DOI: 10.11817/j.ysxb.1004.0609.2020-36455
热冷组合铸型(HCCM)连铸5A02铝合金管坯微观组织和力学性能
付帅文1,刘新华1,田宇兴2
(1. 北京科技大学 新材料技术研究院,
材料先进制备技术教育部重点实验室,北京 100083;
2. 中铝材料应用研究院有限公司,北京 102209)
摘 要:热冷组合铸型(Heating-cooling combined mold, HCCM)水平连铸是一种制备高精度管坯的短流程新技术。本文采用HCCM水平连铸成功制备出d 70 mm×6 mm规格的5A02铝合金管坯,研究了微观组织对管坯力学性能的影响。结果表明:不同的连铸工艺导致形成了三种不同的铸态组织,分别为粗大等轴晶组织、粗大柱状晶组织和细长柱状晶组织。更较大的连铸速度和温度梯度导致形成的细长柱状晶组织表现出优异的力学性能,其室温抗拉强度为198 MPa,断后伸长率为26.3%。在细长柱状晶组织中,弥散分布的细小第二相和沿轴向的细长晶粒,以及Mg元素在α(Al)基体中的均匀分布使得管坯力学性能明显提高。
关键词:5A02铝合金;HCCM连铸;微观组织;力学性能;第二相
文章编号:1004-0609(2020)-10-2247-09 中图分类号:TG146.2 文献标志码:A
5A02 铝合金是 Al-Mg 系列的中高强度铝合金,具有良好的塑性、耐腐蚀性和焊接性能,其高精度薄壁管材广泛应用于航空航天装备和汽车零部件[1]。目前,5A02铝合金管材的生产方法主要是传统的半连续铸锭-热挤压法-冷拉拔法,其优点是工艺成熟,组织致密,制备的管材力学性能好,并且多有文献报导[2-4];但是生产高精度薄壁管材时,存在尺寸偏差大,成材率低,周期长的问题[5]。如何解决传统挤压法生产5A02管材的技术缺陷,提高管材的成品率、缩短流程是当前生产及研究领域关注的焦点。
热冷组合铸型(Heating-cooling combined mold, 简称 HCCM)连铸有色金属管材是北京科技大学开发的一种高效短流程制备技术[6]。该技术已经成功应用于铜合金管材生产,获得的铜合金管坯表面质量高、具有强轴向组织;管坯无需铣面和中间退火,直接进行冷轧和拉拔加工,即可在保证高精度质量的同时提高生产效率,管材的成品率从原先的60%提高到了80%以上,实现了短流程高效制备[7-10]。HCCM连铸技术为解决传统挤压法制造高精度5A02铝合金管材存在的技术缺陷提供了新的思路。
铝合金与铜合金相比,热容和收缩率更大,导热率更低,导致铝合金的凝固区间比铜合金宽,铸造成型比铜合金难度更大,采用HCCM连铸制备铝合金管坯将面临巨大的技术挑战。另外,5A02铝合金是一种固溶强化型合金[11-12],铸态组织中的第二相形貌、大小及分布对材料力学性能和表面质量有着显著影响[13-15]。本文采用HCCM水平连铸的方式制备5A02铝合金薄壁管坯,研究不同凝固条件下管坯的组织特征及其对力学性能的影响,为5A02铝合金管材HCCM连铸技术推向工业应用提供重要的基础数据。
1 实验
1.1 实验材料及设备
采用5A02铝合金铸锭为原料,化学分析法测得的化学成分列于表1。
采用自行研制的HCCM水平连铸设备制备铝合金管坯、设备与工艺原理如图1所示。由图1(a)可见,该设备包含三个系统,分别是熔化和保温系统、热型加热系统、冷却系统和牵引机构。由图1(b)可见,模具与铜套通过热装来保证紧密结合,芯棒保持一定的锥度使管坯更容易脱模。用于连铸成形的铸型由热型段(Ⅰ段)和冷型段(Ⅱ段)组成,热型段(Ⅰ段)采用感应线圈加热,冷型段(Ⅱ段)采用水冷铜套强制冷却。加热段和冷却段获得足够大的温度梯度,从而在管材凝固界面前沿建立很高的轴向温度梯度,促使金属沿着轴向形成柱状晶粒;同时有利于熔体中的气体排出液相,进而提高管材组织致密度。
表1 5A02 铝合金的化学成分
Table 1 Chemical compositions of 5A02 aluminum alloy (mass fraction, %)

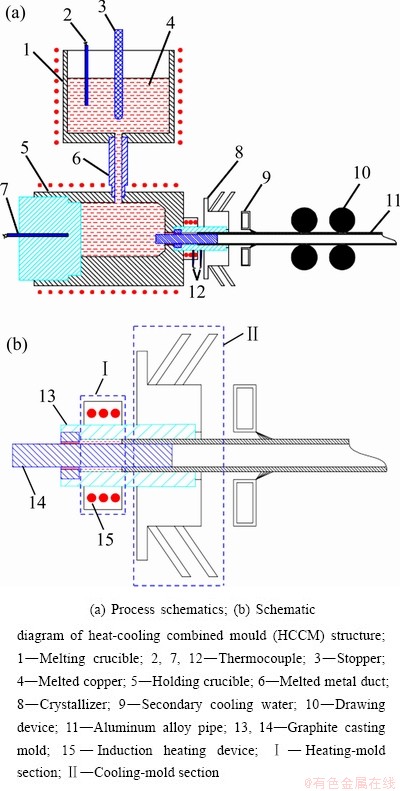
图1 热冷组合铸型(HCCM)水平连铸制备金属管坯原理图
Fig. 1 Schematic diagram of horizontal continuous casting of tube billets by HCCM
热冷组合铸型水平连铸实验过程描述如下:将5A02铝合金置于熔化坩埚1中熔化,提升塞棒3使得金属液流入保温坩埚;对铸型的热型段进行加热,对冷型段通冷却水;当保温坩埚和热型段(Ⅰ段)温度达到实验设定温度时,启动牵引机构10,将凝固的管坯11连续牵引出铸型。通过调整金属熔体温度、热型温度和拉坯速度等参数,完成管坯连续铸造。
1.2 工艺参数
本研究中对熔体温度、冷却水流量、热型温度和拉坯速度进行调控,在保证连铸成型的基础上获得管坯不同的微观组织形貌。采用的连铸参数列于表2。
表2 HCCM水平连铸制备5A02铝合金管坯的实验工艺参数
Table 2 Experimental processing parameters of HCCM horizontal continuous casting for fabricating 5A02 aluminum alloy tube billets
1.3 组织与性能检测
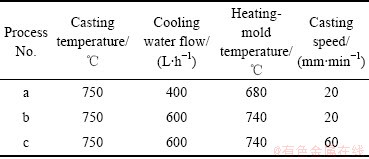
连铸得到d 70 mm×6 mm规格的5A02铝合金管坯,如图2(a)所示。采用线切割沿管坯长度方向切取15 mm×8 mm×6 mm(长×宽×厚)的纵截面试样,如图2(b)所示。将样品的观察面进行机械磨抛至无划痕后对试样进行阳极覆膜,所用溶液为5 mL HBF4+ 200 mL H20,覆膜电压20 V、电流0.15~0.2 A、时间50~60 s。覆膜后的试样在带有偏振光镜头的Axio Imager A2m型光学显微镜下观察组织。采用Phenom型扫描电子显微镜对机械磨抛后的试样观察第二相形貌、分布及元素分布。采用TECNAIG220型透射电镜对样品进行显微组织分析,加速电压为200 kV;透射样品制作过程为:切取厚度为0.5 mm的薄片,并用砂纸打磨到厚度约50 μm,用冲样机将薄片冲成直径为d 3 mm的圆片,在MTP-1 A型双喷电解减薄仪上对样品进行双喷减薄;所用电解液配比为V(CH3OH): V(HNO3)=7:3,液氮冷却,以将试验温度控制在-30~ -35 ℃,电解电流为50~60 mA。依照国家标准GB/T 16865―2013,切取等壁厚的50 mm的定标距弧形标准试样,采用电子万能拉伸试验机测试室温拉伸性能,用砂纸打磨样品内外表面,去除内外表面氧化层;将拉伸断口试样在Phenom型扫描电子显微镜上观察断口形貌。
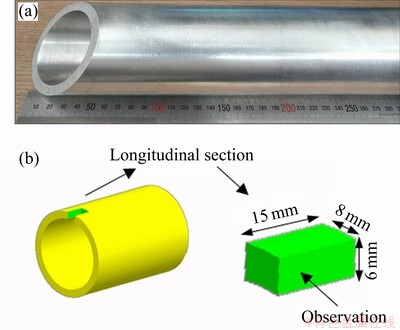
图2 HCCM水平连铸5A02铝合金管坯及取样方法示意图
Fig. 2 HCCM horizontal continuous casting 5A02 aluminum alloy pipe(a) and schematic diagram(b) of cutting samples from tube billets
2 结果与分析
2.1 显微组织分析
图3所示为HCCM连铸制备的5A02铝合金管坯纵截面显微组织。图3(a)、(b)、(c)分别对应表2中工艺a、b、c工艺参数下制备的管坯试样。可以看出,不同的连铸工艺对应着三种不同的管坯组织:第一种是等轴晶为主的组织,形貌上表现为粗大的等轴晶组织内部分散着一些细小的等轴晶组织,晶粒平均直径约为541 μm,如图3(a)所示;第二种是与连铸方向存在一定夹角较粗大的柱状晶组织,晶粒平均宽度约为432 μm,如图3(b)所示,第三种是与连铸方向基本一致的细长柱状晶组织,晶粒平均宽度约为55 μm,如图3(c)所示。对比分析工艺a和工艺b,其拉坯速率相同,但工艺b的热型温度和冷却水流量大于工艺a,导致拉坯方向的温度梯度增大,有利于形成柱状晶组织。对比分析工艺b和工艺c,热型温度和冷却水流量相同,但工艺c的拉坯速度大于工艺b的,导致金属熔体冷却速度增大而形成更加细长的柱状晶组织。
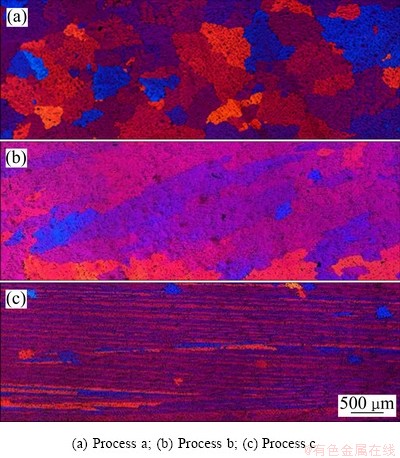
图3 5A02铝合金HCCM连铸管坯纵截面金相组织
Fig. 3 Microstructure of longitudinal section of 5A02 Alloy tube billets fabricated by HCCM
2.2 第二相分析
图4所示为三种典型组织的背散射电子扫描图像。由图4可见,三种不同组织均表现为铸态典型的枝晶网络结构,但粗大等轴晶组织、粗大的柱状晶组织和细长的柱状晶组织的枝晶网络密度有着明显差异。随着铸态晶粒尺度的减小,枝晶网络密度也随之增大,晶间粗大相尺寸随之减小。对枝晶间分布的粗大相进行扫描电镜EDS分析,白色相主要含有Al、Fe、Mn元素,主要是(FeMn)Al6;黑色相主要含有Al、Mg、Si元素,主要是Mg2Si,如表3所示。(FeMn)Al6、Mg2Si与铝基体分别形成二元共晶(α(Al)+Mg2Si)和三元共晶(α(Al)+Mg2Si+(FeMn)Al6),如图5所示。
图6所示为三种组织在TEM视场下的微观结构和选区衍射花样。由图6(a)和(b)可见,在α(Al)基体上有几微米大小的第二相,选区电子衍射花样表明为(FeMn)Al6和Mg2Si相,正交结构的(FeMn)Al6的晶格参数为a=0.643 nm、b=0.746 nm和c=0.878 nm;立方结构的Mg2Si的晶格常数为a=0.635 nm、b=0.635 nm和c=0.635nm。(FeMn)Al6和Mg2Si一般相邻出现,更多以三元共晶(α(Al)+Mg2Si+(FeMn)Al6)的形式存在,如图6(c)和(d)所示。
表3 第二相的平均元素组成
Table 3 Average composition of secondary intermetallics

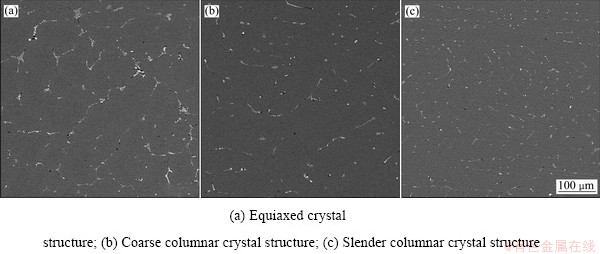
图4 5A02合金HCCM连铸管坯不同铸态组织的背散射电子图像
Fig. 4 Backscattered electron images of 5A02 alloy tube billets fabricated by HCCM with different structures

图5 5A02合金HCCM连铸管坯不同铸态组织中第二相形貌的背散射电子图像
Fig. 5 Backscattered electron images of second phase morphologies of 5A02 alloy tube billets fabricated by HCCM with different structures
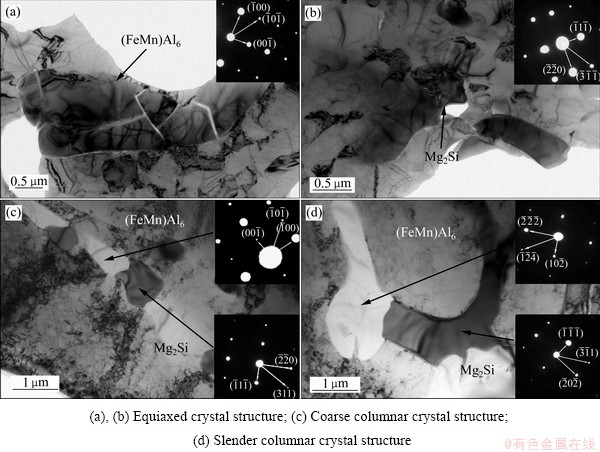
图6 5A02合金HCCM连铸管坯不同铸态组织中的TEM像和选区衍射图案(SADP)
Fig. 6 TEM images of 5A02 aluminum alloy tube billets fabricated by HCCM and selected area diffraction patterns (SADP) of different structures
采用ImagePro软件对图4中三种组织中的第二相面积百分数进行了统计分析,结果如图7所示。粗大等轴晶组织中亮白色的(FeMn)Al6相、黑色的Mg2Si相的面积分数分别为1.86%、0.89%,粗大柱状晶组织中的(FeMn)Al6相和Mg2Si相的面积分数分别为0.86%、0.83%,细长柱状晶组织中的(FeMn)Al6相和Mg2Si相的面积分数分别为0.91%、0.45%。

图7 5A02合金HCCM连铸管坯不同铸态组织的第二相面积百分数
Fig. 7 Area fraction of second phase in different structures
2.3 管坯力学性能分析
图8所示为具有不同组织试样的抗拉强度和断后伸长率。可以看出,不同组织试样的力学性能有明显差异:当管坯的组织为粗大等轴晶组织时,其管坯试样抗拉强度为156 MPa,断后伸长率为9.5%;当管坯组织为粗大柱状晶组织时,其管坯试样抗拉强度为182 MPa,断后伸长率为16.4%;当管坯组织为细长柱状晶组织时,其管坯试样抗拉强度达到198 MPa,断后伸长率达到26.3%。这种沿着管坯轴向的细长晶粒组织和较高的伸长率有利于后续冷轧。
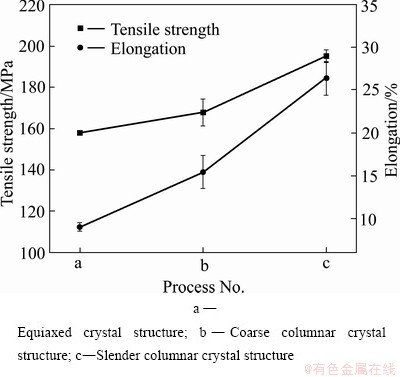
图8 5A02铝合金HCCM连铸管坯不同铸态组织的室温拉伸性能
Fig. 8 Tensile properties of 5A02 aluminum alloy tube billets fabricated by HCCM with different microstructures
2.4 断口形貌分析
采用SEM对具有不同组织的管坯拉伸断口的形貌进行了观察,结果如图9所示。粗大等轴晶组织的管坯具有更多的撕裂棱,分布断口处有较多的脆性断裂(见图9(a));柱状晶组织的管坯比等轴晶组织的管坯断口具有更大、更深的韧窝,细长柱状晶组织的管坯比粗大柱状晶组织的管坯的韧窝更大且深度更深(见图9(b)和(c)),说明细长柱状晶组织的管坯具有更好的塑性。
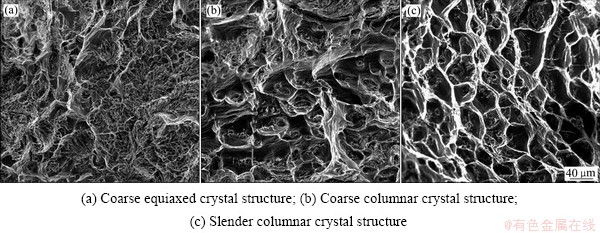
图9 管坯不同组织的拉伸断口形貌
Fig. 9 Tensile fracture morphologies of 5A02 aluminum alloy tube billets fabricated by HCCM with different microstructures
3 讨论
3.1 连铸工艺对组织的影响
本研究中不同的连铸工艺导致了明显不同的铸态微观组织。表2中工艺a条件下,熔体温度为750 ℃,热型温度为680 ℃,水流量为400 L/h,连铸速度为20 mm/min时,管坯的温度梯度较小,冷却速率较大导致过冷度较大,易形成大量的晶核,各个晶粒快速长大,具有择优取向的晶粒还未来得及沿热流方向生长便与相邻晶粒接触,最终形成粗大等轴晶组织。表2中工艺b条件下,熔体温度和连铸速度保持不变,热型温度变适当降低至740 ℃,水流量增大为600 L/h时,管坯的温度梯度增大,有择优取向的晶粒沿热流方向生长,得到粗大的柱状晶组织管坯。表2中工艺c条件下,增大连铸速度到60 mm/min,保持其它参数不变,管坯凝固速率进一步增大,过冷度增加,初生晶核增加,晶粒尺寸变小,因此得到具有细长柱状晶组织的管坯。
5A02铝合金在凝固过程中会产生不同的第二相。一方面由于Si的熔点较低,在合金凝固过程中Si元素会向固液界面富集,导致凝固区域含有较高Si含量,同时Si会促进Mg元素在固液界面富集,最后形成Mg2Si相。另一方面由于Fe元素的存在,合金中还会形成富铁相(FeMn)Al6相。当凝固速率较低时,各种元素有更多的时间从熔液中析出,导致初生相聚集长大,在铸态组织中显示为粗大的第二相。随着凝固速率的提高,元素来不及析出,第二相的尺寸明显减小。
由图7明显可以看出,粗大柱状晶组织和粗大等轴晶组织中Mg2Si相的面积分数基本相等,而等轴晶组织中的(FeMn)Al6相的面积分数是粗大柱状晶组织的两倍;粗大柱状晶组织和细长柱状晶组织中(FeMn)Al6相的面积分数基本相等,而细长柱状晶组织中Mg2Si相的面积分数约为粗大柱状晶组织中的一半。这一规律表明,本研究中工艺b和c获得的铸态组织优于工艺a的,通过连铸工艺的调控能够实现铸态组织的优化。
3.2 微观组织对性能的影响
本研究中不同铸态组织对应着明显不同的力学性能。从图8可见,相比于工艺a和工艺b,工艺c对应的细长柱状晶组织对应着最好的力学性能,其基本原理可从Mg元素固溶和粗大相分布两方面进行解释。5A02铝合金是固溶强化型合金,Mg是5A02铝合金主要的合金元素,Mg的共价原子半径136 pm大于Al的118 pm,当凝固速度很快时,Mg原子来不及析出形成过饱和固溶体,造成α(Al)基体晶格膨胀,从而成为晶格内的点缺陷,并且会阻碍位错运动,在低应变下,溶质原子-位错相互作用导致合金的强度提高。在位错与溶质原子相遇的点处,位错被钉扎,未被钉扎的位置由于受到的位错线张力,滑移变得更加困难,从而使合金材料得到了强化[16-17]。
对三种不同组织内Mg元素的分布情况进行了EDS能谱面扫,如图10所示。可见在粗大等轴晶组织和粗大柱状晶组织中,Mg元素在黑色相(Mg2Si)中聚集,在α(Al)基体中含量很少;而在细长柱状晶组织中,Mg元素除了在黑色相(Mg2Si)中聚集外,还弥散分布在α(Al)基体中,说明细长柱状晶组织中Mg元素固溶在α(Al)基体的含量最多。
(FeMn)Al6相是难溶相,属于脆而硬的化合物,其显微硬度高达6899 MPa[18],呈大片状分布在组织里,严重破坏了合金组织的均匀性,会大大降低合金的强度和塑性。另外,过量的Mg2Si相的析出会导致合金强度的降低,有文献指出(FeMn)Al6和Mg2Si相的尺寸、占有面积的减小和更均匀分布在基体中,有利于抗拉强度和断后伸长率的提高[19-20]。相比粗大柱状晶组织的管坯,粗大等轴晶组织管坯的塑性和强度都较差。这是由于粗大等轴晶组织内部横向晶界较多,断裂倾向性较大,且内部含有大量粗大的脆性(FeMn)Al6相分布在晶界处,造成管坯抗拉强度和断后伸长率较低。而粗大柱状晶的横向晶界较少,拉伸变形过程中位错滑移受到的阻碍大大减少,另外内部的脆性(FeMn)Al6相的面积和尺寸都有所减少,所以粗大柱状晶组织管坯的抗拉强度和断后伸长率较高。
相比粗大柱状晶组织的管坯,具有细长柱状晶组织的管材抗拉强度和断后伸长率又有提高,这一方面是因为细长柱状晶组织中的(FeMn)Al6相和Mg2Si相的面积和尺寸都较小,而且呈弥散分布在整个基体中,Mg元素更多的固溶在基体中,固溶强化效果显著,使得管坯有着较高的强度,另一方面细长柱状晶管坯的枝晶组织的生长方向一致,组织致密,横向晶界较少,枝晶间的区域较小,拉伸变形过程中位错滑移受到的阻碍进一步减少,所以管材的塑性也较好。实验结果表明:细长柱状晶组织的管坯强度和塑性最好。
3.3 连铸管坯综合性能评价
采用HCCM连铸获得薄壁管坯用于后续冷加工,是解决传统挤压管坯技术缺陷的一种方法。本文研究发现,连铸管坯的晶粒组织趋向于沿管坯轴向生长,获得细长柱状晶组织时,不利于后续变形的粗大相明显减少,且纵向抗拉强度和伸长率大幅提升。与传统挤压棒材17%~19%的伸长率[21]相比,HCCM连铸管坯的细长柱状晶组织的伸长率达到25%以上,这对于后续冷加工提供了良好的变形基础。另外,与传统挤压-压延/拉伸的成品退火管材[2]和冷轧退火成品管材[4]相比,HCCM的铸态管坯即可达到相似的力学性能。因此,采用HCCM连铸获得的具有细长柱状晶组织的5A02铝合金管坯可进一步进行冷轧加工,从而为开发新型的5A02铝合金管材生产工艺奠定基础。
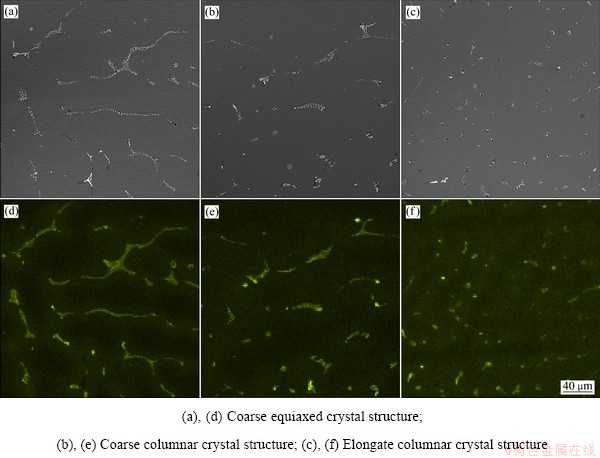
图10 具有不同组织试样的背散射电子图像及Mg元素分布图
Fig. 10 Back-scatter electron images and Mg element distribution diagrams of specimens with different structures
4 结论
1) 采用HCCM连铸工艺成功制备出了5A02铝合金管坯,为解决传统挤压法制备管坯的技术缺陷和发展5A02铝合金管材短流程生产工艺奠定基础。
2) 不同的连铸工艺导致了三种不同的铸态组织,更大的连铸速度和温度梯度形成的细长的柱状晶组织表现出更加优异的力学性能,其室温拉伸性能达到:抗拉强度198 MPa,断后伸长率26.3%。
3) 铸态组织晶粒形貌与尺寸、第二相尺寸和Mg元素分布是影响管坯力学性能的主要因素。细长柱状晶组织中,细小第二相、沿轴向的细长晶粒和Mg元素在α(Al)基体中的均匀分布使得管坯力学性能明显提高。
REFERENCES
[1] 刘静安, 谢水生. 铝合金材料的应用与技术开发[M]. 北京:冶金工业出版社, 2004: 124-127.
LIU Jing-an, XIE Shui-sheng. Application and technical development of aluminum alloy[M]. Beijing: Metallurgical Industry Press, 2004: 124-127.
[2] 秦丽艳, 刘丽英, 赵海龙. 5A02合金薄壁管材粗晶原因分析[J]. 黑龙江冶金, 2007(3): 1-2.
QIN Li-yan, LIU Li-ying, ZHAO Hai-long. Cause analysis of coarse grain of 5A02 alloy thin-walled pipe[J]. Heilongjiang Metallurgy, 2007(3): 1-2.
[3] 胡 捷, 郭青苗, 李德富, 郭胜利, 彭海健, 杜 鹏. 大直径5A02铝合金薄壁管材生产工艺的研究[J]. 锻压技术, 2011, 36(1): 65-68.
HU Jie, GUO Qing-miao, LI De-fu, GUO Sheng-li, PENG Hai-jian, DU Peng. Research on production process of 5A02 aluminum alloy pipe with large diameter and thin-wall[J]. Forging & Stamping Technology, 2011, 36(1): 65-68.
[4] 王 川, 李德富. 冷轧变形量对5A02铝合金管材组织和性能的影响[J]. 材料导报, 2019, 33(4): 1361-1366.
WANG Chuan, LI De-fu. Effect of cold rolling deformation on microstructure and properties of 5A02 aluminum alloy tubes[J]. Materials Reports, 2019, 33(4): 1361-1366.
[5] 邓小民. 铝合金无缝管生产原理与工艺[M]. 北京: 冶金工业出版社, 2007: 2-4.
DENG Xiao-min. Production principle and process of aluminum alloy seamless pipe[M]. Beijing: Metallurgical Industry Press, 2007: 2-4.
[6] 谢建新, 梅 俊, 刘新华, 刘雪峰. 一种白铜管材热冷组合铸型水平连铸工艺与设备: 中国, ZL201010501407[P]. 2011-02-09.
XIE Jian-xin, MEI Jun, LIU Xin-hua XIE Jian-xin, MEI Jun, LIU Xin-hua, LIU Xue-feng. Ahorizontal continuous casting technology and equipment for fabrication of cupronickel tube: China, ZL201010501407[P]. 2011-02-09.
[7] 梅 俊, 刘新华, 谢建新. BFe10白铜管材热冷组合铸型水平连铸凝固温度场模拟[J]. 中国有色金属学报, 2012, 22(5): 1430-1439.
MEI Jun, LIU Xin-hua, XIE Jian-xin. Solidification temperature field simulation of BFe10 cupronickel tube during heating-cooling combined mold continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(5): 1430-1439.
[8] 梅 俊, 刘新华, 姜雁斌, 谢建新. 轴向取向组织BFe10-1-1管材冷轧加工过程中组织、织构与力学性能的变化[J]. 中国有色金属学报, 2012, 22(9): 2529-2538.
MEI Jun, LIU Xin-hua, JIANG Yan-bin, XIE Jian-xin. Evolution of microstructure, texture and mechanical properties of BFe10-1-1 tube with microstructure along axial orientation during cold-rolling[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(9): 2529-2538.
[9] MEI J, JIANG Y B, LIU X H, XIE J X. Liquid-solid interface control of BFe10-1-1 cupronickel alloy tubes during HCCM horizontal continuous casting and its effect on the microstructure and properties[J]. International Journal of Minerals Metallurgy, 2012, 20(8): 748-758.
[10] MEI J, LIU X H, XIE J X. Microstructure and mechanical properties of BFe10 cupronickel alloy tubes fabricated by a horizontal continuous casting with heating-cooling combined mold technology[J]. International Journal of Minerals Metallurgy and Materials, 2012, 19(4): 339-347.
[11] RYEN O, HOLMEDAL B, NIJS O, NES E, SJOLANDER E, EKSTROM H E. Strengthening mechanisms in solid solution aluminum alloys[J]. Metallurgical and Materials Transactions A, 2006, 37(6): 1999-2006.
[12] OLMSTED D L, HECTOR L G Jr, CURTIN W A. Molecular dynamics study of solute strengthening in Al/Mg alloys[J]. Journal of the Mechanics & Physics of Solids, 2006, 54 (8): 1763-1788.
[13] XU Zhu, LI Ning, JIANG Hua-wen, LIU Lin. Deformation nanotwins in coarse-grained aluminum alloy at ambient temperature and low strain rate[J]. Materials Science and Engineering A, 2015, 621: 272-276.
[14] YAN S L, YANG H, LI H W, REN G Y. Experimental study of macro-micro dynamic behaviors of 5A0X aluminum alloys in high velocity deformation[J]. Materials Science and Engineering A, 2014, 598: 197-206.
[15] ZHANG Wei-wen, ZHAO Yu-liang, ZHANG Da-tong, LUO Zong-qiang, YANG Chao, LI Yuan-yuan. Effect of Si addition and applied pressure on microstructure and tensile properties of as-cast Al-5.0Cu-0.6Mn-1.2Fe alloys[J]. Transactions of Nonferrous Metals Society of China, 2018, 28(6): 1061-1072.
[16] BUTT M Z, FELTHAM P. Review solid-solution hardening[J]. Journal of Material Science, 1993, 28(10): 2557-2576.
[17] HUSKINS E L, CAO B, RAMESH K T. Strengthening mechanisms in an Al-Mg alloy[J]. Materials Science and Engineering A, 2010, 527(6): 1292-1298.
[18] 李学朝. 铝合金材料组织与金相图谱[M]. 北京: 冶金工业出版社, 2010: 216-217.
LI Xue-chao. Microstructure and metallography of aluminum alloy[M]. Beijing: Metallurgical Industry Press, 2010: 216-217.
[19] SHEN Li, GUO Y J, SHI Z M. Microstructure and mechanical properties of as-cast 5182 aluminum alloy modified with Al-RE and Al-5Ti-1B master alloys[J]. International Symposium on Materials Application and Engineering, 2016, 67: 05026.
[20] GUO Y J, SHEN Li, SHI Z M. Evaluation of microstructure and mechanical properties of 5182 aluminum alloy ingots with large-sections[Z]. Asia-Pacific Engineering and Technology Conference, 2017: 1124-1130.
[21] 周志军, 林顺岩. 合金成分和挤压工艺对5A02合金棒材组织和力学性能的影响[J]. 铝加工, 2019, 246: 17-20.
ZHOU Zhi-jun, LIN Shun-yan. Effect of alloy composition and extrusion process on microstructure and mechanical properties of 5A02 alloy bar[J]. Aluminum Processing, 2019, 246: 17-20.
Microstructure and mechanical properties of 5A02 aluminum alloy tube billet fabricated by HCCM continuously casting
FU Shuai-wen1, LIU Xin-hua1 , TIAN Yu-xing2
(1. Key Laboratory for Advanced Materials Processing(MOE), Institute for Advanced Materials and Technology, University of Science and Technology Beijing. Beijing 100083, China;
2. Chinalco Materials Application Research Institute Co., Beijing 102209, China)
Abstract: Heating-cooling combined mold (HCCM) horizontal continuous casting was a new compact process technology for preparing tube billets with high precision. In this work, 5A02 aluminum alloy tube billets with 70 mm in diameter and 6 mm in wall thickness were fabricated by HCCM horizontal continuous casting, and the effect of microstructure on mechanical properties was investigated. The results show that the different HCCM processes result in three different microstructures, respectively coarse equiaxed grains, coarse columnar grains and slender columnar grains. The slender columnar grain introduced by the higher casting speed and temperature gradient presents the more excellent mechanical properties, including ultimate strength of 198MPa and elongation of 26.3%. The grain size, second phase size and the distribution of Mg element are main factors for mechanical properties. For the slender columnar grain, diffusion of fine second phase and the uniform distribution of Mg element in α(Al) matrix improve the mechanical properties of HCCM casted tube billets.
Key word: 5A02 aluminum alloy; horizontal continuous casting; microstructure, mechanical properties; second phase
Foundation item: Project(2016YFB0301404-01) supported by the National Basic Research Development Program of China; Project(51925401) supported by the National Natural Science Foundation for Distinguished Young Scholars of China
Received date: 2019-10-10; Accepted date: 2020-01-20
Corresponding author: LIU Xin-hua; Tel: +86-10-62332253; E-mail: Liuxinhua18@163.com
(编辑 何学锋)
基金项目:国家重点研发计划资助项目(2016YFB0301404-01);国家自然科学基金杰出青年基金资助项目(51925401)
收稿日期:2019-10-10;修订日期:2020-01-20
通信作者:刘新华,教授,博士;电话:010-62332253;E-mail:Liuxinhua18@163.com

