文章编号:1004-0609(2013)S1-s0202-05
Ti/6061Al异种金属的热等静压扩散焊接
何金江,徐学礼,董亭义,王 越,吕保国
(北京有色金属研究总院 有研亿金新材料股份有限公司, 北京 102200)
摘 要:对纯Ti/6061Al在3种温度条件下进行热等静压(HIP)扩散焊接实验,利用扫描电镜(SEM)、显微硬度测试及拉伸强度测试对Ti/6061Al 接头界面附近的显微组织及性能进行研究。结果表明,在530 ℃下,Ti/6061Al扩散焊接界面区域形成一定的扩散层,但未出现明显金属间化合物相,接头抗拉强度达120 MPa以上,具有较佳的组织与性能。同时,对HIP扩散焊接与传统的热压扩散焊接的对比分析表明,相对于热压扩散焊接,HIP作为一种先进的扩散焊接技术,能在较低温度下通过较高的焊接压力,实现铝与钛的高强度连接。
关键词:Ti/Al异种金属;扩散焊接;热等静压;拉伸强度
中图分类号:TG 453 文献标志码:A
Diffusion bonding of Ti/6061Al alloy by hot isostatic pressing
HE Jin-jiang, XU Xue-li, DONG Ting-yi, WANG Yue, Lü Bao-guo
(Grikin Advanced Materials Co., Ltd., General Research Institute for Non-ferrous Metals, Beijing 102200, China)
Abstract: Dissimilar metals of pure Ti and 6061Al alloy were diffusion-bonded by hot isostatic pressing (HIP) process at three bonding temperatures. The microstructures and properties of Ti/6061Al HIP bonded joint were studied by SEM, micro-hardness test and tensile strength test. The results show that at the HIP temperature of 530 ℃, the joint has the best microstructure and mechanical properties. An intermediate diffusion layer without obvious intermetallics forms in the Ti/6061Al interface zone and the joint tensile strength is greater than 120 MPa HIPed at this temperature. The diffusion bonding mechanism was also discussed by comparing with conventional vacuum hot pressure diffusion bonding process. It is found that the high pressure at low temperature plays an important role for high strength bonding to HIP.
Key words: Ti/Al dissimilar metal; diffusion bonding; hot isostatic pressing; tensile strength
热等静压技术(HIP)集热压和等静压的优点于一体,是高性能材料制备和新材料开发的重要手段之一。作为一种使得材料在高温经受气体高压处理的方法,热等静压广泛用于难熔材料的粉末烧结成型、铸件的热致密化以及缺陷修复、大型及异形构件的近净成形等领域。随着热等静压技术的发展,其应用范围不断扩大[1-2]。特别是在近年来,随着热等静压设备性能的不断改进和完善,在较低温度和较高压力条件下进行材料的高强度扩散焊接方面具有常规真空热压扩散焊接难以比拟的优势[3-5]。热等静压的工作压力可提高 到单向热压的10倍以上,工件的各向均衡受压,能够实现在中低温(0.2 Tm ~0.5 Tm)条件下材料的高强度扩散连接,同时避免材料的再结晶晶粒长大[6]。
目前,关于Ti/Al异种金属扩散焊接研究的论文较多[7-8],通常对于高熔点钛与低熔点铝材料的扩散焊接,主要是基于单向或者双向加压的真空扩散连接技术进行研究。当对钛与铝合金直接进行真空扩散焊 时,焊接界面难以相互扩散,接头塑性很差,强度很低,因此,常用的钛与铝真空扩散焊方法如下:在钛表面镀铝或者渗铝,再与铝进行扩散焊;在钛和铝之间添加各种其他金属材料作为中间层来进行扩散焊接。为了实现Ti/Al异种金属的充分扩散,通常在施加压力<30 MPa条件下,焊接的温度较高,而这又容易导致焊接界面形成严重的脆性相,恶化焊接接头性能。
本文作者采用热等静压技术实现钛、铝金属材料的高压中低温直接扩散连接,研究不同温度条件下焊接界面特征和性能特征,并对热等静压条件下的扩散焊接机理进行分析,阐述Ti/6061Al直接扩散过程及优化工艺的选择。
1 实验
采用纯钛和6061Al-T6材料作为焊接试验用材料,将其加工成直径d 100 mm的圆片,表面清洗、烘干后,将焊接件进行真空包套,最后形成的包套结构截面如图1所示。考虑到纯钛熔点为1 670 ℃,而6061Al合金的过烧温度约为580 ℃,因此设定在500、530和550 ℃ 3种温度条件下进行HIP,采用的焊接压力为105 MPa,保温时间为2~3 h。
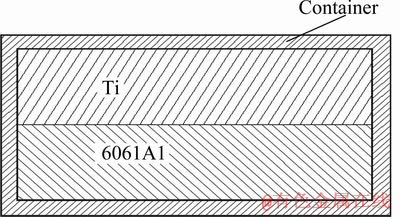
图1 热等静压包套焊接示意图
Fig. 1 Schematic diagram of HIP bonding structure
在扩散焊接完成的试样上切取金相样品,经过研磨抛光后在带有EDS分析系统的电子扫描显微镜下对焊件界面的微观组织进行观察分析,并进行显微硬度测试。同时,对焊接样品取样,制备拉伸样品,在万能电子拉伸试验机上进行室温抗拉强度测试,用以评价焊接接头连接强度。
2 结果与分析
2.1 焊接界面微观组织
图2(a)~(c)所示分别是500、530和550 ℃下HIP焊接后,Ti/6061Al界面形貌以及Ti、Al元素的线成分分布;图3所示是图2中Ti、Al元素线成分分布的放大图。可以发现,在500 ℃条件下,Ti、Al之间已经形成扩散;530 ℃时,已经通过界面扩散反应形成轻微的扩散层;550 ℃时,已经形成了厚度约为4 μm的扩散层。线成分扫描表明,焊接界面Ti、Al元素在图2(a)和(b)中呈现线性渐变分布;而在图2(c)中Ti、Al元素分布曲线在中间扩散层中有平台出现,形成一定的稳定成分区域。

图2 不同温度条件下HIP扩散焊接界面的显微组织
Fig. 2 Microstructures of diffusion bonding interface by HIP at different temperatures
对图2(c)中的扩散中间层Ti和Al元素出现平台区域进行EDS成分分析,Ti与Al成分比(摩尔比)为2:1~3:1,主要是形成了以Ti、Al的金属间化合物。从Ti-Al二元相图中可以发现,稳定存在的Ti-Al二元金属间化合物包括Ti3Al、TiAl和TiAl3这3种,因此,在Ti-Al固相反应扩散过程中这3种物相都有可能产生[7, 9]。对各金属间化合物相生成和稳定存在的热力学条件进行分析表明,在实验的焊接温度500~550 ℃ 范围内,TiAl3的自由能最低,在Ti-Al固相反应扩散过程中,最稳定生成的物相为TiAl3[7],所以,图2(c)中形成的化合物相以TiAl3为主,具体的微观物相鉴定需要进行进一步详细分析。

图3 不同温度条件下HIP扩散焊接界面Ti、Al元素分布
Fig. 3 Ti and Al element distribution across diffusion bonding interface by HIP at different temperatures
2.2 显微硬度分布
显微硬度试验结果表明,焊接界面铝侧硬度较低,6061Al基体硬度为50~60HV,纯钛基体硬度为80~95 HV,而在焊接界面的硬度值通常比钛基体的硬度高,图4所示为530 ℃下HIP的Ti/6061Al界面的显微硬度测试结果。这也证明了在HIP条件下,Ti、Al之间形成较硬的金属间化合物相。

图4 焊接界面显微硬度测试结果
Fig. 4 Microhardness test result at bonding interface
2.3 拉伸强度分析
图5所示的拉伸强度测试结果表明,在500 ℃进行HIP,焊接接头室温抗拉强度为103 MPa,而530 ℃进行HIP,其抗拉强度可达122 MPa,在550 ℃进行HIP,强度又降低到90 MPa左右。室温条件下,母材纯钛的抗拉强度高于140 MPa,6061-T6的抗拉强度为290 MPa,而经过HIP处理后,焊接强度整体低于母材强度。考虑到由于6061-T6和纯钛经过HIP热处理后发生软化(如6061Al硬度由T6态的110HV降低到60HV以下),母材自身强度变低是导致焊接接头强度变低的重要原因。
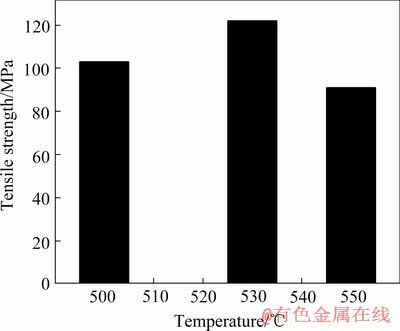
图5 HIP焊接接头的抗拉强度
Fig. 5 Tensile strength of HIP diffusion bonding joints
对比3个温度条件下的HIP焊接抗拉强度可知,当未形成明显的金属间化合物层时,焊接强度随着温度的升高而增加,而当温度增加导致形成硬脆的金属间化合物层后,扩散焊接的抗拉强度明显降低。李强等[10]研究表明,在金属间化合物厚度小于1 μm时,不会影响焊接接头的强韧性,因此在本实验条件下,530 ℃是保证高焊接接头强度的合适选择。
2.4 中低温高压条件下HIP扩散连接机制分析
热等静压下的扩散焊接是材料在一定的加热温度t下,在惰性气体介质中各向均匀受压力p作用而在连接界面发生固相扩散,如图6(a)所示;而常规的真空热压扩散焊接,需要采用在一定的温度t和压力p条件下进行,如图6(b)所示,对于施加压力p受限于压头材料在受热条件下的屈服强度,同时也受限于扩散焊接材料的屈服强度。当外加压力p过大时,压头材料可能会发生屈服甚至断裂,同时对于Al、Ti等塑性较好的材料,可能会发生塑性变形。
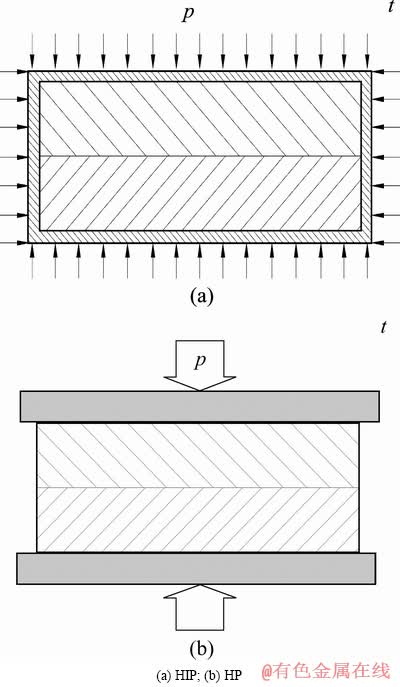
图6 热等静压和热压扩散焊接示意图
Fig. 6 Schematic diagrams of HIP and HP diffusion bonding processes
在500 ℃以上的温度条件下,6061Al合金的屈服强度不超过40 MPa,高纯Ti的屈服强度低于100 MPa;在HIP条件下,采用的压力(105 MPa)远高于铝合金屈服强度。实际的材料表面都存在着微观的凹凸不平,如图7(a)所示,在热等静压扩散焊初始阶段,材料表面瞬间塑性变形和蠕变。在HIP焊接施加的高压下,微观接触区域的应力远远超过了6061Al合金的屈服极限,引起焊接件局部瞬间的塑性变形,由于在等静压下作用下焊件整体不会发生宏观变形,应力主要集中在焊接界面处,因此,焊接界面在界面应力的作用下,铝、钛材料在焊接温度下发生不同程度的变形,如图7(b)所示,使紧密接触面积继续增加,焊接件表面由于微观剧烈变形引起了晶格畸变、位错和空位等各种缺陷。在扩散焊接温度下,原子处于高度激活状态,原子扩散迁移十分迅速,通过保温保压一定时间,使界面两侧发生回复和再结晶,形成共有晶粒,从而形成牢固的冶金结合[11]。
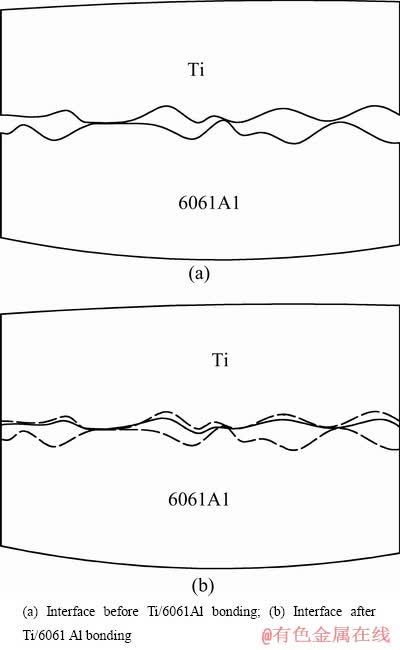
图7 Ti/6061Al的扩散焊接机制
Fig. 7 Mechanisms of Ti/6061Al HIP diffusion bonding
对于常规热压扩散焊接,由于施加的压力较小,在焊接压力p的作用下,焊接件局部瞬间的塑性变形,使得实际接触的面积迅速增大,应力随之下降。当应力下降至材料屈服强度时,塑性变形即终止。后续界面处的材料在高温下主要靠蠕变变形使紧密接触面积继续增加,因此在低温条件下,很难实现异种金属材料界面间100%接触。而HIP在远超过材料屈服极限的高压条件下能够保证低温条件下连接面之间紧密的接触。施加压力足以使连接面产生变形,连接面所有的空隙由焊接材料填满。焊接过程对于连接界面的平整度、粗糙度和清洁度要求比常规热压扩散焊接宽松。在强烈的塑性变形过程中,组织缺陷(畸变、空穴、位错、应力、裂纹等)使得晶格中原子的活性与迁移率增加,加速了扩散进行。通常由于钛的熔点高,当扩散焊接温度为500 ℃时,远低于钛的熔点,钛原子的热振动较弱,它们的扩散能力不强,但是在此温度下 HIP焊接能够实现钛、铝之间的互扩散,验证了高的压力条件有利于促进异种材料间的相互扩散。
3 结论
1) 采用热等静压技术,能够实现较低温度下Ti和6061Al直接扩散焊接,焊接界面致密完整。
2) 当HIP压力为105 MPa、温度为500 ℃时,钛、铝之间能够实现相互扩散;550 ℃时,钛、铝之间扩散反应形成一定厚度的金属间化合物层,导致焊接强度降低;530 ℃时,焊接接头形成合适扩散层,抗拉强度达到120 MPa以上,因而是非常合适的HIP温度。
3) 与热压扩散焊接相比,在相对较低温度下,较高的焊接压力是保证HIP焊接成功的关键因素。
REFERENCES
[1] 叶呈武, 王 亮, 张绪虎, 郎泽保, 李圣刚. 钛合金HIP近净成形技术在航天上的应用[J]. 材料导报, 2012, 26(12): 112-114, 145.
YE Cheng-wu, WANG Liang, ZHANG Xu-hu, LANG Ze-bao, LI Sheng-gang. Application of titanium alloy HIP near net shape technique in aerospace [J]. Materials Review, 2012, 26(12): 112-114, 145.
[2] 娄贯涛. 热等静压和锻造对ZTC4组织及力学性能的影响[J]. 中国有色金属学报, 2010, 20(S1): s753-s755.
LOU Guan-tao. Influence of HIP and forging on microstructure and mechanical properties of ZTC4 cast titanium alloy [J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s753-s755.
[3] 王慧芳, 俞淑延. 金属材料的热等静压扩散连接[J]. 粉末冶金技术, 1990, 8(1): 12-18.
WANG Hui-fang, YU Shu-yan. Diffusion joining of metal materials by HIP [J]. Powder Metallurgy Technology, 1990, 8(1): 12-18.
[4] ASHWORTH M A, JACOBS M H, DAVIES S. Basic mechanisms and interface reactions in HIP diffusion bonding [J]. Materials & Design, 2000, 21: 351-358.
[5] HATANO T, KURODA T, BARABASH V, ENOEDA M. Development of Be DSCu HIP bonding and thermo-mechanical evaluation [J]. Journal of Nuclear Materials, 2002, 307/311: 1537-1541.
[6] 雷继锋. 集成电路制造用溅射靶材绑定技术相关问题研究[J]. 金属功能材料, 2013, 20(1): 48-53.
LEI Ji-feng. Bonding technology of sputtering target for IC manufacturing process [J]. Metallic Functional Materials, 2013, 20(1): 48-53.
[7] YAO Wei, WU Ai-ping, ZOU Gui-sheng, REN Jia-lie. Formation process of the bonding joint in Ti/Al diffusion bonding [J]. Materials Science and Engineering A, 2008, 480: 456-463.
[8] 李亚江, 王 娟, 刘 鹏. 异种难焊材料的焊接及应用[M]. 北京: 化学工业出版社, 2004.
LI Ya-jiang, WANG Juan, LIU Peng. Application and welding of difficulty to weld dissimilar materials [M]. Beijing: Chemical Industry Press, 2004.
[9] 孙彦波, 赵业青, 张 迪, 马朝利. 箔-箔法制备微叠层Ti-Al系金属间化合物基合金板材[J]. 中国有色金属学报, 2010, 20(S1): s1064-s1067.
SUN Yan-bo, ZHAO Ye-qing, ZHANG Di, MA Chao-li. Fabrication of multilayered Ti-Al intermetallic sheets by fail-fail method [J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s1064-s1067.
[10] 李 强, 史 伟, 刘柯钊, 王锡胜. Al-Si合金与HR-2钢热等静压直接扩散连接研究[J]. 稀有金属材料与工程, 2007, 36(3): 443-447.
LI Qiang, SHI Wei, LIU Ke-zhao, WANG Xi-sheng. Diffusion bonding of aluminum-silicon alloy to HR-2 steel by hot isostatic pressing [J]. Rare Metal Materials and Engineering, 2007, 36(3): 443-447.
[11] 张胜华, 郭祖军. 铝/铜轧制复合板的界面结合机制[J]. 中南工业大学学报: 自然科学版, 1995, 26(4): 509-513.
ZHANG Sheng-hua, GUO Zu-jun. Bonding mechanism of the boundary surface of Al/Cu rolling clad sheet [J]. Journal of Central South University of Technology: Natural Science, 1995, 26(4): 509-513.
(编辑 陈卫萍)
基金项目:国家科技02重大专项(2009ZX02031)
收稿日期:2013-07-28;修订日期:2013-10-10
通信作者:何金江,高级工程师,博士;电话:010-80103388;E-mail: hejinjiang@grikin. com

