������ʱ��: 2017-11-24 17:31
ϡ�н��� 2019,43(02),122-127 DOI:10.13373/j.cnki.cjrm.xy17050052
�ڲ���Ž���Դ��� 2219���Ͻ�������֯�����ܵ�Ӱ��
���� ��־�� ����ΰ � �´���
������ɫ�����о���Ժ������ɫ�������ϲ��Ϲ��̼����о�����
ժ Ҫ��
�����ͨ�������������Ͻ�����ͨ�����ڵľ����ִ���֯�������Լ��ɴ˵��µ�ǿ�Ƚϵ͵�����, ���о�����ͨ��Ž���ͻ���ʽ��Ž���Ļ�����, �����һ���������崦���������ڲ���Ž���, �����˷���Ӧ����2219���Ͻ���������顣ͨ������ͨ�������Ա�, ̽���ڲ���Ž���Դ������Ͻ�������֯�����ܵ�Ӱ��, ����Ϊ����������������Ͻ������ṩ�ο��������������, �������ͨ������, �ڲ���Ž��������2219���Ͻ������ľ�������ϸС, ��֯���Ӿ���, �ӱ߲����IJ��ľ���ֱ������127��151��m��Χ֮��;�ڶ���ijߴ��С, �ֲ�������������������;���������ܴ�����, �������ʺͶ�����������ߵ������, ƽ������ǿ�������11%, �ﵽ389 MPa, ƽ������ǿ�������10%, �ﵽ286 MPa, ƽ������Ӳ�ȴ�HB 117.8��ߵ�HB 137.8, ������17%, ����������������λ�õı仯������С;�Ͽ�ɨ�跢�������е�����ȱ�ݴ�����١�
�ؼ��ʣ�
�ڲ���Ž��� ;2219���Ͻ� ;��֯���ڶ��� ;��ѧ���� ;�Ͽ���ò ;
��ͼ����ţ� TG146.21
����飺 ���� (1991-) , ��, �ӱ��е���, ��ʿ, �о�����:��ǿ���Ͻ������������о�, E-mail:qiuyangfish@163.com; *��־��, ����;�绰:13522900206;E-mail:zhangzf@grinm.com;
�ո����ڣ� 2017-05-25
���� ���ҹ��ʿƼ������ƻ� (2015DFA51230) ����;
Microstructure and Properties of Large-Sized 2219 Aluminum Alloy Billet with Internal Electromagnetic Stirring Qiu Yang Zhang Zhifeng Gao Mingwei Li Bao Chen Chunsheng
National Engineering & Technology Research Center for Nonferrous Metal Matrix Composite, General Research Institute for Nonferrous Metals
Abstract��
Severe problems such as coarse grain, inhomogeneous microstructure and correspondingly lower strength usually exist in the large-sized aluminum alloy billet prepared by normal direct chill casting. According to those problems, a new melt treatment technique named internal electromagnetic stirring (I-EMS) was put forward, which was based on the normal electromagnetic stirring and annular electromagnetic stirring. The internal electromagnetic stirring was utilized for 2219 aluminum alloy direct chill casting experiment to explore its effects on microstructure and mechanical properties of billet by comparing with the normal direct chill casting, in order to provide references and suggestions for the larger-sized billet. The results showed that after melt treatment by internal electromagnetic stirring, the grains were finer and the microstructures were more uniform, of which the grain diameter were in the range of 127��151 ��m. Moreover, the size and number of second phase decreased as well as it distributed homogeneously. Accordingly, its average tensile strength and yield strength increased by 11% and 10%, reaching to 389 and 286 MPa, respectively. The average Brignell hardness also increased by 17%, improving from HB 117.8 to HB 137.8. Furthermore, its properties fluctuated little with the position change while its porosities decreased significantly.
Keyword��
internal electromagnetic stirring; 2219 aluminum alloy; microstructure and second phase; mechanical properties; fracture morphology;
Received�� 2017-05-25
2219���Ͻ���Ϊ����ƽ�������ij��ò���, ����Al-Cu��Ԫ�Ͻ�Ļ�����������Mn, V, Ti, Zr��Ԫ��, ��˳��˾���Al-Cu�Ͻ�����������ص�֮��, �����нϸߵ�����ǿ�Ⱥ��³־�ǿ��, ���ں��պ�������ȡ�ù㷺Ӧ��
[1 ,2 ]
�� 2219���Ͻ����ܵ��ȶ����Ի���İ�ȫ������������Ҫ������, ��������ͨ������ (normal direct chill casting, NDC casting) ������������, �����¶ȳ��IJ�������Ҳ�Ӿ�, ������ͬ��λ��ȴǿ�ȵIJ���Խ��Խ����, �Ӷ����־����ִ� ��֯�����ȵ�һϵ������, ������������Ʒ�ķ�������
[3 ,4 ,5 ,6 ]
��
��Ž��� (electromagnetic stirring, EMS) ��һ�ָ�Ч�����崦������, �ɽ����С���������д��ڵ���������, �����ڼ���ЧӦ�Ĵ���, �IJ�����Ľ���ǿ�ȷdz�����, ���²���ʵ�־����ҳ�ֵĶ�������
[7 ,8 ,9 ]
�� Ϊ��, ������������˻���ʽ��Ž��� (annulus electromagnetic stirring, A-EMS) , ͨ���������IJ�����о���γɻ���, �����˼���ЧӦ�����IJ���Ӱ��, �����˵�����ļ���ǿ��
[10 ,11 ,12 ]
�� �������������������, ���ִ�ͳ�����õ�Ž�������ռ�ݵ��ⲿ�ռ�ҲԽ��Խ��, �����ڵ�λ��������ߡ� ���Ҹ�Ӧ��Ȧ������֮������Žϴ�ļ�϶, ���´ų�˥������, ���������ʵ͡� ���, ���о��Ŷ�����ͨ��Ž���ͻ���ʽ��Ž���Ļ�����, ������ڲ���Ž��� (internal electromagnetic stirring, I-EMS) �·���, ������Ž����������������ڲ�, �ڽ�������������²������ڶ���ĵ����, ��������ǿ�������� ͨ���������崫�Ⱥʹ���, ʵ�־��������¶ȳ��ͳɷֳ���Ŀ�ġ� �봫ͳ���ⲿ��Ž������, �ڲ���Ž��貢��ռ������֮��Ŀռ�, �����ܹ������Լ�����õ�; ��Ӧ�����, �ɸ���������һ���������ý�����; ����ͨ����С�������Ӧ��Ȧ�ļ�϶, ����˴ų��������ʡ�
���о�����2219���Ͻ������ͨ������ (NDC casting) ���ڲ���Ž�������� (I-EMS DC casting) ����, ͨ���Աȹ���ʱЧ̬��������֯����ѧ����, ̽���ڲ���Ž���Ԧ�508 mm 2219���Ͻ��Ӱ��, ����Ϊ����������������Ͻ������ṩ�ο��ͽ����
1 ʵ ��
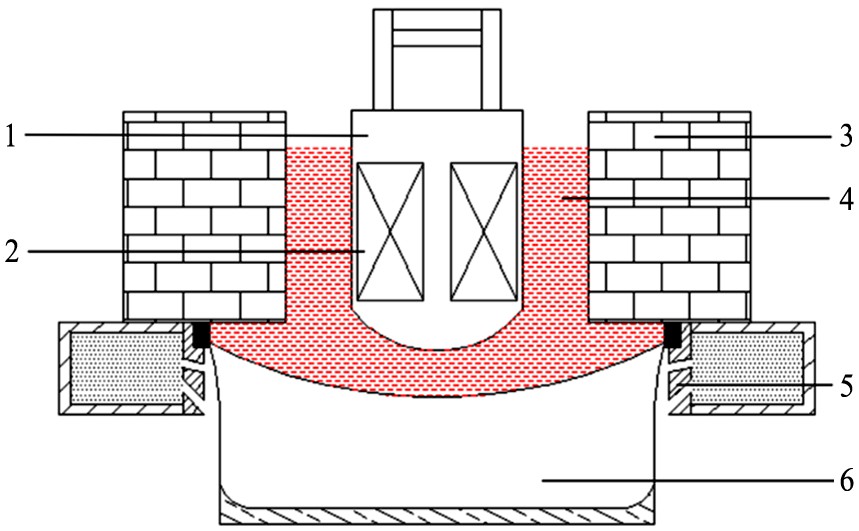
������2219���Ͻ�Ļ�ѧ�ɷּ���1, ��ԭ�Ϸֱ�Ϊ��ҵ������ ��ҵ��ͭ�� Al-10Mn�� Al-10Ti��Al-10V��Al-4Zr�м�Ͻ� ԭ������Ƶ��Ӧ¯�������������ת�紵����, ����һ��ʱ�����а��������졣 �������Ĺ��ղ���Ϊ��ע�¶�775 �桢 �����ٶ�28 mm��min-1 �� ��ȴˮ����140 L��min-1 �� ��ȴˮ��22 �档 ���ڲ���Ž��������������, ���ڲ���Ž���������������ҺѨλ�ô�, ����ĵ�Ų���Ϊ����115 A�� ��ѹ65 V�� ����Ƶ��10 Hz�� �ڲ���Ž��������ʾ��ͼ��ͼ1��
��1������2219���Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical compositions of 2219 aluminum alloy (%, mass fraction )
Mn
Ti
V
Zr
Al
0.31
0.069
0.098
0.19
Bal.
����508 mm����ͨ�������������ڲ���Ž����������������480 ���12 h���Ȼ��˻�, ���ֱ��������ﵽ��̬��������к��ԼΪ2 cm��ԲƬ, �ؾ����ڴ�ԲƬ�IJ�ͬ��λ��ȡ���� ���������ڵ���¯�н���535 ���2.5 h���ܴ���, �Թ��ܺ��������������ˮ��, ���ת��ʱ�䲻����3 s, ������165 ���21 hʱЧ������
������ʱЧ�������������ν��д�ĥ�� ��ĥ�� ���ס� ����, ��������2.5%HBF4 ��Һ��30 Vֱ����ѹ��������Ĥ�Թ۲��ɫ����, ��2.5%HNO3 +1.5%HCl+1%HF+95%H2 O��Һ�н��и�ʴ�Թ۲�ڶ�����ò��ֲ�, ���ù�ѧ���� (OM) ΪZeiss Axiovert 200 MAT�� ����һ���ֵ�ʱЧ����������ӹ��ɱ�Բ����������, ����AG-IS250kN/SHIMADZU���ܲ��������������ѧ����, ����JSM-6510ɨ��羵 (SEM) �۲�Ͽ���ò�� ����HBE-3000A�͵��Ӳ���Ӳ�ȼƶ������ʱЧ�����������Ӳ�Ȳ�����
ͼ1 �ڲ���Ž��������ʾ��ͼ
Fig.1 Schematic diagram of I-EMS DC casting apparatus
1-Internal electromagnetic stirrer;2-Coils;3-Hot top;4-Melt;5-Mold;6-Billet
2 ���������
2.1�ڲ���Ž����������֯���ڶ����Ӱ��
ͼ2Ϊ����ʱЧ̬2219���Ͻ�������ͬλ�ô�������֯�� ��ͼ2��֪, ��ͨ�����������ı߲����쳣�������ë״�����, 0.5R ��������״������ᾧ���ɵ��ص�, �IJ�Ϊ�ߴ����ܴ�ĵ��ᾧ, ���ľ����ߴ糬����2 mm�� �������ڲ���Ž���֮��, ��ͬλ�ô�����֯���ɵ��ᾧ���, �����ߴ����Լ�С�Ҹ��Ӿ���, ƽ������ֱ����127��151 ��m֮�䡣
ͼ3Ϊ����ʱЧ̬2219���Ͻ�ڶ������ò���ֲ�״��, ���Է���, ����ͨ������������, ���紦�����Ŵ����ִ�ĵڶ���, ��ͼ3 (a) ��ʾ, ��ߴ糬����100 ��m, ��Щ��״�ĵڶ���ͨ���ʴ���, �Һ����ı��μӹ����Խ�����ȫ������ �ڲ���Ž���֮��, �����е���״�ڶ��������, �ߴ�������С��������25 ��m, �ҷֲ��ø��Ӿ���, ͬʱ�ڶ�������Ҳ�������, ��ͼ3 (b) ��ʾ��
�ڲ���Ž�����ռ�����������ĵ�λ��, ��һ���̶��Ͻ������IJ����������, ͬʱҲ���ȶ��ᾧ���γɻ���, ����������˵�����ļ���ǿ�ȡ� �����е������ڵ������������ǿ�ƶ���
[13 ]
, �����˴��Ⱥʹ���, ���������ȵ�ͬʱ, ʵ�������¶ȳ��ͳɷֳ��ľ���, �ڴ˻����ϼ���������������ǰ��Һ���еĸ���, ������֦��������, �ٽ�����״������ᾧ��ת��, �����ڲ�����֯�͵ڶ����ϸ���;��Ȼ��� ����, �������������Ӷ���֯�ĸ���Ҳ���˴ٽ����á� �ڵ������������, �����֦���䷢�����ҵ���ײ, ���¶���֦��������, ����Ϊ�µľ���
[14 ]
�� ͬʱ��Ž���Խᾧǰ�صij�ˢ����Ҳ��������״�����������Ӿ�������������
[15 ]
�� ����ͨ�����Ӿ�������ʵ����֯��ϸ��, �������������ֹ۵㡣 �������κ˻���
[16 ]
��ָ��, ��ǿ����������, �������̵������д����������ķǾ����κ�, ��Щ�����ھ��ȵ��¶ȳ��ͳɷֳ��п�ȫ������������ ���ಽ�κ˻���
[17 ]
��ָ��, ��ǿ����������, �����о��ȷֲ������������ΪAl3 Ti�ķǾ����κ��ṩ�˻���λ��, ͬʱ������ϸС��Al3 Ti������Ϊ��-Al���κ��ṩ����λ��, �����֡��ಽ�κ˻��ơ���������, ��ʹ��ȴ�ٶȽϵ�, Ҳ��ʵ�־�����ϸ����
ͼ2 ��ͨ���������ڲ���Ž��������������ͬ��λ�Ľ�����֯
Fig.2 Microstructure of different positions obtained from NDC casting billet and I-EMS DC casting billet
(a��c) Edge, 0.5R and center of NDC casting billet; (d��f) Edge, 0.5R and center of I-EMS DC casting billet
ͼ3 ��ͨ���������ڲ���Ž�������������ڶ������ò���ֲ�
Fig.3 Morphology and distribution of second phase obtained from NDC casting billet (a) and I-EMS DC casting billet (b)
2.2�ڲ���Ž����������ѧ���ܵ�Ӱ��
��2��ʾ����2219���Ͻ�������ͬλ�ô�����ѧ���ܡ� ���Է���, �ڲ���Ž���������˺Ͻ����ѧ���ܡ� ����, ƽ������ǿ����349 MPa��ߵ�389 MPa, ������11%; ƽ������ǿ����259 MPa��ߵ�286 MPa, ������10%; ͬʱ, �����ʺͶ���������Ҳ������ߡ� ���ڿ���ǿ�Ⱥ�����ǿ��, ���������ԵIJ�λ�ֱ�����ڱ߲���0.5R ��, ���ﵽ��13%�� ͨ���ԱȲ�ͬ��λ����ѧ����, ���ִ��IJ����߲�, ��ͨ���������������ܲ����ϴ�, �������ڲ���Ž������崦����, ���������ܸ���ƽ�ȡ�
ͼ4��ʾ������ͨ���������ڲ���Ž��������2219���Ͻ�IJ���Ӳ�ȡ� ��ͼ4��ʾ, �ӱ߲����IJ�, ��ͨ������������Ӳ������, �ھ���߲�0.4R ���ﵽ���HB 112, ��������, ���IJ��ﵽ���HB 125, ������ƽ��Ӳ��ΪHB 117.8�� �ڲ���Ž������崦��֮��, ������ƽ��Ӳ��ΪHB 137.8, ����ͨ���������������HB 20, �����ﵽ��17%, ���Ҳ�ͬ��λ��Ӳ�Ȳ���С, ʼ�մ���HB 136��139��Χ֮�ڡ�
��22219���Ͻ���������ѧ����
Table 2 Mechanical properties of 2219 aluminum alloy billet
Samples
Position
Tensile
Yield
Elongation/%
Reduction
Edge
345
259
4
5
0.5R
343
253
4.5
6
Center
359
264
7
9
Edge
390
286
7
9
0.5R
387
287
6
8
Center
391
286
5
9
���ϵ���֯�������������ش��Ӱ��, ����Hall-Petch��ϵʽ��֪, ���ž����ߴ�ļ�С, ��������������, λ���˶��Ļ�����������, ����ǿ�Ⱥ�Ӳ����ߡ� ͬʱ, ��������ı��������Ծ��ȵķ�ɢ������ľ�����, ��С�˾ֲ�Ӧ�����еķ���, ��Ч�ӻ����ƵIJ�������չ, �Ӷ�������쳤�ʡ� ���, �ڲ���Ž���֮��, 2219���Ͻ�����ܵõ��˼������, ��Ҫԭ�����ھ�����ϸ������֯�ľ��Ȼ��� ����, �����еڶ�����ò��ֲ��ĸ���ͬ��������Ӧ����������������������, �������ļ���Ҳ��ζ�Ÿ���ĵڶ�����ܽ������, ����������Ͷȵ�����������ʱЧ�������������������ǿ����
[18 ]
, �Ӷ���߲��ϵ�ǿ�ȡ�
ͼ4 ��ͨ���������ڲ���Ž��������������ͬ��λ�IJ���Ӳ��
Fig.4 Brinell hardness in different positions of NDC casting billet and I-EMS DC casting billet
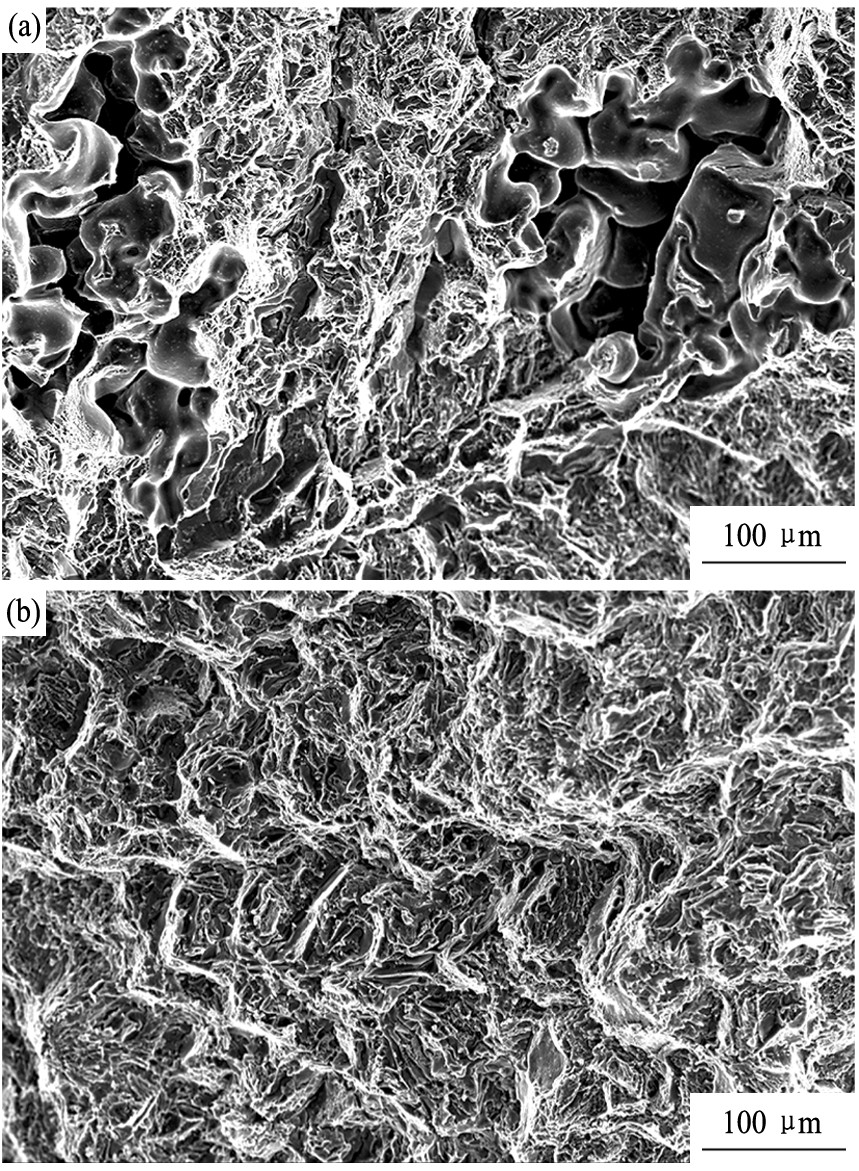
��������Ѻ���������жϿ�ɨ��, ������ͨ�����������ĶϿ��ϴ���������, ��ͼ5 (a) ��ʾ, ����Ҫ�����ںϽ������������������̵IJ����������, �������̵�����δ�ܼ�ʱ����, �����γ���С�Ŀ��� 2219���Ͻ�Ĺ����ߺ�Һ���߷ֱ���543��643 ��, �����Ľᾧ�¶������֮�ϴ�������ߴ����������̼��, �����������˺ܴ���Ѷȡ� �����ڲ���Ž��账��֮��, �Ͽڳ��ֵ��͵����Զ�������, ������ڴ���ϸС�ĵ�������, ��δ�������Ե�����ȱ��, ��ͼ5 (b) ��ʾ�� �ɴ˿�֪, �ڲ���Ž�������������е�����ȱ��, ��ԭ�����ڵ�Ž�����������ȴ���ʵ�ǰ����, ��С��������¶��ݶ�, ��������������������������������ʱ��, ��С���IJ�����ͱ߲���������̼��; ͬʱͨ�����ӵ��ᾧ����, ��С�����������ľ�������, ��������ͨ��������������֦�������ɾ������屻����������Բ���������ij���, �����˿ɲ�����; �����Ž�����ǿ���������������, ҲΪ������������������
[19 ,20 ]
�� ����ȱ�ݵĴ������, ��С������Ӧ�������������Ƶķ���, �����ڲ�����ѧ���ܺ�ƣ��ǿ�ȵ�����
[21 ,22 ]
, �����ӳ������������
ͼ5 ��ͨ���������ڲ���Ž�������������ĶϿ���ò
Fig.5 Fracture morphology of NDC casting billet (a) and I-EMS DC casting billet (b)
�������������һ���ڲ���Ž����������Խ�����Ч�����ʱ��, ���������з������ڲ���Ž�����, �����볣������õ�Ž�����ͬʱʹ��, ��ʵ�ָ���������ľ��Ƚ��衣 ����, �ڲ���Ž���װ�����������ȴ����, ���ڽ��������ڲ�ͨ����ȴ����, ͨ����ȴ���ʡ� ���������Լ��������Ӵ�, �����������������ȥ, �������¶ȳ��ľ���, �������п�ʵ��ҺѨ��ȵĽ��͡�
3 �� ��
1. �ڲ���Ž������Ч��ϸ�������� ������֯�� ���ڦ�508 mm 2219���Ͻ�, �ڲ���Ž��������������ƽ������ֱ����127��151 ��m֮�䡣 ͬʱ, �ڶ���Ҳ�õ���������ϸ���;��Ȼ���
2. �ڲ���Ž�������������������ܡ� �������ͨ����������, �ڲ���Ž��������������ƽ������ǿ�������11%, �ﵽ389 MPa; ƽ������ǿ�������10%, �ﵽ286 MPa; �����ʺͶ���������Ҳ��������; ƽ��Ӳ�������17%, �ﵽHB 137.8; ������������������λ�õı仯������С��
3. ���������ĶϿ���ʾ: �ڲ���Ž�������������е�����ȱ�ݡ�
�����
[1] Li X F, Lei K, Song P, Liu X Q, Zhang F, Li J F, Chen J. Strengthening of aluminum alloy 2219 by thermo-mechanical treatment [J]. Journal of Materials Engineering and Performance, 2015, 24 (10) : 3905.
[2] Wang H M, Yi Y P, Huang S Q. Investigation of quench sensitivity of high strength 2219 aluminum alloy by TTP and TTT diagrams [J]. Journal of Alloys and Compounds, 2017, 690 (5) : 446.
[3] Zhang H, Tang L H, He K H, Li C B. Research on the casting technology of 2219 Al-alloy billets with large size and high performance [J]. Light Alloy Fabrication Technology, 2016, 44 (12) : 8. (�ź�, ��¶��, �ο˻�, ��в�. ���������2219���Ͻ�Բ�����칤���о� [J]. ��Ͻ�ӹ�����, 2016, 44 (12) : 8.)
[4] Eskin D G. Physical Metallurgy of Direct Chill Casting of Aluminum Alloys [M]. Boca Raton: CRC Press, 2008. 19.
[5] Yang D J, Xu K H, Ding P F, Zhang G Q, Chen K H. Analysis and improvement measures on casting property of 2219 aluminium alloy large diameter round ingot [J]. Aerospace Manufacturing Technology, 2014, (6) : 1. (������, ������, ������, �Ź���, �¿���. 2219���Ͻ��ֱ��Բ���������ܷ�������Ľ���ʩ [J]. �������켼��, 2014, (6) : 1.)
[6] Xu K H, Zhang W X, Yang D J, Zhang G F, Li Y J, Liu D. Manufacture of aluminum alloy 2219 integral ring with 9m ultra-large diameter [J]. Forging and Stamping Technology, 2016, 41 (10) : 92. (������, ����ѧ, ������, �Ź���, ��Ҧ��, ����. 9m������ֱ��2219���Ͻ����廷�������� [J]. ��ѹ����, 2016, 41 (10) : 92.)
[7] Chen T, Liu Z, Liu X M, Chen Z P. Solidified microstructure of semisolid A356-Ce alloy with two-way intermittent electromagnetic stirring [J]. Chinese Journal of Rare Metals, 2018, 42 (1) : 29. (����, ����, ��С÷, ��־ƽ. ˫���Ъ��Ž�����̬A356-Ce�Ͻ�������֯��Ӱ��ʩ�Ӹ��ϵ�Ž����A357�Ͻ�����֯��Ӱ�� [J]. ϡ�н���, 2018, 42 (1) : 29.)
[8] Zhang Z F, Kim J M, Hong C P. Numerical simulation of grain structure evolution in solidification of an Al-5.0wt%Cu alloy under electromagnetic stirring and its experimental verification [J]. Isij International, 2005, 45 (2) : 183.
[9] Zhao J W, Guo A, Li H, Zhang X, Han J, Wu S S. Semisolid slurry of 7A04 aluminum alloy prepared by electromagnetic stirring and Sc, Zr additions [J]. China Foundry, 2017, 14 (3) : 188.
[10] Chen X R, Zhang Z F, Xu J. Effects of A-EMS processing parameters on semisolid slurry production [J]. Rare Metals, 2011, 30 (2) : 195.
[11] Tang M O, Xu J, Zhang Z F, Bai Y L. Effects of annulus gap on flow and temperature field in electromagnetic direct chill casting process [J]. Transactions of Nonferrous Metals Society of China, 2011, 21 (5) : 1123.
[12] Zhang Z F, Chen X R, Xu J, Shi L K. Numerical simulation on electromagnetic field, flow field and temperature field in semisolid slurry preparation by A-EMS [J]. Rare Metals, 2010, 29 (6) : 635.
[13] Bai Y L, Xu J, Zhang Z F, Shi L K. Annulus electromagnetic stirring for preparing semisolid A357 aluminum alloy slurry [J]. Transactions of Nonferrous Metals Society of China, 2009, 19 (5) : 1104.
[14] Zhang J K, Zhang Q, Li Y, Deng W Z, Yan C. Effects of electromagnetic stirring on solidification microstructure and central defects of gold-based alloy [J]. Rare Metal Materials and Engineering, 2017, 46 (1) : 274. (�ſ���, ����, ��Ӣ, ����, �Ƴ�. ��Ž���Խ���Ͻ�������֯���IJ�ȱ�ݵ�Ӱ�� [J]. ϡ�н��������빤��, 2017, 46 (1) : 274.)
[15] Qi Y L, Jia G L, Zhang G Z. Effect of electromagnetic stirring on liquid metal fluid flow and solidification structure [J]. Foundry Technology, 2005, 26 (2) : 118. (������, �ֹ���, �Ź�־. ��Ž����Һ̬�����˶���������֯��Ӱ�� [J]. ���켼��, 2005, 26 (2) : 118.)
[16] Fan Z, Liu G. Solidification behaviour of AZ91D alloy under intensive forced convection in the RDC process [J]. Acta Materialia, 2005, 53 (16) : 4345.
[17] Li H T, Xia M, Jarry P, Scamans G M, Fan Z. Grain refinement in a AlZnMgCuTi alloy by intensive melt shearing: a multi-step nucleation mechanism [J]. Journal of Crystal Growth, 2011, 314 (1) : 285.
[18] Zhang G J, Yuan S P, Wang R H, Liu G, Sun J, Chen K H. Coupled influence of constituents and precipitates on ductile fracture of Al-Mg-Si alloys [J]. Chinese Journal of Nonferrous Metals, 2009, 19 (11) : 1894.) (�Ź���, Ԭ��ƽ, �����, ����, ���, �¿���. �ִ�ڶ��༰ʱЧ�������Al-Mg-Si�Ͻ����Զ��ѵ����Ӱ�� [J]. �й���ɫ����ѧ��, 2009, 19 (11) : 1894.)
[19] Wang X D, Li T J, Jin J Z. Research on feeding mechanism during metal solidification under rotating electromagnetic field[J]. Journal of Materials Engineering, 2001 (11) : 3. (������, ��͢��, ����. ��ת��ų������½������̲�������̽�� [J]. ���Ϲ���, 2001, (11) : 3.)
[20] Cao Z Q, Li T J, Zhang H L, Liu J D, Wang J C. Analysis on hot cracking depression reasons for 7050 aluminum alloy slab by soft-contact continuous casting [J]. Rare Metal Materials and Engineering, 2010, 39 (12) : 157. (��־ǿ, ��͢��, �ź���, ������, ���Ҵ�. 7050���Ͻ����Ӵ��������������ԭ����� [J]. ϡ�н��������빤��, 2010, 39 (12) : 157.)
[21] Ammar H R, Samuel A M, Samuel F H. Porosity and the fatigue behavior of hypoeutectic and hypereutectic aluminum-silicon casting alloys [J]. International Journal of Fatigue, 2008, 30 (6) : 1024.
[22] Wang L, Fan X Y, Luo L S, Xu J G, Chen R R, Yi H Y, Zhou G Z, Wang N, Zhang J B, Su Y Q. Influence of traveling magnetic field on solidification defects and mechanical properties of ZL205A alloy sheet casts [J]. Rare Metal Materials and Engineering, 2016, 45 (12) : 3177. (����, ��ѧ�D, ����˳, ����, ������, ������, �ܹ���, ����, �Ž���, ������. �в��ų���ZL205A�Ͻ𱡱���������ȱ�ݺ���ѧ���ܵ�Ӱ�� [J]. ϡ�н��������빤��, 2016, 45 (12) : 3177.)