3D gel printing of VC reinforced high vanadium high-speed steel
��Դ�ڿ������ϴ�ѧѧ��(Ӣ�İ�)2021���4��
�������ߣ�� �´�� �ﺣϼ ��Ǭ ���²� ��־��
����ҳ�룺1144 - 1154
Key words��3D gel printing; complex shape; rheological behavior; printing appearance; mechanical performance
Abstract: Due to their high hardness and high strength, VC reinforced hard materials such as high vanadium high-speed steel (HVHSS) are not suitable for machining to obtain complex shape with low cost. Therefore, 3D gel printing (3DGP) was employed to print HVHSS parts, using highly loaded slurry with 60% solid content as printing slurry. After printing parameters optimization, the printing sample had good surface quality, and obvious printing lines were observed. The extruded filament was in-situ cured, thus enough to maintain the designed shape. Uniform sintering shrinkage with a shrinkage rate of about 15% was obtained in the as-sintered sample with relative density of 99%. The surface roughness decreased from 6.5 ��m to 3.8 ��m. Fine carbides (<1 ��m) and dense microstructure were achieved. Besides, the as-sintered sample had comprehensive performance of HRC60 in hardness, 3000 MPa in bend strength, and 20-26 J in impact energy. This study proposed one promising method to directly manufacture complex-shaped hard materials without subsequent machining.
Cite this article as: CHEN Cun-guang, SUN Hai-xia, YANG Fang, QIN Qian, HE Xin-bo, GUO Zhi-meng. 3D gel printing of VC reinforced high vanadium high-speed steel [J]. Journal of Central South University, 2021, 28(4): 1144-1154. DOI: https://doi.org/10.1007/s11771-021-4686-x.

J. Cent. South Univ. (2021) 28: 1144-1154
DOI: https://doi.org/10.1007/s11771-021-4686-x

CHEN Cun-guang(�´��)1, 2, 3, SUN Hai-xia(�ﺣϼ)1, YANG Fang(�)1, 2, 3,QIN Qian(��Ǭ)1, HE Xin-bo(���²�)1, 2, 3, GUO Zhi-meng(��־��)1, 2, 3
1. Institute for Advanced Materials and Technology, University of Science and Technology Beijing,Beijing 100083, China;
2. Innovation Group of Marine Engineering Materials and Corrosion Control, Southern Marine Science and Engineering Guangdong Laboratory (Zhuhai), Zhuhai 519082, China;
3. Guangzhou Institute of Advanced Materials, University of Science and Technology Beijing,Guangzhou 510330, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Abstract: Due to their high hardness and high strength, VC reinforced hard materials such as high vanadium high-speed steel (HVHSS) are not suitable for machining to obtain complex shape with low cost. Therefore, 3D gel printing (3DGP) was employed to print HVHSS parts, using highly loaded slurry with 60% solid content as printing slurry. After printing parameters optimization, the printing sample had good surface quality, and obvious printing lines were observed. The extruded filament was in-situ cured, thus enough to maintain the designed shape. Uniform sintering shrinkage with a shrinkage rate of about 15% was obtained in the as-sintered sample with relative density of 99%. The surface roughness decreased from 6.5 ��m to 3.8 ��m. Fine carbides (<1 ��m) and dense microstructure were achieved. Besides, the as-sintered sample had comprehensive performance of HRC60 in hardness, 3000 MPa in bend strength, and 20-26 J in impact energy. This study proposed one promising method to directly manufacture complex-shaped hard materials without subsequent machining.
Key words: 3D gel printing; complex shape; rheological behavior; printing appearance; mechanical performance
Cite this article as: CHEN Cun-guang, SUN Hai-xia, YANG Fang, QIN Qian, HE Xin-bo, GUO Zhi-meng. 3D gel printing of VC reinforced high vanadium high-speed steel [J]. Journal of Central South University, 2021, 28(4): 1144-1154. DOI: https://doi.org/10.1007/s11771-021-4686-x.
1 Introduction
Powder metallurgy (PM) high vanadium high-speed steel (HVHSS) is a hard material with excellent strength and hardness, which is mainly used for wear-resistant tools and high-impact-resistant overload die [1-3]. Different from traditional melting-casting process, PM process for preparing HVHSS includes powder preparation, forming and sintering [4, 5]. In general, PM HVHSS has the advantages of homogeneous microstructure, fine carbides and good performance [6]. However, subsequent machining process is necessary to fabricate complex-shaped parts, which is difficult to be carried out due to its high hardness and strength [7]. Near net-shape forming technique, such as metal injection molding (MIM), is suitable for preparing complex-shaped HVHSS parts. As a drawback, specific mold design is inevitable and costly [8]. The size of MIM products is limited [9, 10]. 3D printing, also known as additive manufacturing (AM), is one of today��s hottest new technologies because of its high material utilization rate, design freedom, and near net-shape forming ability [11, 12]. Against this backdrop, 3D printing is one promising method to directly fabricate complex-shaped HVHSS.
In general, 3D printing technologies mainly include selective laser melting (SLM) [13], selective laser sintering (SLS) [14], fused deposition molding (FDM) [15], stereolithography (SLA) [16], direct inkjet printing (DIP) [17], and 3D gel-printing (3DGP) [18], etc. Among these technologies, 3DGP is an attractive method to prepare HVHSS, using highly loaded suspension as printing slurry followed by extrusion and in-situ curing [19]. The slurry is made of gel system and powder particles, which is designed based on the forming mechanism of gel-casting [20]. The extruded filament can be in-situ cured after the crosslinked polymerization reaction [21]. As 3DGP is conducted at room temperature, no thermal stress is generated during the printing process. Besides, the involved printing equipment is cheap without specific particle shape requirement. During the printing process, the extruded filaments are printed as designed path, thus forming a complex-shaped green body. Subsequently, sintering densification is performed on the green body to obtain final product. In general, the printing quality is closely related to the rheological property of printing slurry, including the viscosity, fluidity and solid content [22]. To date, ceramic [23], Sr ferrite [24], cemented carbide [25], and 316L stainless steel [19] have been prepared by 3DGP with good comprehensive performance. Therefore, 3DGP will also be suitable to prepare HVHSS parts without machining operation. However, no similar study has been reported.
In this study, 3DGP was employed to prepare complex-shaped HVHSS parts. Highly loaded HVHSS slurry with solid content of 60 vol.% was prepared. Accordingly, the rheological behavior, printing appearance, sintering quality and mechanical performance of prepared HVHSS samples were discussed.
2 Experimental
2.1 Printing slurry preparation
In this study, commercial HSS powders with V content of 9.61 wt.% (99.9% purity, ~10 ��m) were used as raw powders, which were purchased from Advanced Technology & Materials Co., Ltd. Table 1 lists the chemical compositions of the raw powders. The theoretical density of this HVHSS materials was 7.4 g/cm3. Accordingly, powder morphology and particle size distribution are presented in Figure 1. Firstly, hydroxyethyl methacrylate (HEMA, AR, Sinopharm Chemical Reagent Co., Ltd.) acting as monomer, N, N��-methylenebisacrylamide acting as crosslinker (MBAM, AR, Sinopharm Chemical Reagent Co., Ltd��) and toluene (AR, Sinopharm Chemical Reagent Co., Ltd) acting as solvent were mixed well to obtain a premixed solution. After that, HVHSS powders were added into the premixed solution to prepare the slurry. To guarantee the slurry quality, oleic acid (OA, AR, Sinopharm Chemical Reagent Co., Ltd.) as dispersant and isooctanol (AR, Sinopharm Chemical Reagent Co., Ltd.) as defoamer were subsequently added into the slurry followed by being mixed for 30 min using a planetary centrifugal mixer (QM-QX10). Table 2 shows the volume fraction of each component in the printing slurry.
Table 1 Chemical composition of HVHSS powder (wt.%)

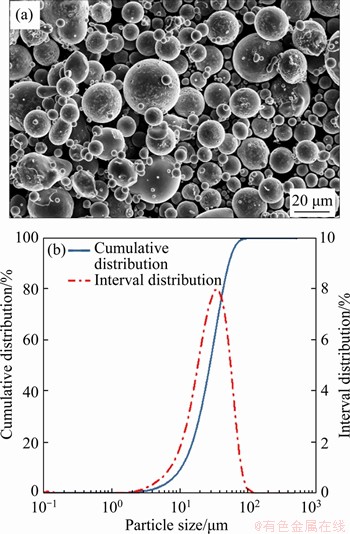
Figure 1 Powder morphology (a) and particle size distribution (b) of HVHSS powder
Table 2 Volume fraction of each component in printing slurry

2.2 Printing and sintering
The preparation procedure of HVHSS parts by 3DGP is shown in Figure 2. A pneumatic printing device equipped with a plastic syringe was employed to achieve 3DGP. Firstly, 3D model was made and transferred into printing code. Then, the printing slurry was poured into the plastic syringe. Subsequently, the slurry was extruded and deposited on the substrate. Meanwhile, a solution containing benzoyl peroxide (BPO, AR, Sinopharm Chemical Reagent Co., Ltd.) as initiator and N, N, N��, N��-tetramethylethylenediamine (TEMED, AR, Sinopharm Chemical Reagent Co., Ltd) as catalyst was delivered along with the extruded slurry to achieve in-situ curing. During the printing process, the printing path was controlled by computer system. After continuous printing, a complex-shaped green body and some cuboid samples were obtained. These green samples were dried in a vacuum drying oven at 60 ��C for 5 h. Lastly, the dried samples were sintered at 1200 ��C for 120 min in a vacuum furnace. The detailed sintering process would be discussed later. Subsequently, heat treatment was carried out, which was designed according to XUE et al [26]. The sintered samples were heated to 1100 ��C for 10 min as austenitizing followed by oil quenching and twice tempering at 500 ��C for 60 min.
2.3 Testing and characterization
Powder particle size was characterized by a laser particle size analyzer (Bettersize 2600). Rheological property of printing slurry was measured using a rotary meter (NDJ-79). Powder morphology, microstructure and fracture were analyzed using a scanning electron microscope (SEM, Philips LEO-1450), equipped with energy-dispersive spectroscope (EDS, Model JEOL, JEOL Ltd., Tokyo, Japan). Element distribution was observed using a field emission scanning electron microscope (FESEM, Zeiss Supra55). Surface appearance of printed and sintered samples was observed using a confocal laser scanning microscope (CLSM, OLYMPUS LEXT OLS4100). Phase analysis was characterized by X-ray diffraction (XRD, Rigaku TTRIII, Japan). Thermal gravimetric analysis (TGA) was carried out using a thermal analyzer (SDT Q600) with a heating rate of 10 ��C/min under Ar atmosphere. Density was measured according to Archimedes�� principle. Hardness value was determined using a digital Rockwell hardness tester (TH320). Bend strength and impact energy at room temperature were evaluated. Bend strength was determined using an electronic universal testing machine (CMT6140) at a loading rate of 0.5 mm/s. The size of the tested sample were 35 mm��5 mm��5 mm with a span of 30 mm. Impact energy was measured by the non-notch impact test using a CMT4105 electronic universal testing machine with sample size of 55 mm��10 mm��10 mm. Carbon content was characterized using a C-S instrument (HCS-140), while oxygen content was characterized using an ONH analyzer (ONH-3000). Five samples were analyzed for each test to ensure the reproducibility.
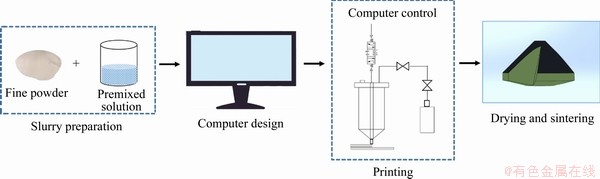
Figure 2 Preparation procedure of HVHSS parts prepared by 3DGP
3 Results and discussion
3.1 Slurry optimization
First of all, powder characteristics will affect the slurry performance. The powder possessing high sphericity and good fluidity is one of the ideal materials for preparing printing slurry with high solid content and low viscosity. It is well known that highly loaded slurry with low viscosity is the most basic requirement for obtaining complex-shaped green body with good printing quality [24]. As shown in Figure 1, raw HVHSS powders were spherical with a small part of oval particles. It can be inferred that the raw powder was suitable for preparing printing slurry. For PM HVHSS parts, the final performance is also closely related to the microstructure of raw powder. Therefore, powder microstructure was studied, as shown in Figure 3. The cross section of powder particles was observed. Coarse primary phases were found in the large powder particles, which was in the particle interior corresponding to the grey region. V, C, and N could be found in this region. In general, carbides are uniformly formed in the particle interior during the melting process for powder preparation, while nitrides are formed during the cooling process using N2 as the cooling gas. N element was mainly absorbed by V element to form VN. This was why N element was found enriched in the V-rich region. It was worth noting that fine carbide was distributed uniformly in the small powder particles (less than 20 ��m). In general, fine powder is not only conducive to obtaining fine microstructure, but also to promoting sintering densification. Therefore, relatively fine HVHSS powders with average grain size of 10 ��m were used as raw materials to prepare HVHSS parts.
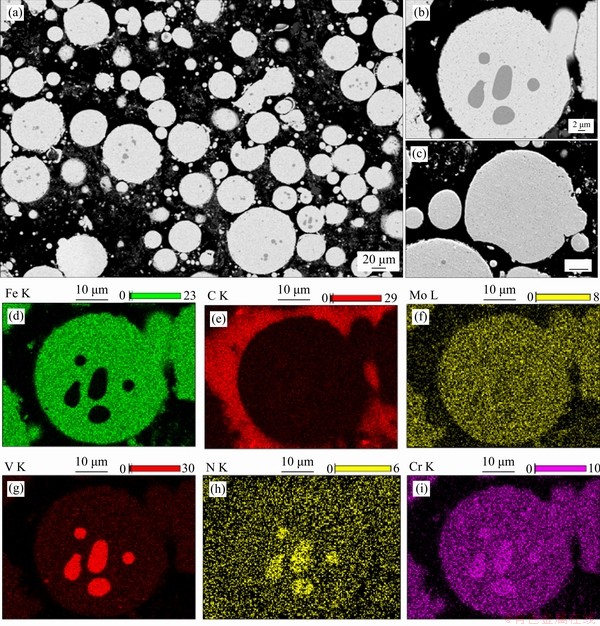
Figure 3 Cross section of HVHSS powder (a-c) and corresponding element distribution (d-i)
The rheological property of the prepared slurry as a function of shear rate was measured, as shown in Figure 4. With the increase of solid content, the viscosity value increased. Besides, the viscosity value gradually decreased and tended to be zero with the increase of shear rate. These slurries with solid content ranged from 50 vol.% to 63 vol.% exhibited pseudoplastic behavior, showing the shear-shinning characteristic. In general, high solid content slurry is conducive to preparing high-density green sample, thus benefiting for shape control and shape retention with a sacrifice of slurry viscosity. When the viscosity value of printing slurry is less than 3 Pa��s at 20 s-1, it is suitable for 3DGP [19]. From Figure 4, it was found that the viscosity value of slurry with 60 vol.% solid content was about 2.8 Pa��s, which was lower than 3 Pa��s. When the solid content increased to 63 vol.%, the viscosity value of 3.6 Pa��s was higher than 3 Pa��s. Therefore, it can be inferred that 60 vol.% slurry was more suitable for 3DGP.
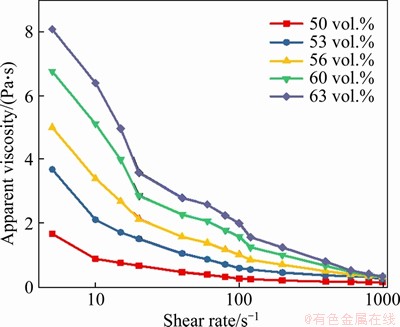
Figure 4 Viscosity curves of HVHSS printing slurry with different solid contents
3.2 Printing process
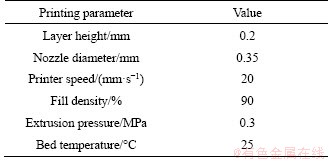
Printing parameter is another important factor to obtain printed sample with good quality during 3DGP process. Nozzle diameter, layer height, printing speed, fill density and extrusion pressure all take significant effects on printing quality. In this study, all the printing parameters were optimized. The optimum printing parameters for 3DGP of HVHSS parts are listed in Table 3. The nozzle diameter was 0.35 mm, while the printing speed was 20 mm/s. The extrusion pressure was controlled to 0.3 MPa. Besides, to guarantee the internal quality of the printed sample, the fill density was set as 92%. According to our previous studies [27], if the fill density was too low or too high, defects, pores and deformation would occur.
Table 3 Printing parameters for 3DGP process of HVHSS parts
The printing quality of the prepared green body was evaluated on the basis of CLSM analysis. The surface appearance of the printed sample is shown in Figure 5. From Figure 5(a), obvious printing lines were observed. The distance of adjacent printing lines was measured as (380��20) ��m, which was slightly larger than the nozzle diameter of 350 ��m. The result was further confirmed by the analysis on the side surface of the printed sample, as shown in Figure 5(b). During printing, the extruded filament was deposited on the print platform, and then changed to elliptic shape from cylindrical shape on the account of self-weight. Before curing, the extruded filament would spread out and fill the space of previous printing lines. A three-dimensional profile was also characterized, as shown in Figure 5(c). There was no distinct height difference between the printing lines. Overall, the printed sample had good surface quality, without any defects or pores observed.
Fracture morphology of the printed HVHSS green sample was analyzed, as shown in Figure 6. A homogeneous microstructure of green body was obtained with particles uniformly distributed. During printing, the extruded filament was in-situ cured after the cross-linked polymerization reaction. The reaction mechanism had been systematically discussed in our previous studies [28]. The curing process was based on the HEMA monomer polymerization under the action of BPO initiator. After that, powder particles can be bonded tightly by the organic binder, as shown in Figure 6(b). The strength of green body was (25��5) MPa. In general, the strength of the printed sample is 10-40 MPa [18, 24, 29]. The strength of the cured filament was enough to support ensuing deposited slurry and be handled for subsequently sintering.
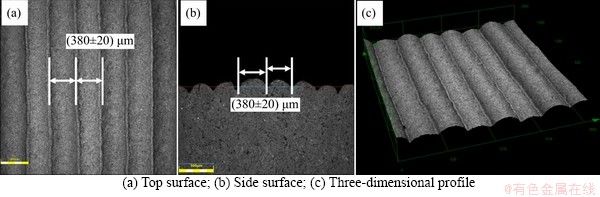
Figure 5 Surface appearance of printed HVHSS sample:
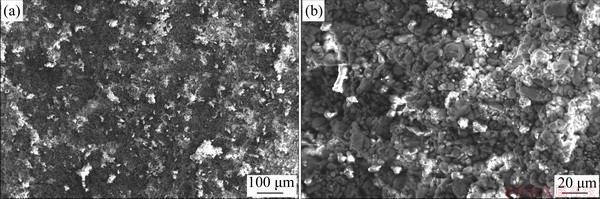
Figure 6 Fracture morphology of printed HVHSS green sample
3.3 Sintering
There were two steps in the sintering of the printed green body. First was the pre-sintering (also known as degreasing). In this stage, the removal of organic binders mainly occurred to guarantee no gel residual. It was worth noting that the shape preservation of the printed sample should also be considered during the degreasing process. Therefore, TGA analysis on the gel system was carried out. The TGA curve of the gel system used in this study is shown in Figure 7. It can be found that the mass loss gradually decreased with the temperature increasing. There was significant mass change at 400 ��C, which might be corresponding to the decomposition of the gel organics. Upon further increasing the temperature to 800 ��C, the mass loss was nearly 100%, indicating the completion of the decomposition process. According to the TGA results, the sintering curve was designed, as shown in Figure 8.
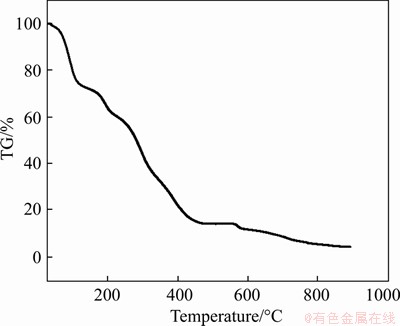
Figure 7 TG curve of gel system used for 3DGP process
At the initial sintering stage, low heating rate of 2.5 ��C/min was employed until the sintering temperature was heated to 400 ��C. After holding for 60 min, the sample was further heated to 800 ��C for 60 min with a heating rate of 4.4 ��C/min. Subsequently, the sample was directly heated to 1200 ��C for 120 min to achieve sintering densification with a heating rate of 3.3 ��C/min. Lastly, furnace cooling was performed. After sintering, dense sample with a relative density of 99% was obtained, as shown in Figure 9(a). Uniform sintering shrinkage was achieved without sintering deformation. The sample sizes changed from 57.6 mm��7.5 mm��7.5 mm to 48.9 mm��6.4 mm��6.4 mm. Surface roughness decreased from 6.5 ��m to 3.8 ��m, indicating that the surface quality of the as-sintered sample improved. Homogeneous microstructure was observed, in which the carbide phases were uniformly distributed. According to the EDS results shown in Figures 9(c)-(d), the dark grey region in Figure 9(b) was detected as carbides phase, while the grey region was corresponding to the matrix phase. From Figure 9(b), fine and uniform carbide phases were observed with average grain size of less than 1 ��m. It is commonly known that the fine carbides are beneficial to improve the overall strength of HVHSS parts [30]. As shown in Figure 9(c), the carbide phases mainly consisted of V and C elements.
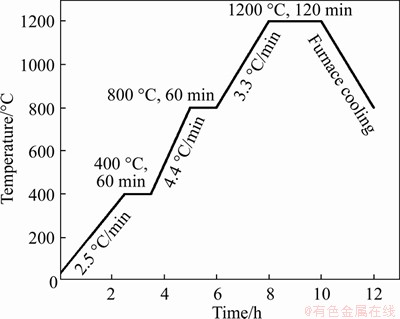
Figure 8 Detailed sintering process of printed HVHSS samples
Besides, the final carbon and oxygen contents of the as-sintered sample were also studied. The oxygen content was about 55��10-6, while the carbon content was about 2.46 wt.%. Compared with the results shown in Table 1, the carbon content of the as-sintered sample was basically the same to the raw HVHSS powders. It was worth noting that the oxygen content decreased from 200��10-6 to 55��10-6. Combined with the results shown in Figure 7, it could be inferred that parts of oxygen were removed,accompanied by the decomposition and removal of gel system. It might be related to the fact that activated carbon generated from the gel decomposition, resulting in the removal of oxygen atom in the form of carbon monoxide and the reduction of oxygen content [31].

Figure 9 (a) Macrostruture of as-sintered sample, (b) microstructure of as-sintered sample, and corresponding EDS results of (c) the black phase and (d) grey phase in (b)
3.4 Performance and formability
Microstructure, bend strength and fracture morphology of the as-sintered 3DGP sample are shown in Figure 10. Fine carbides were uniformly distributed in the matrix. Overall, dense microstructure was obtained, as shown in Figures 10(a) and (c), which was consistent with the density results. On account of fine carbide and dense microstructure, high bend strength of 3000 MPa was achieved in the as-sintered sample, as shown in Figure 10(b). Besides, the impact energy was 20-26 J with average hardness value of HRC 60. As a whole, the HVHSS part had better comprehensive mechanical properties compared with traditional casting one [2]. In our future study, the wear resistance would be investigated. The fracture morphology in Figure 10(d) indicated that fine microstructure was obtained in the as-sintered sample. The carbides were bonded well with the matrix. No printing interface was observed from Figure 10. During sintering, powder particle boundaries disappeared under the action of sintering driving force, and then sintering neck formed and grew up. Therefore, sintering densification was achieved and no printing interface could be found.
The phase composition of HVHSS powder and as-sintered sample was characterized by XRD, as shown in Figure 11. It can be found that MC carbides precipitated and austenite disappeared in the as-sintered sample compared with HVHSS power. MC was the vanadium-rich carbide with a simple face-centered cubic lattice structure [32]. Combined with the microstructure results, it was inferred that MC was in-situ formed during the sintering.
The cutter head of a chamfering device was designed, as shown in Figure 12(a). Accordingly, it was successfully printed by 3DGP. After sintering, uniform sintering shrinkage was achieved. The sample size changed from ��44.8 mm��27.2 mm to ��38.2 mm��23.1 mm. Correspondingly, the sintering shrinkage coefficient of the as-sintered sample compared to the printed green sample was about 15%. Combined with the performance analysis, this study proposed one promising method to directly prepare complex-shaped HVHSS parts with high hardness and high strength, which were not suitable for machining, such as hammer, roll and ball mill liner.
4 Conclusions
3D gel printing was successfully employed to directly prepare complex-shaped HVHSS parts with high hardness and high strength, omitting traditional machining process. Highly loaded slurry with solid content of 60 vol.% was extruded from the nozzle and in-situ cured to achieve 3DGP. Due to its low viscosity value, the printed sample had good surface quality without any defects observed. The powder particles were bonded tightly under the action of gelling agents. After sintering, dense microstructure was obtained with a relative density of 99%. Fine carbides (<1 ��m) were uniformly distributed in the matrix. Overall, the as-sintered sample had good surface quality with a surface roughness of 3.8 ��m. Comprehensive mechanical performance was also achieved, with hardness of HRC60, bend strength of 3000 MPa, and impact energy 20-26 J.
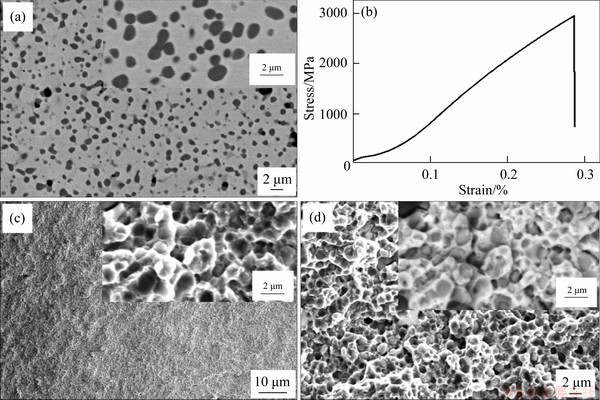
Figure 10 (a) SEM images, (b) stress-strain curve, and (c, d) fracture morphology of as-sintered 3DGP sample

Figure 11 XRD patterns of HVHSS powder and as-sintered sample
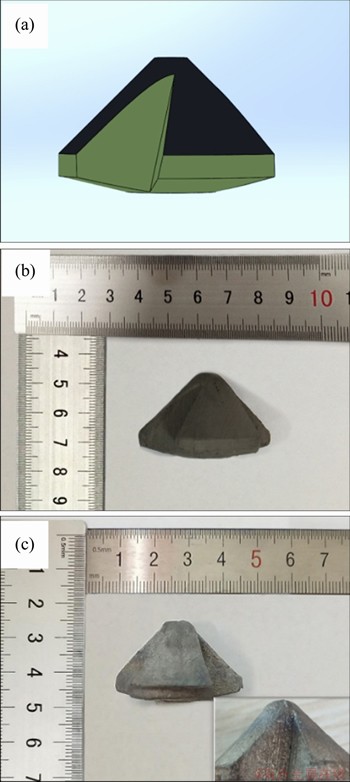
Figure 12 Comparison of (a) designed, (b) 3DGP-built, and (c) as-sintered HVHSS part
Contributors
CHEN Cun-guang and SUN Hai-xia conducted the literature review, carried out the experiment, analyzed the measured data, and wrote the first draft of the manuscript. QIN Qian and HE Xin-bo helped to perform the analysis with constructive discussions. YANG Fang and GUO Zhi-meng provided the concept and edited the draft of manuscript. CHEN Cun-guang, YANG Fang, and GUO Zhi-meng provided the financial support. All authors replied to reviewers�� comments and revised the final version.
Conflict of interest
CHEN Cun-guang, SUN Hai-xia, YANG Fang, QIN Qian, HE Xin-bo, and GUO Zhi-meng declare that they have no conflict of interest.
References
[1] WEI S S, ZHU J H, XU L J. Research on wear resistance of high speed steel with high vanadium content [J]. Materials Science and Engineering A, 2005, 404: 138-145. DOI: 10.1016/j.msea.2005.05.062.
[2] WEI S S, ZHU J H, XU L J, LONG R. Effects of carbon on microstructures and properties of high vanadium high-speed steel [J]. Materials and Design, 2006, 27: 58-63. DOI: 10.1016/j.matdes.2004.09.027.
[3] LIU H F, LIU Y H, YU S R. Investigation of the wear resistance of high-carbon high-vanadium high speed steel [J]. Tribology, 2000, 20: 401-406.
[4] GIMENEZ S, ZUBIZARRETA C, TRABADELO V, ITURRIZA I. Sintering behaviour and microstructure development of T42 powder metallurgy high speed steel under different processing conditions [J]. Materials Science and Engineering A, 2008, 480: 130-137. DOI: 10.1016/j.msea. 2007.06.082.
[5] GODEC M, BATIC B S, MANDRINO, NAGODE A, LESKOVSEK V, SKAPIN S D, JENKO M. Characterization of the carbides and the martensite phase in powder-metallurgy high-speed steel [J]. Materials Characterization, 2010, 61: 452-458. DOI: 10.1016/j.matchar.2010.02.003.
[6] WAN S H, LI H, TIEU K, XUE Q, ZHU H T. Mechanical and tribological assessments of high-vanadium high-speed steel by the conventional powder metallurgy process [J]. International Journal of Advanced Manufacturing Technology, 2019, 103: 943-955. DOI: 10.1007/s00170-019-03547-y.
[7] SOARES E P, VATAVUK J, PANELLI R, PILLIS M F. Evaluation of mechanical properties and microstructure of a high carbon-vanadium tool steel produced by powder metallurgy [J]. Materials Science Forum, 2006, 530-531: 140-144. DOI: 10.4028/www.scientific.net/msf.530-531.140.
[8] JOHNSON P K. Metal injection molding trends report-2020 [J]. International Journal of Powder Metallurgy, 2020, 56: 9-10.
[9] TAN Z Q, ZHANG Q, GUO X Y, ZHAO W J, ZHOU C S, LIU Y. New development of powder metallurgy in automotive industry [J]. Journal of Central South University, 2020, 27: 1611-1623. DOI: 10.1007/s11771-020-4394-y.
[10] SURPRIADI S, SUHARNO B, NUGRAHA N K, YASINTA A O, SUHARNO L P, IRAWAN B, HIDAYANTI F. Argon-atmospheric sintering process of stainless steel 17-4 precipitation hardening from metal injection molding product [J]. Materials Research Express, 2019, 6: 094010.
[11] NGO T D, KASHANI A, IMBALZANO G, NGUYEN K T Q, HUI D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges [J]. Composites Part B, 2018, 143: 172-196. DOI: 10.1016/ j.compositesb.2018.02.012.
[12] MURR L E. A metallographic review of 3D printing/additive manufacturing of metal and alloy products and components [J]. Metallography Microstructure and Analysis, 2018, 7: 1-30. DOI: 10.1007/s13632-018-0433-6.
[13] LEE J, LEE M, JUNG I D, CHOE J, YU J, KIM S, SUNG H. Correlation between microstructure and tensile properties of STS 316L and inconel 718 fabricated by selective laser melting (SLM) [J]. Journal of Nanoscience and Nanotechnology, 2020, 20: 6807-6814. DOI: 10.1166/ jnn.2020.18792.
[14] FENG S X, CAO S T, TIAN Z S, ZHU H Y, KONG D S. Maskless patterning of biodegradable conductors by selective laser sintering of microparticle inks and its application in flexible transient electronics [J]. ACS Applied Materials & Interfaces, 2019, 11: 45844-45852. DOI: 10.1021/acsami. 9b14431.
[15] DING S J, KONG L Y, JIN Y J, LIN J B, CHANG C, LI H Y, LIU E Q, LIU H T. Influence of the molding angle on tensile properties of FDM parts with orthogonal layering [J]. Polymers for Advanced Technologies, 2020, 31: 873-884. DOI: 10.1002/pat.4822.
[16] HOSTASA J, SCHWENTENWEIN M, TOCI G, ESPOSITO L, BROUCZEK D, PIANCASTELLI A, PIRRI A, PATRIZI B. Transparent laser ceramics by stereolithography [J]. Scripta Materialia, 2020, 187: 194-196. DOI: 10.1016/j.scriptamat. 2020.06.006.
[17] LI B, HU N T, SU Y J, YANG Z, SHAO F, LI G, ZHANG C R, ZHANG Y F. Direct inkjet printing of aqueous inks to flexible all-solid-state graphene hybrid micro supercapacitors [J]. ACS Applied Materials & Interfaces, 2019, 11: 46044-46053. DOI: 10.1021/acsami.9b12225.
[18] ZHANG X Y, GUO L C, YANG F, VOLINSKY A A, HOSTETTER M, GUO Z M. 3D gel printing of graded TiC-high manganese steel cermet [J]. Journal of Materials Science, 2019, 54: 2122-2132. DOI: 10.1007/s10853-018-2945-5.
[19] REN X Y, SHAO H P, LIN T, ZHENG H. 3D gel-printing-An additive manufacturing method for producing complex shape parts [J]. Materials and Design, 2016, 101: 80-87. DOI: 10.1016/j.matdes.2016.03.152.
[20] MA G S, XIA L, ZHANG T, ZHONG B, YANG H, XIONG L, HUANG L N, HUANG X X. Permeability and thermal expansion properties of porous LAS ceramic prepared by gel-casting method [J]. Journal of the European Ceramic Society, 2020, 40: 3462-3468. DOI: 10.1016/j.jeurceramsoc.2020. 03.056.
[21] FENG Z, QI J Q, CHEN Q Y, WANG Y Z, CAO X X, YU Y, MENG C M, LU T C. The stability of aluminum oxynitride (AlON) powder in aqueous system and feasible gel-casting for highly-transparent ceramic [J]. Ceramics International, 2019, 45: 23022-23028. DOI: 10.1016/j.ceramint.2019.07.349.
[22] WU W Z, LIU W, JIANG J L, MA J R, LI G W, ZHAO J, WANG D Z, SONG W Z. Preparation and performance evaluation of silica gel/tricalcium silicate composite slurry for 3D printing [J]. Journal of Non-Crystalline Solids, 2019, 503�C504: 334-339. DOI: 10.1016/j.jnoncrysol.2018.10.022.
[23] SHAO H P, ZHAO D C, LIN T, HE J Z, WU J. 3D gel-printing of zirconia ceramic parts [J]. Ceramics International, 2017, 43: 13938-13942. DOI: 10.1016/j.ceramint.2017.07.124.
[24] YANG F, ZHANG X Y, GUO Z M, VOLINSKY A A. 3D gel-printing of Sr ferrite parts [J]. Ceramics International, 2018, 44: 22370-22377.
[25] ZHANG X Y, GUO Z M, CHEN C G, YANG W W. Additive manufacturing of WC-20Co components by 3D gel-printing [J]. International Journal of Refractory Metals and Hard Materials, 2018, 70: 215-223. DOI: 10.1016/j.ijrmhm.2017. 10.005.
[26] XUE Q, YI C, ZHOU Y, LI H, SUN C Y. Effect of quenching temperature on friction and wear performance of high vanadium high speed steel [J]. Heat Treatment of Metals, 2017, 42: 156-160. DOI: 10.13251/j.issn.0254-6051.2017.11.031.
[27] QIN Q, YANG F, ZHANG X Y, SHI T, SHAO Y R, SUN H X, CHEN C C, HAO J J, GUO Z M. 3D printing of tantalum parts based on low molecular mass organic gel system [J]. International Journal of Refractory Metals and Hard Materials, 2019, 84: 105014. DOI: 10.1016/j.ijrmhm.2019.105014.
[28] LI Y, GUO Z M, HAO J J, REN S B. Gelcasting of metal powders in nontoxic cellulose ethers system [J]. Journal of Materials Processing Technology, 2008, 208: 457-462. DOI: 10.1016/j.jmatprotec.2008.01.009.
[29] SHAO Y R, YANG F, QIN Q, ZHOU Y, CHEN C G, LIU P, HE X B, GUO Z M. Shaping and mechanical performance of gelcasting Ti6Al4V alloys with paraffin wax and stearic acid coated on powder surface [J]. Materials Today Communications, 2020, 25: 101533. DOI: 10.1016/ j.mtcomm.2020.101533.
[30] CAO H T, DONG X P, PAN Z, WU X W, HUANG Q W, PEI Y T. Surface alloying of high-vanadium high-speed steel on ductile iron using plasma transferred arc technique: microstructure and wear properties [J]. Materials and Design, 2016, 100: 223-234. DOI: 10.1016/j.matdes.2016.03.114.
[31] SUN H X, YANG F, GUO Z M, ZHANG X Y, QIN Q. Complex-shaped high speed steel with high mechanical performance fabricated by gelcasting sintering [J]. International Journal of Materials Research, 2019, 110: 1074-1082.
[32] GIMENEZ S, ITURRIZA I. Microstructural characterisation of powder metallurgy M35MHV HSS as a function of the processing route [J]. Journal of Materials Processing Technology, 2003, 143-144: 555-560. DOI: 10.1016/ S0924-0136(03)00359-5.
(Edited by HE Yun-bin)
���ĵ���
3D������ӡVCǿ���ĸ߷����ٸ�
ժҪ��VCǿ����Ӳ�ʲ��ϣ���߷����ٸ�(HVHSS)��ߵ�Ӳ�Ⱥ�ǿ�ȣ����ʺϵͳɱ��ӹ��ɸ�����״���о�����60%�߹̺����Ĵ�ӡ����ͨ��3D������ӡ����(3DGP)��ӡHVHSS�����ͨ����ӡ�����Ż�����ӡ�����ı��������ã��ɹ۲쵽���ԵĴ�ӡ�ߡ�����˿ԭλ�̻�����ǿ������ά����Ƶ���״���ս����������������������Ϊ15%������ܶȴﵽ99%�������ֲڶ���6.5 ��m������3.8 ��m���ս������������ܵ�����֯��ϸ��̼������⣬�ս����������������ۺ����ܣ�Ӳ��ΪHRC 60������ǿ��Ϊ3000 MPa�������Ϊ20~26 J����������ķ���������ֱ���Ʊ�������״��Ӳ�ʲ��ϣ�ʡȥ�˺����ӹ���
�ؼ��ʣ�3D������ӡ��������״��������Ϊ����ӡ��ò����ѧ����
Foundation item: Projects(2019-ZD08, 2020-Z17) supported by the State Key Lab of Advanced Metals and Materials, China; Project(52004027) supported by the National Natural Science Foundation of China; Project(GDOE[2019]A16) supported by the Guangdong MEPP Fund, China; Project(311020012) supported by the Innovation Group Project of Southern Marine Science and Engineering Guangdong Laboratory (Zhuhai), China; Project(FRF-GF-20-05A) supported by the Fundamental Research Funds for the Central Universities, China
Received date: 2021-01-08; Accepted date: 2021-04-07
Corresponding author: YANG Fang, PhD, Associate Professor; Tel: +86-10-62334341; E-mail: yangfang@ustb.edu.cn; ORCID: https://orcid.org/0000-0002-7093-7160

