����C/C���ϲ����о���չ
��Դ�ڿ����й���ɫ����ѧ��2019���9��
�������ߣ���ؾ� ʷС�� ������ �̴��� ���·� ������
����ҳ�룺2142 - 2154
�ؼ��ʣ�̼/̼���ϲ��ϣ��Ʊ����ṹ�����ܣ���������ʴ����ҵ��
Key words��carbon/carbon composites; preparation; structure; properties; oxidation and ablation resistance; industrialization
ժ Ҫ��̼/̼(C/C)���ϲ����ǿ��ڸ���1650 ��������Ӧ�õ�������ѡ����֮һ���Ǹ��������ص��о����ϡ������ִ��Ƽ��ķ�չ��������Ч�ʲ����������ٽ���C/C���ϲ��ϼ��������Ӧ�������ת������䣬ʹ���Ϊ��һ�������²��ϵ��ȵ㡣���Ľ����˽������ҹ�C/C���ϲ������Ʊ��������ṹ�����ܡ���������ʴ�����ҵ���ȷ�����о���չ��ָ����ĿǰC/C���ϲ��Ϸ�չ�����ٵ���Ҫ����
Abstract: Carbon/carbon (C/C) composites are one of the few candidate materials that can be applied up to 1650 ��. They are the key research materials in the high-tech fields. With the development of modern science and technology, the manufacturing efficiency of C/C composites has been improved continuously, which promotes the transfer and radiation of C/C composites technology to other application fields, making it a new material explosion point in the future. In this paper, the research progress of carbon/carbon (C/C) composites in preparation, structure, properties, oxidation and ablation resistance, and industrialization in China in recent years was introduced, and the main tasks faced by the development of C/C composites were pointed out.
DOI��10.19476/j.ysxb.1004.0609.2019.09.15
��ؾ���ʷС�죬���������̴������·���������
(������ҵ��ѧ �����½ṹ���ϲ����ص�ʵ���ң�����710072)
ժ Ҫ��̼/̼(C/C)���ϲ����ǿ��ڸ���1650 ��������Ӧ�õ�������ѡ����֮һ���Ǹ��������ص��о����ϡ������ִ��Ƽ��ķ�չ��������Ч�ʲ����������ٽ���C/C���ϲ��ϼ��������Ӧ�������ת������䣬ʹ���Ϊ��һ�������²��ϵ��ȵ㡣���Ľ����˽������ҹ�C/C���ϲ������Ʊ��������ṹ�����ܡ���������ʴ�����ҵ���ȷ�����о���չ��ָ����ĿǰC/C���ϲ��Ϸ�չ�����ٵ���Ҫ����
�ؼ��ʣ�̼/̼���ϲ��ϣ��Ʊ����ṹ�����ܣ���������ʴ����ҵ��
���±�ţ�1004-0609(2019)-09-2142-12���� ��ͼ����ţ�TB332���� ���ױ�־�룺A
̼/̼(C/C)���ϲ�������̼��ά��ʯī��άΪ��ǿ���̼�����ϲ��ϣ���ȫ��̼�ṹ������������ά��ǿ�����������ѧ���ܺ����Ľṹ������ԣ������̼�ز�������ŵ㣬����ܶȡ��͵�������ϵ�����ߵ��ȵ����ԡ���������ȳ��������ʴ����Ħ���Ե�[1-3]����Ϊ��Ҫ���ǣ��ò�����ѧ�������¶����߲���������ʹ���Ϊ���պ��졢������ҽѧ����������Ľṹ����[4-6]��
20����50�����C/C���ϲ���һ���������ܵ�����Ƽ������ߵĹ㷺��ע���������ִ��ռ似�������ػ�����������ٷ�������������������������ܡ����ĵȶԲ������ܵ�Ҫ�����[7-8]����������Ӣ���¡�ǰ�����ȹ�����̶�C/C���ϲ��Ͻ������о�����ͳC/C���ϲ������ܻ����գ���Һ����ռ��������»�ѧ������(CVI)�Ȳ��Ϸ�չ�����ڳ��졣20����80������������������ʵ���Ҽ�����ԭ����ίԱ��ֱ���������ݶ�ǿ������CVI(FCVI)������ѧҺ��������(CLVI)��������������˴�ͳ����CVI���յ��Ʊ����ڣ���������˲��ϵ��Ʊ�Ч��[9]��ͬʱ��C/C���ϲ��Ͽ�������ʴ����Ҳ�õ���Ӧ�ã�������NASA��SiC/HfC��㸴��Ϳ��Ӧ����X-43A�߳����ٷ�����C/Cͷ��ǰԵ��ˮƽβ��ǰԵ�ϣ��÷������������γɹ�ʵ������������6.91��9.68�ķ�������[10]�������ڹ�����������ȡ�óɹ�Ӧ���⣬C/C���ϲ���������ɲ���̷���Ҳȡ���˹�ģ��������ȫ�����̼��������˾��Ӣ����BP��˾��������Bendix��Goodrich��Goodyear��˾��������Messier��˾�Լ�Ӣ����Dunlop��˾�����������ױ�����[11-14]��Ŀǰ����C/C���ϲ����о���Ҫ�����ڵͳɱ����졢���������ʧЧ��Ϊ���߶��������ݿ��Լ��������˼��ȷ��棬Ӧ����ϸ���Ͷ�ܻ���չ���о���������ϸ�ۺ�������
�ҹ���20����70�������չC/C���ϲ����о���������40���꣬�����ڶ������Ա�IJ�и̽����C/C���ϲ����������������о�����ʵ��Ӧ�÷����ȡ�����ش�ͻ�ơ�Ŀǰ���ڴ���C/C���ϲ��Ͽ��м���������Ҫ��λ�б���������ϼ������о������������츴�ϲ����о��������ϴ�ѧ��������ҵ��ѧ���Ϻ���ѧ�����˺��ջ��ֹ�˾�����ϲ����²��Ϲɷ�����˾����������Ƽ�����˾�ȡ�
���ļ�Ҫ�����ҹ�C/C���ϲ������Ʊ����ṹ�����ܡ��ȷ����Լ���ҵ�������ȷ���ķ�չ�����Ŀǰ�ﵽ��ˮƽ����չ����δ����չ���ơ�
1 C/C���ϲ��ϵ��Ʊ�
���ܻ����̶���C/C���ϲ��ϵ����ܡ��Ʊ����ڡ������ɱ���������Ҫ��ͨ�����þ������������Ե���̬��Һ̬ǰ����������Ԥ�����϶���������»��ѹ�ȴ�������ʹǰ����ת��Ϊ����̼���Ӷ��������ܵ�C/C���ϲ��ϡ���ˣ�C/C���ϲ������ܻ����տɷ�ΪҺ����շ��ͻ�ѧ�������(CVI)����
1.1 Һ����շ��о���չ
Һ��ǰ����(���ࡢ��֬��)���������Һ��̼ת���ʽϸߣ��Ʊ���C/C���ϲ�����ʯī��������ʴ���������ܺá���֬����Һ�Ʊ���C/C���ϲ�����Ȼ�ܶȽϵͣ���ǿ�ȸߣ��������ǿ[15-16]��Һ����ռ������CVI�����ŵ�����̼����Ӳ�ȸߡ���ʴ���ɱ��͡����ڶ̡��������Ʊ�����������ȱ�������豸ǿ��Ҫ��ߡ����ո��ӣ���Ҫ�������ա����������
Һ����չ��շ�Ϊ��ѹ����̼��(PIC)����ѹ����̼��(HPIC)�����о�����[17]����ѹʱ������̼ת���ʽ�Ϊ50%���ң�����100 MPa��ѹ�����£�̼ת���ʿɴ�90%����˸�ѹ����̼��������������ԭ�ϵ������ʣ��������������ܻ�Ч�ʡ���ѹ�����Ʊ����ڶ̣����豸���ӣ��ɱ��ߡ���������ҵ��ѧ����ǿ��[18]����Һ������������ѹ�ս����Ϸ���������˴�ͳҺ����շ��Ʊ����ڳ����������ܽϵ͵����⣬���о���ԭ�ϱ����Լ������¶ȶԸ��ϲ������ܵ�Ӱ�죬���ջ�����ܶȴﵽ1.75 g/cm3���������ǿ�ȿɴ�383 MPa��C/C���ϲ��ϡ�������ҵ��ѧ�����˳���ѹ���ι���[19]���ù���������ͨѹ����ʩѹ���ɴ������߽���Ч�ʣ�������ȵȾ�ѹ����Ľ���̼��Ч����ĿǰӦ�����ķ���Ϊ���ѹ������(VPI)����ͨ�������ʹ����Һ�ڸ�ѹ�������³�ֽ���̼��άԤ���壬֮��ʩ�Ӹ��¸�ѹʹǰ����̼������̼���塣�÷�������Ч�ʸߣ�ʮ��������ǰ����̼����̻���
ѹ�����շ�ͨ�����ڸ��ܶ�����ʴC/C���ϲ��ϣ�������ѧ����Ҫ��ϸߵ�C/C���ϲ����Ʊ���������ѡCVI���ա�
1.2 CVI���о���չ
����CVI���Ʊ����̿ɾ�ȷ���ƣ���Ʒ�������죬�ǵ�ǰ����ʵ���Ҽ���ҵ��������Ӧ����������ķ��������÷����Ʊ�Ч�ʵ͡����ڳ����ɱ��ߡ�����ڽ���ʮ���ڣ�����C/C���ϲ����о��߲��ϸĽ��������µ�CVI������ʹ��ɱ������ڴ�ͣ������������ҹ��ھ������������������21���ͺ����Դ�ͳ����CVI�������ݶ�CVI���Լ�ѹ��CVI���ȹ��յĸĽ������£��ҹ�������һϵ������CVI��������Ҫ�У�
1.2.1 �������ǿ��������ѧ������(LTCVI)��
��FCVI���ջ����ϣ�������ҵ��ѧ����Ե�[20-21]�ڴ˻��������LTCVI����ͨ����������ݽ����·�ʽ�Ľ�ԭʼ���ݶȼ��ȷ�����ʵ��ǰ�����ǿ���������ﵽ�����ܶȾ��ȵ�Ŀ�ģ��÷����ܹ���80~100 h��ʹ�����ܶȴﵽ1.70 g/cm3����ǿ��[22]��FCVI�����ϣ�ͨ�����������ŷ��������Կ���������ѹ��ʹFCVI�����ȶ�������������Ϊ����������������ǰ������Ԥ�����е����ԣ������FCVI���������ȶ������ȳ��������������������÷�������100h��ʹC/C���ϲ����ܶȴﵽ1.70 g/cm3�����ϴ�ѧ�Ÿ��ڵ�[23]ͨ������ѹ���ݶ�CVI��¯�壬�������ļ���Դʵ�����ݶ���ѹ���ݶ����ϣ��ɿ��ٳ���C/C���ϲ�����״��������60 h�ڿ�ʹ�ܶȴﵽ1.52 g/cm3���÷�������Ч�ʽϸߣ������ڴ�������״�����ij�����
1.2.2 ֱ��ʽ��ѧ������(HCVI)��
�������������ط���[24]��FCVI�Ļ����ϣ�ͨ����Ž���糡���ӷ�Ӧ�����������м����Ļ�������ײ���ʣ�������HCVI�����������˷�Ӧ���ʣ�ʹС�ߴ���Ʒ����20h�Ϳɴﵽ1.7g/cm3��
1.2.3 CLVI��
CLVI���ǽ�Ԥ���������Һ���У�ͨ��Һ���ڸ����µ���������Ԥ��������¶ȣ�ʵ�ִ��ڶ�����¶Ȳʹǰ�����������ڲ����������Ȼ������������ƣ�������ܻ��Ĺ��̡��÷��������CVI��ȣ�Ԥ����ʼ�ս�����ǰ�����У��ڲ��¶ȸߡ�����Ũ�ȸߣ������˽�������ɢ��·������Ӧ�е��¶Ȳ�����ѭ��������������ɢ�Է�Ӧ�����ƣ���������˳���Ч�ʡ���������[25]ͨ���÷����Ʊ�С�ߴ�C/C���ϲ��ϣ�����3h�����ܶȿɴ�1.7 g/cm3������Ч����ȵ���CVI�����˽��ٱ���2006�꣬������ͨ��ѧ����ƽ��[26]������CLVI ˫��Դ���ȷ����÷��������CLVI����Ԥ��������¶Ƚϵ͡������ӳٵ����⣬��ú��Ϊǰ���壬����3h�ϲ����ܶ�ԼΪ1.72 g/cm3��
1.2.4 CVIǰ����Ľ���
�÷�����Ҫ��Դ�ͳ����CVI��ǰ����������Ԥ�����ⲿԤ�Ƚ����Խ����ڲ������⣬��Ч��ǿ�������ɢ���̣��ﵽ�������ϳ���Ч�ʵ�Ŀ�ġ�ͬʱ�̳���ICVI���ն���Ʒ��״Ҫ��͡��豸�����ڹ�ҵ���������ŵ㡣��ΰ��[27]��������Ϊǰ���壬ͨ������CVI��������73 h������ܶ�Ϊ1.70 g/cm3��C/C���ϲ��ϡ��ο��ܵ�[28]���Ҵ��ͼ״��Ļ������Ϊǰ���壬ͨ������CVI������85 h�ڻ�ø��ܶ�(1.80 g/cm3)����֯�������C/C���ϲ��ϡ�
1.2.5 ��Ԫ���������CVI��
��Ԫ���������CVI�������ϴ�ѧл־�µ�[29]��2006����ƣ��÷���ͨ����Ԥ���������赼�緢�Ȳ㣬ʹ��Ӧ����Ũ�ȳ����¶ȳ�����ų���Ԫ��ϣ��Ӷ�ʵ�ֿ������ܡ��о�������ʯ��Һ����Ϊǰ���壬����20 h�ij����������ܶȴﵽ1.71 g/cm3��ͬʱ�ɻ�ö���֯�����Ƚ�̼���塣
1.2.6 �����������ݶ�TG-CVI��
����˳��[30]ͨ�����Ƹ�Ӧ����װ��ʹ�����γ��ڸ���͵��¶��ݶȣ�ͬʱ����������������������ʹǰ��������ֻ�����ڲ����������ֽܷ�������Ӷ�ʵ������״�����ľ���˳������������˽�����������˳���Ч�ʡ��÷���ʮ����������״C/C���ϲ��ϵ��Ʊ�������67h��ʹԤ�����ܶȵ���1.80 g/cm3�����ҳ������Ƚ�̼ȫ��Ϊ�ֲڲ㡣
1.2.7 3D��ӡ���CVI��
���ϴ�ѧYI��[31]���Ƚ���ʴ���̼��ά���ȩ��֬���ѹ��ɷ�ĩ����ͨ��3D��ӡ(ѡ���Լ����սᷨ)�Ƴ�C/C���ϲ�������������180 ��Ĺ̻���1100 ���̼��������CVI����һ�����ܻ����ɻ�þ��ȸߡ��ܶȸߡ���е�������õ�C/C���ϲ��������
ͼ1��ʾΪ��ͬCVI�����������ܻ�Ч��ͼ�����Կ����������������ķ�չ�����ܻ�Ч�������ѵõ��ϴ���ȵ�������
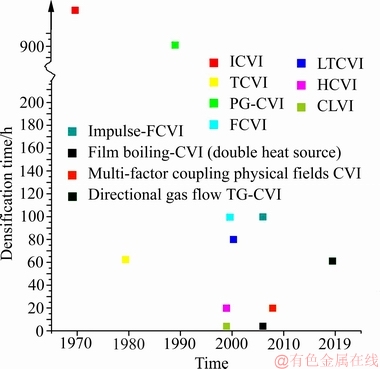
ͼ1 ��ͬCVI�����������ܻ�Ч��
Fig. 1 Densification efficiencies of different CVI technologies
2 C/C���ϲ��Ͻṹ������
C/C���ϲ��Ͻṹ�������о���Ҫ������Ԥ����ṹ�Ż��ͻ�������֯���ط��档�������츴�ϲ����о����ͱ���������ϼ������о�����Ԥ����ṹ�Ż�����������꾡��ϵͳ���о���ʵ���˴�ߴ硢�����ܺ�����C/C���ϲ��Ϲ����ijɹ����ơ�������֯�ṹ�������Ż�C/C���ϲ��������ѵ����ڣ��������츴�ϲ����о���������������ϼ������о��������ϴ�ѧ��������ҵ��ѧ�ȿ���Ժ��ͨ�������о��������ո��ܶȡ���֯�ṹ�ɿ�C/C���ϲ��ϵ��Ʊ�����[32]��ͼ2������������ҵ��ѧ�Ʊ��ľ��д��ֲڲ㡢���⻬�㡢�ʹֲڲ�⻬���ռһ��������֯����Ƭ��Ŀǰ��C/C���ϲ��Ͻṹ�������о���Ҫ�漰�����������档
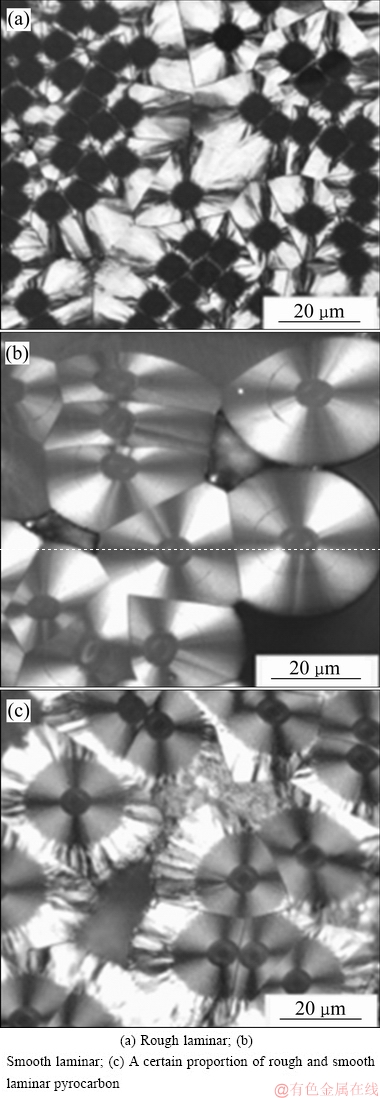
ͼ2 ������ҵ��ѧ�Ʊ��Ĵֲڲ�(a)���⻬��(b)���ֲڲ�⻬���ռһ������(c)��̼����֯����Ƭ
Fig. 2 Texture photographs of carbon matrix prepared by Northwestern Polytechnical University
2.1 ��߶���ǿ���������о�
̼��άֱ��Ϊ5~15 ��m�����������̼�����׳߶��ϵ�ǿ�ͻ�����߶�Ԥ�����ڴ�ͳ̼��άԤ��������ϼ���������ǿ�࣬ʵ��-���׳߶ȵ�������ǿ���ֲ���̼��ά�����׳߶�������ǿ̼�����ȱ�㡣2005�꣬GONG��[33]������ô���ѧ�������(CCVD)������̼��άԤ����������̼����(CNT)��������֣�����״CNT��������ά/������棬��Чǿ���˻���̼���ϡ�֮���о����Ƕ�C/C���ϲ��Ͽ�߶���ǿ���������˴����Ż��Ľ�������Ҫ��չ������ͼ4��ʾ��
2.1.1 �������༰�����뷽ʽ���Ż�
��ά����ԭλ����CNTͨ��ʹ�ù��ɽ���(Fe��Co��Ni ��)��Ϊ��������������ڸ�������̼���ܣ������ά�����ˡ�KOU��[34]ʹ��Cuȡ��Fe/Ni�Ͻ���Ϊ����ʵ����CNT����ά�����ԭλ�����������˴�������ά�����ֱ�Ӹ�ʴ����ʵ����CNT���Ƚ�̼��һ����������FENG��[35]���ø�����CVI �ķ����������˴�������ά��ֱ�ӽӴ�����Ч�ؼ�������ά���ˡ�
2.1.2 CNT������ò�;����Ե���
����״CNTδ�ܳ�ַ���һά���ײ��ϵ�ǿ�ͻ�Ч�������������C/C���ϲ����ڲ��տIJ�����SONG��[36]ͨ������CNT�������գ�ʵ������ά�������״���ܵ�����(��ͼ3��ʾ)��������Ԥ����ṹ���ӣ�������ǰ��������Ũ�ȸ���Ԥ�����ڲ���CNT�����ľ��������Եõ���֤��ZHANG��[37]ͨ���ݶ�CVI������ͨ�������Ż���������CNT����άԤ�������ľۼ���ʵ����CNT�ľ���������
2.1.3 ������߶�Ԥ����
SONG��[38]��������õ�Ӿ�����������ɱ���ԭλ����CNT����ά�����ˣ�ʵ��C/C���ϲ�����ά�ͻ���������ѧ���ܵ�ͬʱ������LI��[39]ͨ����̼��ά����Ԥ��������ʯīϩƬ�㣬����һ��̼��ά-ʯīϩ-CNT�༶��ǿ�壬�ȱ�����̼��ά���ܴ����ĸ�ʴ��ͬʱ�ֿ�����ʯīϩ��Ϊ̼��ά��CNT֮���������ʵ�ֲ�ͬ�߶ȼ����Ч���ɡ���CNT ��ǿC/C ���ϲ�����ȣ�̼��ά-ʯīϩ-CNT�༶��ǿC/C���ϲ�������ǿ�������87%��
2.1.4 �ṹ����һ�廯
��߶���ǿC/C���ϲ��ϲ��������������ѧ���ܣ��书�ܻ��о�Ҳ�õ����о��ߵĹ�ע��LIU��[40]���֣�����CNT���ܶ�C/C ���ϲ�����X���εĵ���������ܴ�28.3 dB ��ߵ���75.2 dB��SHEN��[41]ͨ���Ż�C/C��SiC�����ߵ���������ͬʱ�����C/C���ϲ��ϵĿ�����ǿ�Ⱥ͵������Ч�ܡ�
2.2 ���ӻ����µ������ݻ�
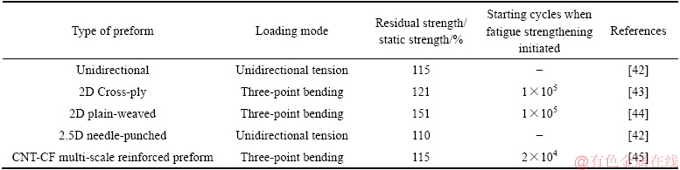
C/C���ϲ���Ӧ�û������ӣ�ϵͳ�Ա���C/C���ϲ����ڿ��̷�������(��ѭ�����ء���������Լ��ռ���յ�)�µ������ݻ����ɣ��DZ�֤��ɿ��Ե�ǰ�ᡣ�ڶ�C/C���ϲ���ƣ�������о������У�������ҵ��ѧ���ȷ�����C/C���ϲ���ƣ��ǿ������(���1��ʾ)���о�������ƣ�ͼ������ڣ�ƣ��ǿ�����ֵ���Ҫԭ����ѭ�����ض���Ӧ���Ļ���ͻ������Ʋ����������Ƶ�ƫת���á�
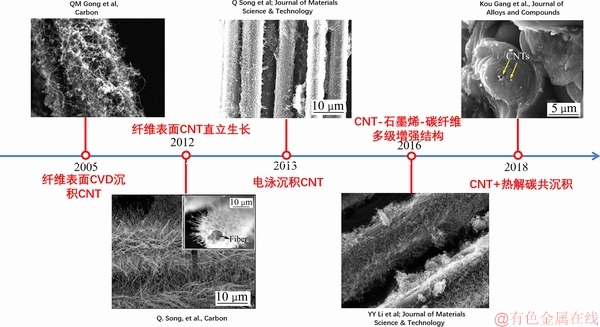
ͼ3 ��߶���ǿC/C���ϲ��ϵķ�չ(ͼƬժ�Բο�����[33-34, 36, 38-39])
Fig. 3 Development of cross-scale reinforced C/C composites (pictures from Refs. [33-34, 36, 38-39])
��1 C/C���ϲ��ϵ�ƣ��ǿ������
Table 1 Fatigue strengthening properties of C/C Composites
ģ��ռ价������ѭ���ͷ���Ҳ���C/C���ϲ��ϲ��������Ӱ�죬ZHANG��[46]�о����֣��ھ�����50��-120~120 ����Ӧ��ѭ����C/C���ϲ���ǿ��������Լ26%��LIU��[47]�о���C/C���ϲ����ڿռ���ջ����µĽṹ�����ݻ������������ԭ�����������������C/C���ϲ��ϵ�����ǿ�ȣ����������ӷ��������������C/C���ϲ��ϵ�ǿ�ȡ�
3 ̼/̼���ϲ��ϵĿ�������ʴ����
C/C���ϲ����ڸ���400 ������������»ᷢ������������������Լ�˸ò��ϵ�Ӧ�á����ÿ�������ʴ������Ҫ�л�����Լ�����Ϳ�㼼��������������Ԫ������Կ���ʴ�о������³�ʱ������Ϳ�㼼����һά���ϸ���Ϳ���о��ȷ���ȡ���˽ϴ��չ��
3.1 ��Ԫ������Կ���ʴ����
�ڿ���ʴ������Է��棬��ѡ��������ʴ���Լ�ΪSiC��������̼����(HfC��ZrC��TaC)������(HfB2��ZrB2��TaB2)����Щ�������մ�(UHTCs)�����۵�ߡ�����ʴ�����������졢��ʴ�����в����ۻ����ӷ����ŵ㣬�dz����ٷ���(����������1400 ������)������������(����ԭ�ӡ���ԭ�ӻ�����2000 ������)�����������(��ѧ��Ӧ���գ�3000 ������)�ȼ��˻������õĺ�ѡ���ϣ���ԪUHTCs���Լ����Эͬ���ã���C/C���ϲ��Ͻ�����Ч����(���2��ʾ)��XIE��[48]�о����֣�����ǰ�������-�ѽ�(PIP)�����Ʊ���C/C-ZrC-SiC���ϲ��Ͼ�������Ȳʵ����ʴ���ϱ������ɵ�ZrO2-SiO2���ϲ����Ϻõر������ڲ����ϡ�LU��[49]�Ʊ��˲�ͬ���ࡢ��ͬ�մɺ�����C/C-SiC-ZrC-HfC���ϲ��ϣ����������ZrO2��HfO2�ڲ��ϱ����γ������ܶ���νṹ������ZrC��HfC�ĸ��ϸ��Լ��ϵ���ZrC���Ը��ϲ��Ͼ��и��õĿ���ʴ���ܡ�ZHANG��[50]�Ʊ���ZrC-ZrB2-SiC��������C/C���ϲ��ϣ�ͨ����ѹCVI��̼��ά/̼�������������SiC�㣬�������SiC������ǿ����ʴ���������֮��ճ��������������߸���C/C���ϲ��Ͽ���ʴ���ܡ�
3.2 ���³�ʱ������Ϳ�㼼��
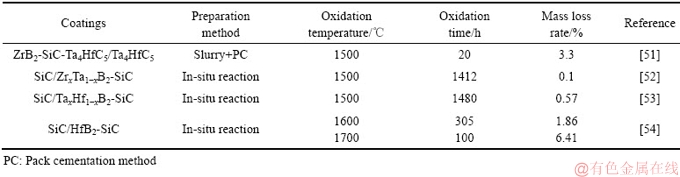
�������Է�����ȣ�Ϳ�㼼����ʵ�ָ��ߡ������¶ȷ�Χ���ȷ�����ZHOU��[51]���ý��巨�Ͱ�����C/C���ϲ��ϱ����Ʊ���ZrB2-SiC-Ta4HfC5/ Ta4HfC5˫�㿹����Ϳ�㡣���������Ϳ�����������ɺ���ZrO2��SiO2��ZrSiO4��Ta2O5��HfO2���������ܡ������Ĺ����β����㣬�������Խ�������ɢ���ʣ�����С�������������Ƴߴ硣�������[52]����ԭλ��Ӧ���Ʊ���ZrxTa1-xB2-SiC/SiCͿ�㣬��������ʱͿ�����������Zr-Ta-Si-O���ಣ����Ta-Si-O/SiO2˫�㲣��������ƴ�����һ���������ã������Ϳ��Ͳ�������ȶ��ԣ���ZrO2��ZrSiO4������ɵġ���Ƕ�ṹ��������ЧӦ��������������C/C���������������ʴ����Ϳ����ϵ��1500 �������������Ч����C/C���ϲ���1412 h(���3��ʾ)�����Dz���ͬ���ķ����Ʊ���TaxHf1-xB2-SiC����Ϳ��[53]������������������ɵ�Hf-Ta-Si-O���ಣ�����Ta-Si-O������Hf-Si-O�������������ԣ�Ϳ����1500 �澲̬�����б���C/C���ϲ���1480 h����ʧ���ʽ�Ϊ0.57%��WANG��[54]����ԭλ�ϳɷ��Ʊ����ݶ�HfB2����SiCͿ�㣬�ݶ�Ϳ��ṹ������Ϳ����C/C���ϲ��ϻ���֮����������ϵ����ƥ���������Ӧ�����У������������������������ڲ�����1600 �桢1700 �������µij�ʱ�ȷ���������Ϳ����ϵ���俹�����������3��ʾ������������UHTCs���ϵ���Ͻ����C/C���ϲ��ϸ��³�ʱ������Ϳ�����Ҫ��ѡ���ϣ��ṹ���������Ч���ؿɽ�һ�����Ϳ��ʹ��������
3.3 һά��������Ϳ�㼼��
�����մ�Ϳ����Դ��Լ���C/C���ϲ���֮��������ϵ����ƥ������������Ϳ��Ŀ��ѺͰ��䣬Ϊ��������⣬������ҵ��ѧ���һά���������մ�Ϳ��˼·������CVD��ԭλ�ϳɡ���������ȷ������ɹ�����ͬ��ò����������C/C���ϲ����մ�Ϳ��(���4��ʾ)��CHU��[55]����CVD�Ͱ����Ʊ���SiC����������SiC/CrSi2-SiC-SiͿ�㣬���������SiC������������ΧͿ������γɽϺõĻ�е����í���ṹ�����������Ϳ�����ԣ�Ϳ����1500 �������¿�ʹ��316h�����������ܽ�δ����Ϳ��������ߡ�LI��[56]����CVD�Ͱ����ڸ�����SiC-SiͿ���C/C���ϲ��ϱ����Ʊ������״SiC����������Si-CrͿ�㣬��������Ϳ��Ľ�����ǿ�ȡ�ZHANG��[57]����CVD�Ͱ����Ʊ���HfC����������SiCͿ�㣬�о����֣�HfC�����߿���Ч�ؼ�СͿ�������Ƴߴ磬�����˹ᴩ�����Ƶ��γɣ���HfC�����ߵ������Ͱγ������ͻ�����Ч�����Ϳ�����ѧ���ܺͿ��������ܡ�
4 �ҹ�C/C���ϲ��ϵIJ�ҵ��
C/C���ϲ��ϲ�ҵ����ɹ��ĵ��ʹ�����C/C���ϲ��Ϻ����ƶ��̡����˺��ջ��ֹ�˾������̿�س��ȵ�λ�ǹ��ڽ��翪չ��ع����ĵ�λ��20����90�������������̼�ƶ���ȡ�ó��㷢չ���ҹ�����½����װ̼�ƶ���[58]��2004�����ϴ�ѧ�Ʋ���Ժʿ���Ŷ���ɵ�C/C�ɻ��ƶ�����Ŀ�״γɹ�Ӧ�����Ϸ����չ�˾��A320�ɻ�����ù��Ҽ�������һ�Ƚ�[59]��2005��2����������Ƽ�����˾���Ƶ�B757-200���ƶ������Ϻ����չɷ�����˾��B757-200�ͷɻ���ʹ�ã�����Ϊ�������Ϲ�˾���Ϻ����չɷ�����˾(ǰ)��Ψһָ���ƶ��̹�Ӧ��[60]���ҹ�̼�ƶ����г��������ڲ�������[61]��1995��ͳ����Ҫ��C/C�ɻ��ƶ��̼�ֵ2.2��Ԫ��2000����Ҫ��C/C�ɻ��ƶ����ܼ�ֵ����5������ң����Ƶ�2025�꣬�ҹ��ɻ�̼�ƶ��̵��г�����������45��Ԫ�����й����ķ�չǰ����ͼ4Ϊ��������Ƽ�����˾������A320ϵ��C/Cɲ����[62]��
��2 C/C���ϲ��ϻ��������ϵ���俹��ʴ����
Table 2 Matrix modification systems of C/C composites and their ablation resistance properties

��3 C/C���ϲ��Ͽ�����Ϳ����ϵ��������
Table 3 Oxidation resistance coatings for C/C composites and their properties
��4 ���Ϳ�����Ϳ����ϵ���俹��������
Table 4 Toughening coatings of C/C composites and their oxidation resistance properties

����C/C���ϲ��ϲ�ҵ�����硢Ŀǰ�ڹ�����Ӧ�ü���ҵ���̶���ߵ�����������������C/C���ϲ�����ܺ��ġ�1984���������츴�ϲ����о������Ƶ�C/C���ϲ��Ϻ��IJ��ϳɹ������ҹ���һ��ͨѶ���ǵķ��䣬���C/C���ϲ����ڹ��ں�������Ӧ�õĿհף�֮���������츴�ϲ����о�����Ϊ�ҹ��ϴ�Ĺ��������������塢��ܵ��з���������[63]���Ϻ���ѧ���Ƶĸ���C/C���ϲ��Ϻ��ģ��ڳ�����������ʽ�����������ҿ�ǡ����Ƕ����Լ�����˹��һ�����Ƿ��������ڽ��ص㷢��������Բ���ɹ�[64]��������ҵ��ѧʵ���˸�����CVI����C/C���ϲ��Ϻ��ĵ��Ʊ��������������з���10�����ͺŵĺ��IJ�Ʒ���ɹ�Ӧ���ڱ��������������
�ں����ȷ������ϼ����շ������Ƚṹ�������棬����������ϼ������о������������츴�ϲ����о��������ϴ�ѧ��������ҵ��ѧ�ȵ�λ���߱�����C/C���ϲ��ϴ����ӹ�����������������ҵ��ѧ���Ƶ�C/CǰԵģ���������������Ϊ2650 kJ/kg�������ٶ�Ϊ2040 m/s�ĸ߳����ٵ绡�����ӷ綴�о�������700 sѭ������(�ۼ�ʱ��2100 s)������ʴ�ʽ�Ϊ8.1��10-5 mm/s�����ƵĴ�Ϳ������Լ���1600 ��ȼ���綴��ˢ�����¿�����ʱ�䳬��300 h�����������Ӧ������
�����������ڽ�Ϊ�������C/C���ϲ�����̫����������Ϊ������¯���ྦྷ������¯���⻯¯�ȳ�����ʹ�á���������Ƽ�����˾�������Ϸ������²����������ι�˾�ȵ�λ�ڹ辧������¯C/C�ȳ�����߱�һ���IJ�ҵ����ģ����ͼ5��ʾ�����ϲ����²����������ι�˾�IJ�Ʒ��Ӧ�����⻯¯�ȳ���ֱ�������ȳ����ྦྷ�������ȳ���̫��¯��ض�Ĥ��������������Ƽ�����˾���Ƶ��ȳ������ʹ�������ɴ�150¯�Σ��Ѿ߱��������3000���IJ���[65]����ͼ5(d)��ʾ��
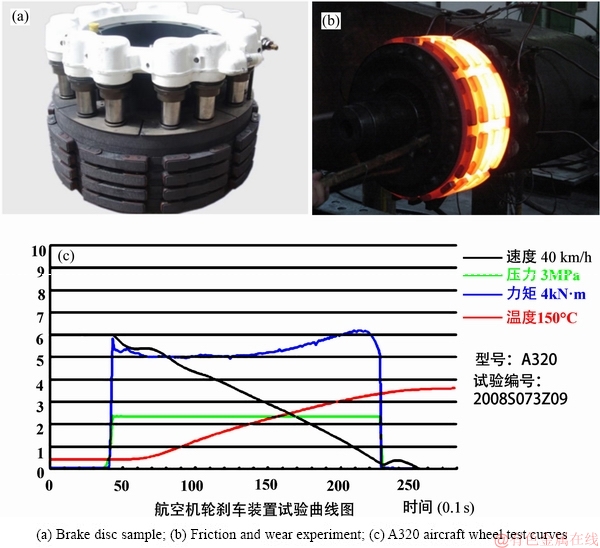
ͼ4 ��������Ƽ�����˾������A320ϵ��C/Cɲ����[62]
Fig. 4 A320 series C/C brake discs produced by Xi'an Super Code Technology Co., Ltd.[62]
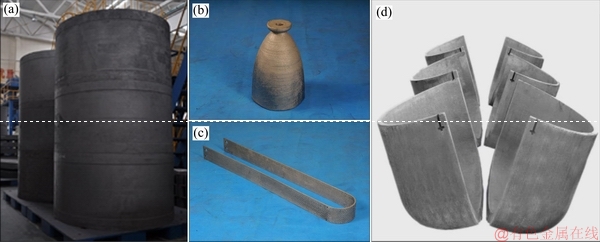
ͼ5 ���ϲ����²�������˾������C/C������¯���ྦྷ������¯�ȳ����ϡ����ġ�U�η����弰��������Ƽ�����˾������C/C����[62-63]
Fig. 5 Thermal field materials(a) for C/C single crystal silicon furnace and polycrystalline silicon ingot furnace, throat(b), U-shaped heaters(c) prepared by Hunan Boyun New Materials Co., Ltd., and C/C crucibles(d) produced by Xi'an Super Code Technology Co., Ltd. [62-63]
������ҽѧ��������C/C���ϲ��Ͼ������˹�������ĵ���ģ�������������ԣ����й�����Ӧ��ǰ��[66]�������ٴ���̼���˹����ɼ���̼�س��о����ṩ��̼���˹��ǰ�����̼�ʹɹ�ͷ���ɹ����¶ˡ�������¶ˡ����ǡ��ǡ��߹ǵ�ʮ���Ʒ��[67]��ɽ����ѧ�о����֣�C/C���ϲ��������ڴٽ�����֯�����ɣ�������C/C�����Ʊ�CaPͿ��Ч����������[68]������δ������C/C���ϲ���Ϊ������Բ��ϣ�Ϊʹ�����һ����������ԣ����������б��洦����������ҵ��ѧ������ϵ���ǻ���ʯ(HA)Ϳ���о����ܺõؽ����C/C���ϲ��ϵ������������[69-70]��
�ڹ�ҵ����C/C���ϲ��Ͽ���Ϊ���ͻ����������˲���ʹ�ã�C/C���ϲ��ϲ��ͻ�������ʹ��ʹ���¶���ԭ����300 �������1100 �棬ͬʱ���ܶȵͣ���������������ʧ���Ȼ�Ч�ʿɴ�48%������C/C���ϲ���������ϵ���ϵͣ�����Ч�¶��ڿɲ�ʹ���ܷ�Ȳ��ϣ����˹����ṹ��
5 �ҹ�C/C���ϲ��������뷢չ���ٵ���Ҫ����
5.1 ���ͳɱ�
C/C���ϲ����С���ɫ�ƽ�֮�ƣ�����CVI�����Ʊ���C/C���ϲ���(�ܶȣ�1.75 g/cm3)�ɱ��ߴ�3~4��Ԫ/kg����߰��۸���Ҫ����������ԭ��һ��̼��άԤ����۸�ߣ������������ڳ���
��̼��άԤ���巽�棬��ǿ��ģ̼��ά��Ҫ�������ڣ�������̼��ά�ݶ�ֱ��ձ��ƿأ������ҹ�̼��ά��ز�ҵ�ķ�չ�����˽ϴ���谭������ԭ˿�ɱ������̼��ά�����Լ�������ͬ����IJ�Ʒ���ҹ�̼��ά��ҵ���ٵ���Ҫ��ս����C/C���ϲ����������棬��ͳCVI���Ʊ�C/C���ϲ�����Ҫ1000~2000 h�����ܻ�ʱ�䣬�ұ��������أ���Ҫ��θ��´���������ȥ�Ǵ�������Ȼ��������������CVI�Ʊ����գ��������������ܻ�ʱ�䣬�����ڹ�����Ӧ�Բ�ǿ��������״�ѳ��ͺʹ��������������⣬��ˣ���һ�����CVI�������ܻ�Ч�ʡ��ƶ���Ч���ܻ����յĹ��̻�Ӧ���ǹؼ���
5.2 ��߿�������ʴ����
�ִ���������װ���ķ�չ��C/C���ϲ��ϸ�����������˺ܸߵ�Ҫ�������շ������Ƚṹ�������߳����ٷ������ȷ��������Ŀ���������ʴC/C���ϲ��ϵ����ƣ���Ҫ�ڣ�1600 ����������������³�ʱ���ȶ����ۣ��˷���ܶ�ؼ���������Ҫ���ء����ܹ����ڻ�����Լ�����Ϳ���о�����ȡ����ͻ���ɹ�������������ߴ������ӹ�������Ϳ������Լ��ȶ��ԡ�ȫ��������������⣬Ϳ���ڲ�ͬ���ۻ����µ���Ӧ�Լ�����Ҳ��C/C���ϲ��Ͽ������о����ٵ���ս��
5.3 ��������ȶ���
Ӱ��C/C���ϲ����Ʊ������غ̼ܶ࣬��ά���Ԥ����ṹ��CVI�豸�ߴ硢���ܻ��¶ȡ�ѹ������������������ͣ��ʱ�䡢�����ķֲ��������ȴ��ʷ�ʽ����ȴ�¶ȼ����ʡ������ʼ�¶ȵȾ���Բ����۽ṹ�����ܲ���Ӱ�졣���⣬�����������У���Ʒ��״�����εIJ�ͬ����Ӧ�Ĺ��ղ�����װ�о�Ҳ��ͬ����ЩӰ�����������Ʋ�������Ʋ�����ȷ������ʹC/C���ϲ������ܲ����ܴ�ķ�ɢ�ԣ����²����ڷ��۹��������ܵIJ��ȶ�����ˣ���Ҫ���ܶȾ����ԡ�����֯�����ء�����ṹ���ơ����չ淶���ȷ������֣����C/C���ϲ��Ϲ�����״�����ܵ�Ҫ����Ԥ�����������ȴ������ա����ܻ����ա�ģ����ơ�ʯī����������Լ��ȷ���Ϳ��ȷ����ƶ��ϸ�Ĺ��չ淶���Ż��Ʊ�������ȷ����ͬһ���������²�ͬʱ�䡢��ͬ����������Ʒ����֯�ṹ���Ⱥ����ܵ��ȶ���
5.4 ���ܼ�����������ϵ��������ݿ�Ľ���
Ŀǰ�ҹ�C/C���ϲ��ϵ����쵥λ��Ҫ������ҵ�����в������ܵļ�⣬���в��ּ���Դ���մɲ��ϻ���֬�����ϲ��ϵĹ��ұ���������ŷ�ޱ������ڲ�ͬ���ϱ������ԵIJ�ͬ�����Ա���������ϵ���ڲ��졣���⣬��ͬ��λ���õIJ��Ա�Ҳ��һ�£����C/C���ϲ�����������������ȽϺ�����������ں��շ������Ƚṹ���ϡ������ȷ������ϡ���������װ���Ƚṹ����C/C���ϲ��ϣ�������ݿ�Ľ���������Ҫ���������ʵġ�ͳһ�IJ��Ա���������ϵ��������ݿ⣬��C/C���ϲ��ϲ�ҵ����չؽ��ͻ�Ƶ���һ���ؼ����⡣
REFERENCES
[1] ��ؾ�, ̼/̼���ϲ���[J]. ����̿����, 2001, 16(2): 79-80.
LI He-jun. Carbon/carbon composites[J]. New Carbon Materials, 2001, 16(2): 79-80.
[2] JORTNER J, PRIYA N S. Applications of carbon/carbon composites[J]. Comprehensive Composite Materials II, 2018, 5: 421-436.
[3] ERICH F. The future of carbon-carbon composites[J]. Carbon, 1987, 25(2):163-190.
[4] ��ؾ�, ��ǰ��. ̼/̼���ϲ���[M]. ����: �й�����������, 2017: 12.
LI He-jun, FU Qian-gang. Carbon/carbon composites[M]. Beijing: China Railway Publishing House, 2017: 12.
[5] CHOWDHURY P, SEHITOGLU H, RATEICK R. Damage tolerance of carbon-carbon composites in aerospace application[J]. Carbon, 2018, 126: 382-393.
[6] WANG P P, LI H J, SUN J, YUAN R M, ZHANG L X, ZHANG Y L, LI T. The effect of HfB2 content on the oxidation and thermal shock resistance of SiC coating[J]. Surface and Coatings Technology, 2018, 339: 124-131.
[7] �����, ��ϸ��, ������. ���շ��������²��ϵ��о���״��չ��[J]. �ȴ���������װ��, 2018, 39(3): 69-73.
FU Qing-feng, YANG Xi-lian, LIU Ke-ming. Current status of research and prospect of high temperature materials for aeroengine[J]. Heat Treatment Technology and Equipment, 2018, 39(3): 69-73.
[8] ALBANO M, ALIFANOV O M, BUDNIK S A, MORZHUKHINA A V, NENAROKOMOV A V, TITOV D M, GABRIELLI A, IANELLI S, MARCHETTI M. Carbon/carbon high thickness shell for advanced space vehicles[J]. International Journal of Heat and Mass Transfer, 2019, 128: 613-622.
[9] ������, �� ��, ������, �˺��. �ͳɱ�C/C���ϲ����о���չ[J]. ̿��, 2018, 176(3): 10-16, 34.
YANG Yun-peng, CUI Hong, HE Xuan-yu, DENG Hong-bing. Research developments on low-cost C/C composites[J]. Carbon, 2018, 176(3): 10-16, 34.
[10] LEONARD C P, AMUNDSEN R M, BRUCE W E. Hyper X hot structures design and comparison with flight data[C]// 13th International Space Planes and Hypersonic Systems and Technologies Conference, 2005: 34-38.
[11] SHARMA S, PATEL R H. Processing and characterization of robust carbon-carbon composites from inexpensive petroleum pitch without re-impregnation process[J]. Composites Part B: Engineering, 2019, 174: 106943.
[12] STEPASHKIN A A, OZHERELKOV D Y, SAZONOV Y B, KOMISSAROV A A. Fracture toughness evolution of a carbon/carbon composite after low-cycle fatigue[J]. Engineering Fracture Mechanics, 2019, 206: 442-451.
[13] LIU D, MINGARD K, LORD O T, FLEWITT P. On the damage and fracture of nuclear graphite at multiple length-scales[J]. Journal of Nuclear Materials, 2017, 493: 246-254.
[14] XI X, CHUNG D D L. Capacitance-based self-sensing of flaws and stress in carbon-carbon composite, with reports of the electric permittivity, piezoelectricity and piezoresistivity[J]. Carbon, 2019, 146: 447-461.
[15] �� ��, �� ��, �� ��, ������, ֣ ��, �� ��. ���ܻ����նԺ�����C/C���ϲ������ܵ�Ӱ��[J]. ���ϲ���ѧ��, 2017, 34(10): 2337-2343.
LI Yan, CUI Hong, WANG Bin, JI A-lin, ZHENG Rui, BAI Xia. Effect of densification methods on properties of thick-wall needled C/C composites[J]. Acta Materiae Compositae Sinica, 2017, 34(10): 2337-2343.
[16] ������, ������, ʩ����, �� Ȩ, �Ⱞ��, �˳���, ������. ��̼��ȩ��֬���临�ϲ��ϵ�̿�������ݱ�[J]. ������/���ϲ���, 2019(3): 76-81.
SHU Chang-peng, YANG Peng-ao, SHI Zheng-tang, ZHOU Quan, WU Ai-chun, GU Cheng-zhong, NI Li-zhong. Evolution of carbonization performance of high carbon phenolic resin and its composites[J]. Fiber Reinforced Plastics/Composites, 2019(3): 76-81.
[17] ZHANG S Y, ZHANG Y L, LI A J, CHEN Q, SHI X H, HUANG J F, HU Z B. Carbon composites[M]. Beijing�� Springer Nature Singapore Pte Ltd and Chemical Industry Press, 2018: 531-617.
[18] ����ǿ, �¹���. ̼/̼���ϲ��ϵ���ѹ�ս��Ʊ���������ѧ����[J]. �й��մ�, 2018, 54(9): 16-22.
JIANG Wen-qiang, WEN Guang-wu. Preparation and mechanical properties of carbon/carbon composites prepared by hot pressed sintering[J]. China Ceramics, 2018, 54(9): 16-22.
[19] �����, �Ʋ���, �Ÿ���, ������, �� ��. C/C���ϲ������ܻ����յ��о���չ[J]. ���ϵ���, 2008, 22(5): 107-110.
XIA Li-hong, HUANG Bo-yun, ZHANG Fu-qin, HUANG Qi-zhong, WANG Lei. Research progress in densification techniques for carbon/carbon composites [J]. Materials Review, 2008, 22(5): 107-110.
[20] �����. ̼/̼���ϲ��Ͽ���CVI���ܻ�������ģ���о�[D]. ����: ������ҵ��ѧ, 1998.
HOU Xiang-hui. Rapid CVI densification technology and simulation of carbon/carbon composites[D]. Xi'an: Northwestern Polytechnical University, 1998.
[21] ������, ��ؾ�, �� ��. �������ǿ������CVI�����Ʊ�C/C���ϲ��ϵ���֯����ѧ�����ص��о�[J]. ̿�ؼ���, 2001(4): 15-18.
ZHANG Shou-yang, LI He-jun, SUN Jun. Microstructure and mechanical properties of C/C produced by LTCVI[J]. Carbon Techniques, 2001(4): 15-18.
[22] �� ǿ, ��ؾ�, ������, ����÷, �����. ����FCVI�Ʊ�̿/̿���ϲ��ϵ��۽ṹ����ѧ����[J]. ����̿����, 2006, 21(2): 132-138.
CHEN Qiang, LI He-Jun, ZHANG Shou-Yang, HAN Hong-mei, LI Ke-zhi. Microstructures and mechanical properties of carbon/carbon composites prepared by impulse forced flow thermal gradient chemical vapor infiltration[J]. New Carbon Materials, 2006, 21(2): 132-138.
[23] XIA L H, HUANG B Y, ZHANG F Q, JIN L. Rapid densification of carbon/carbon composites plate by pressure-gradient chemical vapor infiltration[J]. Advanced Engineering Materials, 2016, 19(5): 1-7.
[24] ���ط�, �˾���, �ź���, ���Ĵ�. ֱ��ʽ��ѧ������C/C���ϲ����о�[J]. ���Ϲ���, 2003(11): 36-39.
TANG Su-fang, DENG Jing-qi, DU Hai-feng, LIU Wen-chuan. Research on structure and properties of C/C composites using the preparation of HCVI[J]. Journal of Materials Engineering, 2003(11): 36-39.
[25] ������, ������, ��Ф��. ��ѧҺ�����ݶ�����C/C����̽��[J]. ����Ϲ���, 2002, 32(3): 22-26.
ZHANG Xiao-hu, MA Bo-xin, HUO Xiao-xu. Chemical liquid thermal gradient densification for the preparation of carbon/carbon composites[J]. Aerospace Materials and Technology, 2002, 32(3): 22-26.
[26] WANG J P, QIAN J M, QIAO G J, JIN Z H. Improvement of film boiling chemical vapor infiltration process for fabrication of large size C/C composite[J]. Materials Letters, 2006, 60(9/10): 1269-1272.
[27] �� ΰ, ������, ��ؾ�,�ο���, ��־��. ����������CVI�����Ʊ�C/C���ϲ���[J]. ����������, 2010(6): 694-697.
LI Wei, ZHANG Shou-yang, LI He-jun, REN Jun-jie, LIU Zhi-cheng. Preparation of C/C composites using n-butyl alcohol[J]. Journal of Solid Rocket Technology, 2010(6): 694-697.
[28] REN J J, LI K Z, ZHANG S Y, YAO X Y. TIAN S. Preparation of carbon/carbon composite by pyrolysis of ethanol and methane[J]. Materials and Design, 2015, 65: 174-178.
[29] л־��, ������, ������, �Ʋ���. CVI̿/̿���ϲ����۽ṹ������ģ��[J]. �й���ɫ����ѧ��, 2007, 17(7): 1096-1100.
XIE Zhi-yong, HUANG Qi-zhong, LIANG Yi-zeng, HUANG Bai-yun. Microstructure and growth model of C/C composites by chemical vapor infiltration[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(7): 1096-1100.
[30] ����˳, ���ǿ, �ֽ���, �� ��, �� ʤ, ������. ��������TG-CVI���������ܻ���״C/C���ϲ��Ϲ���[J]. ����������ѧѧ��, 2019, 45(1): 18-22.
JI Gen-shun, WU Guo-qiang, JIA Jian-gang, ZHAO Jie, ZHANG Sheng, HAO Xiang-zhong. Fast densification technology of disk-like C/C composite with directed-flow TG-CVI method[J]. Journal of Lanzhou University of Technology, 2019, 45 (1): 18-22.
[31] YI X, TAN Z J, YU W J, LI J, LI B J, HUANG B Y, LIAO J Q. Three dimensional printing of carbon/carbon composites by selective laser sintering[J]. Carbon, 2016, 96: 603-607.
[32] REN B Y,ZHANG S Y, HE L Q, GU S Y. Effect of oxygen and hydrogen on microstructure of pyrolytic carbon deposited from thermal decomposition of methane and ethanol[J]. Journal of Solid State Chemistry, 2018, 261: 86-91.
[33] GONG Q M, LI Z, ZHOU X W, WU J J, WANG Y, LIANG J. Synthesis and characterization of in situ grown carbon nanofiber/nanotube reinforced carbon/carbon composites[J]. Carbon, 2005, 43(11): 2426-2429.
[34] KOU G, GUO L J, LI Z Q, PENG J, TIAN J, HUO C X. Microstructure and flexural properties of C/C-Cu composites strengthened with in-situ grown carbon nanotubes[J]. Journal of Alloys and Compounds, 2017, 694: 1054-1060.
[35] FENG L, LI K Z, XUE B, FU Q G, ZHANG L L. Optimizing matrix and fiber/matrix interface to achieve combination of strength, ductility and toughness in carbon nanotube- reinforced carbon/carbon composites[J]. Materials & Design, 2017, 113: 9-16.
[36] SONG Q, LI K Z, LI H L, LI H J and REN C. Grafting straight carbon nanotubes radially onto carbon fibers and their effect on the mechanical properties of carbon/carbon composites[J]. Carbon, 2012, 50(10): 3949-3952.
[37] ZHANG H, GUO L J, SONG Q, FU Q G, LI H J, LI K Z. Microstructure and flexural properties of carbon/carbon composite with in-situ grown carbon nanotube as secondary reinforcement[J]. Progress in Natural Science-Materials International, 2013, 23(2): 157-163.
[38] SONG Q, LI K Z, LI H J, FU Q G. Increasing the tensile property of unidirectional carbon/carbon composites by grafting carbon nanotubes onto carbon fibers by electrophoretic deposition[J]. Journal of Materials Science & Technology, 2013, 29(8): 711-714.
[39] LI Y Y, GUO L J, WANG Y W, LI H J, SONG Q. A novel multiscale reinforcement by in-situ growing carbon nanotubes on graphene oxide grafted carbon fibers and its reinforced carbon/carbon composites with improved tensile properties[J]. Journal of Materials Science & Technology, 2016, 32(5): 419-424.
[40] LIU X M, YIN X W, KONG L, LI Q, LIU Y, DUAN W Y, ZHANG L T, CHENG L F. Fabrication and electromagnetic interference shielding effectiveness of carbon nanotube reinforced carbon fiber/pyrolytic carbon composites[J]. Carbon, 2014, 68: 501-510.
[41] SHEN Q L, LI H J, LIN H J, LI L, LI W , SONG Q. Simultaneously improving the mechanical strength and electromagnetic interference shielding of carbon/carbon composites by electrophoretic deposition of SiC nanowires[J]. Journal of Materials Chemistry C, 2018, 6(22): 5888-5899.
[42] CHENG J, LI H J, ZHANG S Y, XUE L Z. Effect of matrix sub-layer interfacial fracture on residual strength improvement of the fatigued carbon/carbon composites[J]. Journal of Materials Science & Technology, 2018, 34(7): 1243-1249.
[43] XUE L Z, LI K Z, JIA Y, ZHANG S Y, CHENG J, GUO J. Flexural fatigue behavior of 2D cross-ply carbon/carbon composites at room temperature[J]. Materials Science and Engineering A, 2015, 634: 209-214.
[44] YANG X, LI H J, YU K H, ZHANG S Y. Effect of stress level on fatigue behavior of 2D C/C composites[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(7): 2135-2140.
[45] SHEN Q L, SONG Q, LI H J, XIAO C X, WANG T Y, LIN H J, LI W. Fatigue strengthening of carbon/carbon composites modified with carbon nanotubes and silicon carbide nanowires[J]. International Journal of Fatigue, 2019, 124: 411-421.
[46] ZHANG M Y, LI K Z, SHI X H, LI H J, MA C H, HU C X, WANG L, CHENG C Y. Effects of space extreme temperature cycling on carbon/carbon-(Zr-Si-BCO) composites performances[J]. Corrosion Science, 2019, 147: 212-222.
[47] LIU G H, CHENG L F, LUAN X G. Radiation damage behavior of carbon/carbon composite in Low Earth Orbit environment[J]. Ceramics International, 2019, 45(13): 16088-26096.
[48] XIE J, LI K Z, LI H J, FU Q G, GUO L J. Ablation behavior and mechanism of C/C-ZrC-SiC composites under an oxyacetylene torch at 3000 ��[J]. Ceramics International, 2013, 39: 4171-4178.
[49] LU J H, HAN K, LIU L, LI H J, LI K Z, QU J L, YAN X. Ablation resistance of SiC-HfC-ZrC multiphase modified carbon/carbon composites[J]. Corrosion Science, 2016, 103: 1-9.
[50] ZHANG M Y, LI K Z, SHI X H, TAN W L. Effects of SiC interphase on the mechanical and ablation properties of C/C-ZrC-ZrB2-SiC composites prepared by precursor infiltration and pyrolysis[J]. Materials & Design, 2017, 122: 322-329.
[51] ZHOU C L, QI Y S, CHENG Y H, HAN W B. ZrB2-SiC-Ta4HfC5/Ta4HfC5 oxidation-resistant dual-layer coating fabricated by spark plasma sintering for C/C composites[J]. Journal of Materials Engineering and Performance, 2019, 28: 512-518.
[52] REN X R, LI H J, LI K Z, FU Q G. Oxidation protection of ultra-high temperature ceramic ZrxTa1-xB2�CSiC/SiC coating prepared by in-situ reaction method for carbon/carbon composites[J]. Journal of the European Ceramic Society, 2015, 35: 897-907.
[53] REN X R, LI H J, FU Q G, LI K Z. TaxHf1-xB2-SiC multiphase oxidation protective coating for SiC-coated carbon/carbon composites[J]. Corrosion Science, 2014, 87: 479-488.
[54] WANG P, TONG M D, WANG H H, LI H J, JIA Y J LI B, ZHANG Y L, ZHAO Z G. Gradient HfB2-SiC multilayer oxidation resistant coating for C/C composites[J]. Ceramics International, 2018, 44: 20968-20973.
[55] CHU Y H, LI H J, FU Q G, QI L H, WEI B B. Oxidation protection of SiC-coated C/C composites by SiC nanowire- toughened CrSi2-SiC-Si coating[J]. Corrosion Science, 2012, 55: 394-400.
[56] LI H J, YANG X, CHU Y H, LI L, FU Q G, QI L H. Oxidation protection of C/C composites with in situ bamboo-shaped SiC nanowire-toughened Si�CCr coating[J]. Corrosion Science, 2013, 74: 419-423.
[57] ZHANG Y L, REN J C, TIAN S, LI H J, HU Z X. SiC coating toughened by HfC nanowires to protect C/C composites against oxidation[J]. Applied Surface Science, 2014, 311: 208-213.
[58] ���ӷ�. ���������ƶ��Ƽ�����˾�ɻ�̼ɲ���̷�չ֮·[J]. �й���ó����, 2009, 9: 54.
LI Zi-feng. Development of carbon brake disk for aircraft in Xi'an aviation brake technology Co., Ltd[J]. China Economic and Trade Herald, 2009, 9: 54.
[59] http://www.most.gov.cn/ztzl/gjkxjsjldh/jldh2004/fm/fm.htm.
[60] �� ��. ��������Ƽ�����˾A320̼ɲ�����Էɳ� ��[J]. �������ü������Ʒ, 2009(4): 40.
CHEN Hui. Successful flight test of A320 carbon brake disk of Xi��an Super Code Technology Co., Ltd[J]. Dual Use Technologies & Products, 2009(4): 40.
[61] �ɻ���. һ���߿Ƽ���Ŀ�IJ�ҵ������: ���ҡ�863���ƻ���Ŀ/̿/̿���ϲ��ϲ�ҵ������[J]. ��������, 2001(7): 149-151.
YAN Hua-yang. Industrialization analysis of a high-tech project: industrialization analysis of national 863 project/ carbon/carbon composites[J]. E-Government, 2001(7): 149-151.
[62] http://old.xacmkj.com/products_detail_1/productId=83.html.
[63] �վ���. C/C���IJ��ϵ��о��뷢չ[J]. ̿�ؿƼ�, 2001(1): 6-11.
SU Ming-jun. Research and development of C/C throat insert[J]. Carbon Science and Technology, 2001(1): 6-11.
[64] http://www.mat.shu.edu.cn/Default.aspx?tabid=2074.
[65] http://old.xacmkj.com/products_detail_1/productId=76.html.
[66] LIU L, NI X Y, XIONG X B, MA J, ZENG X R. Low temperature preparation of SiO2 reinforced hydroxyapatite coating on carbon/carbon composites [J]. Journal of Alloys and Compounds, 2019, 788: 768-778.
[67] �� ��. �˹�ָ�ؽ���̼/̼���ϲ����Ʊ��������ܵ��о�[D]. ���: ����ѧ, 2012.
YU Peng. Study on preparation and property of C/C composite for artificial finger joints[D]. Tianjin: Tianjin University, 2012.
[68] CAO N, DONG J, WANG Q X, MA Q S, XUE C Q, LI M S. An experimental bone defect healing with hydroxyapatite coating plasma sprayed on carbon/carbon composite implants[J]. Surface and Coatings Technology. 2010, 205(4): 1150-1156.
[69] ZHAND L L, LI H J, LI K Z. Double-layer TC4/Sr substituted hydroxyapatite bioactive coating for carbon/ carbon composites[J]. Ceramics International, 2015, 41(1): 427-435.
[70] ZHANG L L, LI S X, LI H J, PEI L N, GUO Y, LIU S J, SU Y Y. Hydroxyapatite coating on C/C with graphene oxide interlayer[J]. Surface Engineering, 2018, 34(11): 801-808.
LI He-jun, SHI Xiao-hong, SHEN Qing-liang, CHENG Chun-yu, TIAN Xin-fa, YAN Ning-ning
(Key Laboratory for Superhigh Temperature Composites, Northwestern Polytechnical University, Xi��an 710072, China)
Abstract: Carbon/carbon (C/C) composites are one of the few candidate materials that can be applied up to 1650 ��. They are the key research materials in the high-tech fields. With the development of modern science and technology, the manufacturing efficiency of C/C composites has been improved continuously, which promotes the transfer and radiation of C/C composites technology to other application fields, making it a new material explosion point in the future. In this paper, the research progress of carbon/carbon (C/C) composites in preparation, structure, properties, oxidation and ablation resistance, and industrialization in China in recent years was introduced, and the main tasks faced by the development of C/C composites were pointed out.
Key word: carbon/carbon composites; preparation; structure; properties; oxidation and ablation resistance; industrialization
Foundation item: Projects(51821091, 91860203) supported by the National Natural Science Foundation of China
Received date: 2019-07-10; Accepted date: 2019-08-22
Corresponding author: LI He-jun; Tel: +86-29-88492272; E-mail: lihejun@nwpu.edu.cn
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51821091��91860203)
�ո����ڣ�2019-07-10�������ڣ�2019-08-22
ͨ�����ߣ���ؾ������ڣ���ʿ���绰��029-88492272��E-mail��lihejun@nwpu.edu.cn

