B H, D E91 , 01276
[8] , 19918 �� Iseki T, Kameda T, Maruyama T. J. Mater. Sci., 1984 , 19 :2796