DOI: 10.11817/j.issn.1672-7207.2018.01.009
�������Ren��104�������ºϽ��ĩ������֯������ȱ��
������1, 2��������1, 2�����D1������÷1����Ȼ��1��������1
(1. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң����� ��ɳ��410083)
(2. ���ϴ�ѧ ��Ͻ��о�Ժ������ ��ɳ��410083)
ժҪ��������������Ʊ�Ren��104(ME3)�������ºϽ��ĩ���Է�ĩ�������ֲ�����ò������֯������ȱ�ݽ��з������о�����������������Ren��104���ºϽ��ĩ�������ϵͣ������κͽ�����Ϊ����ϸ���յ��ʸߣ�����С��75 ��m�ķ�ĩ�ﵽ70%��С��60 ��m�ķ�ĩ�ɷ־��ȣ�����⻬���ڲ��ṹ���ܣ����е��͵İ�״����֯����������������ĩ������ڲ���ʼ������֦����֯������֯Ϊ��״��+��֦�������а�״��+��֦����֯�ķ�ĩ��ʼ�����ڲ��������Ϳ���������������75 ��m��ĩ���Թ۲쵽�ڲ��������Ϳ���ȱ�ݡ�
�ؼ��ʣ�����������������ºϽ�������֯�����ķ�ĩ
��ͼ����ţ�TG132.3+2 ���ױ�־�룺A ���±�ţ�1672-7207(2018)01-0064-08
Microstructure and solidification defect of Ren��104 nickel-base superalloy powder atomized by argon gas atomization
SU Pengfei1, 2, LIU Zuming1, 2, GUO Yang1, MA Mengmei1, DUAN Ranxi1, CHEN Shiqi1
(1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. Light Alloy Research Institute, Central South University, Changsha 410083, China)
Abstract: The Ren��104 (or ME3) nickel-base superalloy powder was prepared by argon gas atomization, and its size distribution, morphology, microstructure and solidification defect were investigated. The results show that the as-atomized powder possesses a relatively low oxygen content, and most of powders are spherical or nearly spherical. The fine powder yield with the as-atomized powder particle size below 75 ��m is up to 70%. The powder below 60 ��m shows a homogeneous composition, smooth surface and compact structure, presenting a typical cellular morphology. With the increase of particle size, the dendrite appears both on the surface and inside of the powder, and its microstructure shows the both cellular and dendrite morphology. In these powders, the dispersed shrinkage cavity and hollow defects gradually emerge, while this phenomenon is particularly obvious for the powder with particle size above 75 ��m.
Key words: argon gas atomization; nickel-base superalloy; solidification structure; hollow powder
������ĩ���ºϽ���гɷ֡���֯���ȣ�����ϸС������ǿ�ȸߣ��Լ�ƣ�����ܺõ��ص㣬���Ƚ����շ����������̵��ȶ˲�������ѡ����[1]����ĩ����֯�ṹ�����ܣ���������ʺ����ȶԷ�ĩ���ºϽ����֯�����ܾ��зdz����Ӱ�죬�ر��ǻ�ٽ�ԭʼ�����߽�����յ�����ȱ�ݵ��γɣ����ͺϽ��ƣ������[1]����ˣ��Ʊ����ºϽ��ĩ�Ƿ�ĩ���ºϽ��Ʊ��ĵ�һ������Ҳ�ǹؼ�����֮һ��Ŀǰ���������ºϽ��ĩ���Ʊ�������Ҫ��2�֣�ŷ�����Ҳ��õ����������(AA)�Ͷ���˹�ȹ��Ҳ��õĵ�������ת�缫��(PREP)[2]������������[3]�����ø�ѹ������������������ĸ������������Ͻ�Һ������������������߶ȵ�ϸС�۵Σ�����۵��ڷ��й�����������Χ������ʽ����Ƚ�����������ȴ���̳ɷ�ĩ[4]��������Ч�ʸߣ��Ʊ��ķ�ĩ����ϸС���ٻ��ɷ�ƫ�����Ͻ�Ԫ�ع��ܶȸߣ���ĩ�ȳ��κ���֯�����Ժã�������ߴ�С���ر���������������ºϽ��ĩ�����������и߿ɿ��Ժ��;��ԣ����㷺����IN100[2]��Ren�� 95��Ren�� 88DT[5]��LSRH[6]�ȸ����ܸ��ºϽ��ĩ���Լ�Al85Ni5Y6Co2Fe2�Ǿ���ĩ[7]��7075ϵ���Ͻ��ĩ[8]��316L����ַ�ĩ[9]�ȵ��Ʊ���Ren��104�ǵ�������ǿ�ȡ�����������������ĩ���ºϽ�������¶�Ϊ700~750 �棬��600~700 ��֮���������ij־�����[10-11]��ƣ������[12]���Ѿ�����GP7200������[13]����ĩ����ò����֯��ȱ�ݵȶԸ��ºϽ����֯�����ܾ�����ҪӰ�졣Ŀǰ������Ͻ�Ԫ�صļ���ʹ�õ�������ĩ���ºϽ�ijɷ�Խ��Խ���ӣ����ƺϽ�ijɷ�ƫ��ҲԽ�ѣ��Ҳ����������Ʊ��ĸ��ºϽ��ĩ���ڿ���ȱ�ݵ����⡣�Դˣ��������߲�����������Ʊ�Ren��104�������ºϽ��ĩ������������֯������ȱ�ݽ��з�����
1 ʵ��
��ʵ�����Ӣ��PSI����϶������������豸�Ʊ�Ren��104�������ºϽ��ĩ����������Ϊ�ߴ���������������ѡ�õ����(����Ϊ99.95%)�������(99.95%)�ʹ���(99%)�����봿��Ϊ99.9%��Al��Ti��Mo��W��Nb��Ta�ȴ�����ԭ�ϣ�����1��ʾ�ijɷ����ϡ�
����IRIS Advantage 1000�����ӷ�������ǶԷ�ĩ���кϽ�Ԫ�غ�����Ԫ�ط�������������LECO��˾������TC-436�����ⶨ�Dzⶨ��ĩO��NԪ�غ���������Ӣ��Malvern��˾MICRO-PLVS�������ȷ����Dzⶨ������ĩ�������ֲ��������ձ���ѧD/max 2550ȫ�Զ�(18 kW)ת��X�������ǶԷ�ĩ������з����������ձ�������ʽ����JXA-8530F���������̽���������Ԫ�طֲ����з���������Quanta FEG 250�����价��ɨ����������۲��ĩ����ò������֯����Ʒ����Kalling��s�Լ�(CuCl2 2.5 g+HCl 50 mL+C2H5OH 50 mL)�����������½��и�ʴ����ʴʱ��Ϊ15~30 s��
��1 Ren��104�������ºϽ��ĩ�Ļ�ѧ�ɷ�(��������)
Table 1 Compositions of Ren��104 nickel-based superalloy powders %
2 ʵ����
2.1 ���͵���������
�����������+��������Ʊ���Ren��104�������ºϽ��ĩ��OԪ����������Ϊ0.003 2%��NԪ����������Ϊ0.01%���������Ƚϵ͡�
2.2 ��ĩ�����ȷֲ�
ͼ1��ʾΪ���������Ͻ��ĩ�����ȷֲ����ߡ���ͼ1��֪����ĩ���ȳʶ�����̬�ֲ�����ĩ��λ��Ϊ52.54 ��m��89.2%�ķ�ĩ���ȷֲ���14~164 ��m֮�䣬����75 ��m���·�ĩռ�ܷ�ĩ��70%����ĩ��װ�ܶ�Ϊ4.43 g/cm3��
2.3 ��ĩ��ò
ͼ2��ʾΪ�������Ren��104�Ͻ��ĩ��SEM��ò��Ƭ�����У�ͼ2(a)��ʾΪ������ĩ��������ò����ͼ2(a)���Կ���������Ren��104�Ͻ��ĩ�����κͽ�����Ϊ����������������������ηۡ���������Ʊ��ĺϽ��ĩ���������֦���Ͱ�״��2��������֯����ĩ������ͬ������֯��ͬ��ͼ2(b)��ʾΪС������ĩ�ı�����ò����ĩ������״��Ϊ�������������������Ƿۣ���ĩ������������濪ʼ������֦�����γɰ�״��+��֦����֯��ͼ2(c)��ʾΪ�������ĩ�ı�����ò�����Թ۲쵽��ĩ��������˷���״��������֦����֯���ֲ����ж���֦����֯���ҷ�ĩ���渽�ŵ����Ƿ�ĩ�������ӡ�
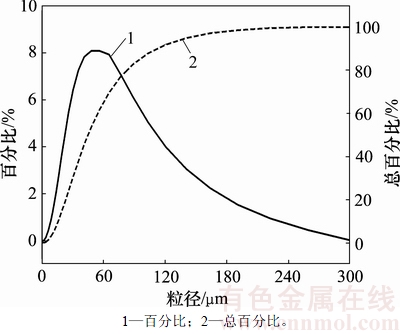
ͼ1 ����Ren��104�Ͻ��ĩ���ȷֲ�
Fig. 1 Size distribution of as-atomized Ren��104 alloy powder

ͼ2 Ren��104�Ͻ�ͬ������ĩ��òSEM��Ƭ
Fig. 2 SEM images of surface morphology of Ren��104 powder with different particle sizes
2.4 ��ĩ����֯���������
ͼ3��ʾΪ��ͬ�ߴ�����Ren��104�Ͻ��ĩ�����ڲ�������֯��SEM��Ƭ������������ºϽ��ĩ���а�״������֦��2�ֵ�����֯��ͼ3(a)��ʾΪ����С��75 ��m��ĩ�н���ֱ��Ϊ60 ��m�ķ�ĩ�ڲ�������֯����Ҫ�ǰ�״����֯������ϸС�����ȣ���ĩ�ڲ��ṹ���ܣ�û�й۲쵽���Ե������������������ڽ����Ե�۲쵽�����������̿���ͼ3(b)��ʾΪ��������75 ��m��ĩ�н���ֱ��Ϊ125 ��m�ķ�ĩ�ڲ�������֯���ɰ�״������֦����ɡ��ڷ�ĩ�����Ե����Ҫ�ǰ�״����֯���ڷ�ĩ������м䲿λ����������֦����֯��������֦���������˶���֦����֯������֦��֮�䡢��֦�����״��֮�仹�������������������ڷ�ĩ�����Ե��λҲ������������ͼ3(a)��ʾ���Ƶ����̿������������ͳߴ��������ӡ�
��ͼ3�����Կ�������ĩ������ͬ�ڲ���֯��ͬ��С�ߴ��ĩ���е��͵İ�״����֯����ĩ�������ӣ���״��������������ߴ��ĩ�������֦����֯�����а�״��+��֦����֯���������FGH96���������ºϽ��ĩҲ���������Ƶ���֯[14-15]��ͬʱ����ĩ���������ڲ�����ȱ�ݵ������ͳߴ�Ҳ���ӡ�
ͼ4��ʾ�ֱ�������С��75 ��m��ĩ�н���ֱ��Ϊ50 ��m����������75 ��m��ĩ�н���ֱ��Ϊ100 ��m������Ren��104�Ͻ��ĩ�����������ɨ������ͼ4�в�ͬ�����߱�ʾ��ͬԪ����������ĩ�еķֲ��������ͼ4��֪��С�ߴ��ĩ(ͼ4(a)��4(b))��Ԫ�طֲ��ȴ�ߴ��ĩ(ͼ4(c)��4(d))���Ӿ��ȣ��ɷֲ�����С�������ѡȡС�ߴ�ķ�ĩ���к������ȳ��ο���Ч��С�������Ͻ�ijɷ�ƫ������ߺϽ�ijɷ־����ԡ�
ͼ5��ʾΪRen��104�Ͻ�������ĩ��XRD������ɷ����������ͼ5��֪��Ren��104��ĩ��Ҫ��ΪNi-Co-Cr-Mo���ܰ��������(��)�࣬�����������������Ʊ��ķ�ĩ�������������γɹ��������壬��ȴ���ʸߣ��Ͻ�Ԫ����������ɢ�������˰�����(Ni3(Al,Ti)���á�)ǿ�����̼��������γɡ���ˣ��ڷ�ĩ��XRDͼ���Ͽ��������Ե�һ�Φá�ǿ�����̼�����������塣
2.5 ��ĩ����
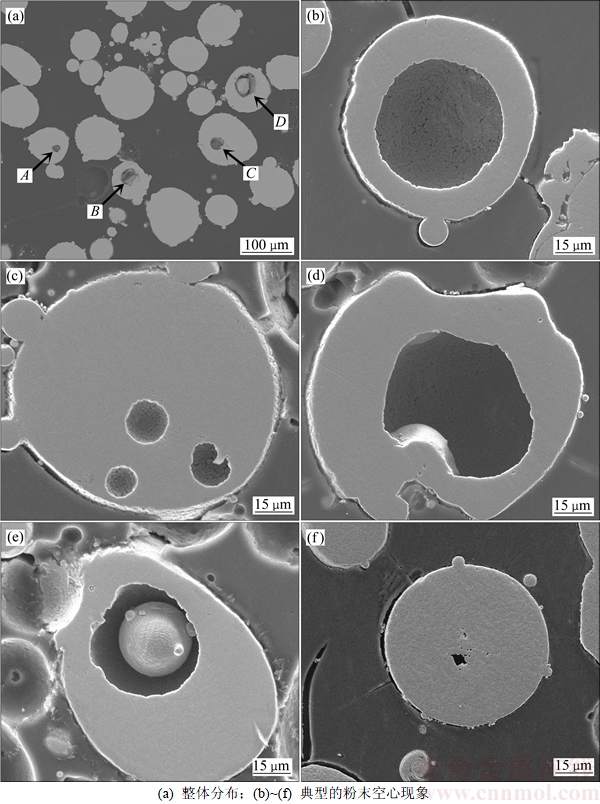
����������Ʊ���Ren��104�Ͻ��ĩ�У����ַ�ĩ�����˿�������ͼ6��ʾΪ��������Ʊ���Ren��104�Ͻ��ĩ���ֵĿ���ȱ�ݣ�ʵ����ƷΪ��ɸ�ֺ���������75 ��m�ķ�ĩ��ͳ�ƹ۲췢�֣���ĩ����ȱ�����ĩ�ߴ��������ԣ�����С��60 ��m��Ren��104�Ͻ��ĩû�й۲쵽��������Ren��104�Ͻ��ĩ����������Ҫ��������������75 ��m�ķ�ĩ��

ͼ3 Ren��104�Ͻ��ĩ�ڲ�������֯
Fig. 3 Solidification structure of Ren��104 alloy powder
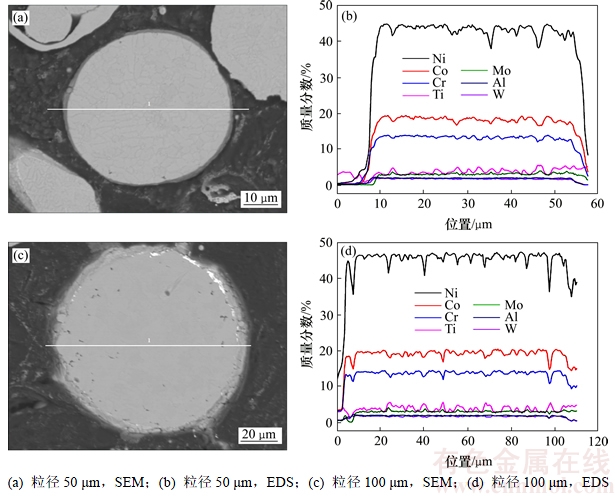
ͼ4 �������Ren��104�Ͻ��ĩ����SEM��Ƭ����ɨ��EDS
Fig. 4 SEM images and EDS results of Ren��104 alloy powder section by argon gas atomization
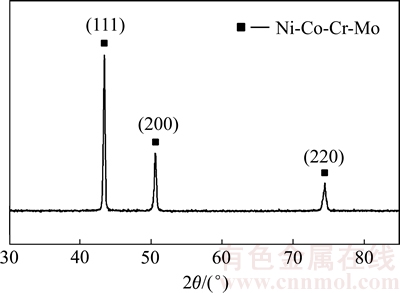
ͼ5 �������Ren��104�Ͻ��ĩXRDͼ��
Fig. 5 XRD pattern of Ren��104 alloy powder by argon gas atomization
��ĩ���������ֿ�������ĸ������ӣ���ĩ�ڲ����ijߴ�Ҳ���ӡ��ֿ���ȱ�ݵ���״Ϊ������ͼ6(b)��ʾ��������Ҫλ�ڷ�ĩ���ģ�����λ�ڷ�ĩ��Եλ��(ͼ6(c))��Ҳ�в�������״����(ͼ6(d)��6(e))��������ĩ�������˶����ȱ��(ͼ6(c))����ͼ6(a)��6(e)���۲쵽�˷�ĩ���������ڷ�ĩ�����а����Ÿ�С�ķ�ĩ����ĩ�ڳ��ֿ���ȱ�ݵ�ͬʱ��������������������������(ͼ6(f))�����ܵ�[16]���������(AA)�������ºϽ��ĩ��Ҳ�۲쵽�˷�ĩ��������ĩ�������������������γɵ�ȱ�ݣ��������ʱ�������������ͷţ��ᵼ�·�ĩ���ºϽ��γ����յ�������һ�ֱ�����Ƶ�ȱ�ݡ�
ͼ6 �������Ren��104�Ͻ��ĩ�ڲ���������
Fig. 6 Hollow in Ren��104 alloy powder by argon gas atomization
3 ����
3.1 ���������Է�ĩ������Ӱ��
����������Ҫ��������Һ����������۵ε�����2�����̡����У�����Һ������������γɵ��۵γߴ磬Ӱ������������ĩ�����ijߴ磻�����̹���Ӱ���ĩ��������ò������֯��SEE��[17]�������������̷ֳ�3���Σ�1) ���ڽ���Һ���ij�ʼ���飻2) �۵εĶ������飻3) �۵ε����̡�
���������������۵ε�������̣�WEBER[18]����˹����۵�����Ĺ�ʽ��
 (1)
(1)
ʽ�У� Ϊ�����ܶȣ�UΪ��Һ������ٶȣ�dΪ�۵�ֱ����
Ϊ�����ܶȣ�UΪ��Һ������ٶȣ�dΪ�۵�ֱ���� Ϊ����������
����������
ֻ�е�We���ﵽ�ٽ�ֵʱ���۵βŻ����顣�о����[19-20]������We�����ٽ�ֵΪ10.7�����Ҳ�ͬWe���ᵼ�²�ͬģʽ���۵ζ������顣����MILLER��[21]��������������ĩ�����������Ĺ�ϵ��

 (2)
(2)
ʽ�У� Ϊ�������Τ������
������������� ��
�� �ֱ�Ϊ���ڽ���Һ�����ܶȺͱ���������
�ֱ�Ϊ���ڽ���Һ�����ܶȺͱ��������� Ϊ������ĩ��ƽ��������
Ϊ������ĩ��ƽ�������� Ϊ���ڽ���Һ��ֱ����Ϊ���������ܶȣ�
Ϊ���ڽ���Һ��ֱ����Ϊ���������ܶȣ� Ϊ���������ٶȡ�
Ϊ���������ٶȡ�
���������У����ڽ���Һ�����ܶȺͱ�������ȡ���ڽ�������������ͨ�����������¶Ƚ����������ڣ�Ϊ�˵õ����������ķ�ĩ���ɴ����ڽ���Һ��ֱ�����������ʵ��ܶȺ��ٶȽ��е��������ٱ���[22]���о�������������Ʊ�Cu-Sn-Ag�Ͻ�ʱ���֣�ͨ�������������ѹ����ͬʱ�������������ٶȺ�������ʹ���Ƶõķ�ĩ��ƽ�������½���45 ��m���µ�ϸ���յ�������������ʵ����1 580 ���¿�ʼ���������ڽ���Һ�Ĺ��ȶ���300 K���ң�ѡȡ3.2 mmֱ�����������죬�������ڽ���Һ����ֱ����ͬʱ������������������ѹ��Ϊ4.5 MPa���������������ܶȺ��ٶȣ�ͨ����Щ�����Ŀ��ƣ������Ƶõķ�ĩ��λ��Ϊ52.54 ��m��89.2%�ķ�ĩ���ȷֲ�14~164 ��m֮�䣬����С��75 ��m��ϸ��ĩ�յ��ʴﵽ��70%��ͨ���������ղ����ĵ����������������Ƶ�����ϸС�Ľ����ͺϽ��ĩ��
3.2 ��ĩ������������֯��Ӱ��
��ͬ������ĩ���в�ͬ������֯���������̹�����һ�������κˡ��˳�����֦���γ��볤����̣�����ȴ���ʿ��ơ����徭�������������γɲ�ͬ�ߴ���۵Σ���ͬ�ߴ���۵���ȴ���ʲ�ͬ�������γɵ�����֯���в��졣С�������۵�������ȴ���ʸߣ��ɷֹ�������ӣ�����ʱ��̣��γɵİ�״����֯�����������Ϊ��֦�����õ���״����֯����ͼ3(a)��ʾ���۵γߴ����ӣ�����Ⱥ�������ȴ���ʽ��ͣ�����ʱ�䳤��Ϊ��֦�����γ��ṩ�˶���ѧ�������ڴ�ߴ��۵��ڲ����ְ�״�������γ���֦����֯����ͼ3(b)��ʾ��֦����֯��֦�����֦���仯ѧ�ɷֻ����һ����ƫ�����о��������[23]��Ti��Mo��Nb��Ԫ�ػ���֦���主������Ni��W��Co��Ԫ����ḻ����֦�����ϡ��������Ʒ���һ�ֿ������̼�����������������һ�ֽ����ƽ��Ǩ�ƹ��̣����ص��Dz��ܴ�ƽ�����ƽ��״̬ͼ�õ����洦���¶Ⱥͳɷ֣����������ʷ���ϵ������ƽ��ֵ����һ����ƫ��Ͻ���Ԫ�ڹ�-Һ��������ڻ�ѧλ��ͬ������һ���̶ȵ�ƫ������Ren��104�������ºϽ���һ�ָߺϽϽ�Ҫ����֦��ƫ������dz����ѣ�ֻ��ͨ��������ʩ����С֦��ƫ����Ӱ�졣��ͬ������ĩ��ƫ���̶Ȼ��ܵ������۵��������ʵ�Ӱ�죬�ߴ�С���۵���ȴ�ٶȿ죬��������Ѹ�ٴӶ�Զ��ƽ��̬���Ͻ�Ԫ�ص���ɢ�����ܵ����ƣ��Ӷ��γ�����ɢ����ƫ����������֯��ʹ�úϽ�ɷ�ƫ���̶�С��Ԫ�طֲ����ȡ�
3.3 ����ȱ�ݵ��γ�
�ڷ�ĩ�Ʊ��������γɵķ�ĩ�ڲ����Ļ��ȱ�ݣ����������������о���Ķ������壬�ڷ�ĩ�ȳ��κ��ȴ��������У����γ����յ��������ؽ��ͺϽ����ѧ���ܺ�����ʹ����������ͼ3(b)��ͼ6(a)��ͼ6(f)��֪���ڲ��ִ������ĩ�ڲ������������ף��������ڴ������ĩ��ȴ����ʱ�γ����ף��ر��Ƿ�ĩ�ڲ����ֶ��֦��ʱ����֦����֮֯�������γ������������ף���ĩ�����������а�������γɵĿ���ȱ�ݶ�Ϊ���Σ���ͼ6(a)~(c)��ʾ��
���������Ʊ�������ĩ�����ø���/��ѹ���彫���ڵĽ���Һ�������СҺ�Σ�Ȼ�����̳ɷ�ĩ�������������У�����Һ�������γɼ����ȶ���Ĥ��Ȼ��Ĥ�ּ�����չ�ɲ���״���������ɴ�״���Ҵ�״ҺĤ��ֱ����ҺĤ�ĺ�ȺͲ������ơ�����Weber�۵�����ģ�ͺ;����۵�����We�����Լ������ܶ�����Һ������ٶ�U�ͱ����������Ƴ��۵ε�ֱ��d��We�������ٽ�ֵ10.7���۵Σ����������ʵij���³��ִ�״�������鲻��ȫ�����¹��������������壬�γɷ�ĩ����ȱ�ݡ���ĩ������С�����ķ�ĩ�������١���ʵ���У�����С��75 ��m�ķ�ĩ�����ķۺ����������������Լ��٣�����С��60 ��m�ķ�ĩ��û�й۲쵽��ĩ���ĺ�������������Ԭ����[24]�Ʊ������������ĩ����������Ҫ��������������63 ��m��ĩ�У�������С��63 ��m�ķ�ĩ����û�й۲쵽���������⣬���ķ�ĩ�еķ�ĩ��������(ͼ6(e))��������С�ߴ���������ٶȿ죬������δ���̻���δ��ȫ���̵Ľϴ�ߴ��۵η�����ײ��Ȼ��Ƕ���ĩ�ڲ��γɿ���ȱ�ݣ�����𤸽���۵α����γ����Ƿۡ�
4 ����
1) �����������+�������������Ʊ���Ren��104���ºϽ��ĩ�����нϵ͵����������������庬��Ҳ�ܵõ���Ч�Ŀ��ƣ���ĩ�����κͽ�����Ϊ�������ȷֲ����ȣ�������ֶ�����̬�ֲ���ϸ���յ��ʸߡ����У���ĩ��λ��Ϊ52.54 ��m������С��75 ��m�ķ�ĩռ��70%��
2) ������������Ʊ���Ren��104���ºϽ��ĩ������С��60 ��m�ķ�ĩ������֯��״����֯Ϊ��������ϸС���ɷ־��ȣ���ߴ��ĩ������֯�ɰ�״������֦����ɡ�
3) ����С��60 ��m��Ren��104�Ͻ��ĩû�й۲쵽������������������75 ��m�ķ�ĩ�й۲쵽�˿���ȱ���������ڲ�������ҪΪ���Σ�������ĩ�����˷�ĩ���������ڿ���ȱ���ڲ������˸�ϸС�ķ�ĩ������
�ο����ף�
[1] ��־��, ����, �����, ��. �������ºϽ��ĩ�Ʊ������ķ�չ��״[J]. �й����Ͻ�չ, 2014, 33(12): 748-755.
HAN Zhiyu, ZENG Guang, LIANG Shujin, et al. Development in powder production technology of Ni-based superalloy[J]. Materials China, 2014, 33(12): 748-755.
[2] ������, ������. ��ĩ���ºϽ��о���չ[J]. �й����Ͻ�չ, 2013, 32(1): 1-11.
ZHANG Yiwen, LIU Jiantao. Development in powder metallurgy superalloy[J]. Materials China, 2013, 32(1): 1-11.
[3] LAGUTKIN S, ACHELIS L, SHEIKHALIEV S, et al. Atomization process for metal powder[J]. Materials Science & Engineering A, 2004, 383(1): 1-6.
[4] ZEOLI N, GU S. Computational validation of an isentropic plug nozzle design for gas atomisation[J]. Computational Materials Science, 2008, 42(2): 245-258.
[5] CATON M J, JHA S K, ROSENBERGER A H, et al. Divergence of mechanisms and the effect on the fatigue life variability of Rene��88DT[J]. Superalloys, 2004(1): 305-312.
[6] GAYDA J, GABB T P, KANTZOS P T. The effect of dual microstructure heat treatment on an advanced Nickel-base disk alloy[J]. Superalloys, 2004(1): 323-329.
[7] DONG P, HOU W L, CHANG X C, et al. Amorphous and nanostructured Al85Ni5Y6Co2Fe2 powder prepared by nitrogen gas-atomization[J]. Journal of Alloys and Compounds, 2007, 436(1/2): 118-123.
[8] ROKNI M R, WIDENER C A, CRAWFORD G A. Microstructural evolution of 7075 Al gas atomized powder and high-pressure cold sprayed deposition[J]. Surface & Coatings Technology, 2014, 251(29): 254-263.
[9] ������, ������, �쿥, ��. ������������316L����ַ�ĩ���ȵ�Ӱ��[J]. ��ĩұ����Ͽ�ѧ�빤��, 2010, 15(4): 388-393.
ZHU Panxing, ZHANG Shaoming, XU Jun, et al. Effects of processing parameters of gas atomization on particle size of 316L stainless steel powders[J]. Materials Science and Engineering of Powder Metallurgy, 2010, 15(4): 388-393.
[10] GABB T P, GAYDA J, KANTZOS P T, et al. The tensile properties of advanced nickel-base disk superalloys during quenching heat treatments[R]. Washington D.C.: National Aeronautics and Space Administration, 2001: NASA/TM- 2001-211218.
[11] GABB T P, TELESMAN J, KANTZOS P T, et al. Characterization of the temperature capabilities of advanced disk alloy ME3[R]. Washington D.C.: National Aeronautics and Space Administration, 2002: NASA/TM-2002-211796.
[12] GROH J R, MOURER D P. Alternate material for elevated temperature turbine cooling plate applications[J]. Superalloys, 2004(1): 101-108.
[13] �ֽ�, ����, ������, ��. ��������ĩұ����ºϽ�Ren��104���о���չ[J]. ��ĩұ��ҵ, 2007, 17(3): 36-43.
JIA Jian, TAO Yu, ZHANG Yiwen, et al. Recent development of third generation P/M superalloy Ren��104[J]. Powder Metallurgy Industry, 2007, 17(3): 36-43.
[14] ���IJ�, �ֳɳ�, ����ܽ, ��. ����������Ʊ�FGH96���ºϽ��ĩ������������֯[J]. ��ĩұ����Ͽ�ѧ�빤��, 2011, 16(5): 671-677.
HU Wenbo, JIA Chengchang, HU Benfu, et al. Solidification microstructure of FGH96 superalloy powder prepared by argon gas atomization[J]. Materials Science and Engineering of Powder Metallurgy, 2011, 16(5): 671-677.
[15] ������, �Ź���, ����, ��. ����������ºϽ��ĩ��������֯����[J]. ��ĩұ����, 2011, 29(2): 93-97.
GAO Zhengjiang, ZHANG Guoqing, LI Zhou, et al. Microstructure characteristics of superalloy powder during rapid solidification prepared by argon atomisation[J]. Powder Metallurgy Industry, 2011, 29(2): 93-97.
[16] ����, �Ź���, ������, ��. ����������ºϽ��ĩ���Ʊ�������֯������[J]. �й���ɫ����ѧ��, 2005, 15(S2): 335-338.
LI Zhou, ZHANG Guoqing, ZHANG Yifei, et al. Structure and properties of argon-gas atomized superalloy powders[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(S2): 335-338.
[17] SEE J B, JOHNSTON G H. Interactions between nitrogen jets and liquid lead and tin streams[J]. Powder Technology, 1978, 21(1): 119-133.
[18] WEBER C. On the breakdown of a fluid jet[J]. Journal of Applied Mathematics and Mechanics, 1931, 11: 136-154.
[19] DUAN R, KOSHIZUKA S, OKA Y. Two-dimensional simulation of drop deformation and breakup at around the critical Weber number[J]. Nuclear Engineering and Design, 2003, 225(1): 37-48.
[20] SHEIKHALIEV S M, BERYUKHOV A V, DUNKLEY J J. Metal droplet��s deformation and break-up by a gas stream[J]. Euro PM2004, 2004(1): 1-6.
[21] MILLER S A, GILES W B. Effect of process variable on atomization of metals and alloys[C]// RAO K P, MEHROTRA S P. Modern Developments in Powder Metallurgy. Princeton, NJ: Metal Powder Industries Federation, 1981: 113-128.
[22] ���ٱ�, ������, ����. ϸCuSnAg�Ͻ��ĩ���Ʊ�����ĩ���ȿ���[J]. ��ĩұ��ҵ, 2008, 18(6): 5-9.
GUO Yibin, CHEN Shiqi, LU Zhi. Preparation particle size control of fine powder of CuSnAg alloy[J]. Powder Metallurgy Industry, 2008, 18(6): 5-9.
[23] �»���, ����ܽ, ��Ȫï, ��. FGH95��ĩ֦����Ͻ�Ԫ��ƫ�����о�[J]. ���Ϲ���, 2002(3): 32-35.
CHEN Huanming, HU Benfu, YU Quanmao, et al. A study of dendrite microsegregations on PREP FGH95 powders[J]. Journal of Materials Engineering, 2002(3): 32-35.
[24] Ԭ��, ����, ������, ��. ��������Ʊ����ºϽ��ĩ���о�[J]. ��ĩұ��ҵ, 2010, 20(4): 1-5.
YUAN Hua, LI Zhou, XU Wenyong, et al. The study of argon atomized superalloy powders[J]. Powder Metallurgy Industry, 2010, 20(4): 1-5.
(�༭ ����ƽ)
�ո����ڣ�2017-03-16�������ڣ�2017-05-04
������Ŀ(Foundation item)�����Ҹ����о���չ�ƻ�(863�ƻ�)��Ŀ(2009AA03Z526)�����ϴ�ѧ����������Ŀ(2015CX004) (Project(2009AA03Z526) supported by the National High-Tech Research and Development Program (863 Program) of China; Project(2015CX004) supported by the Innovation-Driven Plan of Central South University)
ͨ�����ߣ�����������ʿ�����ڣ����¸��ºϽ�ͷǾ��о���E-mail: lzm@csu.edu.cn

