
Interfacial study of semi-solid aluminum alloy and
stainless steel sheathed extrusion
LIU Hong-wei(刘洪伟)1, GUO Cheng(郭 成)1, LIU Xu-feng(刘旭峰)2, SHAO Guang-jie(邵光杰)2
1. School of Mechanical Engineering, Xi′an Jiaotong University, Xi′an 710049, China;
2. Shanghai Automobile Metal Materials Research Center, Shanghai University, Shanghai 200072, China
Received 28 July 2006; accepted 15 September 2006
Abstract: Using sheathed extrusion technique, the bonding and forming of semi solid aluminum alloy with stainless steel sheath are successfully realized. The relationship between the interfacial shear strength and the solid fraction of semi solid aluminum alloy at different extrusion ratios is analyzed; the interfacial and fracture structure of the sheath material are studied by optical microscopy(OM) and scanning electric microscopy(SEM). The result shows that interfacial shear strength increases with the increase of extrusion ratio, the maximum value of the interfacial shear strength is obtained when solid fraction of aluminum alloy is 30%, solid phase and liquid phase of the semi solid aluminum alloy are bonded with stainless steel by turns along the interface, and the aluminum alloy can not be peeled from the stainless steel completely, which means nicer bonding occurs at the interface.
Key words: sheathed extrusion; interfacial shear strength; interfacial structure; fracture structure
1 Introduction
The clad of stainless steel and aluminum alloy is a new type composite material which has the property of the two materials. Because the great difference in physical and chemical properties between stainless steel and aluminum alloy, reasonable bonding methods are scarce [1-3]. With the development of the semi-solid technology, many researchers try to use this new technique in dissimilar metal joining [4-5].
In studies of bonding and forming of clad material, KANG et al[6] researched the deformation behavior of clad of Al/Cu during hot extrusion by FEM. YAMAGUCHI et al[7] studied the extrusion limit according to the volume fraction of clad material and flow stress ratio in the process of hydrostatic extrusion. MAMALIS et al[8] researched the effect of the cladding and the extrusion parameters on the macro and the microscopic features of aluminum sheathed copper at the various stages of the fabrication using micro hardness testing and optical metallographic. SHIROTA et al[9-10] researched the bond ability between the outer and inner metal at different technical parameters.
In this paper, using sheathed extrusion technique, the bonding of stainless steel sheathed and semi solid aluminum alloy is successfully realized. The relationship between interfacial shear strength and solid fraction of aluminum alloy at different extrusion ratios are established. The interfacial structure and the fracture interface of the bonding plate are studied by OM and SEM.
2 Experimental
The experimental materials are 1mm thick 1Cr18Ni9Ti stainless steel sheets, firstly the sheathe are made by the method of deep drawing, semi-solid aluminum alloy AlSi7Mg are fabricated by electromagnetic mechanical stirring method in Shanghai University, Its freezing range is from 555 ℃ to 615 ℃. The schematic of semi-solid metal sheathed with stainless steel extrusion clad bar shown in Fig.1. Pressure equipment is YZ-2000 hydraulic pressure machine. And the heating equipment is FZJL6-10 electric furnace.
The experimental processes are as follows:
1) The stainless steel sheathe and aluminum alloy are put into the die, the die and materials are together heated to the designing temperature and the temperature is kept for 20 min that the aluminum alloy reaches even semi-solid structure, and then, press the punch slowly to fabricate the clad bar. The solid fraction fs of aluminum alloy is 10%, 30%, 50% and 70%,and the extrusion ratio R is 1.78, 2.56, 4.00 and 7.11.
Table 1 Chemical composition of experimental materials(mass fraction, %)

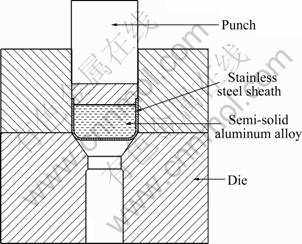
Fig.1 Schematic of sheathed extrusion
2) After sheathed extrusion experiments, the bonding plate are cut into testing samples of 3 mm thick for mechanical experiment using linear cutting method. The schematic of the method for measuring the bonding strength is shown in Fig.2. The interfacial shear strength are measured on universal material testing machine, and the bonding strength were determined by the average of three testing sample.
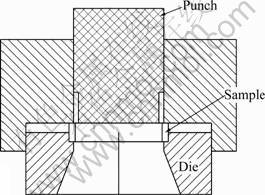
Fig.2 Schematic of interfacial shear strength measurement
3) The samples are polished for interface observation by optical microscopy and scan electron microscopy, and the fracture structure is observed by SEM.
3 Results and discussion
3.1 Relationships between interfacial shear strength and solid fraction
The relationships between interfacial shear strength and solid fraction of semi solid aluminum alloy at different extrusion ratios are shown in Fig.3. It can be seen that interfacial shear strength increases with the increase of extrusion ratio, and the interfacial shear strength increases first and then decreases with the increase of solid fraction. When fs is lower, most of the interface is bonded with liquid phase, Fe-Al metallic compounds make the joint brittle, so the bonding strength is lower; with the increasing of solid fraction most of the interface is bonded with solid phase, the diffusion ability is lower, and the interfacial shear strength is also lower. The maximum value of the interfacial shear strength is obtained when solid fraction of aluminum alloy is 30%.
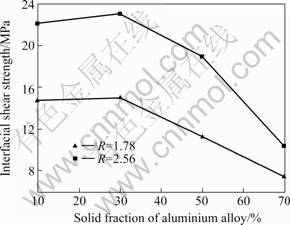
Fig.3 Relationships between interfacial shear strength and solid fraction at different extrusion ratios
3.2 Microstructure of interface
Optical microstructure of interface of the clad is shown in Fig.4. The right side is semi-solid aluminum alloy, the white parts are the primary solid particles and the dark parts are liquid phase. During the bonding period, a new type of interfacial structure is constructed that solid phase and liquid phase bonding with stainless steel by turns along the bonding interface.
The typical SEM micrograph of interface of stainless steel and semi-solid aluminum alloy clad is shown in Fig.5 when fs=50%. There are two typical appearances, the liquid aluminum atom has higher energy, its spread reaction ability is bigger and the diffusion zone is thicker. The solid aluminum atom has lower energy, its spread reaction ability is smaller and the diffusion zone is narrower. There is a bright line close to the stainless steel side, which means that metallurgical reaction occurs at the interface.
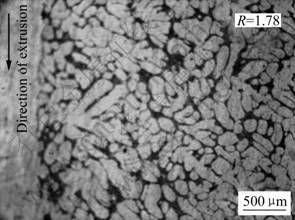
Fig.4 Microstructure of bonding interface
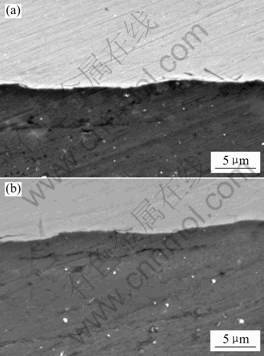
Fig.5 SEM micrographs of reaction zone: (a) Diffusion zone bonded with liquid phase; (b) Diffusion zone bonded with solid phase
3.3 Fracture structure of interface
The shear fracture structure on the stainless steel side of sheathed extrusion is shown in Fig.6. It shows that cleavage fracture produced at the interface, which means typical brittle fracture occurs at the interface. The aluminum alloy can not be peeled from the stainless steel completely; a nicer bonding occurs between the semi-solid aluminum alloy and the stainless steel sheath.
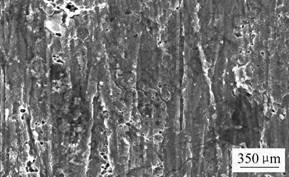
Fig.6 Shear fracture structure of interface
4 Conclusions
1) Using sheathed extrusion technique, the bonding of stainless steel sheathed and semi solid aluminum alloy is successfully realized; Interfacial shear strength increases with the increasing extrusion ratio; the maximum value of the interfacial shear strength is obtained when solid fraction of aluminum alloy is 30%.
2) Solid phase and liquid phase of the semi-solid aluminum alloy bond with stainless steel by turns along the interface.
References
[1] LI Zhi-yuan, QIAN Yi-yu. Advance Joining Method [M]. Beijing: China Machine Press, 2000.
[2] ZHANG Peng, DU Yun-hui, ZENG Da-ben. Study on steel-al-20Sn nonhomogeneous diffusion bonding [J]. Acta Material Composite Sinica, 2002, 19(1): 46-49.
[3] XIE Shui-sheng, HUANG Sheng-hong. Process and Application of Semi-solid Technology [M]. Beijing: Metallurgical Industry Press, 1999.
[4] MENDEZ P F, RICE C S. Joining using semi solid metals [J]. Welding Research, 2002, 81(9): 181-187.
[5] KIUCHI M, YANAGIMOTO J, SUGIYAMA S. Application of mushy/semi-solid joining Part 3[J]. Journal of Materials Processing Technology, 2003, 140(1-3): 163-166.
[6] KANG C G, JUNG Y J, KWON H C. Finite element simulation of die design for hot extrusion process of Al/Cu clad composite and its experimental investigation [J]. Journal of Materials Processing Technology, 2002, 124(10): 49-56.
[7] YAMAGUCHI Y, NOGUCHI M, MATSUSHITA T, NISHIHARA M. Hydrostatic extrusion of clad material [J]. Journal of the JSTP, 1974, 15: 723-729.
[8] MAMALIS A G, SZALAY A, VAXEVANIDIS N M. Fabrication of bimetallic rods by explosive cladding and warm extrusion [J]. Journal of Materials Processing Technology, 1998, 83: 48-53.
[9] SHIROTA T, DENDO T. Fabrication of clad parts by semi-molten processing [J]. Journal of the JSTP, 2000, 41: 1221-1225.
[10] SHIROTA T, DENDO T. Fabrication of clad bar by extrusion of semi molten metal sheathed with dissimilar solid metal [J]. Journal of the JSTP, 2003, 44(11): 1095-1099.
[11] PAN Hong-ping, DING Zhi-yong, DONG Yuan-sheng. Study of the constitutive model for thixo-forming of semi-solid AlSi7Mg alloy [J]. Acta Metallurgica Sinica 2003, 39(4): 369-374.
(CHEN Ai-hua)
Corresponding author: GUO cheng; Tel: +86-029-82674991; E-mail: gch@mail.xjtu.edu.cn

