Sintering properties of in situ Ti-TiB microlattices created by 3D extrusion printing of TiH2+TiB2 inks
��Դ�ڿ������ϴ�ѧѧ��(Ӣ�İ�)2021���4��
�������ߣ��α��� �ܽ�
����ҳ�룺1078 - 1088
Key words��pressureless sintering; Ti-TiB composites; microporosity; 3D extrusion printing
Abstract: A direct 3D extrusion printing technique was used to produce Ti-TiB filaments and microlattices. The sintering properties of 3D ink extrusion and sintering of in situ Ti-TiB composite structures made from TiH2+TiB2 ink were investigated. The sintering kinetics of TiH2+TiB2 inks was studied during densification by pressure less sintering at 1050-1200 ��C for 4-24 h in Ar. The linear shrinkage, grain size, microhardness, X-ray diffraction (XRD) patterns, and microstructural evolution of the Ti-TiB composite were studied. The sintering temperature had a more pronounced influence than the sintering time on the density of the Ti-TiB composite. There were two kinds of pores, irregular and spherical, caused by the Kirkendall effect and indiffusable gases. The TiB formed by in situ synthe sis existed as either separated TiB whiskers (needle-like shapes) or clusters of TiB whiskers. The results of this work could be useful for controlling microporosity through incomplete sintering within filaments, especially for the production of in situ Ti-TiB with high volume fractions of TiB or other composites.
Cite this article as: SONG Bin-na, CAO Jian. Sintering properties of in situ Ti-TiB microlattices created by 3D extrusion printing of TiH2+TiB2 inks [J]. Journal of Central South University, 2021, 28(4): 1078-1088. DOI: https://doi.org/10.1007/s11771-021-4681-2.

J. Cent. South Univ. (2021) 28: 1078-1088
DOI: https://doi.org/10.1007/s11771-021-4681-2

SONG Bin-na(�α���)1, 2, CAO Jian(�ܽ�)1
1. School of Iron and Steel, Soochow University, Suzhou 215131, China;
2. Department of Materials Science and Engineering, Northwestern University, 2220 Campus Drive,Evanston, IL 60208, USA
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Abstract: A direct 3D extrusion printing technique was used to produce Ti-TiB filaments and microlattices. The sintering properties of 3D ink extrusion and sintering of in situ Ti-TiB composite structures made from TiH2+TiB2 ink were investigated. The sintering kinetics of TiH2+TiB2 inks was studied during densification by pressure less sintering at 1050-1200 ��C for 4-24 h in Ar. The linear shrinkage, grain size, microhardness, X-ray diffraction (XRD) patterns, and microstructural evolution of the Ti-TiB composite were studied. The sintering temperature had a more pronounced influence than the sintering time on the density of the Ti-TiB composite. There were two kinds of pores, irregular and spherical, caused by the Kirkendall effect and indiffusable gases. The TiB formed by in situ synthe sis existed as either separated TiB whiskers (needle-like shapes) or clusters of TiB whiskers. The results of this work could be useful for controlling microporosity through incomplete sintering within filaments, especially for the production of in situ Ti-TiB with high volume fractions of TiB or other composites.
Key words: pressureless sintering; Ti-TiB composites; microporosity; 3D extrusion printing
Cite this article as: SONG Bin-na, CAO Jian. Sintering properties of in situ Ti-TiB microlattices created by 3D extrusion printing of TiH2+TiB2 inks [J]. Journal of Central South University, 2021, 28(4): 1078-1088. DOI: https://doi.org/10.1007/s11771-021-4681-2.
1 Introduction
Ti-based scaffolds/lattices providing three- dimensional pore structures have been used success fully in the fields of bone tissue engineering (e.g., bone replacement, implants, and orthopedic applications) [1, 2] and the petrochemical and automotive industries due to their excellent biocompatibility, corrosion resistance, and mechanical properties [3, 4]. In particular, porosity plays a major role in determining the properties of 3D microscaffolds/lattices, as it reduces mechanical performance in line with scaling laws for cellular solids [5, 6]. In previous studies, different compounds were added to reinforce Ti-based materials, creating Ti-based metal-matrix composites. TiB has attracted interest as a reinforcement phase for Ti due to the similar densities (Ti: 4.51 g/cm3; TiB: 4.54 g/cm3) and coefficients of thermal expansion (Ti: 8.2��10-6 ��C-1; TiB: 7.2��10-6 ��C-1) [7, 8] combined with good interfacial bonding with the Ti matrix. Ti-TiB composites fabricated from Ti+TiB2 using in situ synthesis have clean interfaces and exhibit better wettability between ceramic reinforcements and metallic matrices, compared to composites fabricated with ex situ techniques. Thus, the Ti-TiB composites offer promise for superior performance and properties [9], as well as good biocompatibility [10, 11].
Additive manufacturing (AM) is a common method that has enabled the preparation of 3D scaffolds/lattices with designed porosity, and laser- or electron beam melting-based AM techniques are widely employed in fabricating Ti-based scaf folds/ lattices [12-15]. However, only limited re search into the AM of Ti-TiB composite scaffolds/lattices has been conducted [16, 17]. For melt-based AM of Ti-TiB, there are three major challenges: 1) restrictions in the sizes and shapes of powders and lack of available composite feedstocks suitable for AM; 2) changes in the melt behavior of the composite caused by ceramic reinforcement, making powder bed fusion challenging [18]; and 3) highly localized and rapid melting of the composite powders leading to the deterioration of mechanical performance due to unmelted powders, inhomogeneous microstructures and residual stresses [19-21]. Moreover, the design of hierarchical porosity, especially with microscaffolds/lattices, has been limited.
Recently, extrusion-based 3D printing of liquid inks, an emerging additive manufacturing route, has been widely applied, owing to its capability of providing 3D microlattices with controlled porosity as well as other complex geometries [22, 23]. There are three steps in producing metallic lattices [24, 25]: 1) the ink is prepared from powders and binder; 2) a green part is obtained by direct ink extrusion in 3D printing based on CAD models; 3) binders are removed and the green parts are sintered in inert gas or vacuum to achieve the designed materials. Figure 1(a) shows a schematic graph of the 3D ink extrusion and sintering processes. The advantages of 3D ink extrusion printing and sintering compared to the laser- and electron-beam-based AM process are as follows: 1) the process has very wide ranges for material selection and shapes of the powders (e.g., nonspherical [26]) and metals, with accessible X-Y feature sizes in the range of 0.6-30 ��m [27]. The process can be used to manufacture grade and multistructure materials with different thermal properties; 2) the process is fast, simple, safe, and relatively inexpensive, and 3D ink-extrusion printing can be used at room temperature in an office environment; 3) the process design freedom allows production of complex structures and functional components, and the ink powders can be recycled; 4) the process involves controlled and uniform heating and cooling of the green parts during sintering and minimizes thermal stresses; and 5) incomplete sintering is applicable to provide additional control and design of microporosity [28].
Inks containing TiH2 precursors decompose and rapidly sinter to Ti under inert gas or vacuum, due to the low levels of O and H in pure Ti and Ti composites [29]. A limited number of studies have used 3D ink extrusion and sintering to fabricate Ti-based materials using TiH2 as a precursor [30, 31]. Additionally, only few publications describing porous Ti-TiB are available, particularly those focused on the fabrication of Ti-TiB microlattices by 3D ink extrusion and sintering techniques with a high volume fraction of TiB [32]. In this study, in situ Ti-(17 and 25 vol.%) TiB microlattices were produced from TiH2+TiB2 ink via pressureless sintering, according to the following reaction:
TiH2+TiB2��2TiB+H2�� (1)
Pressureless sintering was used to consolidate the material after debinding, dehydrogenation and reaction to form dense struts, creating a lattice structure. Sintering metrics such as grain growth, linear shrinkage, densification, microhardness, and pore evolution were examined to study the sintering kinetics and resulting properties [33, 34]. Incomplete sintering can be used to further control and design the microporosity within the struts of the lattice and create hierarchical porosity. The significant problem to be solved for Ti-based materials lies in controlling the levels of O, N and C impurities while the sintering step is conducted in a high vacuum or Ar atmosphere [35]. Sintering in Ar is more attractive compared to sintering in vacuum because it is cost-effective and leads to preferred pore structures and even better ductility [36-38]. Therefore, the purpose of this work is to focus on sintering behaviors observed during pressureless sintering in Ar and the resulting properties of the in situ Ti-TiB composite. This study is the first that systematically presents and discusses the sintering properties of 3D ink extrusion and sintering of in situ Ti-TiB composite structures made from TiH2+TiB2 ink in Ar. The significance of this work is that it could lead to more flexibility, lower cost, and broader applicability for industry adoption of 3D ink extrusion and sintering processes to produce microlattices of in situ Ti-TiB and other composites, with controlled microporosity resulting from incomplete sintering within the filaments.

Figure 1 Schematic and photographs of Ti-TiB micro lattice fabrication process:
2 Experimental procedures
Figure 1 shows a schematic diagram of the 3D ink extrusion and sintering process in this work. The procedures have been described elsewhere [32] except for the use of argon atmosphere instead of vacuum, which is again reported below.
The TiH2+TiB2 inks were prepared using TiH2 powders (��99%, 1.51 wt.% O, 1-3 ��m, 3.9 g/cm3, Alfa Aesar) (Figure 2(a)), TiB2 powders (<10 ��m, 4.52 g/cm3, Sigma-Aldrich) (Figure 2(b)), 0.44 g of polystyrene (PS, Mw=350 k, Sigma-Aldrich), 0.1 g of dibutyl phthalate (DBP, Sigma-Aldrich), 9 mL of dichloromethane (DCM, Sigma-Aldrich) and 0.6 g of ethylene glycol butyl ether (EGBE, Sigma-Aldrich). The powders were mixed in Ti-17 vol.% TiB and Ti-25 vol.% TiB composites after reaction sintering. Figures 2(c) and (d) show a single 3D ink extruded TiH2 filament and a magnified view of the surface of a TiH2+TiB2 filament. The inks were prepared by mixing the powders and the binder solution at a volume ratio of 70:30, using a ball mill mixer (SPEX 8000 M) for 5 min.
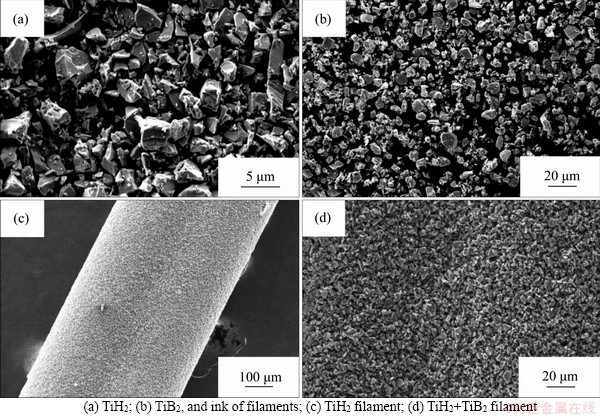
Figure 2 SEM images of raw powders:
All filaments were printed using Envision TEC 3D-Bioplotter. The liquid ink was extruded through a tapered plastic nozzle (250 ��m diameter, Nordson EFD) at speeds of 5-10 mm/s. The filaments and microlattices were subjected to three steps:1) de-binding was performed at 150 ��C for 30 min and then 450 ��C for 30 min; 2) dehydrogenation was performed at 715 ��C for 2 h; and 3) the specimens were heated to 1050, 1125 and 1200 ��C and isothermally sintered for 1, 4 and 24 h (Figure 3(b)), respectively. All the heating rate was 10 ��C/min. For the sintering study on single filaments, all specimens were thermally treated in a laboratory tubular furnace under Ar (GSL-1500-50HG, MTI, 99.999 % Ar, 250 mL/min, 10 ��C/min).
Specimens for microscopic analysis were sealed in a resin (Epothin2, Buehler), ground with silicon carbide grinding papers up to P2500, polished using diamond suspensions, and chemo-mechanically polishing. The microstructure of the sintered sam ples was examined by scanning electron micros cope (FEI Quanta 650). Porosity and linear shrinkage were measured using ImageJ. Grain size was measured by the intercept method. For the porosity and linear shrinkage evaluation, three samples were measured for each sintering condition.
Phase identification of the filaments was carried out using X-ray diffraction (XRD) (APEX Duo diffractometer, Bruker) with Mo K�� radiation at 50 kV and 29 mA. Microhardness was measured by a Duramin 5 hardness tester with a 2 N load. The average microhardness was determined at least five indents. All data were presented as mean �� standard deviation.
3 Results and discussion
3.1 Sintering process
The chosen thermal treatment for 3D-extruded TiH2+TiB2 ink included a three-stage heat treatment to remove the binder in two stages, including decomposition of DBP at ~150 ��C and PS at ~450 ��C, dehydrogenation at ~530 ��C [32], and then sintering at temperatures ranging from 1050 ��C to 1200 ��C. The dehydrogenation reaction in a flowing inert gas atmosphere was almost completed after 1-2 h at temperatures of 680-700 ��C [39, 40]. Sintering of TiH2 occurred at a low temperature while the oxide layer was reduced, and the TiO2 layer on the surface of the powders was reduced when it interacted with H. The H atoms reached the oxide film through diffusion and were adsorbed before formation of H2. The H concentrations on the oxide surface were high enough due to the difference in diffusion rates for the TiH2 powders and oxide film and reduction was based on the following reaction:
TiO2+4H��Ti+2H2O�� (2)
The H atoms released from TiH2 removed most of the oxygen on the Ti surface, leading to the formation of oxide-free boundaries and a reduction in the thickness of the oxide, which improved the chemical activity of the Ti surface and promoted sintering densification. TiH2 exhibits high desorption kinetics, and the dehydrogenation steps should be run for enough time to complete the desorption of the hydride from the green parts. Thus, the dehydrogenation process was conducted at 715 ��C for 2 h. The dehydrogenation of TiH2 occurs in several steps: TiH2��TiHx����-Ti (where 0.7��X��1.1). Figure 3 shows temperature-time profile of chosen multistage debinding process. Densification the stage depended on sintering parameters (sintering temperatures 1050, 1125 1200 ��C holding times were 1, 4 24 h, respectively), this will be analyzed in Sections 3.2 and 3.3.
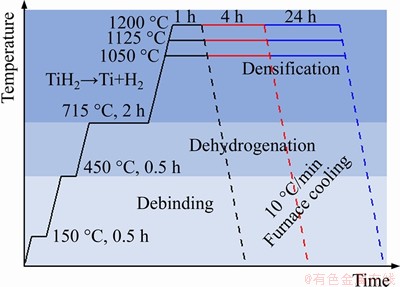
Figure 3 Temperature profile over time of multistage sintering process under Ar for 3D ink extruded Ti-TiB filaments
3.2 Sintering properties
Figure 4(a) shows the linear shrinkage of Ti and Ti-TiB filaments as a function of time and temperature. The shrinkage of the specimens was related to both pore size and overall porosity. To understand the linear shrinkage, the following calculation was used:
 (3)
(3)
where L0 is the length of the green filament and L1 is the length of the sintered filament.
Shrinkage results from dehydrogenation, reaction, and dissolution of TiB2, and densification. At 1050 ��C, the shrinkage of the Ti filaments reached ~10% within 1 h, while Ti-TiB filaments showed <10% shrinkage for sintering time up to 4 h. Shrinkage decreased with increasing volume fractions of TiB reinforcement. Shrinkage of Ti filaments reached 20%-25% for sintering times ranging from 4 h to 24 h. In contrast, Ti-17 vol.% TiB and Ti-25 vol.% TiB filaments densified much more slowly, showing ~20 % and ~16 % shrinkage, respectively, after 24 h. As the sintering temperature was raised to 1200 ��C for 1 h, the shrinkage of Ti-TiB fila ments exceeded 17%. The porosity followed the same trends as the shrinkage in Figure 4(b), and the plots reveal that the sintering temperature had a more pronounced influence than the sintering time on the density of the composites. With higher vol ume fractions of reinforcement, longer sintering time was needed. After 4 h of sintering, the Ti and Ti-TiB composites reached near-full density, except for the specimen with 25 vol.% TiB, which retains ~4% porosity. After 24 h of sintering, the Ti-TiB composite became nearly dense. Figure 4(c) shows the average pure Ti grain size of TiH2 inks. The unreinforced Ti rapidly coarsened during sintering, with particle sizes reaching ~50 ��m at 1200 ��C within 4 h and ~90 ��m after 24 h.
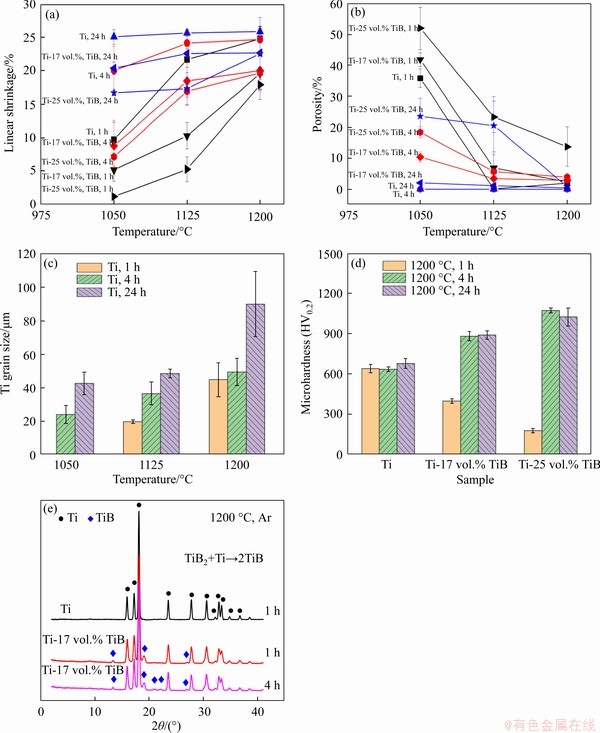
Figure 4 Sintering properties of 3D-ink-extruded Ti and Ti-TiB filaments: Temperature and time evolu tion of (a) linear shrinkage, (b) porosity, (c) Ti grain size, (d) microhardness for sintering at 1200 ��C for 1 h, 4 h, and 24 h; (e) XRD pattern of Ti and Ti-17 vol.% TiB sintered at 1200 ��C for 1 h and 4 h in Ar
Figure 4(d) shows the evaluation of the filament microhardness during the sintering process. With increased sintering temperature and time, the microhardness increased, as expected based on the reduced porosity. The microhardness of sintered titanium is influenced by (i) porosity, (ii) grain size, and (iii) the volume fraction of TiB. Hence, the microhardness of sintered Ti-TiB was reduced with increasing TiB content due to incomplete sintering after 1 h. After successful densification of 24 h sintering, the composites were significantly stronger than the unreinforced Ti. Figure 4(e) shows the XRD patterns of pure Ti and Ti-17 vol.% TiB filament after sintering at 1200 ��C for 1 h and 4 h. In the sintering process, when the sintering temperature reached approximately 1000 ��C, the ��-Ti began to transform to ��-Ti; above 882 ��C, and the reaction TiB2+Ti��2TiB occurred. Thus, the diffraction peak for TiB was present, while peaks for TiB2 were absent for the sintered composite. Full decomposition of TiB2 and precipitation of TiB were achieved within 1 h, and more TiB had reacted at 4 h.
Figure 5(a) shows the linear shrinkage and poros ity of filaments after sintering at 1200 ��C for 4 h in Ar compared to those sintered in vacuum [32]. Ti and the Ti-TiB composite exhibited lower shrinkage and higher porosity after sintering in Ar compared to sintering in vacuum. The main reason is that the Ar atmosphere in the residual pore structures influenced the internal pore pressure, and Ar does not dissolve into Ti and Ti-TiB composites during sintering [35, 36]. The microhardness data exhibited the decreased porosity after sintering in vacuum (Figure 5(b)). The microhardness of the Ti-TiB composites increased with increasing volume fraction of TiB during sintering in Ar gas or vacuum, except for the microhardness of Ti-25 vol.% TiB in vacuum, which is the reason for the higher porosity. Compared with sintering in vacuum, the microhardness was higher due to the content of O under an Ar atmosphere.

Figure 5 Comparison of sintering properties at 1200 ��C for 4 h in Ar and vacuum [32]:
3.3 Microstructure evolution
Figure 6 shows the microstructures of the polished cross-sections of Ti and Ti-TiB filaments subjected to various sintering parameters. Diffusion behavior strongly influenced the sintering characteristics. After sintering at 1050 ��C for 1 h, large pores can be observed in Ti (Figure 6(a)). Distinct Ti and TiB grains are observed in Ti-25 vol.% TiB, showing only limited densification (Figure 6(b)). The difference was caused by two main factors: one factor is that the fine particle size of TiH2 (1-3 ��m) contributes to rapid densification, while the coarser TiB2 (<10 ��m) inhibits densification, and the other factor is that the transformation reaction TiB2+Ti��2TiB was limited by the low diffusion rate of B in Ti [41, 42] and the difference between the B diffusion velocities in the TiB and TiB2 phases. At an increased sintering temperature of 1200 ��C, the open and interconnected pores were removed, leaving behind spherical pores, and B diffusion into the titanium matrix led to irregular pores. At the same time, the overall porosity decreased. Pores were typically located near the grain boundaries or around the grain interiors or TiB composite boundaries (two colours can be identified: Ti is white and TiB is grey in Figure 6(c)). There are two types of pores. One type is caused by the Kirkendall effect [43, 44], which arises because Ti consumption by TiB2 causes a decrease in volume and leads to irregular pores. The other type is spherical pores caused by indiffusable gases, e.g., Ar or O2 gas [45]; these pores remain in the specimens after cooling at RT. When the sintering time was increased to 4 h, few pores remained in the Ti-TiB composite (Figure 6(d)). B was detected by EDS but not quantified (Figure 6(e)). The TiB synthesized in situ formed separated TiB whiskers (needle-like shape) and clusters of TiB whiskers in close vicinity (Figure 6(f)).

Figure 6 Microstructure of Ti and Ti-TiB filaments:
3.4 Pore structures
Pore structure and porosity are important factors in the sintering process. Two parameters are used to describe the pores in this case (open pores and closed pores). Sintering is defined as the thermal treatment of powders at an elevated temperature, usually below the melting temperature. The sintered powders in a gas atmosphere exhibit gas entrapment, which occurs when the interconnected pore network collapses into isolated pores at a porosity level of ~8% [46]. The sintering mechanism for Ti and Ti-TiB filaments is a solid-solid diffusional reaction, and the mechanisms of pore formation can be explained as follows: 1) at the initial sintering stage, the neck formed at the contact point of particles has only a small cross-sectional area. Due to asym metric forces at the point of contact and faster shrinkage of densely packed areas, many of these necks open because of stresses exerted by other surrounding necks. Therefore, the irregular accumulation of particles leads to large pores. In the sintering process, the transition of particles smooths as the pore changes its shape at various stages. The solid pores slowly decrease in size with the assistance of the filler material, which smooths the surface and eventually shrinks the pores or closes them more effectively; thus, the gaps between pores become narrower [47]; 2) in the intermediate sintering stage, isolated pore structures are created during grain growth and densification. The changes in the shapes of the pores result in a transition to a matrix of pores and grain boundaries, which consists of balanced dihedral angles formed on the surface of the solid pores; these are formed at the trajectory that intersects the solid surface [48, 49]. Then, the pore phase is similar to a continuous channel, which coincides with the edges of the three crystal grains in the entire matrix, and most of the connected openings are formed at this stage. Additionally, Ar gas is entrapped in the isolated pores, and Ar gas does not dissolve into pure Ti and Ti-TiB; 3) the final sintering stage is characterized by pore shrinkage and pore closure. Closed pores form by channel closure of interconnected open pores, and the solid/pore interface area and open porosity are reduced. The density of the system determines the formation of closed pores. These pores either shrink or coarsen. There are two main effects. One effect is that vacancies migrate to the grain boundaries between the particles or the grains, and the pore size decreases to the point of elimination. The other effect is that since the volume fraction and sizes of pores decrease, the barrier to grain growth is largely reduced; therefore, grain sizes further increase. Vacancies migrate between the pores of the inside grains instead of being absorbed by the grain boundaries since the distance from pores to the nearest gain boundaries increases. As a result, the coalescence effect caused by the Ostwald ripening mechanism occurs [50]. As is generally observed at this stage, the pores on the grain boundaries are much larger than those inside the grains, so the overall porosity decreases dramatically.
4 Conclusions
This work studied the sintering behaviors and resulting properties of Ti-TiB composites produced by 3D ink extrusion printing and pressureless sintering. The sintering kinetics of TiH2+TiB2 inks were studied during densification by pressureless sintering at 1050-1200 ��C for 4 h-24 h in Ar. The Ti-TiB composite obtained from the TiH2+TiB2 inks could be densified to near-full density, and the shrinkage of Ti-25 vol.% TiB filaments exceeded ~20% after sintering at 1200 ��C for 4 h in Ar and exhibited a Ti grain size of ~50 ��m and microhardness HV0.2 of ~1070. The sintering temperature had a more pronounced influence than the sintering time on the density of the Ti-TiB composite. Rapid sintering depended on the powder size, especially for the TiH2 forming the Ti matrix. There were two kinds of pores: irregular pores caused by the Kirkendall effect and spherical pores caused by indiffusable gases. The in situ synthesized TiB formed separated TiB whiskers (needle-like shape) and clusters of TiB whiskers in close vicinity. The significance of this work is that it could be useful for designing and controlling microporosity resulting from incomplete sintering within filaments, especially for producing in situ Ti-TiB with a high volume fraction of TiB or other composites.
Acknowledgments
SONG Bin-na thanks Dr. Christoph KENEL and Prof. David C. DUNAND for providing access to experimental setups at Northwestern University and useful discussion and input.
Contributors
SONG Bin-na provided the concept, funding acquisition, wrote, reviewed, edited the draft of manuscript. CAO Jian edited the draft of manuscript.
Conflict of interest
SONG Bin-na and CAO Jian declare that they have no conflict of interest.
References
[1] WANG X, XU S, ZHOU S, XU W, LEARY M, CHOONG P, QIAN M, BRANDT M, XIE Y M. Topological design and additive manufacturing of porous metals for bone scaffolds and orthopaedic implants: A review [J]. Biomaterials, 2016, 83: 127-141. DOI: https://doi.org/10.1016/j.biomaterials. 2016.01.012.
[2] LI S, KIM Y, CHOI M, NAM T. Highly porous Ni-free Ti-based scaffolds with large recoverable strain for biomedical applications [J]. Intermetallics, 2020, 116: 106657. DOI: https://doi.org/10.1016/j.intermet.2019.106657.
[3] JUNG H D. Fabrication of poly(lactic acid)/Ti composite scaffolds with enhanced mechanical properties and biocompatibility via fused filament fabrication (FFF)�Cbased 3D printing [J]. Additive Manufacturing, 2019, 30: 100883. DOI: https://doi.org/10.1016/j.addma.2019.100883.
[4] ATTAR H, EHTEMAM-HAGHIGHI S, SORO N, KENT D, DARGUSCH M S. Additive manufacturing of low-cost porous titanium-based composites for biomedical applications: Advantages, challenges and opinion for future development [J]. Journal of Alloys and Compounds, 2020, 827: 154263. DOI: https://doi.org/10.1016/j.jallcom.2020.154263.
[5] LEE J, LEE H, CHEON K H, PARK C, JANG T S, KIM H E, JUNG H D. Fabrication of poly(lactic acid)/Ti composite scaffolds with enhanced mechanical properties and biocompatibility via fused filament fabrication (FFF)�Cbased 3D printing [J]. Additive Manufacturing, 2019, 30: 100883. DOI: https://doi.org/10.1016/j.addma.2019.100883.
[6] ERK K A, DUNAND D C, SHULL K R. Titanium with controllable pore fractions by thermoreversible gelcasting of TiH2 [J]. Acta Materialia, 2008, 56: 5147-5157. DOI: https://doi.org/10.1016/j.actamat.2008.06.035.
[7] CAI C, HE S, LI L, TENG Q, SONG B, YAN C, WEI Q, SHI Y. In-situ TiB/Ti-6Al-4V composites with a tailored architecture produced by hot isostatic pressing: Microstructure evolution, enhanced tensile properties and strengthening mechanisms [J]. Composites Part B: Engineering, 2019, 164: 546-558. DOI: https://doi.org/10. 1016/j.compositesb.2019.01.080.
[8] SABAHI N, DILAWARY S A A, MOTALLEBZADEH A, SHAHEDI A M. Effect of TiB2 addition on the elevated temperature tribological behavior of spark plasma sintered Ti matrix composite [J]. Compos Part B: Eng, 2019, 172: 271-280. DOI: https://doi.org/10.1016/j.compositesb.2019. 05.073.
[9] HUANG L, AN Q, GENG L, WANG S, JIANG S, CUI X, ZHANG R, SUN F, JIAO Y, CHEN X, WANG C. Multiscale architecture and superior high-temperature performance of discontinuously reinforced titanium matrix composites [J]. Advanced Materials, 2020: 2000688. DOI: https://doi.org/ 10.1002/adma.202000688.
[10] WANG X, XU S, ZHOU S, XU W, LEARY M, CHOONG P, QIAN M, BRANDT M, XIE Y M. Topological design and additive manufacturing of porous metals for bone scaffolds and orthopaedic implants: A review [J]. Biomaterials, 2016, 83: 127-141. DOI: https://doi.org/10.1016/j.biomaterials. 2016.01.012.
[11] MAKAU F M, MORSI K, GUDE N, ALVAREZ R, SUSSMAN M, MAY-NEWMAN K. Viability of titanium-titanium boride composite as a biomaterial [J]. ISRN Biomaterials, 2013: 970535. DOI: https://doi.org/10.5402/ 2013/970535.
[12] ZHANG L, CHEN L. A review on biomedical titanium alloys: Recent progress and prospect [J]. Advanced Engineering Materials, 2019, 21: 21-29. DOI: https://doi.org/10.1002/ adem.201801215.
[13] BARI K, ARJUNAN A. Extra low interstitial titanium based fully porous morphological bone scaffolds manufactured using selective laser melting [J]. Journal of the Mechanical Behavior of Biomedical Materials, 2019, 95: 1-12. DOI: https://doi.org/10.1016/j.jmbbm.2019.03.025.
[14] CUTOLO A, ENGELEN B, DESMET W, van HOOREWEDER B. Mechanical properties of diamond lattice Ti�C6Al�C4V structures produced by laser powder bed fusion: On the effect of the load direction [J]. Journal of the Mechanical Behavior of Biomedical Materials, 2020, 104: 103656. DOI: https://doi.org/10.1016/j.jmbbm.2020.103656.
[15] MA S, TANG Q, HAN X, FENG Q, SONG J, SETCHI R, LIU Y, LIU Y, GOULAS A, ENGSTROM D S, TSE Y Y, ZHEN N. Manufacturability, mechanical properties, mass-transport properties and biocompatibility of triply periodic minimal surface (TPMS) porous scaffolds fabricated by selective laser melting [J]. Materials & Design, 2020, 195: 109034. DOI: https://doi.org/10.1016/j.matdes.2020.109034.
[16] HU Y, CONG W, WANG X, LI Y, NING F, WANG H. Laser deposition-additive manufacturing of TiB-Ti composites with novel three-dimensional quasi-continuous network microstructure: Effects on strengthening and toughening [J]. Compos Part B, 2018, 133: 91-100. DOI: https://doi.org/ 10.1016/j.compositesb.2017.09.019.
[17] ATTAR H, ZHANG L C, BONISCH M, CALIN M, SCUDINO S, ECKERT J. Selective laser melting of in situ titanium-titanium boride composites: Processing, microstructure and mechanical properties [J]. Acta Materialia, 2014, 76: 13-22. DOI: https://doi.org/10.1016/j.actamat. 2014.05.022.
[18] HAYAT M D, SINGH H, HE Z, CAO P. Titanium metal matrix composites: An overview [J]. Composites Part A: Applied Science and Manufacturing, 2019, 121: 418-438. DOI: https://doi.org/10.1016/j.compositesa.2019.04.005.
[19] AZARMI F, SEVOSTIANOV I. Evaluation of the residual stresses in metallic materials produced by additive manufacturing technology: Effect of microstructure [J]. Current Opinion in Chemical Engineering, 2020, 28: 21-27. DOI: https://doi.org/10.1016/j.coche.2019.12.004.
[20] ZHOU Z, LIU Y, LIU X, ZHAN Q, WANG K. Microstructure evolution and mechanical properties of in-situ Ti6Al4V�CTiB composites manufactured by selective laser melting [J]. Composites Part B: Engineering, 2021, 207: 108567. DOI: https://doi.org/10.1016/j.compositesb.2020.108567.
[21] KOURAYTEM N, LI X, TAN W, KAPPES B, SPEAR A. Modeling process-structure-property relationships in metal additive manufacturing: A review on physics-driven versus data-driven approaches [J]. Journal of Physics: Materials, 2020. DOI: https://doi.org/10.1088/2515-7639/abca7b.
[22] CHEN P, KENEL C, WANG Y, DUNAND D C. SnO2-Ag composites with high thermal cycling stability created by Ag infiltration of 3D ink-extruded SnO2 microlattices [J]. Applied Materials Today, 2020, 21: 100794. DOI: https://doi.org/10. 1016/j.apmt.2020.100794.
[23] KARAKURT I, LIN L. 3D printing technologies: Techniques, materials, and post-processing [J]. Current Opinion in Chemical Engineering, 2020, 28: 134-143. DOI: https:// doi.org/10.1016/j.coche.2020.04.001.
[24] KENEL C, CASATI N P M, DUNAND D C. 3D ink-extrusion additive manufacturing of CoCrFeNi high-entropy alloy micro-lattices [J]. Nature Communications, 2019, 10: 1-8. DOI: https://doi.org/10.1038/s41467-019-08763-4.
[25] TAYLOR S L, SHAH R N, DUNAND D C. Ni-Mn-Ga micro-trusses via sintering of 3D-printed inks containing elemental powders [J]. Acta Materialia, 2018, 143: 20-29. DOI: https://doi.org/10.1016/j.actamat.2017.10.002.
[26] GEISENDORFER N R, SHAH R N. Effect of polymer binder on the synthesis and properties of 3D-printable particle-based liquid materials and resulting structures [J]. ACS Omega, 2019, 4: 12088-12097. DOI: https://doi.org/10.1021/ acsomega.9b00090.
[27] HIRT L, REISER A, SPOLENAK R, ZAMBELLI T. Additive manufacturing of metal structures at the micrometer scale [J]. Adv Mater, 2017, 29: 1604211. DOI: https://doi.org/10.1002/ adma.201604211.
[28] ELSAYED H, NOVAK N, VESENJAK M, ZANINI F, CARMIGNATO S, BIASETTO L. The effect of strut size on microstructure and compressive strength of porous Ti6Al4V lattices printed via direct ink writing [J]. Materials Science and Engineering A, 2020, 787: 139484. DOI: https://doi.org/ 10.1016/j.msea.2020.139484.
[29] PASCU C I, GINGU O, ROTARU P, VIDA-SIMITI I, HARABOR A, LUPU N. Bulk titanium for structural and biomedical applications obtaining by spark plasma sintering (SPS) from titanium hydride powder [J]. Journal of Thermal Analysis and Calorimetry, 2013, 113: 849-857. DOI: https://doi.org/10.1007/s10973-012-2824-2.
[30] JIMOH A, SIGALAS I, HERMANN M. Synthesis of titanium matrix composite (Ti-TiB-TiC) through sintering of TiH2-B4C [J]. Materials Sciences and Applications, 2012, 3: 30-35. DOI: https://doi.org/10.4236/msa.2012.31005.
[31] YAN M, DARGUSCH M S, KONG C, KIMPTON J A, KOHARA S, BRANDT M, QIAN M. In situ synchrotron radiation study of TiH2-6Al-4V and Ti-6Al-4V: Accelerated alloying and phase transformation, and formation of an oxygen-enriched Ti4Fe2O phase in TiH2-6Al-4V [J]. Metallurgical and Materials Transactions A, 2015, 46: 41-45. DOI: https://doi.org/10.1007/s11661-014-2631-4.
[32] SONG Bin-na, CHRISTOPH K, DAVID C, DUNAND. 3D ink-extrusion printing and sintering of Ti, Ti-TiB, Ti-TiC microlattices [J]. Additive Manufacturing, 2020, 35: 101412. DOI: https://doi.org/10.1016/j.addma.2020.101412.
[33] CHEN I W, WANG X H. Sintering dense nanocrystalline ceramics without finalstage grain growth [J]. Nature, 2000, 404(6774): 168-171. DOI: https://doi.org/10.1038/35004548.
[34] ABDELJAWAD F, BOLINTINEANU D S, COOK A, BROWN-SHAKLEE H, DIANTONIO C, KAMMLER D, ROACH A. Sintering processes in direct ink write additive manufacturing: A mesoscopic modeling approach [J]. Acta Materialia, 2019, 169: 60-75. DOI: https://doi.org/10.1016/ j.actamat.2019.01.011
[35] LIMBERG W, EBEL T, PYCZAK F, OEHRING M, SCHIMANSKY F P. Influence of the sintering atmosphere on the tensile properties of MIM-processed Ti45Al5Nb0.2B0.2C [J]. Materials Science and Engineering A, 2012, 552: 323-329. DOI: https://doi.org/10.1016/j.msea.2012.05.047.
[36] LUO S D, LIU B, TIAN J, QIAN M. Sintering of titanium in argon and vacuum: Pore evolution and mechanical properties [J]. International Journal of Refractory Metals and Hard Materials, 2020, 90: 105226. DOI: https://doi.org/10.1016/ j.ijrmhm.2020.105226.
[37] BANERJEE S, JOENS C J. Sintering powder metal injection molded (MIM) titanium alloys: In vacuum or argon? [J]. Key Eng Mater, 2016, 704: 113-117. DOI: https://doi.org/ 10.4028/ www.scientific.net/KEM.704.113.
[38] OH J M, KOO J G, LIM J W. Variation in lattice parameters and strain of sintered titanium powder by advanced hydrogen sintering process [J]. Powder Technology, 2018, 330: 27-31. DOI: https://doi.org/10.1016/j.powtec.2018.02.018.
[39] BHOSLE V, BABURAJ E G, MIRANOVA M, SALAMA K. Dehydrogenation of TiH2 [J]. Materials Science and Engineering A, 2003, 356: 190-199. DOI: https://doi.org/ 10.1016/s0921-5093(03)00117-5.
[40] GEMELLI E, de JESUS J, CAMARGO N H A, de ALMEIDA SOARES G D, HENRIQUES V A R, NERY F. Microstructural study of a titanium-based biocomposite produced by the powder metallurgy process with TiH2 and nanometric ��-TCP powders [J]. Materials Science and Engineering C, 2012, 32: 1011-1015. DOI: https://doi.org/ 10.1016/j.msec.2012.02.017.
[41] MOHAMMADZADEH, AZADBEH M, DANNINGER H, SABAHI NAMINI A. Ti-TiB2 composites consolidated by spark plasma sintering: Reaction mechanism, characteristics of in-situ formed phases and densification behavior [J]. Mater Chem Phys, 2020, 242: 122556. DOI: doi.org/10.1016/ j.matchemphys.2019.122556.
[42] ERIKSSON M, SALAMON D, NYGREN M, SHEN Z. Spark plasma sintering and deformation of Ti-TiB2 composites [J]. Materials Science and Engineering A, 2008, 475: 101-104. DOI: https://doi.org/10.1016/j.msea.2007.01.161.
[43] PANDA K B, CHANDRAN K S R. Synthesis of ductile titanium-titanium boride (Ti-TiB) composites with a beta-titanium matrix: The nature of TiB formation and composite properties [J]. Metall Mater Trans, 2003, 34: 1371-1385. DOI: https://doi:10.1007/s11661-003-0249-z.
[44] SONG Y, DONG S, STASIUK O, SAVVAKIN D, IVASISHIN O. Synthesis of Ti/TiB composites via hydrogen-assisted blended elemental powder metallurgy [J]. Front Mater, 2020, 7: 572005. DOI: https://doi.org/10.3389/fmats.2020. 572005.
[45] SCHUMANN E, SILVAIN J F, BOBET J L, BARDET M, LU Y, KOTOUSOV A, LAMIRAND-MAJIMEL M. The effects of ball milling and the addition of blended elemental aluminium on the densification of TiH2 power [J]. Materials Chemistry and Physics, 2016, 173: 106-116. DOI: https://doi.org/10.1016/j.matchemphys.2016.01.045.
[46] GERMAN R M. Powder metallurgy science [M]. 2nd ed. Princeton, NJ: Metal Powder Industries Federation, 1994: 244-385.
[47] PENG Q, YANG B, FRIEDRICH B. Porous titanium parts fabricated by sintering of TiH2 and Ti powder mixtures [J]. J of Materi Eng and Perform, 2018, 27: 228-242. DOI: https://doi.org/10.1007/s11665-017-3099-3.
[48] COBLE R L. Sintering crystalline solids. I. Intermediate and final state diffusion models [J]. Journal of Applied Physics. 1961, 32: 787-792. DOI: https://doi.org/10.1063/1.1736107.
[49] COBLE R L. Sintering crystalline solids. II. Experimental test of diffusion models in powder compacts [J]. Journal of Applied Physics, 1961, 32: 793-799. DOI: https://doi.org/10.1063/ 1.1736108.
[50] DLAPKA M, DANNINGER H, GIERL C, LINDQVIST B. Defining the pores in PM components [J]. Metal Powder Report, 2010, 65: 30-33. DOI: https://doi.org/10.1016/S0026-0657(10)70093-X.
(Edited by HE Yun-bin)
���ĵ���
TiH2+TiB2īˮ3D��ӡԭλ����Ti-TiB ������ϵ��ս�����
ժҪ������ͨ��3Dīˮ��ӡ�����Ʊ�Ti-TiB������ϣ��о�TiH2+TiB2īˮԭλ����Ti-TiB���ϲ��ϵ��ս����ܡ���Ar�зֱ����1050~1200 ��C��4 h~24 h����ѹ�սᣬͨ���о�Ti-TiB���ϲ��ϵ������ʡ������ߴ硢��Ӳ�ȡ�XRD�Լ���֯�ݱ䣬�о���TiH2+TiB2īˮ�����ܻ������е��սᶯ��ѧ������������ս��¶ȱ��ս�ʱ���Ti-TiB���ϲ��ϵ����ܶȾ��и�������Ӱ�죬�ɿ¿ϵ¶�ЧӦ�Ͳ�����ɢ������������������״���ֱ�Ϊ����������Σ�ԭλ���ɵ�TiB�Է����TiB����(��״)��TiB����ص���ʽ���ڡ����о����������������ƣ�Ҳ�ʺ��Ʊ����Ӹ��������TiB��Ti-TiB���ϲ��ϻ��������ϲ��ϡ�
�ؼ��ʣ���ѹ�սTi-TiB���ϲ��ϣ��ۿ�϶��3Dīˮ��ӡ
Foundation item: Project(201806920003) supported by the China Scholarship Council; Project(172180) supported by the Swiss National Science Foundation; Projects(ECCS-1542205, DMR-1720139) supported by the National Natural Science Foundation, USA
Received date: 2020-12-14; Accepted date: 2021-03-17
Corresponding author: SONG Bin-na, PhD, Associate Professor; Tel: +86-17751116566; E-mail: songbinna@suda.edu.cn; ORCID: https://orcid.org/0000-0001-6868-8620

