DOI��10.19476/j.ysxb.1004.0609.2017.10.13
ԭλ����TiC-M7C3�������ӽṹ����ɻ���Ħ��ѧ����
Ԭ��¼1���� ��2��������3
(1. ��Ͽ��ѧ ��е�붯��ѧԺ ˮ���е�豸�����ά������ʡ�ص�ʵ���ң��˲� 443002��
2. ���ݴ�ѧ ��е����ѧԺ������ 213164��
3. �Ϻ���ͨ��ѧ ���Ͽ�ѧ�빤��ѧԺ �Ϻ��м�����������ϸ����ص�ʵ���ң��Ϻ� 200240)
ժ Ҫ����Fe-Ni-Cr-Ti-C��ĩΪԭ�ϣ����õ�������ԭλұ�����ڵ�̼�ֱ���ϳɿ������������ǿTiC-M7C3/Fe����Ϳ�㡣���ù�ѧ������ɨ��羵���������ס�X���������ǡ�ͬ���ȷ����Ǽ�����ѧ���㣬����TiC��M7C3������������������ɻ���Ħ���������������ӽṹ��Ħ��ѧ���ԡ����������ԭλ�ϳ�ʱ������TiC����Ϊ������M7C3���κ˻��״ٽ�M7C3�κˣ�TiC-M7C3���������뵥һM7C3��ǿ�����ĥ�������31.5%����ɻ���Ħ�������뻬������֮�����ָ�������ȶ���ϵy=a-b��cx��������ǿʱ��M7C3ĥ���������ʺʹ���������ӣ�Ϳ��ĸɻ���ĥ�������ҪΪĥ��ĥ�������ĥ��
�ؼ��ʣ�ԭλұ��TiC-M7C3�����ӽṹ���ɻ�����Ħ��ѧ
���±�ţ�1004-0609(2017)-10-2062-10���� ��ͼ����ţ�TG115��TH117.3���� ���ױ�־�룺A
ĥ���ǻ�е�豸ʧЧ����Ҫԭ������ĥ������ҪΪ�߸�����������ǿ��Ϊ����̼����M7C3��ȫ�������Դ���ޣ��ҹ�����ƶ�����ң���10�������Դ�������ģ���۸�Ҳ������4~5�����Ӷ���Լ�˸߸���ĥ���ϵ�Ӧ�á�
ԭλ����TiC-M7C3��Ԫ������ǿͿ��������ܹ�ע�����ȣ�ԭλ������̼��������ڲ�ȱ���١��ֲ����ȡ���������Ⱦ�������������ʪ�Ժá����ǿ�ȸߵ��ŵ㣻��Σ���Ԫ̼������Կ˷���һ̼����ʹ���ϵľ����ԣ���Ԫ��ǿ��֮����ԡ�ȡ�����̡����Ի������ǿ������Эͬ���á�[1-2]�������Ϳ�㼼���ɽ�ʡ���ز��ϵ�ʹ�á����Ʋ��ϱ������ܡ���߲��ϱ�����ĥ�ԡ��ؿ�����Ӧ���������ʺ���[3-4]������(Ti-Fe)������(Cr-Fe)����ԭ����(Fe)��ʯī(C)Ϊԭ�ϣ�������Fe-Cr-C��Fe-Cr-Ti-Cϵ�Ͻ��ĩ�����õ����ӶѺ��豸��20 g�ְ�����Ʊ���TiC-M7C3/FeͿ�㣬�о���Ϳ�����֯����Эͬ��ĥ���ܣ��ó�Fe-Cr-Ti-Cϵ�Ͻ����ͬCr������Fe-Cr-Cϵ�Ͻ�Ӳ�ȸ��ߣ���ĥ�����ܸ��õĽ��ۡ����й�ԭλ����TiC��M7C3����������������ɻ���Ħ��ĥ�����������о���Ȼ���١�
��ˣ��������߷ֱ���Fe-30Ni��Cr�ۡ�Ti�ۼ�ʯīΪԭ�ϣ�����Fe-Ni-Cr-Ti-C��Ϸ�ĩ�����õ�������ԭλұ���գ���Q235������ͨ��ԭλ��Ӧ�Ʊ�TiC-M7C3������ǿFe������Ϳ�㣻����TiC������M7C3������Ϳ���еĻ�������������������TiC-M7C3�������ӽṹ�ĸɻ���Ħ��ѧ���ԡ�
1 ʵ��
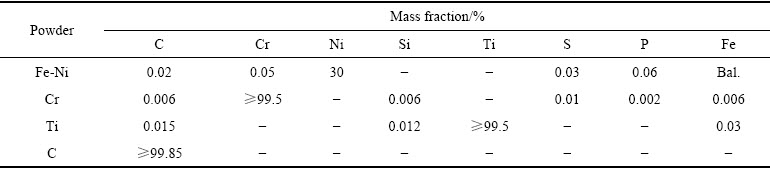
�Ʊ�Ϳ��Ļ���Ϊ��ͨ�ṹ��Q235A���ߴ� 100 mm��50 mm��5 mm���Ա��������ɰ������ȥ��������ƹ��������γɵİ�����̡�����Ƥ�ȡ��Ʊ�TiC-M7C3/Fe����Ϳ���ԭ��ΪFe-30Ni��Cr�ۡ�Ti�ۼ�ʯī(�ɷּ���1)��Ϊ����ԭλ������TiC����M7C3��ǿFe��Ϳ����жԱȷ�����ͬʱ�Ʊ��˲���Ti�۵�M7C3/FeͿ�㡣�Ʊ�TiC-M7C3/FeͿ��ʱ��ĩ�Ļ�ϱ���(��������)Ϊ24% Cr��1% Ti��4.89% C������ΪFe-30Ni��Ϊ����TiC-M7C3������ǿ����Ϳ������ܽ��жԱȷ�������������ͬʱ���Ʊ��˲���TiC�ĵ�һ��״̼����M7C3��ǿ����Ϳ��M7C3/Fe���Ʊ���Ϳ��ķ�ĩ��ϱ���Ϊ24% Cr��4.87% C������ΪFe-30Ni��
��1 ��ĩ��ѧ�ɷ�
Table 1 Chemical compositions of deposited powders
���о����õ����ӻ�ԭλ�ϳɷ������Ʊ�Ϳ�㡣�Ʊ�ǰ���ȰѸ���ĩ���и��ﴦ��(120 �棬1 h)��Ȼ������ϱ�����ȡ��ĩ����ϡ�����ĩ��Ͼ��Ⱥ�װ��ճ���ڻ����ϵı�����(����)��ѹʵ��������ʹ�ñ�����Ŀ�ģ�һ�Ƿ�ֹ�����Ϸ�ĩ�ڵ����ӻ����ȹ����б����弰�����ӻ������������������ߵ�ѹ������ɢ�����ǽ���Ϳ�����ȴ�ٶȣ��ӳ��۳���Ԫ��ԭλ��Ӧʱ�䣬ʹ̼���ᄃ��õ������������ӻ�ԭλұ��ʱ�����÷ǻ��Ա������б����ĩ����Ԥ�ۻ�(��ǻ��ĵ����������ϵͣ��ɱ����ĩ����)��Ȼ�����л���ת�����ȣ������¶Ƚϸ�(10000~15000 ��)����Ѹ���ۻ���ĩ�������ﵽұ���ϡ�
Ϳ���Ʊ��������и���������������������ø�ʴ��(V(HCL):V(C2H5OH)=1:1)���������и�ʴ����MDJ200��ѧ���������۲������֯����JSM-6510LA��ɨ��羵����ĥ���漰ĥ��ĥ�����۽ṹ����Inca X-Max �����Ƿ�����֯��ĥ��Ԫ����ɼ���������DX-2700X��X���������Ƿ���Ϳ��������ɡ���HV1000����Ӳ�ȼƲ�����Ӳ�ȣ��غ�����Ϊ300 g������ʱ��10 s��
�ɻ���Ħ��ĥ��������M-2000��������Ͻ��С�Ħ������Ϊ���غ�200 N�������ٶ�0.836 m/s����������500 m��Ϳ��Ϊ���������ߴ�30 mm��7 mm��5 mm������ֲڶ�Ra��0.6 ��m��������(ż��)ΪT10���֣����⾶�ֱ�Ϊd 40 mm��d 16 mm�����Ϊ10 mm�������ʴ���������Ӳ��Ϊ(60��1) HRC������ֲڶ�Ra��0.8 ��m��Ħ��������������Զ��ɼ����ɼ�Ƶ��Ϊ100��/s��Ħ��������������Դ��ĺ���������Զ���������¼(���·�Χ0~500 ��)��
���ϵ���ĥ����һ����ĥ�������������Ҷ��ڲ�ͬ���о��������ò�ͬ��ĥ���ʣ�����ڹ̶������ĥ������õ�λ����ĥ���ʣ���������Ħ��������õ�λʱ���ڵ�ĥ���ʣ������ܶȲ�ͬ���ϼ��ĥ�������ĥ���ʡ�����ԭλ����̼����TiC��M7C3�Լ�Fe����֮����ܶ����ϴ���ˣ����о��������ĥ���ʱ���Ϳ�����ĥ�ԣ�����ʽΪ[5]��
 (mm3/(N��m)) (1)
(mm3/(N��m)) (1)
ʽ�У���m��Ħ�������е�������ʧ��ĥ��ǰ���������MettlerAG204�͵��ӷ�����ƽ����(����0.1 mg)�����ȡ3�β���ƽ��ֵ�� ��Ϳ����ܶȣ�gm/cm3�����ɽ�ˮ���������V������MettlerAG204��ȡ����m�������=m/V�����ܶȣ�Fn������غɣ�N��L��Ħ�����룬m��Ϳ��ĥ�������ò���ɷ���SEM��EDS������
��Ϳ����ܶȣ�gm/cm3�����ɽ�ˮ���������V������MettlerAG204��ȡ����m�������=m/V�����ܶȣ�Fn������غɣ�N��L��Ħ�����룬m��Ϳ��ĥ�������ò���ɷ���SEM��EDS������
2 ���������
2.1 �Ͻ���ϵ��ͼ����
���о����Ȳ�������ѧ��ͼ��������Thermo- Calc��Fe-Ni-Cr-C��Fe-Ni-Cr-Ti-C��Ԫ�Ͻ���ϵ��ƽ����ͼ�����˼��㣬�����ͼ1��ʾ�����Կ�����1) Fe-Ni-Cr-C�Ͻ���ϵ�������̼����ԼΪ5.3%�������̼����Ϊ 4.87%��Ϳ��Ϊ�ǹ�����֯�����¶�����4.87% C����ʱ���ȴ�Һ������������̼����M7C3�����¶Ƚ���1363 Kʱ������L����ת�䡣�¶��½���1344 Kʱ��Һ����������ʣʯī�����Ϳ����Ҫ��֯Ϊ�����á�M7C3����ʣʯī(��ͼ1(a))��2) Fe-Ni-Cr-Ti-C�Ͻ���ϵ������̼����ԼΪ5.2%�������̼����Ϊ 4.89%��Ϳ��Ϊ�ǹ�����֯�����¶���4.89% C�½�ʱ���ȴ�Һ��������TiC�����¶Ƚ���1520 Kʱ���ٴ�Һ��������M7C3���¶��½���1356 Kʱ������L����ת�䡣�¶��½���1314 Kʱ��Һ����������ʣʯī�����Ϳ����Ҫ��֯Ϊ�á�TiC��M7C3����ʣʯī(��ͼ1(b))������������������Ʊ����Ʊ���Ϳ���п��Ի�ö�Ԫ̼����TiC��M7C3��
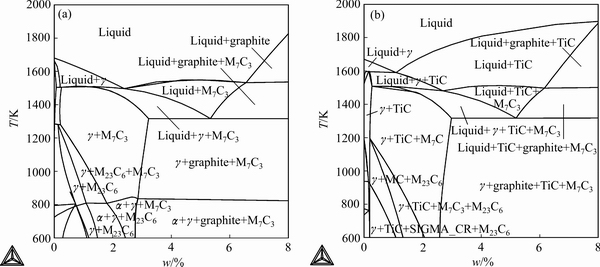
ͼ1 Fe-Ni-Cr-C��Fe-Ni-Cr-Ti-Cϵ��ֱ������ͼ
Fig. 1 Calculated vertical section diagrams of Fe-Ni-Cr-C(a) and Fe-Ni-Cr-Ti-C(b) systems
2.2 Ϳ����֯�ṹ
ͼ2��ʾΪFe-Ni-Cr-C��Fe-Ni-Cr-Ti-Cϵ�Ͻ��ĩ��������ԭλұ�����Ʊ�Ϳ���XRD�ס����Կ�����1) ��Fe-Ni-Cr-C��Ϸ�ĩ�Ʊ�Ϳ�����Ҫ��֯Ϊ�������[Fe,Ni]��̼����M7C3��2) ��Fe-Ni-Cr-Ti-C��Ϸ�ĩ�Ʊ�Ϳ�����Ҫ��֯Ϊ�������[Fe,Ni]��TiC��M7C3���������Fe-Ni-Cr-Cϵ��ĩ������1%Ti��Ϳ���кϳɳ���TiC��M7C3����̼���
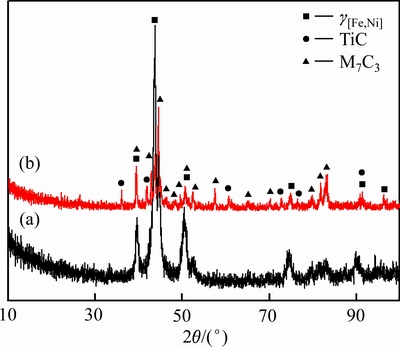
ͼ2 Fe-Ni-Cr-Cϵ��Fe-Ni-Cr-Ti-Cϵ��XRD��
Fig. 2 XRD patterns of Fe-Ni-Cr-C(a) and Fe-Ni-Cr-Ti-C(b) systems
ͼ3��ʾΪFe-Ni-Cr-Cϵ��ĩ�Ʊ�Ϳ����֯�����Կ���Ϳ���ۺ�Ƚӽ�3 mm��Ϳ������巢���ۺϣ�����֮��Ϊұ���ϣ�Ϳ���ڲ�����֯�ɷֲ��Ͼ��ȵĻ��塢��״������״��֯���(��ͼ3(a))������֯�Ŵ����Կ�����״��֯Ϊ�����νṹ(��ͼ3(b))��Ϊ�˹۲��״��֯����ά��������������Χ����������ʴ���������Կ��������ο�״��֯����ά�ṹΪ������״(��ͼ3(c))��EDS�������������֯��Ԫ�����Ϊ29Fe-3Ni-64Cr-4C(����2)�����XRD���������֪����������Ϊ����̼����M7C3(M=Fe, Ni, Cr)����������������[6-7]��Ϊ�˷��㣬��Fe-Ni-Cr-Cϵ��ĩ�Ʊ�Ϳ����ΪM7C3/FeͿ�㡣
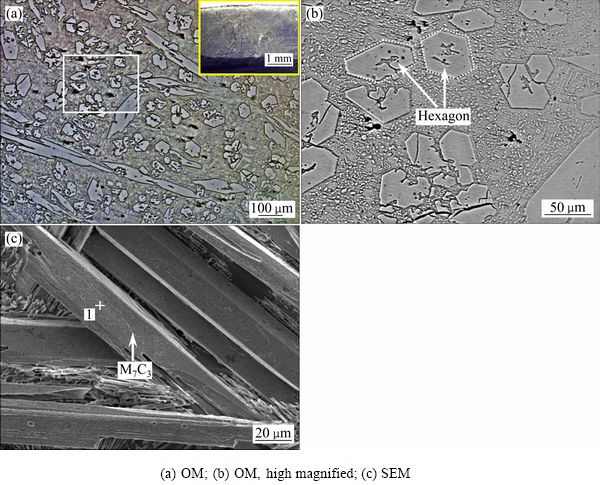
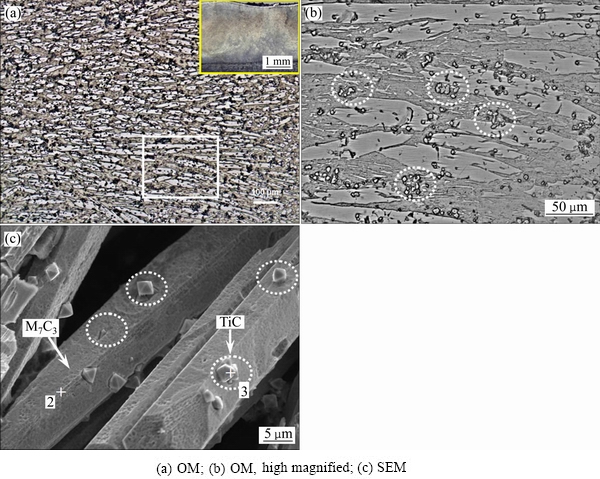
ͼ4��ʾΪFe-Ni-Cr-Ti-Cϵ��ĩ�Ʊ�Ϳ����֯�����Կ���Ϳ���ۺ�Ƚӽ�3 mm��Ϳ������巢���ۺϣ�����֮��Ϊұ���ϣ�Ϳ���ڲ�����֯�ɷֲ��Ͼ��ȵ���ɫ��״����ɫϸ�������������(��ͼ4(a))���Ŵ����Է��֣���������ɫ�����о��ֲ�������ϸС������֯(��ͼ4(b))��ͬ����Ϳ�����������ʴ���������Կ���������漰�ڲ��������п���(��ͼ4(c))�����EDS(��2)��XRD���������֪��������֯Ϊ����̼����M7C3��������֯ΪTiC������ά��������Ϊ�����壬�ߴ���10~20 ��m֮�䣬ԶС��M7C3���������ͬ�����£�TiC�������ٶ�ԶС��M7C3�ġ�Ϊ�˷��㣬��Fe-Ni-Cr-Ti-Cϵ��ĩ�Ʊ�Ϳ����ΪTiC-M7C3/FeͿ�㡣
�Ա�ͼ3(a)��ͼ4(a)���Է��֣���Fe-Ni-Cr-Cϵ��ĩ����������1%Ti��Ϳ��������M7C3���������ˣ����ߴ��С�ˡ��������ӵ�Ti��ԭλ�ϳɵ�M7C3��ϸ���ߴ�ʹٽ��κ˵����á�
ͼ3 Fe-Ni-Cr-CϵͿ����֯
Fig. 3 Microstructures of coating of Fe-Ni-Cr-C system
ͼ4 Fe-Ni-Cr-Ti-CϵͿ����֯
Fig. 4 Microstructures of coating of Fe-Ni-Cr-Ti-C system
��2 ���������
Table 2 Results of EDS analysis
2.3 TiC-M7C3���������ľ���ѧ�ṹ��ϵ
��Fe-Ni-Cr-Ti-C��ϵ��ͼ(��ͼ1(b))��֪��Ϳ����ȴ�����У����ȷ���L��TiCת�䣬Ȼ��ΪL�� TiC+M7C3����Һ����������TiC�����ΪM7C3��TiC-M7C3/FeͿ����֯���(��ͼ4)��������M7C3���ڲ�������TiC������˵��TiCӦ����M7C3���ɡ����������Ϳ���е�Ti��M7C3������ϸ���ߴ�ʹٽ��κ˵����á������������TiC(s) ����Ϊ������M7C3���κ˼����Ӷ��ٽ�M7C3��Ϳ���е��κ˺�ϸ���ߴ硣
���ִ�����M7C3�Գ�����TiC(s)Ϊ�������κ˵�������ͨ������֮��ľ���ṹ��ϵ�������ɾ�����湲�����ۿ�֪[8]�������������ԭ�����кͼ���������TiC(s)�ĵ����ʱ�������Ľ��������ܽ��͡���ʱ��������TiC(s)���дٽ�������M7C3�κ˵����á���Ϊԭ�Ӵ��ڵ���ƽ��λ��ʱ�������ܽϵͣ�ƫ���λ�þͻ��������ܵ����ߡ���Һ��ԭ����������������ʱ���轵��������������ܣ������������ĵ������ȡ������κ�ʱ��������������Ϊ���������٣����Ϊ����ƥ�䡣��������£�ֻҪ�����������ȴ���һ����С�ķ�Χ���Ϳ���ʵ��������湲���Ӧ����ʱ�����������������ྦྷ��֮����нϵ͵Ľ��������ܣ������ڴ������κˡ�BRAMFITT[9]��TURNBUL��[10]�ĵ������ȹ�ʽ�Ľ���ͨ������������ָ��������������ָ�������غ϶�����������֮��ĵ������ȣ��乫ʽΪ
 (2)
(2)
ʽ�У�(hkl)s����ӹ�����ĵ�ָ�����棻[uvw]s��(hkl)s�����ϵĵ�ָ������(hkl)n�Ǿ��˵ĵ�ָ�����棻[uvw]n��(hkl)n�����ϵĵ�ָ������d[uvw]n����[uvw]n����ĵ����ࣻd[uvw]s����[uvw]s����ĵ����ࣻ ��[uvw]s��[uvw]n֮��ļн�(��90��)���о�����������������
��[uvw]s��[uvw]n֮��ļн�(��90��)���о����������������� ��6%ʱ������������Դٽ��������κ˷dz���Ч��6%����12%ʱ������������Դٽ��������κ�Ϊ��Ч������12%ʱ������������Դٽ��������κ�Ϊ��Ч��
��6%ʱ������������Դٽ��������κ˷dz���Ч��6%����12%ʱ������������Դٽ��������κ�Ϊ��Ч������12%ʱ������������Դٽ��������κ�Ϊ��Ч��
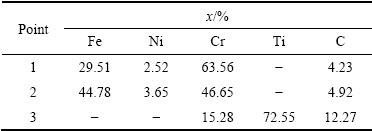
��XRD������֪������Ti�ۺ�Ϳ���д�����M7C3�ľ���ṹΪ����ϵ��������Ϊa=0.701 nm��b=1.214 nm��c=0.453 nm��������TiCΪ���������ṹ��������Ϊa=0.432 nm����TiC��M7C3�ľ������ֱ����ʽ(2)����ó���ָ������(110)TiC��(001)M7C3֮��Ĵ����Ϊ=9.3% (����3)������6%����12%��Χ������TiC����Ч�ٽ���״̼����M7C3���κˡ���������ʵ�������Ǻ�(��ͼ4)��TiC��M7C3�ľ�������ϵ��ͼ5��
ͼ5 ������TiC�������M7C3�������ȹ�ϵ
Fig. 5 Relationship of lattice misfits between TiC and M7C3
2.4 TiC-M7C3ԭλ��Ӧ����ѧ
��XRD���������֪(��ͼ2)����Fe-Ni-Cr-C������Ti�ۺ�Ϳ���кϳ���M7C3��TiC����̼�����֯�����ʾ(��ͼ4)����M7C3�����ڲ��ͱ������TiC����������ѧ������������M7C3�������TiCΪ�����з������κˡ����Ե�Ti��������ʱ������TiC�������ӣ�M7C3�κ����࣬ʹM7C3����õ���ϸ�����������������߲�������ѧ����Դ˼��Է�����
��3 TiC��M7C3��ָ�����ϵĴ���ȼ�����
Table 3 Calculation results of two-dimensional lattice misfits between planes of TiC and M7C3

����Fe-Ni-Cr-Ti-C��ϵͿ����û�м�������̼����(�磺Fe3C��Cr4C��Cr23C6��Cr3C2��)����˽���Ƚ���ϵ����M7C3��TiC����̼��������ס����⣬����̼����M7C3 (M=Fe, Ni, Cr)����Fe��Niȡ��Cr7C3�в���Cr���ɡ���ˣ��ɼ�Ϊ��ϵ����Cr7C3��TiC����̼��������ס�������̼����ķ�ӦʽΪ
Ti+C��TiC (3)
7Cr+3C��Cr7C3 (4)
���ֻ�ѧʽ��ͬ�¶��µķ�Ӧ�Ⱥ������ܲ�����ʽ���㣺
 (5)
(5)
 (6)
(6)
 (7)
(7)
ʽ�У� ��
�� �ֱ�Ϊ�¶�Tʱij����i�ķ�Ӧ��ЧӦ�ͷ�Ӧ�ز
�ֱ�Ϊ�¶�Tʱij����i�ķ�Ӧ��ЧӦ�ͷ�Ӧ�ز Ϊ��Ӧ��Gibbs�����ܣ����ʵ�Ħ����ѹ����
Ϊ��Ӧ��Gibbs�����ܣ����ʵ�Ħ����ѹ����
 ��J/(mol��K)��
��J/(mol��K)�� ��
�� Ϊ���ʷ�����������Ⱥ�����أ����������������ڷ�Ӧ�����������Ϊ��+�����Ƿ�Ӧ����Ϊ��-�����������õ�����ѧ���ݼ���4����������ͼ6��
Ϊ���ʷ�����������Ⱥ�����أ����������������ڷ�Ӧ�����������Ϊ��+�����Ƿ�Ӧ����Ϊ��-�����������õ�����ѧ���ݼ���4����������ͼ6��
��ͼ6(a)��ʾ����Ӧʽ(3)��(4)��Gibbs�����ܡ�G��Ϊ��ֵ��˵��������ѧ�ϣ�������Ӧ���ܷ���������Ӧʽ(3)�ġ�GԶ����ʽ(4)�ģ����Է�ӦʽTi+C=TiC������������������ѧ�ϸ�������̼����TiC��ͬʱͼ6(b)��ʾ����Ӧʽ(3)��(4)�ķ�Ӧ�����ʡ�H�ľ���ֵ���Ƚϴ�˵����Ӧ�����з��Ƚ϶ࡣ
ͼ7��ʾΪFe-Ni-Cr-C��Fe-Ni-Cr-Ti-C��ϵ��DSC���������Կ�����û������Ti��ʱ��Fe-Ni-Cr-C��ϵ��ȴ����ֻ��һ�����ȷ壬���¶�Ϊ1537 K����ͼ6(a)����ѧ����ķ����¶�1500 K�ӽ���������1% ��Ti��Fe-Ni-Cr-Ti-C��ϵ�����������ȷ壺����һ���ϴ�ķ��ȷ��¶�Ϊ1532 K���ӽ�1537 K����֪�÷��ȷ�ӦΪʽ(4)��Ӧ���ȣ���һ����С�ķ��ȷ��¶�Ϊ1579 K�����¶ȴ���1532 K����֪�÷��ȷ�ӦΪʽ(3)�ķ�Ӧ���ȡ�ͬʱ��ͼ7��ʾ7Cr+3C=Cr7C3�ķ�Ӧ����Զ����Ti+C=TiC����������Ϳ����ԭλ�ϳɵ���״̼����Cr7C3Զ����TiC������Ϳ����֯������Ǻ�(��ͼ4)��
2.5 TiC-M7C3�������ӽṹ�ɻ���Ħ��ѧ����
ͼ8��ʾΪͿ��M7C3/Fe��TiC-M7C3�ĸɻ���Ħ��������Ħ�������滬������ı仯�����Կ�����Ħ����ʼ��(�����ܺϽΡ�)Ϳ���Ħ��������һ����С��Χ�ڲ������ϣ�Ȼ��������һ���ϴ�Χ�IJ����ں���һ������ȶ�״̬(�����ȶ��Ρ�)���γ�һ����S�������ߡ���һ��״M7C3��ǿͿ���ڡ��ܺϽΡ���Ħ������������Χ���TiC-M7C3����Ϳ��Ĵ��ܺϽΡ�Ħ�������IJ������������½Ӵ���������Ħ���۱����ϰ���ƽ����[1]����Ϊ��ʼĦ��ʱ���ߵ�������Ħ�����������䣬Ħ������������֮������Ħ������֮��������ƥ�䣬����ı��汻ĥ�����µı����γɣ�����Ħ������ṹ�����仯���ɴ����Ħ�������ڻ���������������С�IJ�����
�ɻ���Ħ����һ�������ص���Ħ�������а����нϴ�����������ʹ��ݡ���Ħ��ʱ��������Ħ������������Ѹ�ٴ��ߣ������¶ȡ�����Ħ�������£�Ħ����֮�䲻������������(����Ħ��ϵ���ϴ�)���Ҳ������������ܱ���ʱ���ߣ�ֻ��ͨ���ȴ����������豸���������[12]������Ħ����������Ħ��ʱ����Ӵ�����ʵΪ��Ӵ�����Щ����һ��ѹ���½Ӵ���������Ի����������ϳ��ֺܸߵ�˲���¶�(��ơ����¡�)�����³����ڼ����ı����ϣ����¶ȸߴX�����϶ȣ�������ʱ��Ϊ�����뵽���룬���ڻ���������ʱ�̱仯������Ħ���Ƚ��ͷ�����Щ���ϣ�������������ܸߣ����ﵽһ��ֵ��ʹĦ������ĥ���������ת�䣬�緢������ĥ��
��4 �������õ�����ѧ����[11]
Table 4 Thermodynamic parameters

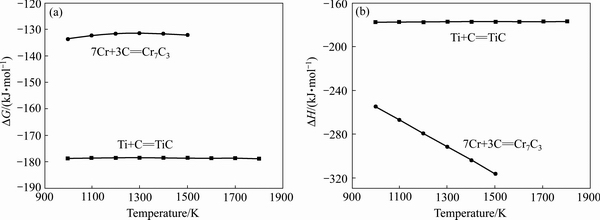
ͼ6 ʽ(3)��(4)��Gibbs�����ܡ�G�ͷ�Ӧ�����ʡ�H���¶ȱ仯
Fig. 6 ��G-T(a) and ��H-T(b) curves of reactions (3) and (4)
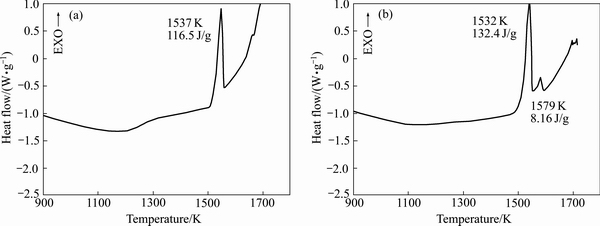
ͼ7 Fe-Ni-Cr-C��Fe-Ni-Cr-Ti-C��ϵ��DSC����
Fig. 7 DSC curves of Fe-Ni-Cr-C(a) and Fe-Ni-Cr-Ti-C(b) systems
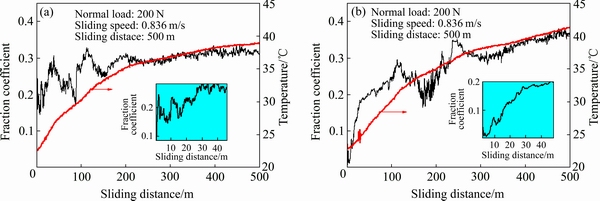
ͼ8 M7C3/Fe��TiC-M7C3/FeͿ��Ħ�������仯
Fig. 8 Variation of friction coefficient of M7C3/Fe(a) and TiC-M7C3/Fe(b) coatings
ͼ9��ʾΪ������С���˷��Ըɻ���Ħ�������ͻ�������֮���ϵ��������ϣ��������5�����Կ��������߷���ָ�������ȶ�ģ�ͣ�y=a-b��cx��Ϳ��M7C3/Fe��TiC-M7C3��Ϸ��̵ĵ�������ϵ��R2�ֱ�Ϊ0.998��0.997���ӽ�1������Ϳ��Ħ������y�뻬������x֮��Ϊǿ��ء�Ϳ��M7C3/Fe��TiC-M7C3��Ϸ��̵ĵ���y��ֱ�Ϊ0.169��0.99x��0.204�� 0.99x(��4)��y����x�����Ӷ���С���������ֽṹͿ���Ħ��������Ħ����ʼ�����ϽϿ죬����������TiC-M7C3Ϳ���y�����M7C3/FeͿ�㣬����TiC-M7C3Ϳ���������ʽϴ�����TiC-M7C3Ϳ���Ħ���¶�(41.4 ��)����M7C3/FeͿ��(39��)��
ͼ10��ʾΪM7C3/Fe��TiC-M7C3/Fe���ֽṹͿ�����̼������ǿ��ĥ�������Աȡ����Կ�����1) ��һM7C3��ǿͿ���У�M7C3����ĥ�������ֽ϶����Ƽ�������ӣ�������Χ������ְ��ӣ��������繵���֣�2) ��TiC-M7C3������ǿͿ���У�M7C3����ĥ�����ͬ�����ֽ϶����ƺʹ�����ӣ��뵥һM7C3��ǿͿ����ȣ����������ӣ�˵��M7C3�����ڲ�������TiC����ʹ��������ӣ���������Χ����û�з��ְ��ӣ����������ڲ�ԭλ�ϳɵ�TiC���������˻������ĥ��[13-14]��
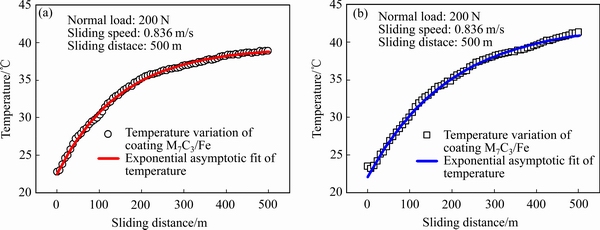
ͼ9 M7C3/Fe��TiC-M7C3/FeͿ��Ħ���¶ȱ仯
Fig. 9 Variation of temperature of M7C3/Fe(a) and TiC-M7C3/Fe(b) coatings
��5 Ϳ��Ħ�������뻬�������������Ͻ��
Table 5 Nonlinearity fitting results of temperature and sliding distance

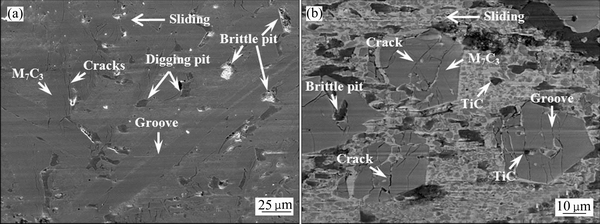
ͼ10 M7C3/Fe��TiC-M7C3/FeͿ�����̼����ĥ������
Fig. 10 Characteristic of worn surface of carbide in M7C3/Fe(a) and TiC-M7C3/Fe(b) coatings
ͼ11��ʾΪM7C3/Fe��TiC-M7C3/Fe���ֽṹͿ���ĥ���棬Ϊ����۲죬��Ϳ��ĥ������б��һ���Ƕȡ����Կ���������Ϳ�������������繵��ĥ������������Ϳ��������������������Ϳ���ĥ��̶Ȳ�ͬ���磺1) TiC-M7C3������ǿͿ�������繵�ߴ��뵥һM7C3��ǿͿ����Ƚ�С��������ΪTiC-M7C3/FeͿ�����ƽ����Ӳ��(578 HV0.3)����M7C3/FeͿ��(550 HV0.3)��������ĥ����(1.0 mg)���M7C3/FeͿ��(1.4 mg)��С��Ϳ���ĥ����(13��10-7 mm3/Nm)���M7C3/FeͿ��(19��10-7 mm3/Nm)�ϵͣ�TiC-M7C3������ǿFe��Ϳ�����ĥ�������31.5%��2) TiC-M7C3/FeͿ������ĥ��ĥм���M7C3/FeͿ���(��������)��EDS�����ʾ��TiC-M7C3/FeͿ�����ĥ����ҪԪ�����(Ħ��������%)Ϊ26.74 Fe�� 2.12 Ni��4.78 Cr��0.16 Ti��64.99 O��1.21 C��M7C3/FeͿ�����ĥ����ҪԪ�����(Ħ��������%)Ϊ28.34 Fe��1.82 Ni��2.48 Cr��65.21O��2.15 C������Ϳ�����ĥ����������(Ħ��������%)���ϸ�(��30.29%[15])��˵��������������ĥ��ͬʱ��ĥ����Ni��Cr�ĺ�����Ϳ��Ԫ�غ�����Ⱦ��ϵͣ���Fe�ĺ���ȴ�ϸߣ�����Ϳ��ĥ�����ϵ�ĥ����Ҫ��֮��ĥ��(T10��)������Ϳ�㡣
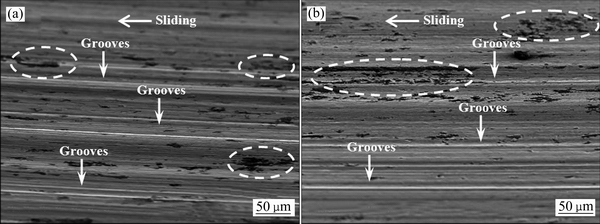
ͼ11 M7C3/Fe��TiC-M7C3/FeͿ�����ĥ������
Fig. 11 Characteristic of worn surface of M7C3/Fe(a) and TiC-M7C3/Fe(b) coatings
3 ����
1) ʵ����������ѧ��������������TiC-M7C3���ӽṹ�У�ԭλ�����ij�����TiC����������Ϊ��������״̼����M7C3�ķ������κ˻��ף����Դٽ�M7C3��Ϳ�����κˣ����M7C3����������
2) TiC-M7C3ԭλ��������ʱ��TiC��M7C3�Ļ��������������£�����״̼����M7C3���ڲ��������������TiC��������TiC�����������������в���TiC���������ž������������ɰ�����ṹ����Ϊ������ṹ��
3) �ɻ���Ħ�������£�TiC-M7C3������ǿ��Ħ���������������ʾ��ϵ�һM7C3��ǿͿ��ߣ��Ҹɻ���Ħ�������뻬������֮�����ָ�������ȶ���ϵy=a-b��cx��TiC-M7C3/FeͿ���ĥ���ʽ�M7C3/FeͿ��ĵͣ���ĥ�Ըߡ��뵥һM7C3��ǿͿ����ȣ�TiC-M7C3������ǿʱ��M7C3�ڲ�������TiC����ʹ��������ӣ�ĥ�������������ӣ���������Ϳ������е�TiCʹ�������ĥ�����ӡ����ֽṹͿ��ĸɻ���ĥ�������ҪΪ������ĥ��ĥ������ĥ��
REFERENCES
[1] �� ��, �ﱣ��, �� ��, �� ��, �ο���. �ŵ�������ս�Cu-W-TiC���ϲ��ϵ��Ʊ������ȱ�������[J]. �й���ɫ����ѧ��, 2015, 26(9): 2445-2452.
YIN Ting, TIAN Bao-hong, ZHANG Yi, LIU Yong, SONG Ke-xing. Preparation of Cu-W-TiC composites and its hot deformation characteristics[J]. The Chinese Journal of Nonferrous Metals, 2015, 26(9): 2445-2452.
[2] ��־��, ������, ������, �ɻᳯ, �����. ������TiC���ٵ�����������֯��Ӱ��[J]. �й���ɫ����ѧ��, 2015, 25(1): 80-85.
SUN Zhi-yu, FAN Jing-lian, LI Peng-fei, CHENG Hui-chao, TIAN Jia-min. Effect of microscale TiC on performance and microstructure of tungsten[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(1): 80-85.
[3] ������, ���ֳ�, ����, ���ʺ�. ԭλ�ϳ�TiC-M7C3�մ�Ӳ��������֯�ķ���[J]. ����ѧ��, 2012, 33(3): 65-68.
LIU Zheng-jun, LI Le-cheng, ZONG Lin, SU Yun-hai, Analysis on microstructure of in-situ synthesis TiC-M7C3 ceramic hard phase[J]. Transaction of the China Welding Institution, 2012, 33(3): 65-68.
[4] ���ʺ�,���,��¹�, ������. ԭλ�ϳ�TiC��M7C3�մ�Ӳ���������ϰ��[J]. ����ѧ��, 2012, 33(11): 59-62.
SU Yun-hai, QIN Hao, WU De-guang, LIU Zheng-jun. Growth habit of TiC and M7C3 ceramic hard phase in situ synthesized[J]. Transaction of the China Welding Institution, 2012, 33(11): 59-62.
[5] SARMADI H, KOKABI A H, SEYED REIHANI S M. Friction and wear performance of copper�Cgraphite surface composites fabricated by friction stir processing (FSP)[J]. Wear, 2013, 304(1): 1-12.
[6] Ԭ��¼, ������. ��״̼����(Cr,Fe)7C3��ǿFe��Ϳ���Ħ��ĥ������[J]. �����о�ѧ��, 2013: 27(6): 622-630.
YUAN You-lu, LI Zhu-guo. Friction and wear performance of carbide (Cr,Fe)7C3 reinforced Fe-based composite coating[J]. Chinese Journal of Materials Research, 2013, 27(6): 622-630.
[7] WU Xiao-jun, XING Jian-dong, FU Han-guang, ZHI Xiao-hui. Effect of titanium on the morphology of primary M7C3 carbides in hypereutectic high chromium white iron[J]. Materials Science and Engineering A, 2007, 457(1/2): 180-185.
[8] ������. ��������ԭ���뼼��[M]. ����: ��ѧ������, 2001: 149-159.
JIE Wan-qi. Principle and Technology of Crystal Growth[M]. Beijing: Science Press, 2010: 149-159.
[9] BRAMFITT B L. The effect of carbide and nitride additions on the heterogeneous nucleation behavior of liquid iron[J]. Metallurgical and Materials Transactions B, 1970, 1(7): 1987-1995.
[10] TURNBULL D, VONNEGUT B. Nucleation catalysis[J]. Industrial & Engineering Chemistry, 1952, 44(6): 1292-1298.
[11] ��Ӣ��, �����. ��������ѧ�����ֲ�[M]. ����: ������ѧ������, 1993: 372.
LIANG Ying-jiao, CHE Yinchang. Thermodynamic datebook of inorganic[M]. Shenyang: Northeastern University Press, 1993: 372.
[12] PIRSO J, VILJUS M, LETUNOVITS S. Friction and dry sliding wear behaviour of cermets[J]. Wear, 2006, 260(7): 815-824.
[13] TAN Ye-fa, HE Long, WANG Xiao-long, HONG Xiang, WANG Wei-gang. Tribological properties and wear prediction model of TiC particles reinforced Ni-base alloy composite coatings[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(8): 2566-2573.
[14] CAI Bin, TAN Ye-fa, HE Long, TAN Hua, GAO Li. Tribological properties of TiC particles reinforced Ni-based alloy composite coatings[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(6): 1681-1688.
[15] MA Guo-zheng, XU Bin-shi, WANG Hai-dou, SI Hong-juan, YANG Da-xiang. Effect of surface nanocrystallization on the tribological properties of 1Cr18Ni9Ti stainless steel[J]. Materials Letters, 2011, 65 (9): 1268-1271.
Hybrid structure and dry sliding tribological characteristics of in-situ synthesizing TiC-M7C3
YUAN You-lu1, ZHANG Yi2, LI Zhu-guo3
(1. Hubei Key Laboratory of Hydroelectric Machinery Design & Maintenance, College of Mechanical and Power Engineering, China Three Gorges University, Yichang 443002, China;
2. School of Mechanical Engineering, Changzhou University, Changzhou 213164, China;
3. Shanghai key Laboratory of Materials Laser Processing and Modification, School of Material Science and Engineering, Shanghai Jiaotong University, Shanghai 200240, China)
Abstract: The TiC-M7C3 hybrid reinforced Fe-based coating was fabricated by in-situ reaction method on low carbon steel plate by plasma in-situ metallurgy process with Fe-Ni-Cr-Ti-C powders. Microstructure and hybrid growth character of TiC-M7C3 in the coating were analyzed by OM, SEM, XRD, EDS, simultaneous DSC-TGA, and thermodynamic analysis. Dry sliding wear behavior of TiC-M7C3/Fe coating was tested and compared with single rod carbide M7C3 reinforced Fe-based coating M7C3/Fe. The results show that the primary phase TiC can effectively act as the substrate for the nucleation of M7C3, thus can promote the formation of M7C3 in the TiC-M7C3/Fe coating. The dry sliding wear resistance, frictional temperature, surface crack rate and brittle peeling pit of M7C3 rod of coating TiC-M7C3/Fe are higher than that of M7C3/Fe. The relationship between temperature and sliding distance fits the exponential asymptotic stability model y=a-b��cx. The main dry sliding wear mechanism of coating TiC-M7C3/Fe are abrasive wear and oxidation wear.
Key words: in-situ metallurgy process; TiC-M7C3; hybrid structure; dry sliding; tribology
Foundation item: Project(2016KJX05) supported by the Research Foundation of Hubei Key Laboratory of Hydroelectric Machinery Design & Maintenance, China Three Gorges University, Hubei Province, China; Project(20161212) supported by the Doctoral Starting up Foundation of China Three Gorges University, Hubei Province, China
Received date: 2016-07-21; Accepted date: 2017-01-20
Corresponding author: YUAN You-lu; Tel: +86-717-6397560; E-mail: yylu@ctgu.edu.cn
(�༭ ��ѧ��)
������Ŀ��ˮ���е�豸�����ά������ʡ�ص�ʵ����(��Ͽ��ѧ)(2016KJX05)����Ͽ��ѧ��ʿ���л���(20161212)
�ո����ڣ�2016-07-21�������ڣ�2017-01-20
ͨ�����ߣ�Ԭ��¼�������ڣ���ʿ���绰��0717-6397560��E-mail: yylu@ctgu.edu.cn

