液固分离法近净成形SiCp/Al电子封装壳体的组织和性能
来源期刊:中国有色金属学报(英文版)2014年第4期
论文作者:郭明海 刘俊友 李艳霞
文章页码:1039 - 1045
关键词:液固分离;近净成形;SiCp/Al电子封装壳体;热导率;热膨胀系数
Key words:liquid-solid separation; near-net thixoforming; SiCp/Al electronic packaging shell; thermal conductivity; coefficient of thermal expansion
摘 要:采用液固分离工艺制备高SiC体积分数Al基电子封装壳体(54%SiC,体积分数),借助光学显微镜和扫描电镜分析壳体复合材料中SiC的形态分布及其断口形貌,并测定其物理性能和力学性能。结果表明:SiCp/Al壳体复合材料中Al基体相互连接构成网状,SiC颗粒均匀镶嵌分布于Al基体中。复合材料的密度为2.93 g/cm3,致密度为98.7%,热导率为175 W/(m・K),热膨胀系数为10.3×10-6 K-1 (25~400 °C),抗压强度为496 MPa,抗弯强度为404.5 MPa。复合材料的主要断裂方式为SiC颗粒的脆性断裂同时伴随着Al基体的韧性断裂,其热导率高于Si/Al合金的,热膨胀系数与芯片材料的相匹配。
Abstract: The electronic packaging shell of high silicon carbide (54%SiC, volume fraction) aluminum-based composites was produced by liquid-solid separation technique. The characteristics of distribution and morphology of SiC as well as the shell’s fracture surface were examined by optical microscopy and scanning electron microscopy, and the thermo-physical and mechanical properties of the shell were also tested. The results show that Al matrix has a net-like structure while SiC is uniformly distributed in the Al matrix. The SiCp/Al composites have a low density of 2.93 g/cm3, and its relative density is 98.7%. Thermal conductivity of the composites is 175 W/(m・K), coefficient of thermal expansion (CTE) is 10.3×10-6 K-1 (25-400 °C), compressive strength is 496 MPa, bending strength is 404.5 MPa, and the main fracture mode is brittle fracture of SiC particles accompanied by ductile fracture of Al matrix.Its thermal conductivity is higher than that of Si/Al alloy, and its CTE matches with that of the chip material.
Trans. Nonferrous Met. Soc. China 24(2014) 1039-1045
Ming-hai GUO1, Jun-you LIU1, Yan-xia LI2
1. School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China;
2. Department of Materials, North China Institute of Aerospace Engineering, Langfang 065000, China
Received 27 May 2013; accepted 10 September 2013
Abstract: The electronic packaging shell of high silicon carbide (54%SiC, volume fraction) aluminum-based composites was produced by liquid-solid separation technique. The characteristics of distribution and morphology of SiC as well as the shell’s fracture surface were examined by optical microscopy and scanning electron microscopy, and the thermo-physical and mechanical properties of the shell were also tested. The results show that Al matrix has a net-like structure while SiC is uniformly distributed in the Al matrix. The SiCp/Al composites have a low density of 2.93 g/cm3, and its relative density is 98.7%. Thermal conductivity of the composites is 175 W/(m・K), coefficient of thermal expansion (CTE) is 10.3×10-6 K-1 (25-400 °C), compressive strength is 496 MPa, bending strength is 404.5 MPa, and the main fracture mode is brittle fracture of SiC particles accompanied by ductile fracture of Al matrix.Its thermal conductivity is higher than that of Si/Al alloy, and its CTE matches with that of the chip material.
Key words: liquid-solid separation; near-net thixoforming; SiCp/Al electronic packaging shell; thermal conductivity; coefficient of thermal expansion
1 Introduction
Electronic packaging shell is an important component in integrated circuit chip packaging. The failure rate of a single component in the chip is exponentially related to its working temperature, while its function is inversely proportional to it. The maximum heat dissipation is a requirement for today’s microelectronic systems [1]. As a component providing connection and protection in a chip, the electronic packaging shell should meet the following basic requirements [2]. First, coefficient of thermal expansion (CTE) is low. CTE of the material must match with that of the Si or GaAs chip and so on, to avoid cracking induced by thermal stress. Second, thermal performance is excellent. The chips heat generated during the operation must be dissipated in time. Third, density is low and strength and stiffness are sufficient to support and protect the chip. Fourth, the cost should be as low as possible.
The traditional electronic packaging materials, such as Kovar alloy (Fe-Ni-Co alloy), Inva alloy (Fe-Ni alloy), W-Cu alloy, cannot meet the requirements of the development due to their high cost and high density [3]. Thus, various new electronic packaging materials appeared, such as Al/Si composites [4] and Al/SiC composites [5,6]. As the third generation material of electronic packaging, the SiCp/Al composites are widely used in microwave integrated circuit, power module, microprocessor cover and heat radiating plate, etc [7-12]. The method used to produce SiCp/Al composites includes powder metallurgy (PM), infiltration without pressure or squeezing infiltration, spray deposition, mixing casting technique and so on. But all of these methods have some disadvantages, such as high porosity and high raw material loss rate. So the volume fraction of the SiC particle is limited, and SiC content is usually unable to exceed 20% in the mixing casting technique.
The SiCp/Al shell is produced firstly by semi-solid thixoforming technique in this study, utilizing the characteristics of liquid-solid separation. Under the action of external force, the SiC particle flows with the liquid together, but liquid flows prior to solid and is firstly extruded into the filtrate tank from the gap of the die. Hence, most SiC particle will stay in the mold of the shell and be gathered together. The electronic packaging shell with high silicon carbide (40%-60% SiC, volume fraction, the same below if not mentioned) aluminum-based composites has been produced. A new type of short process, easy manipulation, low cost material preparation technology was developed. It has some advantages of lightweight, high thermal conductivity, low thermal expansion, high strength, near-net forming and so on. Also, its CTE can be adjusted by adjusting the volume fraction of SiC.
2 Experimental
2.1 Materials
SiC particles and aluminum powders were used as the experimental materials. Smaller SiC particles were easy to accumulate, and not easy to implement semi-solid thixoforming and liquid-solid separation. So, its average particle size was selected as 47 μm. The volume fraction of SiC particle was 30%. The thermo- physical properties of pure aluminum were higher than other aluminum alloys. So, pure aluminum powder was selected as matrix material with average particle size of 80 μm (higher bulk mixed density was easier to get), which grade is Al99.70A [13]. The chemical composition of SiC particle and aluminum powder is listed in Table 1.
Table 1 Chemical composition of SiC particle and aluminum powder (mass fraction, %)

2.2 Method
First of all, SiC particles were pre-treated at 850 °C for 1 h oxidation, then 30% SiC particles and 70% Al powders were mechanically mixed uniformly together, followed by cold pressing (see Fig. 1) and high temperature sintering, hot pressing, mold unloading and finally shaped into 76 mm×36 mm hot-pressed billet. In cold pressing stage, the pressing pressure was chosen to be 125 MPa, in order to make oxide film of aluminum fully break, establishing plastic bonding and atomic diffusion bonding in the powder, and to obtain high relative density to prevent internal oxidation in subsequent heating process. In sintering stage, in order to make billet heating uniform, temperature was heated to 450 °C for 10 min and 600 °C for 1 h. In hot pressing stage, in order to obtain higher strength and hardness, promote uniform diffusion in the component, accelerate the alloying process, and improve the bonding strength of matrix and SiC particle interface, the hot pressing stage was added in the experiment, during which the temperature was 600 °C and pressure was 90 MPa.
Finally, the hot-pressed billet was pressed again by semi-solid thixoforming and liquid-solid separation technique in the customized mold, and the shell of 54% SiCp/Al was near-net formed. The forming temperature was 760 °C and pressure was 70 MPa. It is schematically indicated in Fig. 2. The dimensions of the shell were 82 mm×42 mm×14 mm. The wall thickness was 4 mm and the bottom-thickness was 6 mm.
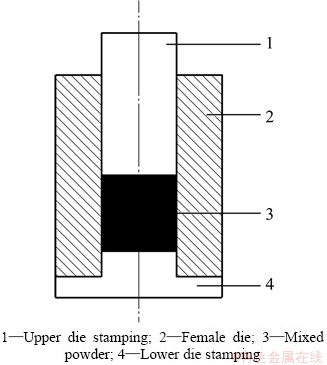
Fig. 1 Schematic diagram of blank by unidirectional cold pressing
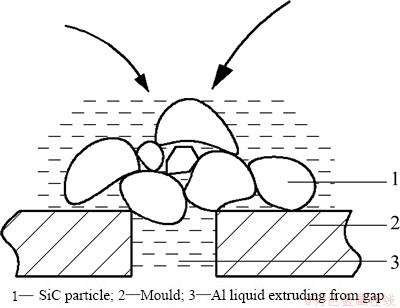
Fig. 2 Schematic diagram of semi-solid thixoforming
The analyzing sample was taken from the hot-pressed billet and the bottom of the shell. The microstructures of the material were characterized using a type of NEOPHOT21 optical microscope (OM). Three-point bending fracture morphologies of the cross-section were observed using a type of LEO-1450 SEM (scanning electron microscope). The mass fraction of SiC in the composites was determined by KEVEX type spectrometer. CTE measurements were conducted on a DIL 402PC (NETZSCH Corporation) thermal expansion instrument protected by nitrogen ambient atmosphere at a heating rate of 3 °C/min, and the sample dimensions were d5 mm × 25 mm. Thermal conductivity measure was performed on the JR-3 analyzer at room temperature, and the sample dimensions were d10 mm×4 mm. The density was measured based on Archimedes drainage method. The bending strength was tested by an electronic universal testing machine (model RG 3000A), and the sample dimensions were 2 mm × 4 mm × 36 mm. The compressive strength was measured by a mechanical testing machine (HS-3001B), and the sample dimensions were d5 mm × 15 mm.
3 Results and discussion
3.1 SiC particle morphology and microstructure of hot-pressed billet and shell
3.1.1 SiC particle morphology and energy dispersive spectrometer (EDS) analysis
The chemical properties of SiC particles are stable. The contact angle between SiC and Al is 118° (>90°) [14]. So, the wettability between SiC and Al is very poor, and there is a strong stress concentration at the tips of the irregular SiC particle. Due to the stress concentration, it is easy to form cavity nucleation and the crack formed extends to other region, which leads to the material failure during deformation process [15]. The simplest approach is oxidation pretreatment to eliminate the sharp edge angles of SiC particle [16,17], and its surface forms a layer of SiO2, which would react with Al matrix, generating A12O3 and Si, 4Al+3SiO2→2A12O3+3Si, hence changing the wettability of the particle and the matrix. Meanwhile, water, gas and impurities of particle’s surface can be removed to improve performance of the prepared composites. Considering the preparation cost, SiC particles were treated at 850 °C for 1 h oxidation.
SEM images of SiC particle before and after oxidation pretreatment and EDS analyses are shown in Fig. 3. It can be seen that edges of particles are clear before pretreatment (Fig. 3(a)); the particles are oxidized after pretreatment at 850 °C for 1 h oxidation (Fig. 3(b)); and SiO2 layer is generated on the surface (Fig. 3(d)).
3.1.2 Microstructure of hot-pressed billet and shell
The particle distribution has an important influence on composite performance. Some researchers [18-20] showed that there is a higher internal stress in particle cluster zone, which is easy to cause composites failure. Cluster particles reduce the failure strain of composites. In general, the more uniform the particle distribution is, the higher the failure strain is, and hence agglomeration should be avoided.
The microstructure of 30% SiCp/Al (hot-pressed billet) is shown in Fig. 4 (a), from which it can be seen that SiC particles are not completely uniformly distributed in the matrix, and agglomeration exists.
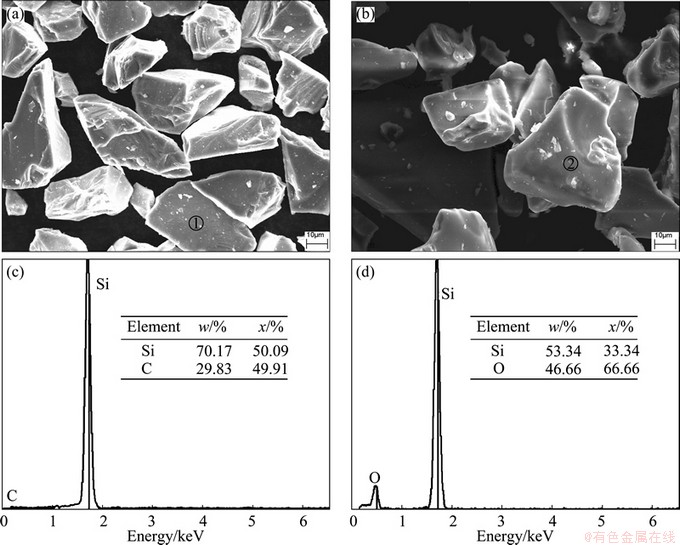
Fig. 3 SEM images of SiC particles before (a) and after (b) oxidation and EDS analyses of point① (c) and point② (d)

Fig. 4 OM images of 30% SiCp/Al hot-pressed billet (a) and 54% SiCp/Al of shell (b)
To make SiC particles distribute uniformly in the matrix and improve its volume fraction, further processing is needed (semi-solid thixotropic and liquid-solid separation). The hot-pressed billet was heated again in the mold, and under certain temperature and pressure, the semi-solid sample went through a thixotropic process. Extra liquid phase would flow out of the mold, leaving semi-solid phase in the mold to form SiC shell with high volume fraction. According to the theory of semi-solid thixotropic progress [21], the fluidic patterns of solid and liquid phases are different in the plastic deformation. Solid particle mostly occurs in plastic deformation and solid-slip, while the liquid phase is dominated by flowing. When the semi-solid forming occurs, two phases are separated from each other. The liquid Al phase is extruded from the gap of solid SiC particles and flows to the free surface first. The superfluous liquid is further extruded into the filtrate tank from the gap of the die. But the solid SiC particles stay in the mold of the shell and gather together to form a high volume fraction of SiC shell.
High-volume fraction SiC shell was produced by semi-solid thixotropic and liquid-solid separation. The typical morphology of the shell is shown in Fig.4 (b). Obviously, SiC particles are uniformly dispersed in the Al matrix. The mass fraction of SiC particle is 58.2% determined by the energy spectrum. Its volume fraction is calculated to be 54%.
The SEM images of three-point bending fracture morphology of 30% SiCp/Al and 54% SiCp/Al are shown in Fig. 5. It can be seen from Fig.5 (b) that the interface of SiC and Al is smooth and the overly small-angled tips of SiC particles disappear. Al matrix forms into nets, and SiC particles are uniformly distributed in the Al matrix. The shell produced by liquid and solid separation technique has both advantages of two materials.
Figure 6 shows the magnified morphology of fracture surface of bottom of the shell. It can be seen that there are ductile fracture dimple of Al matrix and brittle dissociation steps of SiC particles. The main fracture mode of the composites is brittle fracture of SiC phase accompanied by ductile fracture of Al matrix.

Fig. 5 SEM images of 30% SiCp/Al (a) and 54% SiCp/Al of shell (b)

Fig. 6 Magnified morphology of fracture surface of shell
3.2 Performance analysis
The performance was measured on hot-pressed billet (30% SiCp/Al) or bottom of the shell (54% SiCp/Al), as shown in Table 2.
Table 2 Performance of composites

3.2.1 Density, relative density, compressive strength and bending strength
It can be seen from Table 2 that the relative density of hot-pressed billet before liquid-solid separation is low (94.4%). The density of composites of shell obtained by the liquid-solid separation is greatly increased. The relative density is 98.7%, and its porosity is less than 3%. The compressive strength and bending strength are both higher than those of 30% SiCp/Al hot-pressed billet. Figure 7 shows the compressive strength strain curve of the shell composites (54% SiCp/Al) at room temperature. The maximum strain is 0.033, and the maximum stress is 496.0 MPa.

Fig. 7 True stress-strain curve of 54% SiCp/Al of shell at room temperature
The toughness of pure aluminum is excellent, but its anti-deformation ability is poor. The elasticity modulus of SiC (340-450 GPa) is 6 times that of Al (70 GPa). The strength and stiffness of the composites were increased by adding SiC. The non-deformability, dimensional stability, wear resistance and hardness increased as well. As Mohs indentation hardness of SiC is 9.2, and its micro-hardness is 27832-32536 MPa, arranged after the diamond and boron carbide, in third place. The density and strength of SiCp/Al composites produced by liquid-solid separation technique increased with the increase of pressure and SiC content. The SiCp/Al composites not only keep a good ductility, electrical conductivity and thermal conductivity of the matrix aluminum alloy, but also have the performance of high-temperature resistance and corrosion resistance of SiC ceramic particles. At the same time, SiC is cheap to adapt to the requirement of high-tech materials with lightweight, high-strength, high temperature resistance, corrosion resistance, abrasion resistance and low cost. It is an ideal metal matrix composite.
3.2.2 Thermal conductivity
The thermal conductivity of the shell (54% SiCp/Al) is shown in Table 2. It is lower than that of the material produced by Ceramics Process Systems Corporation (CPS) (Grade AlSiC-10) [22], but far higher than the basic requirement (100 W・m-1・K-1) for electronic packaging material.
The mechanism of thermal conductivity of solid materials mainly includes electronic conduction, phonon conduction and photon conduction. The electronic and phonon conductions have a more dominant effect on metal matrix composites. In SiC/Al composites, the Al matrix phase with high thermal conductivity is the main conduction phase (237 W・m-1・K-1). When the electrons and phonons meet SiC/Al interface or the defects at the interface, it will be scattered and impede heat conduction. The increase in interfacial area or defect density contributes to scattering and impeding heat conduction; as a result, the thermal conductivity is reduced. The porosity of the material also has serious scattering effect on phonons, which makes the thermal conductivity decrease. Therefore, reducing porosity can improve its thermal conductivity.
The irregular shape particle is not conducive to conduction, as its surface area is greater than the regular one with the same volume fraction. Nearly spherical particle surface area is smaller, which contributes to the enhancement of thermal conductivity [23]. The overly small-angled tips have been eliminated in SiC particle treated with high temperature oxidation, which reduces the interfacial thermal resistance.
3.2.3 Coefficient of thermal expansion
The values of CTE of composites at different temperature periods are listed in Table 3.
Figure 8(a) shows the CTE curve of 54% SiCp/Al composites at different temperatures. It can be divided into three stages. With the temperature increasing, CTE first increases rapidly from room temperature to 160 °C at stage I, then increases slowly at stage II (120-360 °C), and stabilizes at 10×10-6K-1 over 360 °C at stage III.
Table 3 CTE of composites at different temperature periods


Fig. 8 Dependence of CTE on temperature of 54% SiCp/Al composites and Si
The CTE curves of 54% SiCp/Al composites of the shell and the chip Si [24] at different temperatures are shown in Fig. 8(b). It can be seen that the trend is same within the range from room temperature to 400 °C. This reveals that the CTE of composites matches with the chip Si. The thermal stress can be reduced between the packaging and the chip, and the safety of the semiconductor device and the stability of size can be improved.
3.2.4 Comprehensive comparison
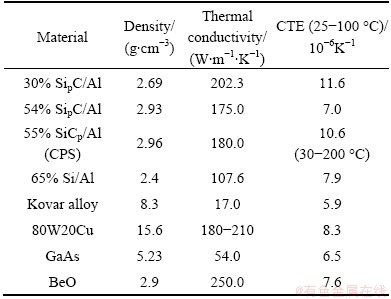
Table 4 lists the comparisons of performance between produced SiCp/Al material and other packaging materials [25-27]. It can be seen from Table 4 that the CTE of 54% SiCp/Al produced by liquid-solid separation matches closely with chip GaAs or BeO. Its thermal conductivity exceeds that of 65% Si/Al alloy, and its density is close to that of 55% SiCp/Al produced by ceramics process systems corporation. It exhibits excellent comprehensive performance.
Table 4 Performance comparison of SiCp/Al produced by liquid-solid separation with other packaging materials
4 Conclusions
1) High-performance electronic packaging shell with high SiC content is successfully produced by liquid-solid separation. It has a low density of 2.93 g/cm3, and its relative density is 98.7%. Thermal conductivity is 175.0 W/(m・K), coefficient of thermal expansion is 10.3×10-6K-1(25-400 °C), compressive strength is 496.0 MPa, and bending strength is 404.5 MPa. It has the advantages of compact microstructure and stable performance. The main fracture mode is brittle fracture of SiC particles accompanied by ductile fracture of Al matrix at the same time.
2) During the semi-solid thixotropic SiCp/Al composites, liquid phase and SiC phase flow separately, and liquid is filtered out but SiC phase gathers in the shell, which causes the volume fraction of SiC increasing. Its thermal conductivity is higher than that of Si/Al alloy and its CTE matches with that of the chip material.
References
[1] LI Y, WONG C P. Recent advances of conductive adhesives as a lead-free alternative in electronic packaging: Materials, processing, reliability and applications [J]. Materials Science and Engineering R, 2006, 51(1-3): 1-35.
[2] CARL Z. Metal-matrix composites for electronic packaging [J]. The Journal of the Minerals Metals and Materials Society, 1992, 44(7): 15-23.
[3] JIN Sung-ho. Advances in thermal management materials for electronic applications [J]. The Journal of the Minerals Metals and Materials Society, 1998, 50(6): 46-52.
[4] OKUMUS S. C, ASLAN S, KARSLIOGLU R, GULTEKIN D, AKBULUT H. Thermal expansion and thermal conductivity behaviors of Al-Si/SiC/graphite hybrid metal matrix composites (MMCs) [J]. Materials Science, 2012, 18(4): 341-346.
[5] HAN X H, WANG Q, PARK Y G, T’JOEN C, SOMMERS A, JACOBI A. A review of metal foam and metal matrix composites for heat exchangers and heat sinks [J]. Heat Transfer Engineering, 2012, 33(12): 991-1009.
[6] RAO B S, HEMAMBAR C, PATHAK A V, PATEL K J,  J, JAYARAM V. Al/SiC carriers for microwave integrated circuits by a new technique of pressure less infiltration [J]. IEEE Transactions on Electronics Packaging Manufacturing, 2006, 29(1): 58-63.
J, JAYARAM V. Al/SiC carriers for microwave integrated circuits by a new technique of pressure less infiltration [J]. IEEE Transactions on Electronics Packaging Manufacturing, 2006, 29(1): 58-63.
[7] KALAICHELVI V, KARTHIKEYAN R, SIVAKUMAR D, SRINIVASAN V. Tool wear classification using fuzzy logic for machining of Al/SiC composite material [J]. Modeling and Numerical Simulation of Material Science, 2012, 2(2): 28-36.
[8] CARL Z. Advanced in composite materials for thermal management in electronic packaging [J]. The Journal of the Minerals Metals and Materials Society, 1998, 50(6): 47-51.
[9] BUGEAU J. Advanced MMIC T/R module for 6 to 18GHz multifunction arrays [J]. Microwave and Millimeter-wave Monolithic Circuits Symposium, 1992, 1(6): 81-84.
[10] LONG S, BEFFORT O, CAYRON C, BONJOUR C. Microstructure and mechanical properties of a high volume fraction SiC particle reinforced AlCu4MgAg squeeze casting [J]. Material Science and Engineering A, 1999, 269(1-2): 175-185.
[11] RAWAL S. Metal-matrix composites for space application [J]. The Journal of the Minerals Metals and Materials Society, 2001, 53(4): 14-17.
[12] OCCHIONERO M, ADAMS R, FENNESSY K. A new sub-state for electronics packaging: Aluminum-silicon carbide (AlSiC) composites [J]. Proceedings of the Forth Annual Portable by Design Conference. Electron Design, 1997, 24(3): 398-403.
[13] ZHAO Zhi-yuan. Aluminum and aluminum alloy grade and metallographic info search speed and technology innovation of metallographic examination and application guide [M]. Beijing: China Knowledge Press, 2005: 71-72. (in Chinese)
[14] WU Jie-jun, WANG Dian-bin, GUI Man-chang, CUI Yan, YUAN Guang-jiang. Analysis of casting defects in SiCp reinforced aluminum matrix composites [J]. Acta Metallurgica Sinica, 1999, 35(1): 103-108.
[15] QIANG Hua, XU Zhun-ping. Effect of particle geometrical characteristic on mechanical behavior of SiC particle reinforced aluminum matrix composites [J]. Light Alloy Fabrication Technology, 2008, 36(10): 46-49. (in Chinese)
[16] REVZIN B, FUKS D, PELLEG J. Influence of alloying on the solubility of carbon fibers in aluminium-based composites: Non-empirical approach [J]. Composites Science and Technology, 1996, 56(1): 3-10.
[17] BERTRAND P, VIDAL-SETIF M H, MEVREL R. The CVD of pyrolytic carbon and titanium diboride coatings on carbon fibre yarns for use in aluminium-based composites [J]. Surface and Coatings Technology, 1997, 96(2-3): 283-292.
[18] GANGULY P, POOL W J. Influence of reinforcement arrangement on the local reinforcement stresses in composite materials [J]. Journal of the Mechanics and Physics of Solids, 2004, 52(6): 1355-1377.
[19] TSZENG T C. The effects of particle clustering on the mechanical behavior of particle reinforced composites [J]. Composites Part B, 1998, 29(3): 299-308.
[20] MISHNAEVSKY L Jr, DERRIEN K, BAPTISTE D. Effect of microstructure of particle reinforced composites on the damage evolution: probabilistic and numerical analysis [J]. Composites Science and Technology, 2004, 64(12): 1805-1818.
[21] LU Gui-min, ZHI Li-qun. The current status of research on the constitutive relations of semi-solid metal thixoforming [J]. Automotive Engineering, 2009, 31(5): 430-434. (in Chinese)
[22] OCCHIONERO M A, ADAMS R W, SAUMS D. AlSiC for optoelectronic thermal management and packaging designs [C]// Proceeding of the 2003 International Symposium on Microelectronics. Boston, MA: International Microelectronics and Packaging Society, 2003: 495-499.
[23] YU Zhi-hua, ZHANG Jian-yun, ZHOU Xian-liang, ZOU Ai-hua. Research and development on thermal conductivity of SiC /Al composites applied to electronic packing [J]. Metallic Functional Materials, 2009, 16(1): 59-65. (in Chinese)
[24] NAM T H, REQUENA G, DEGISCHER P. Thermal expansion behavior of aluminum matrix composites with densely SiC particles [J].Composites Part A, 2008, 39: 856-865.
[25] Editorial Board of Chinese Electronics Institute Production Technology Subcommittee. Microelectronic packaging technology [M]. Hefei: University of Science & Technology China Press, 2003: 2-7. (in Chinese)
[26] LI Yan-xia, LIU Jun-you, LIU Guo-quan, JIA Qi-jin. Microstructure and properties of Al-65vol%Si alloy fabricated by a process of liquid and solid separation [J]. Transactions of Materials and Heat Treatment, 2012, 33(3): 40-45. (in Chinese)
[27] GEIGER A L, JACKSON M. Low-expansion MMCs boost avionics [J]. Advanced Materials & Processes, 1989, 136(7): 23-28.
郭明海1,刘俊友1,李艳霞2
1. 北京科技大学 材料科学与工程学院,北京 100083;2. 北华航天工业学院 材料系,廊坊 065000
摘 要:采用液固分离工艺制备高SiC体积分数Al基电子封装壳体(54%SiC,体积分数),借助光学显微镜和扫描电镜分析壳体复合材料中SiC的形态分布及其断口形貌,并测定其物理性能和力学性能。结果表明:SiCp/Al壳体复合材料中Al基体相互连接构成网状,SiC颗粒均匀镶嵌分布于Al基体中。复合材料的密度为2.93 g/cm3,致密度为98.7%,热导率为175 W/(m・K),热膨胀系数为10.3×10-6K-1(25~400 °C),抗压强度为496 MPa,抗弯强度为404.5 MPa。复合材料的主要断裂方式为SiC颗粒的脆性断裂同时伴随着Al基体的韧性断裂,其热导率高于Si/Al合金的,热膨胀系数与芯片材料的相匹配。
关键词:液固分离;近净成形;SiCp/Al电子封装壳体;热导率;热膨胀系数
(Edited by Xiang-qun LI)
Corresponding author: Jun-you LIU; Tel: +86-10-82381979; E-mail: ljy@ustb.edu.cn, qifeng_guo@126.com
DOI: 10.1016/S1003-6326(14)63159-9

