�����Ը�ѹģ��AA5754�Ͻ���֯�ݱ����ѧ���ܵ�Ӱ��
��Դ�ڿ����й���ɫ����ѧ��(Ӣ�İ�)2017���2��
�������ߣ�R. HAGHAYEGHI
����ҳ�룺282 - 288
�ؼ��ʣ�5754���Ͻ𣻵�Ž��裻��������������֯��ģ��
Key words��5754 aluminium alloy; electromagnetic stirring; ultrasonic treatment; microstructure; die casting
ժ Ҫ���ڸ�ѹģ��AA5754�Ͻ�ǰ���ֱ���ó��������͵�Ž�����������ʹ�ö�������д�����������Ӱ�������������������������Ž������ϴ�����ĺϽ����屻ת����ע��ǻ���ԺϽ�ľ����ߴ硢��ѧ���ܡ������������������Խ��з���������������������崦����������ʹ�Ͻ�ľ���ϸ������϶�ʼ�С����������ʹ�Ͻ�����140 ��m��С��82 ��m����϶�ʴ�5.5%��С��1.4%����Ž���ʹ�Ͻ�����С��107 ��m����϶�ʼ�С��3.3%����ϴ���ʹ�Ͻ����Ϳ�϶�ʽ����úϽ�����������崦�������б������������ֵ���ֱ�Ϊ65 ��m��1.1%��ǿ�ҵĿջ�ЧӦ�ͽ��費�����Եõ�ϸ��������֯������Ҳ��С���������ԣ������ѧ���ܡ����������������������崦�������в����ն���ͨ����ϴ�������Ž�����ǿ�ҵij����ջ������ṩ�������������Դٽ��κˡ���������ͨ������ǿ�ҵĿջ������ھ���ϸ������С���������Ժͺ���������������Ҫ���á�
Abstract: The effects of ultrasonic treatment (UT) and electromagnetic stirring (EMS) forces, individually and in combination, prior to high pressure die-casting of AA5754 alloy were assessed. The liquid of alloy was subjected to UT, EMS and the combined style and then transferred to the shot chamber. The grain size, mechanical properties, gas content and hot tearing susceptibility were analyzed. The results suggest that the application of each process enhances grain refinement and decreases the porosity of the specimens. UT reduces the grain size from 140 to 82 ��m and decreases the porosity from 5.5% to 1.4%. EMS reduces the grain size to 107 ��m and the porosity to 3.3%. The combination of UT and EMS decreases the grain size and the porosity to 65 ��m and 1.1%, respectively, which are the lowest grain size and porosity ever reported for this alloy achieved via physical processing. Intensive cavitation and stirring not only resulted in a refined microstructure but also significantly decreased the hot tearing susceptibility and improved the mechanical properties. All of the aforementioned characteristics are due to cavity formation, during each process. By combination of techniques, EMS could promote the nucleation process by providing more exogenous particles in the strong cavitation field of UT. Ultrasonic plays a major role in grain refining, decreasing the hot tearing susceptibility and the gas content by introducing a strong cavitation field.
Trans. Nonferrous Met. Soc. China 27(2017) 282-288
R. HAGHAYEGHI
Department of Materials Engineering, Science and Research Branch, Islamic Azad University, Tehran, Iran
Received 2 March 2016; accepted 23 May 2016
Abstract: The effects of ultrasonic treatment (UT) and electromagnetic stirring (EMS) forces, individually and in combination, prior to high pressure die-casting of AA5754 alloy were assessed. The liquid of alloy was subjected to UT, EMS and the combined style and then transferred to the shot chamber. The grain size, mechanical properties, gas content and hot tearing susceptibility were analyzed. The results suggest that the application of each process enhances grain refinement and decreases the porosity of the specimens. UT reduces the grain size from 140 to 82 ��m and decreases the porosity from 5.5% to 1.4%. EMS reduces the grain size to 107 ��m and the porosity to 3.3%. The combination of UT and EMS decreases the grain size and the porosity to 65 ��m and 1.1%, respectively, which are the lowest grain size and porosity ever reported for this alloy achieved via physical processing. Intensive cavitation and stirring not only resulted in a refined microstructure but also significantly decreased the hot tearing susceptibility and improved the mechanical properties. All of the aforementioned characteristics are due to cavity formation, during each process. By combination of techniques, EMS could promote the nucleation process by providing more exogenous particles in the strong cavitation field of UT. Ultrasonic plays a major role in grain refining, decreasing the hot tearing susceptibility and the gas content by introducing a strong cavitation field.
Key words: 5754 aluminium alloy; electromagnetic stirring; ultrasonic treatment; microstructure; die casting
1 Introduction
Grain structure determines the mechanical properties and the structural integrity of metallic specimens. Consequently, modifying the solidification microstructure and methods is of tremendous scientific and industrial interest. Wrought aluminium alloys exhibit good corrosion resistance, high quality weldability and medium strength, which make them attractive for applications in marine and aviation atmospheres. However, grain refinement of these alloys is difficult due to the small solidification temperature window, segregation and dendritic structure. Either chemical stimulation or physical processes can be used to achieve fine grain size. Elements such as Sr or Ti may be added to the Al alloy liquid via chemical method to reduce the grain size, the mechanisms of which were reviewed by QUESTED [1]. However, chemical techniques may introduce undesired exogenous particles into the liquid, resulting in poisoning and dross formation [2]. Therefore, a physical approach may be preferred to prevent such contaminations [3-5]. Physical modifications address the shortcomings of the chemical methods because they are more cost-effective, more environmentally sustainable and do not cause precipitation or poisoning. Furthermore, physical methods improve the mechanical properties of the alloys. RICOU and VIVES [3] reported the microstructural refinement via electromagnetic stirring (EMS) during solidification of aluminium alloys. The application of EMS to an Al alloy [4] and copper alloys [5] has resulted in considerable structural modifications. However, grain refinement by EMS is affected by the distance from the magnets and the skin effect that results in a reduction in the Lorentz force [4].
HAGHAYEGHI et al [6] showed the effect of a melt conditioner (stirrer) on the microstructural refinement with appropriate modifications. However, the disadvantages of using the stirrer could include large power consumption, limitations to the working temperature (above 1000 ��C), temperature control across the barrel and the possible reaction of the melt with the stirrer where improvements are being made. Ultrasonic treatment (UT) during solidification appears to be one of the most promising physical approaches to microstructural refinement. ESKIN [7] reported the use of UT for many alloys including cast and wrought Al alloys. A significant increase in the ultimate tensile stress and the final elongation as a result of improved microstructure and enhanced mechanical properties in A356 [8] and AA7075 [9] alloys via UT has been reported. However, increasing the distance from the horn reduces the effectiveness of the method and would not be viable for a large melt pool.
Currently, industrial production of wrought Al alloys is primarily performed by high pressure die casting where grain refinement must be considered. Die casting technology is a popular manufacturing process for producing constituent segments and specimens. Some advantages of die casting include high productivity and the ability to produce low cost parts with complex geometries [9]. Defects such as porosity, hot tearing, swelling and non-uniform microstructures are challenges of die casting. High pressure die casting has been used to achieve fine grain sizes in many wrought alloys including AA7075 [9] and AA5083 [10] but not AA5754 due to its susceptibility to hot tearing and very small solidification temperature range. This work examines the influence of electromagnetic and ultrasonic fields prior to die casting of a liquid AA5754 alloy and the resulting microstructures and mechanical properties.
2 Experimental
5 kg of the AA5754 alloy was melted at 700 ��C in an electrical resistance furnace. The chemical composition of the alloy is presented in Table 1. EMS and UT were performed separately and in combination on the alloy, as shown in Fig 1(a).
The die cast machine setup and the applied techniques were designed based on the previous works [9,11,12]. As a summary, a magnetic induction system comprised of two coils with a three-phase current was used to generate both rotating and travelling magnetic fields. A 0.025 T magnetic field with an operating frequency of 30 Hz was used. The magnetic field homogeneity was evaluated using a three-axis Gauss meter. UT was achieved using a 1 kW input power and a magnetostrictive transducer at a resonance frequency of 20 kHz [9,11,12]. The horn vibration amplitude of 50 ��m was measured with a vibrometer. The liquid was transferred to the shot chamber using a melt flow indexer which controls the mass and the temperature of the melt [9]. A total of 450 g of melt was used to produce three tensile samples, as shown in Fig. 1(b). A least 5 shots were performed for each processing condition to measure the grain size and mechanical properties and compressed air was used for cooling. A die lubricant was added after cooling. No oil cooling spray was applied to the die surface to prevent the formation of a vapour film. The pouring temperature was 10 ��C above the melting point (TM=643 ��C). The initial velocity and the injection pressure of the shot sleeve were 0.4 m/s and 32 MPa, respectively.
Table 1 Chemical composition of AA5754 alloy (mass fraction, %)

Samples were cut from the mid transverse cross-section of the alloy for metallographic analysis. The samples were anodized at 20 V DC in 3% HBF4 for microstructural analysis. The grain size was determined using the linear intercept method based on ASTM E112-10 [13]. To measure the porosity level, a reduced pressure test (RPT) [14] was used to measure the porosity content in the produced samples. For each set of tests, the melt was poured into a thin-walled steel mould and allowed to solidify under atmospheric pressure and a partial vacuum of 70 Pa. The density indices were then calculated and compared. The tensile samples were in the as-cast shape and no machining was performed on the samples to avoid inducing any residual stresses on them. The tensile tests were performed on an AGS universal testing machine at a strain rate of 1 min-1. The mechanical properties for each processing condition were assessed and compared. The processing procedures were simulated based on the author��s prior works [12,15] using CFD code FLUENT 14.0. The details of the simulation method and calculations can be found in Refs. [12,15].
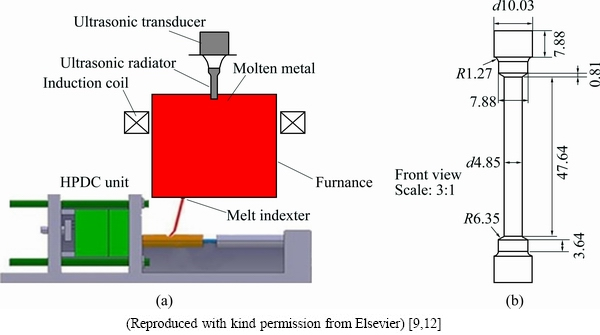
Fig. 1 Alloy fabrication apparatus (a) and schematic of tensile sample geometry (b) (unit: mm)
To analyze the hot tearing susceptibility, a constrained rod mould with some modifications to the design of Ref. [16] was used. The threaded end that could cause stresses at the end was replaced with a threadless end that was adjusted at the end of the bolt to reduce the friction and tension. Moreover, the left end of the rod was made of Ti whereas in this setup, invar was used because of its much lower thermal expansion coefficient. The system can simultaneously measure the contraction (displacement), time and temperature during solidification. The schematic of the mould is shown in Fig. 2.
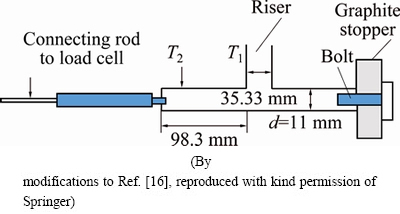
Fig. 2 Schematic of hot tearing test apparatus
The sample has two arms. The first arm has a threadless headset at one end and solidifies quickly due to the low bolt temperature. The second arm records the temperature and force vs displacement and is connected to a data acquisition system. There are two K-type thermocouples in the apparatus, one at the riser end (T1), at which tears may occur, and the other at the end of the rod (T2), as shown in Fig. 2. The mould is closed using a pneumatic system. The minimum detectable force by the load cell is 0.25 N. As a result, any displacement due to possible cracking, solidification shrinkage and thermal contraction could be measured.
3 Results
The microstructure of the sample subjected to the combined approach was more refined than the microstructures resulted from the other processing methods, as shown in Fig. 3. The average grain sizes for the untreated, EMS, UT and the combined technique are 140, 107, 82 and 65 ��m, respectively.
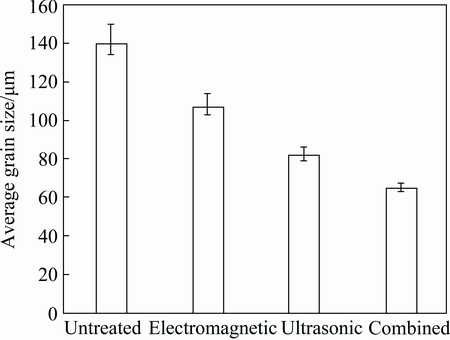
Fig. 3 Average grain sizes of 5754 Al alloy without treatment, with electromagnetic, ultrasonic and combined electromagnetic and ultrasonic treatments
The grain structure of the untreated sample is not uniform, but the grain structure of the treated samples is more uniform. The grain size uniformity and microstructural refinement of the treated samples are improved when both electromagnetic and ultrasonic treatments are used. For example, both coarse and fine structures are observed in the electromagnetically and ultrasonically treated samples but a finer structure is dominant for the combined technique. Figure 4 shows the grain size distribution. In the combined and ultrasonic samples, there is a more refined microstructure throughout the sample with greater than 70% of the grains falling within a narrow defined size range. In the EMS and the untreated samples, the grain size distribution is wide and a non-uniform microstructure is present. The error bars are larger for the untreated and EMS treated samples than for the UT or the combined technique samples.

Fig. 4 Grain size distribution for all sample treatments
The sample porosities are displayed in Table 2, where Da and Dv are the densities of samples solidified in air and under partial vacuum, respectively. Di, the density index, represents the porosity content [9,13]. The porosity of the samples treated with both EMS and UT decreased to ~1% whilst for the untreated sample the porosity content is 5.5%. The ultrasonically treated sample had better degassing behaviour in comparison with EMS.
Table 2 Sample porosity for each treatment technique (Da represents samples densities which were solidified in air, Dv shows densities under partial vacuum, and Di is density index indicating porosity content level)
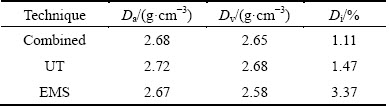
Figure 5 shows the simulated velocity distribution and cavitation phenomenon for each studied technique. The simulations suggest that ultrasonic cavitation occurs around the tip of the horn whereas EMS occurs close to the wall where the electromagnetic sources are located. It is worth mentioning that agitation and cavitation appear in the zones close to the electromagnetic sources and the vibrating horn tip. The power decreases as the distance from these zones increases [15]. The cavitation size is related to the intensity of the electromagnetic and ultrasonic vibrations. Figure 5 shows the velocity distribution and the liquid streamlines for the EMS, UT and the combined techniques. Figure 5(a) shows that the area close to the wall is the most affected zone by the application of the electromagnetic method and the maximum velocity is 0.2 m/s, which was also reported by ZUO et al [17]. As shown in Fig. 5(b), the central part reaches a velocity of 2 m/s when an ultrasonic field is applied. In Fig. 5(c), the whole melt is sheared. The simultaneous application of ultrasonic and electromagnetic fields results in shearing inside the melt where the nuclei are uniformly distributed across the entire liquid. The combined velocity magnitude did not change significantly, indicating that the ultrasonic field is the main contributor to grain refinement. The maximum velocity equals 2.2 m/s at the centre of the container, whereas with the application of only UT, the velocity is 2 m/s. In the combined technique, both the acoustic waves from UT and the electromagnetic vibrations cause cavitation.
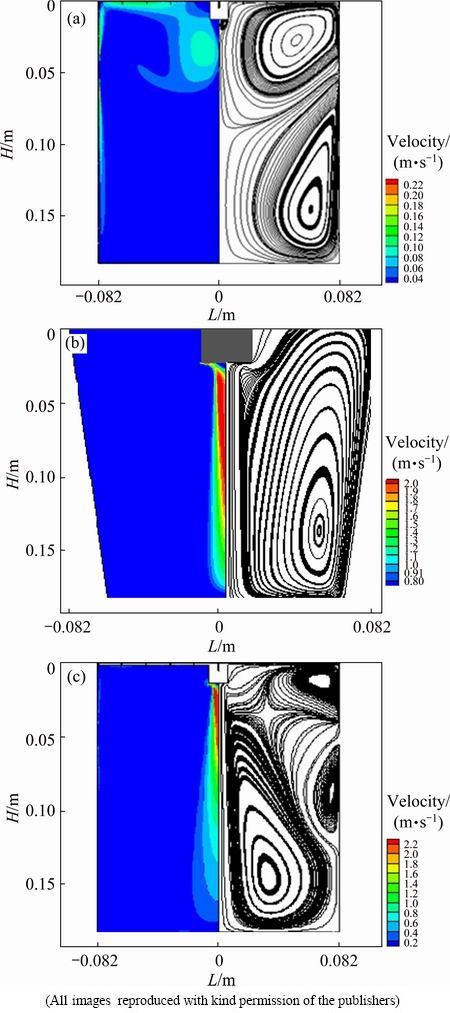
Fig. 5 Velocity distribution and streamline in melt pool via electromagnetic [12] (a), ultrasonic [15] (b) and combined ultrasonic and electromagnetic [12] (c) techniques
Table 3 Mechanical properties of die cast 5754 Al alloy samples before and after treatment with external forces

The tensile test results are presented in Table 3. The application of an external field may affect the mechanical properties but no significant differences were observed between the UT and the combined treatment. The results indicate that the UT could change the mechanical properties significantly, but the same was not observed for EMS.
The combination of EMS and UT increases the mechanical properties the most due to improved grain refinement, but the improvement is similar to that achieved with ultrasonic treatment alone. The results from the hot tearing susceptibility tests are summarized in Table 4.
Table 4 Effect of external field and grain size on hot tearing susceptibility
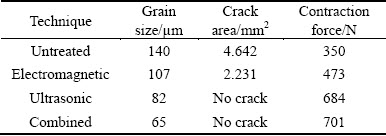
As observed in Table 4, the crack area decreases with decreasing grain size. Thus, grain size is an important factor in hot tearing susceptibility, as has been reported by LI et al [16] and MITCHELL et al [18]. No cracking was observed with the ultrasonic and the combined technique. The contraction force increases with decreasing grain size.
4 Discussion
4.1 Microstructural evolution
The microstructure of the untreated sample contains non-uniform grains whereas microstructure of the treated samples has more uniform grains. Based on NASTAC et al [19] and HAGHAYEGHI et al [12,15], cavitation is the mechanism for structural refinement for UT and EMS. For EMS, the applied Lorentz force via cavitation promotes heterogeneous nucleation, in which foreign particles contribute to grain refinement. The Lorentz force cannot produce a velocity more than 0.2-0.3 m/s; therefore, the nuclei cannot migrate across the melt, and a non-uniform microstructure is obtained [11,15]. The exogenous particle wetting and grain refinement is improved through cavitation during UT. ESKIN [7] proposed three mechanisms for grain refinement by cavitation: 1) cavitation-induced dendrite fragmentation, 2) cavitation-enhanced nucleation and 3) expansion of bubbles in the melt and nucleation at the interface in an undercooled liquid. In the first mechanism, the collapse of bubbles produces shock waves in the melt, which breaks the dendrite arms and thus contributes to nucleation in the melt. However, the first theory is not applicable to the treatments studied here because the temperatures are above the melting point. For the second mechanism, the wetting of impurities via cavitation activates them as nucleation sites and the release of a high pressure following bubble collapse increases the melting point of the alloy based on the Clausius- Clapeyron equation. The melting point increase would be equivalent to undercooling strengthening of the melt, which enhances nucleation [7]. The third mechanism suggests that the expansion of bubbles at the interface between the bubbles and the liquid in an undercooled melt leads to nucleation. Compound particles may contribute to nucleation and act as substrates if they are wetted by the melt [20]. Even if a compound is not wetted by the liquid, the particle may be activated due to liquid penetration to its surface defects. Given an appropriate capillary pressure, this melt could solidify at a particle defect and nucleation initiates from that point. Thus, solidification begins on the pre-existing patches. Once the nuclei form, they distribute homogenously in the liquid due to the strong agitation and shock waves produced by the bubble collapse [21]. In the combined EMS and UT technique, the strong agitations provided by the two external forces create a uniform temperature gradient across the melt, which improves the distribution of the alloying elements. The simulation results by HAGHAYEGHI et al [12] demonstrated that the cavitation-enhanced nucleation is the mechanism by which the melt wets the exogenous particles and turns them into active nuclei. Electromagnetic fields provide more exogenous particles in strong cavitation fields of ultrasonic, resulting in a higher nuclei density. Minor segregation of the alloying elements may lower the surface tension, which decreases the cavitation threshold but also restricts growth. Furthermore, the high cooling rate during die casting increases the refinement of the microstructure.
4.2 Degassing ability
Degassing in die casting processes is of major concern for foundries. Various techniques have been tested to overcome gas porosity. SAMUEL et al [22] reviewed the application of nitrogen, argon or a mixture of both with chlorine and hexachloroethane (C2Cl6) tablets to the melt. Vacuum and ultrasonic degassing were tested by HAGHAYEGHI et al [23], both separately and in combination, but the porosity content was still greater than 2%. However, ~1% porosity was achieved using the combined technique. It is assumed that degassing occurs via the following procedure.
Hydrogen bubbles nucleate on the surface of exogenous non-wettable particles. Enhanced cavitation and turbulence promote improved gas diffusion to the bubbles. Individual bubbles consolidate, resulting in coarse macro-bubbles. Consequently, coarse bubbles float up to the liquid surface via the stokes force and acoustic flows [7].
Degassing improves using UT due to more intensive cavitation, which does not occur during EMS. In the combined EMS and UT process, degassing occurs both close to the radiator and next to the magnetic sources. The agitation produced by the electromagnetic source exposes more bubbles to the radiator front. The degassing process improvement leads to 1.1% porosity, which is lower than the 1.5% porosity reported by MONROE [24] for casting.
4.3 Simulation interpretation
It has been shown that the stress produced by shearing is insufficient to break dendrites [12]. Cavitation due to fatigue may lead to break the oxide layer and activate the nuclei (oxide and intermetallic particles). Figure 5 shows the effects of applying each treatment individually and in combination. In Fig. 5(a), which shows the application of an electromagnetic source, the velocity in the melt reaches approximately 0.2 m/s, which is insufficient to spread the nuclei. The cavitation field is small and limited close to electromagnet sources. In Fig. 5(b), there is a strong agitation and cavitation field around the ultrasonic horn that increases the velocity to 2 m/s and produces a tensile stress of 157 MPa [15]. This tensile stress is well above the stress required to break the oxide particle layer through fatigue and turn them into active nuclei. For the combined technique, the strong agitation from both the ultrasonic and the electromagnetic fields not only provides a uniform temperature gradient but also improves the consistency of the chemical composition. The combined EMS and UT technique produces a pressure field of approximately 4��105 MPa and changes the speed to 2.2 m/s [12]. Such a tensile stress transforms more exogenous particles to active nuclei, as shown in Fig. 5(c). The required number of cycles to break the oxide layer decreases, and thus creates more nuclei prior to solidification. The velocity magnitude does not change significantly with the addition of EMS, indicating that the main contributor to grain refinement is the ultrasonic field. Ultrasonic treatment activates the nuclei whereas the EMS exposes more particles in the cavitation zone of the UT.
4.4 Mechanical properties
Die casting improves the mechanical properties of Al alloys and the application of external forces further changes them. Table 3 shows that the mechanical properties significantly change by applying an ultrasonic field. No significant variations were observed for the combined EMS and UT technique, but the UTS and YS were significantly higher than those of the untreated samples. Thus, a combination of applied external forces along with optimized die casting parameters can improve the mechanical properties of Al alloys.
4.5 Hot tearing susceptibility
MITCHELL et al [18] reported that hot tearing occurs due to thermally and/or mechanically induced stresses acting on semisolid material with limited ductility. For example, complex casting geometries may result in constraints that can place regions of the casting in tension. The variations in the size and morphology of the grains may have important roles in hot tearing. The hot tearing susceptibility decreases when microstructure refinement is enhanced, which is due to improved feeding and better accommodation of the stresses in the mushy zone. Grain refinement decreases thermal contraction and postpones rigidity development, enhances tensile stress and ductility of the semisolid material. Therefore, feeding would improve at high solid fraction. The interaction of these phenomena leads to a lower hot tearing susceptibility [25].
Decreasing the liquid film thickness decreases the hot tearing susceptibility [16]. Additionally, as shown in Table 4, the load develops and increases with decreasing grain size. The contraction force is released when hot tearing occurs and because structures with larger grains are more susceptible to hot tearing, a lower force is required. However, the present study indicates that there are little differences in the microstructure and properties that result from the ultrasonic and the combined EMS and UT. A detailed investigation of the hot tearing behaviour of this alloy will be published in a future work by the author.
5 Conclusions
1) Ultrasonic and electromagnetic fields improve microstructural refinement by enhancing cavitation- induced heterogeneous nucleation. Electromagnetic fields provide more exogenous particles exposed to the ultrasonic field, which improves the microstructural refinement.
2) Combining EMS and UT treatments improves degassing because degassing can occur both close to the radiator and next to the magnetic sources. No considerable competition between the combined and ultrasonic degassing was observed.
3) The simulation results indicate that the improvement in microstructural refinement is due to an intensive cavitation field from the ultrasonic treatment. EMS activates more nuclei because the particles are exposed to the high cyclic stresses from the ultrasonic treatment.
4) The application of external fields prior to die casting may enhance the properties of the alloy and decrease the hot tearing susceptibility. The ultrasonically treated samples do not show significant changes in the mechanical properties compared to the combined EMS and UT samples.
5) UT via strong cavitation field results in a refined microstructure and improved degassing of the melt.
6) Hot tearing susceptibility decreases in the ultrasonically treated and the combined EMS and UT samples because of grain refinement.
7) The application of UT alone is sufficient to improve the grain size and the mechanical properties of HPDC samples. At an industrial scale, multiple ultrasound treatments under the optimized conditions could be employed to overcome the limitations of the cavitation zone.
Acknowledgements
The author expresses his gratitude to all contributing companies for their support.
References
[1] QUESTED T E. Understanding mechanisms of grain refinement of aluminium alloys by inoculation [J]. Mater Sci Technol, 2004, 20: 1357-1369.
[2] MURTY B S, KORI S A, CHAKRABORTY M. Grain refinement of aluminium and its alloys by heterogeneous nucleation and alloying [J]. Int Mater Rev, 2002, 47: 3-29.
[3] RICOU R, VIVES C. Experimental study of electromagnetic casting of aluminium alloys [J]. Met Mater Trans B,1985, 16: 377-384.
[4] ZUO Yu-bo, CUI Jian-zhong, WANG Yang, LIUXiao-tao, ZHAO Zhi-hao, ZHANG Hai-tao. Effect of low-frequency electromagnetic field on the as-cast microstructure of a new super high strength aluminium alloy by horizontal continuous casting [J]. China Foundry, 2005, 2(1): 48-51.
[5] YU Jian-bo, JIANG Jian-ming, REN Zhong-ming, REN Wei-li, DENG Kang. A new method of continuous casting of copper billets by a combination of AC current and magnetic fields [J]. Mater Des, 2009, 30: 4565-4569.
[6] HAGHAYEGHI R, ZOQUI E J, GREEN N R, BAHAI H. An investigation on DC casting of a wrought aluminium alloy at below liquidus temperature by using melt conditioner [J]. Alloys & Compd, 2010, 502: 382-386.
[7] ESKIN G I. Ultrasonic treatment of light alloy melts [M]. Amsterdam: CRC press, Taylor and Francis, 1998.
[8] JIAN X, MEEK T T, HAN Q. Refinement of eutectic silicon phase of aluminium A356 alloy using high-intensity ultrasonic vibration [J]. Script Mater, 2006, 54: 893-896.
[9] HAGHAYEGHI R, HEYDARI A, KAPRANOS P. The effect of ultrasonic vibrations prior to high pressure die-casting of AA7075 [J]. Mater Letter, 2015, 153:175-178.
[10] LEE J H, KIM H S, HONG S I, WON C W, CHO S S, CHUN B S. Effect of die geometry on the microstructure of indirect squeeze cast and gravity die cast 5083 wrought Al alloy and numerical analysis of the cooling behaviour [J]. Mater Proc Technol, 1999, 96: 188-197.
[11] HAGHAYEGHI R, KAPRANOS P. Direct chill casting of AA7449 aerospace alloy under electromagnetic and ultrasonic combined fields [J]. Materials Science Forum, 2015, 828-829: 48-52.
[12] HAGHAYEGHI R, EZZATNESHAN E, BAHAI H. Experimental�C numerical study of AA5754 microstructural evolution under electromagnetic ultrasonic merged fields [J]. Mater Proc Technol, 2015, 225: 103-109.
[13] ASTM E112-10. Standard test for determining average grain size [S].
[14] RASMUSSEN W, ECKERT C E. Cleaning up your metal [J]. Modern Casting, 1990, 2: 55-58.
[15] HAGHAYEGHI R. Numerical and experimental investigation of the grain refinement of liquid metals through cavitation processing [J]. Met Mater Int, 2013, 19: 959-967.
[16] LI S, SADAYAPPAN K, APELIAN D. Role of grain refinement in the hot tearing of cast Al-Cu alloy [J]. Met Mater Trans B, 2013, 44: 614-623.
[17] ZUO L, CHEN X, NAYFEH S. Design and analysis of a new type of electromagnetic damper with increased energy density [J]. Vibration & Acoustics, 2011, 133: 041006.
[18] MITCHELL J B, COCKCROFT S L, VIANO D, DAVIDSON C, STJOHN D. Determination of strain during hot tearing by image correlation [J]. Metall Mater Trans A, 2007, 38: 2503-2512.
[19] NASTAC L, ZHANG D, JIA S, XUAN Y. Advances on experimental and numerical modelling of Al-based alloys and nanocomposites fabricated via ultrasonic and electromagnetic processing [C]// Proceeding of the 8th International Conference on Electromagnetic Processing of Materials EPM2015. Cannes, France, 2015: hal-01331353.
[20] ESKIN D G. Ultrasonic processing of molten and solidifying aluminium alloys: Overview and outlook [J]. Mater Sci Technol, 2016, 32: 1-10.
[21] ESKIN D G. Ultrasonic melt processing: Achievements and challenges [J]. Mater Sci Forum, 2015, 828-829: 112-118.
[22] SAMUEL A M, SAMUEL F H. Review: Various aspects involved in the production of low hydrogen aluminium castings [J] Mater Sci, 1992, 27: 6533-6563.
[23] HAGHAYEGHI R, BAHAI H, KAPRANOS P. Effect of ultrasonic argon degassing on dissolved hydrogen in aluminium alloy [J]. Mater Lett, 2012, 82: 230-232.
[24] MONRE R. Porosity in castings [J]. AFS Transactions, 2005, 113: 519-546.
[25] GRANDFIELD J, ESKIN D G, BAINBRIDGE I. Direct-chill casting of light alloys [M]. New York: Wiley publisher Science, John Wiley & Sons, 2013.
R. HAGHAYEGHI
Department of Materials Engineering, Science and Research Branch, Islamic Azad University, Tehran, Iran
ժ Ҫ���ڸ�ѹģ��AA5754�Ͻ�ǰ���ֱ���ó��������͵�Ž�����������ʹ�ö�������д�����������Ӱ�������������������������Ž������ϴ�����ĺϽ����屻ת����ע��ǻ���ԺϽ�ľ����ߴ硢��ѧ���ܡ������������������Խ��з���������������������崦����������ʹ�Ͻ�ľ���ϸ������϶�ʼ�С����������ʹ�Ͻ�����140 ��m��С��82 ��m����϶�ʴ�5.5%��С��1.4%����Ž���ʹ�Ͻ�����С��107 ��m����϶�ʼ�С��3.3%����ϴ���ʹ�Ͻ����Ϳ�϶�ʽ����úϽ�����������崦�������б������������ֵ���ֱ�Ϊ65 ��m��1.1%��ǿ�ҵĿջ�ЧӦ�ͽ��費�����Եõ�ϸ��������֯������Ҳ��С���������ԣ������ѧ���ܡ����������������������崦�������в����ն���ͨ����ϴ�������Ž�����ǿ�ҵij����ջ������ṩ�������������Դٽ��κˡ���������ͨ������ǿ�ҵĿջ������ھ���ϸ������С���������Ժͺ���������������Ҫ���á�
�ؼ��ʣ�5754���Ͻ𣻵�Ž��裻��������������֯��ģ��
(Edited by Yun-bin HE)
Corresponding author: R. HAGHAYEGHI; Tel: +98-21-88094708; E-mail: rhaghayeghi@gmail.com
DOI: 10.1016/S1003-6326(17)60032-3

