DOI��10.19476/j.ysxb.1004.0609.2018.09.14
�ӷϾ�LiFePO4��ؼ�Ƭ��ԭ�Ӿ��û���Li��Fe�ͼ�����-Al��
�� ��1, 2��������1, 2���� ��1, 2��������1, 2
(1. ��̶��ѧ ��ѧѧԺ �绯ѧ��Դ������ת������ʡ�ص�ʵ���ң���̶ 411105
2. ��̶��ѧ ��ѧѧԺ ����Դװ�������ܲ������������ҹ��ʿƼ��������أ���̶ 411105)
ժ Ҫ�����ݷϾ�LiFePO4����Ƭ�и�Ԫ��������ѧ���ʲ��죬ͨ�����±��ա������ѡ��ͬ������������ֶΣ����շϾ�LiFePO4��ؼ�Ƭ��Li��FeԪ�غͼ�����-Al����Li������Li3PO4����ʽ���գ�Fe��FePO4��ʽ���ա�����������Ͼ�LiFePO4��ؼ�Ƭ����600 ��������պ��ܽ������HClŨ��Ϊ5 mol/Lʱ����60 ����Ƚ���4 h����Ϸ��ϵ��ܽ��ʴﵽ��98%��δ�ܽ���Dz�������������̼��PVDF������Һ�м���3% SDS��������ҺpHֵ��2����80 ��õ�����FePO4����Ϊ���Ʊ�LiFePO4��ǰ���塣��������Һ�м���Na3PO4�����ͣ��������̶ȵػ����Ԫ�أ�Li��������ò��Li3PO4��ʽ������Fe�Ļ�����Ϊ97%��Li�Ļ����ʿ��Դﵽ96%��
�ؼ��ʣ��Ͼ�LiFePO4��أ�Ԫ�ػ��գ�ԭ�Ӿ��ã�����ﮣ�������
���±�ţ�1004-0609(2018)-09-1824-08���� ��ͼ����ţ�TM912���� ���ױ�־�룺A
����ȫ�õĿ��ٷ�չ����Դ��ȱ����̬����������ͻ��������Դ�ķ�չ�ܵ�Խ��Խ������ӡ�����ӵ��(LIB)������ߵĹ�����ѹ���ߵ������ܶȣ��Էŵ�С��ѭ����������ʹ�÷��㣬����ЧӦ���ŵ㱻�㷺Ӧ���ڱ�Яʽ�����豸��ͨѶ��վ���õ�Դ���綯�����ʹ��ģ�������ܵ������й����ķ�չǰ��[1-3]��
��������ȫ��3C﮵���г��������죬����﮵���г��Ѿ���Ϊȫ��﮵���г���������档�ӳ�Զ��չ����δ��ʮ�꣬ȫ����﮵���г�������Ѹ��������Ԥ����2022�꣬�����������г���ģ���ֱ�ﵽ54.9 GW��h��267����Ԫ��δ��10��������������ʷֱ�Ϊ37.0%��31.6%���г���ģռ�Ƚ�Ѹ��������63%����[4-6]����ϵ綯�����ʹ��綯������Ѹ�������Ƕ���﮵�ؿ���������Ҫԭ��[7-8]��2016�꣬ȫ������Դ�����ܼ�����Ϊ51.7������﮵���г���ģԼΪ1115��Ԫ������﮵������605��Ԫ��ͬ������65.8%��Ԥ�Ƶ�2020��ȫ��綯�������ﵽ800������2030����ǽ��ﵽ9500����[9]����ѡ��綯�����������ʱ�������ܶȣ������ܶȣ�ѭ����������ȫ�Ժͳɱ��ǿ��ǵ���Ҫ����[10]��LiFePO4�������а�ȫ���������ȶ��Ժá��������ߡ��۸���˵��ŵ㣬����Ϊ�Ƕ�����غʹ��ܵ������Ҫ��һ������ϵ[11]��2016������Դ�������ص��������28 GW��h����2015���������79%������LiFePO4���ռ�ȸߴ�73%���������ߴ�20 GW��h��
���Ŷ�������г����������������ڶ�����ص�ʹ��������δ�����ϵĶ����������Ҳ���ἫΪ�Ӵ�רҵ����Ԥ�ƣ���2020���ҹ���������г�����125 GW��h������������32.2 GW��h��Լ50��t����2030�꣬������ر���������101 GW��h��Լ116��t������Ԥ��δ��LiFePO4������صı����������Ǿ��[12]�������Щ�Ͼ�LiFePO4����Ƭ��������û�л������ã������˷��˱������Դ�����һ���ɻ�����Ⱦ����������������Դ������﮵�ص�����Խ��Խ���¸�����εļ۸�Ѹ�����ǣ�����Խ��Խ��LiFePO4�����������ʹ��FePO4��Ϊ�ϳ�LiFePO4��ǰ���壬Ҳһ���̶ȵ����˵�ؼ�FePO4�۸����ߡ���ˣ�����LiFePO4���������Ƭ��Li��Fe��������-Al���������Ƿdz����������Խ��LiFePO4��ر��Ϻ����Դ�������⣬����������Ⱦ�����һ��յõ��IJ��ﻹ���Բ���һ���ľ���Ч�档ͬʱ��ͨ�����յõ�����Ρ����ο�����Ϊ���ºϳ�LiFePO4��ԭ�ϣ���һ�����������ɱ���ʵ��ԭ�Ӿ��á�
Ŀǰ������Ͼ�﮵�ػ����о������ǹ���LiCoO2����Ԫ��ϵ��ʹ�õ�����ӵ�أ���Ϊ��Co��Ni�ȼ۸�LiFePO4��ػ��յı��������[13-15]���ֱ���ֻ���������Դ��ȱ���۸����ǣ����Ļ���Li2CO3����û�ж�FeԪ�ؽ��л��գ���̸���϶Ի��յ�FePO4�ľ��μ���ò�������������⣬���ǵ���Һ��PO43-�Ĵ��ڣ�Ҫ��ȫ���Ƚ�����Li2CO3�������������Ǻ����ף�����Ksp(Li3PO4)����Ksp(Li2CO3)��Li2CO3�ܽ��Ϊ13.3 g/L��Li3PO4�ܽ��Ϊ0.3821 g/L��Li2CO3�����FePO4��ˮ��Һ�е��ܽ�Ȼ��ǽϴ�ģ����Ի��յõ���Li2CO3����ǻ����������ܽ���ˮ��Һ�С����ڴˣ��������߲���ʪ��ұ��ԭ����LiFePO4������Ƭ�е�Fe2+�����ε�FePO4��ʽ���գ�ͨ���������յõ�������ϵFePO4�����յõ���FePO4������Ϊ���ºϳ�LiFePO4��ǰ����[16-17]��Li��Li3PO4����ʽ���գ�����ȷ�����̶ȵĻ��շϾ�LiFePO4����Ƭ�е�LiԪ�أ�ͬʱLi3PO4Ҳ����Ϊ�Ʊ�Li2CO3��LiOH���Դ[18]�����ң�Li3PO4���иߵ����ӵ絼�ʣ����յõ���Li3PO4��������Ϊ��������ʹ�û���������ӵ����Ԫ�������ϵı�������[19]��
1 ʵ��
1.1 ʵ�����
�Ͼ�LiFePO4��Ƭ���յĹ���������ͼ1��ʾ�������յõ���20 g�Ͼ�LiFePO4Ƭ�����ú����һ��Ũ��NaOH��Һ�У���е����0.5 h����LiFePO4����ȫ��Al���������Al��ͨ����ϴ���ֱ�ӻ��ա�����Һ��LiFePO4��ϲ��Ϲ��˷��룬��80 �����12 h����ĥ��ɸ�õ�LiFePO4��Ϸ��塣
LiFePO4��Ϸ����ڿ�������������6 h��ȡ10 g���պ�Ļ�ϲ�����һ��Ũ�ȵ�HCl��Һ�м����ܽ⡣�Եõ�����Һ���й��ˣ���������������ȡ��100 mL��Һ������6 mol/L NH3��H2O����pH=4�����˸�����ΪLF-UD��ȡ2g�˱����·�ɢ��500 mL 6 mol/L H3PO4��Һ�У�������ҺpH��2��3��80 ����Ƚ���5 h����ˡ�ϴ�ӿɵõ�FePO4����pH=3����Ʒ���ΪLF-3��pH=2����Ʒ���ΪLF-2����ȡ2 g�˱����·�ɢ��500 mLȥ����ˮ�У�����3%��SDS(ʮ�����������)��������ҺpH=2��80 ����Ƚ���5 h����ˡ�ϴ�ӿɵõ���ؼ�FePO4�����ΪLF-SDS��
�����������õ�����Һ�У�����6 mol/L NH3��H2O������pH�����ԣ�����Һ�м���һ������Na3PO4�����裬��Һ�����ְ�ɫ������ֱ����ɫ�������ٳ��ֺ��ˡ�ϴ�ӣ��õ�Li3PO4������
1.2 ����������
�Ͼ�LiFePO4��������ΪLiFePO4�������ϳ������ķ��ϣ��Լ���س���Ƭ�����в�����LiFePO4�߽����ϣ����õĻ�ѧҩƷ��Ϊ�������Լ���
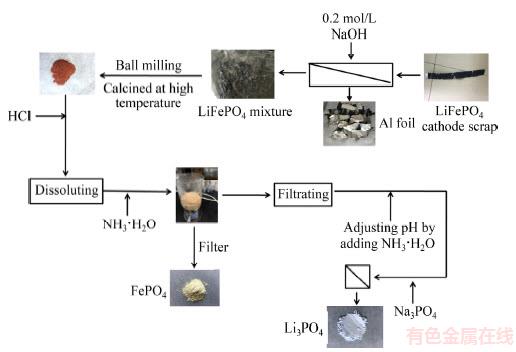
ͼ1 ����LiFePO4������Ƭ��������ͼ
Fig. 1 Recycling process diagram of spent LiFePO4 scraps
�����ձ�Rigaku��˾������D/Max-3C�͵�X�����Զ������ǽ��������������Cu K��1Ϊ����Դ��ɨ�跶ΧΪ10��~80�㣬ɨ������Ϊ4 (��)/min���ܵ�ѹΪ40 kV���ܵ���Ϊ40 mA����S-4800��ɨ���������(SEM)��20 kV�½��б�����ò������������TA��˾������SDTQ600���ȷ����Ƕ���Ʒ����TG-DTG���ԣ���N2���������壬�¶ȷ�ΧΪ25~500 �棬��������Ϊ5 ��/min������÷����-�������Ǿ�����ȼ�(FE20)������ҺpHֵ�����ձ�����������ԭ�����շֹ��ȼ�(AA7000)������Һ��Li+��Fe3+��Al3+�������õ¹�Ԫ�ط���ϵͳ��˾��Ԫ�ط�����(Vario EL III)�������պ���Ʒ��C�ĺ�����
2 ���������
2.1 Ԥ�����������������Ż�
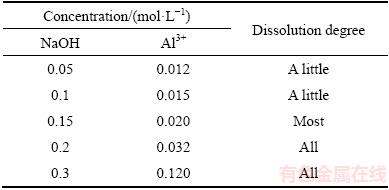
LiFePO4����Ƭ������У�Al����������ԼΪ15.99%[7]��������Al��Ϊ���Խ�����ʹ�ýϵ�Ũ�ȵ�NaOH��Һ��ʴ������Ե��ͬʱ���н��裬�����������Ž���Ľ��ж������������䣬�Ӷ��ﵽ��������������Ŀ�ġ�NaOH��ҺŨ�ȶ�����Ƭ��Al������Ч����Ӱ�����1��ʾ���ɱ�1�ɼ�������NaOH��ҺŨ�ȵ�������Һ��Al3+��Ũ��ҲԽ��Խ��NaOH��Ũ��Ϊ0.2 mol/L������������Al������ȫ���룬��δ��Al�������Ը�ʴ����������NaOH��ҺŨ����0.3 mol/Lʱ����Һ��Al3+��Ũ�ȴﵽ��0.12 mo/L������һ����Al�����ܽ��ˡ���ˣ�Ϊ��ȷ��LiFePO4���ϵ���ȫ�����Al�������ٵ��ܽ⣬NaOH��ҺŨ��Ϊ0.2 mol/L�Ϻ��ʡ�
��1 NaOH��ҺŨ�ȶ�����Ƭ��Al������Ч����Ӱ��
Table 1 Effect of NaOH concentration on separation of cathode material from Al foil
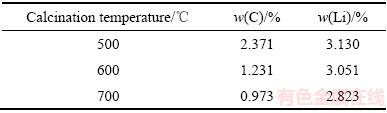
������LiFePO4��ϲ����ڿ��������½�һ�����գ����ڷ�Ӧ����ʽ(1)���Կ������������������ռȿ���ʹFe2+����ΪFe3+�������������������������ļ��룬������ͨ�����ճ�ȥLiFePO4��ϲ����в����ĵ���̼��PVDF���ұ�������ĺ���ɫ���ɻ������HCl��Һ�еĸ����ܽ⡣Ϊ�˱�֤����̼��PVDF������ͨ�����ճ�ȥ��ͬʱ�־����ܼ������չ�����Li����ʧ������ѡ��500��600��700���¶Ƚν������գ��������2��ʾ���ӱ�2���Կ��������������¶ȵ����ߣ����պ�������C��Li�ĺ��������½���ʵ����ѡ��600 ��Ϊ�����¶ȼȿ���ȷ���ֵ�PVDF������̼����ȥ�������Ծ�������LiԪ���ڸ��������е���ʧ��
12LiFePO4+3O2��4Li3Fe(PO4)3+2Fe2O3 (1)
��2 �����¶ȶ�C��Li������Ӱ��
Table 2 Effect of calcination temperature on C and Li content
2.2 ���������������Ż�
LiFePO4��ϲ��ϱ���ȫ��������Ը��������ܽ���HCl�С�ͼ2��ʾΪHCl��ҺŨ�ȡ��¶ȡ�Һ�̱ȵȹ����������������ܽ��Ӱ�졣��ͼ2(a)�м���HClŨ��Ϊ5 mol/Lʱ��4 h�ڻ�����ܽ�̶�Ϊ98%������δ�ܽ������Ӧ�������պ�̼����PVDF�IJ�������Ҽ������HClŨ�ȶԲ��ϵ��ܽ�û������Ӱ�졣��ͼ2(b)�п��Կ������ʵ�����¶ȿ��Լ��ٻ������ܽ⣬��HClŨ��Ϊ5 mol/L���¶�Ϊ60 ��ʱ����������ܽ�ﵽ����ֵ����ͼ2(c)�пɼ�����HCl��Ũ��Ϊ5 mol/L���¶�Ϊ60 ��ʱ����Һ�̱ȴ���12.5���ܽ���������ʱ����仯�����ѡ��Һ�̱�12.5�ȽϺ��ʡ�
2.3 FeԪ�صĽ����ͳ���
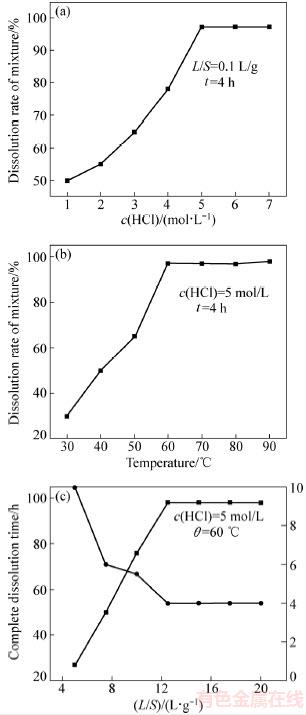
ͼ2 ��ͬ�����Ի�����ܽ�̶Ⱥ���ȫ�ܽ�����ʱ���Ӱ��
Fig. 2 Effects of different conditions on dissolution rate of mixture and complete dissolution time
���������Һ�а�����Fe3+��Li+��PO43-��SO42-��H+����Һ��HPO42-��H2PO4-Ũ�ȼ��ͣ���Fe3+�ij�������û��Ӱ�졣����FePO4ֻ����ǿ����Һ�в����ܽ⣬������һ���ʣ�����NH3��H2O������ҺpHֵ��ʹ��Һ�е�Fe3+��PO43+����������Ӧ���Ӷ����շϾ�����������������е�FeԪ�أ���Ӧ������ʽ(2)��ʾ��
Fe3++PO43-��FePO4�� (2)
ͼ3(a)��ʾΪ���ڲ�ͬpHֵʱ��Һ��ʣ��Fe3+��Li+�ĺ�������ͼ3(a)�п��Կ�����Լ80%��Fe3+��pH=2.0ʱ��������������pH=4.0ʱ����Һ�е�Fe3+�Ѿ�������ȫ�����Կ���Fe�ij�����Ϊ97%�����Ҵ�ͼ3(a)���Կ������ڴ˹�������Һ�е�Li+��������û�б仯����ʾLi+û�г�����ͼ3(b)��ʾΪ����ʱ������Һ��Fe3+�����Ĺ�ϵͼ����ͼ3(b)�п��Կ�������pHֵΪ4��ʱ��Fe3+��25 min�ھͿ��Գ�����ȫ����Fe3+�ij��������У�pHֵ��Fe3+�ij�������������á���pHֵ����2ʱ�����������ɵ�FePO4������ǿ������Һ���ٴ��ܽ⣬��pHֵ����2ʱ�ɱ�֤����Һ�е�Fe3+�ֳ�����
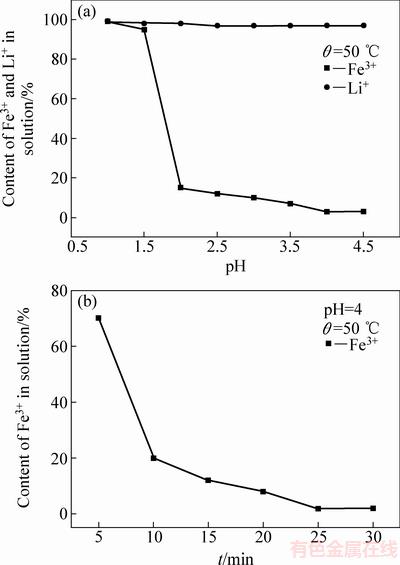
ͼ3 pHֵ�ͽ���ʱ�����Һ�����Ӻ�����Ӱ��
Fig. 3 Effects of pH and leaching time on content of ions in solution
CAI��[20]�����ҺpHֵ��2.5���µ�ʱ��������FePO4(Ksp=9.91��10-16)��������pH�Ľ�һ�����ߣ�������Fe(OH)3(Ksp=4��10-26)�ĺ������������ݳ����ܽ�ƽ��ԭ��������pHֵ��������Һ��c(OH-)���ʹ���ɵ�FePO4��Fe(OH)3ת�������Ϊ��ʹFe3+�����ܶ�ij������Ҵ���FePO4����ʽ����������ѡ���ȵ�����Һ��pH=4�����Ž����˵õ����˱����·�ɢ��ȥ����ˮ�У��ټ���H3PO4���µ�����Һ��pHֵ��80 ����¶��½���5 h���õ���FePO4���������ɵ�FePO4���ܽ���H3PO4�У���H3PO4���Խ�������������Fe(OH)3����ת��ΪFePO4����Ӧ������ʽ(3)��ʾ��
Fe(OH)3+H3PO4��FePO4+H2O (3)
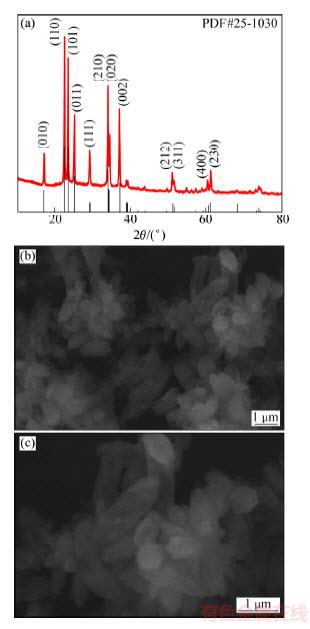
ͼ4(a)��ʾΪ�õ���FePO4��XRD�ף���ͼ4(a)�п��Կ�������2��=25�����ҳ���һ��������ͷ�壬�ҷ��νϿ���δ����������壬˵�����յõ������������ε�FePO4��xH2O������ĿǰһЩ��﮸���(�纬﮺Ͻ�����)�Ŀ�����Ӧ�ã�һЩ���������������Ϊ�о��ȵ㣬������о�����������FePO4Ҳ���г�Ϊ�����������ϵ�DZ��[21]������ĿǰFePO4�Ѿ���Ϊ��ҵ������LiFePO4��Ϊ������Ч��ǰ���塣ͼ4(b)��ʾΪFePO4��xH2O��TG-DTGͼ����DTG������140 �洦���Կ�����һ�����Ե����ȷ壬����������ȥ�ᾧˮ����ɵġ���TG�����п��Կ������ӳ�ʼ�¶�30 �浽300 ��֮�䣬����һ�����Ե�������ʧ��������¶�������������ʧ��ԼΪ25.2%������������жϵõ���FePO4ӦΪFePO4��3H2O��ͼ4(c)��ʾΪLF-3��LF-2��LF-SDS��600 ������5 h��õ���FePO4 XRD�ף��ɼ���600 �����տ���ȷ������ʧȥ�ᾧˮ���������ڸ��������·����ľ���ת�䣬3����Ʒ��FePO4�ı���ƬPDF#77-0094�����������ȫ�Ǻϣ���������ǿ�Ƚϸߣ����μ��Ƚϱ���Ƭ�ɼ���600 �����պ��3����Ʒ������������ϵ���Ҿ����ַ������ᾧ������
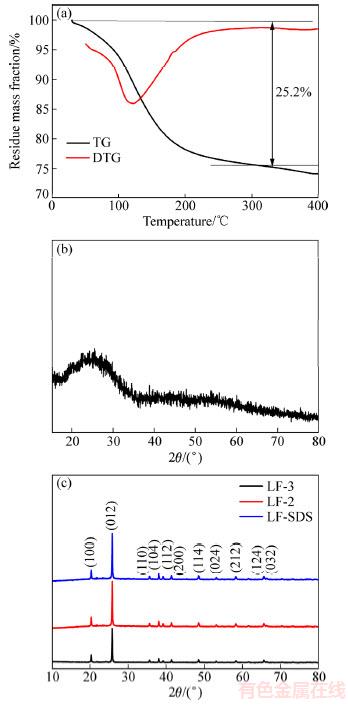
ͼ4 FePO4��xH2O��TG-DTG���ߺ�XRD���Լ�LF-3��LF-2��LF-SDS��XRD��
Fig. 4 TG-DTG curves (a) and XRD patterns (b) of FePO4��xH2O and XRD patterns of LF-3, LF-2 and LF-SDS (c)
ͼ5��ʾΪ��ͬ�����»��յõ���FePO4��ɨ��羵ͼ��ͼ5(a)��ʾΪû�о����ٴε���pHֵ���յõ���FePO4�����Կ���ͼ�п��������ž��������ԣ������ƶϳ���pH=4�����»��յõ��IJ��Ǵ���FePO4�����ܴ���������Fe(OH)3[20]����ͼ5(b)���Կ����������ٴε���pH=3�������ᾧ��������ߣ���ò�������Ǵ���������С��һ�������ž�����ͼ5(c)���ǵ���pH=2����ʱ��Ʒ�д��ڵ�������Fe(OH)3Ӧ������ȫת��ΪFePO4����������ƷLF-3���Լ�С����ͼ�п��Կ��������ž۸������ԡ�ͼ5(d)��ʾΪ����3% SDS���ɨ��羵��Ƭ�����ּ��������Լ�SDS�������ֲ��ȽϾ��ȡ���������Ϊ���ڻ��շϾ�FePO4�Ĺ����м��������ı�����Լ��������ڵõ������ֲ����ȵ�FePO4����ΪSDS(�����ӱ�����Լ�)�Թ�Һ��������������ã��γ�һ��ܱ��Ľ���Ĥ������һ���Ŀռ�λ�����ã�ʹFePO4������룻ͬʱ�ɽ������ı����ܣ��������Ӽ���������á���ˣ��ڻ��շϾ�FePO4�Ĺ����м��������ı�����Լ������Լ��ٻ�����������žۣ������ڵõ������ֲ����ȵ�FePO4��
2.4 LiԪ�صĽ����ͳ���
��Fe3+�����Ĺ����У�Li+��û�����������ӽ�ϳ�������˷����FePO4�����Һ����Ҫ����Li+��SO42-��H+��NH4+������NH4+��SO42-��Li+�ij�����û��Ӱ��ġ�����Li3PO4(Ksp=2.37��10-14)����Һ�е��ܽ���Ƿdz�С����˿��������Һ�м�����ܵ������Σ�ʹPO43-��Li+����γ�Li3PO4�������Ӷ��ﵽ���շϾ������������������LiԪ�ص�Ŀ�ģ���Ӧ������ʽ(4)��ʾ��
Na3PO4+3Li+��Li3PO4��+3Na+ (4)
����Li3PO4���ܽ�����������Һ�У��������FePO4�����Һ��ȻΪ���ԡ��ڹ���������Ϊ�˷�ֹLi3PO4���ܽⲢ���Li�Ļ����ʣ��������Һ�м���NH3��H2O��������Һ��pHֵ���ӽ����ԣ�Ȼ���ټ���Na3PO4ʹLi��Li3PO4����ʽ��������ͼ6(a)�п��Կ�����Li�ij�������Na3PO4�����������Ӷ����ӣ���Na3PO4�ļ������ڽӽ����ͣ���120 g/Lʱ��Li�ij����ʿ��Դﵽ96%��ͼ6(b)��ʾΪNa3PO4������Ϊ120 g/mLʱ����Һ��Li+������pHֵ�Ĺ�ϵ������Li3PO4�ǻ�����ϡ��ģ���ͼ6(b)�п��Կ�����pH=4��ʱ�����нӽ�20%��Li+û�г�������pH������5.5ʱ����Һ��Li����������ȫ��������˵���pH=5.5����ȷ��Li��ֳ�����
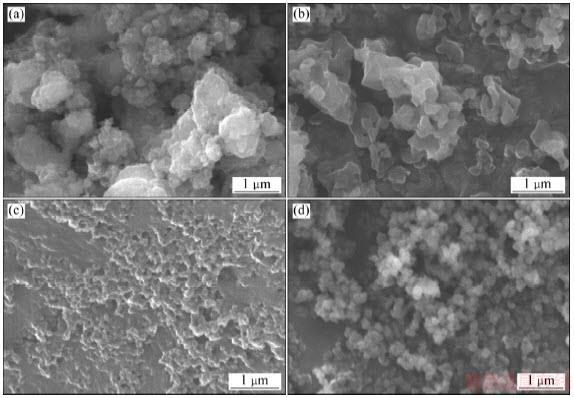
ͼ5 ���յõ���LF-UN��LF-3��LF-2��LF-SDS��SEM��
Fig. 5 SEM images of LF-UN (a), LF-3 (b), LF-2 (c) and LF-SDS (d) samples
ͼ7(a)��ʾΪ���յõ���Li3PO4��XRD�ף������������״�����Ҽ���˵����õ�Li3PO4�ᾧ�ȸߣ�����ͼ��δ����������壬֤�����յõ��˴����Li3PO4��ͼ7(b)��(c)��ʾΪLi3PO4�ڲ�ͬ�Ŵ�����SEM���Կ�����Li3PO4�����������ž�����Li3PO4���ӳ����Σ������ֲ��ȽϾ�һ��
3 ����
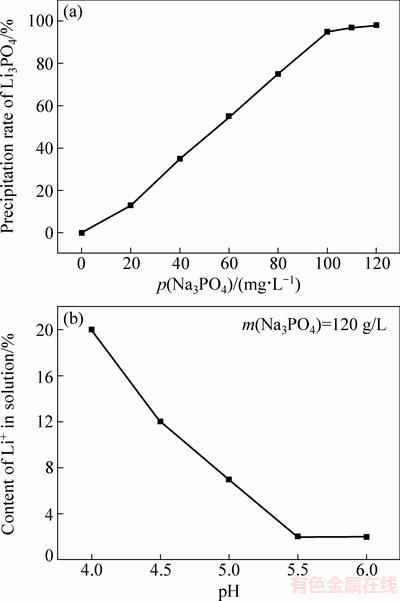
ͼ6 Li��������Na3PO4�������Ĺ�ϵ�Լ�pHֵ����Һ��Li+������Ӱ��
Fig. 6 Precipitation rate of lithium with amount of Na3PO4 (a) and effect of pH on content of Li+ in solution (b)
ͼ7 Li3PO4��XRD���Լ�Li3PO4��SEM��
Fig. 7 XRD patterns of Li3PO4 (a) and SEM images of Li3PO4 ((b), (c))
1) ͨ�����±��ա����������pHֵ���Ӳ�ͬ���������շϾ�LiFePO4��ؼ�Ƭ��Li��Fe�ͼ�����-Al���ķ���Ϊ�Ͼ�LiFePO4������м۽����Ļ����ṩ��һ��ԭ�Ӿ��õ���;����
2) ���ø������պ�HCl�������������տ��Լ��ٺ����������������ļ����ҿ��Գ�ȥLiFePO4����Ƭ�еĵ���̼���Ϻ�ճ���PVDF��HCl���������������ʽϸߣ���HCl��Ũ��Ϊ5 mol/Lʱ��Һ�̱�Ϊ12.5����60 ����Ƚ���4 h��ϲ��ϵ��ܽ��ʴﵽ��98%��
3) ͨ�����ڽ���ҺpH=2������3% SDS�������ȵõ����νṹ��FePO4��600��������պ����ת��Ϊ����������ϵ�ĵ�ؼ�FePO4��Fe�Ļ�����Ϊ97%����һ������Һ�м��뱥��Na3PO4���Գ�����Li3PO4��Li3PO4��������ò��Li�Ļ����ʿ��Դﵽ96%��
REFERENCES
[1] ZHENG Ru-juan, ZHAO Li, WANG Wen-hui, LIU Yuan-long, MA Quan-xin, MU De-ying, LIA Ru-hong, DAI Chang-song. Optimized Li and Fe recovery from spent lithium ion batteries via a solution-precipitation method[J]. RSC Advances, 2016, 6(49): 43613-43625.
[2] CHAGNES A, POSPIECH B. A brief review on hydrometallurgical technologies for recycling spent lithium-ion batteries[J]. Journal of Chemical Technology and Biotechnology, 2013, 88: 1191-1199.
[3] CHEN Jiang-ping, Li Qing-wen, SONG Ji-shun, SONG Da-wei, ZHANG Lian-qi, SHI Xian-xing. Environmentally friendly recycling and effective repairing of cathode powders from spent LiFePO4 batteries[J]. Green Chem, 2016, 18: 2500-2506.
[4] ZENG Xian-lai, LI Jin-hui, NARENDRA N. Recycling of spent lithium-ion battery: A critical review[J]. Critical Reviews in Environmental Science and Technology, 2013, 44(10): 1129-1165.
[5] CAI Guo-qiang, FUNG K Y, NG K M. Process Development for the Recycle of Spent Lithium-Ion Batteries by Chemical Precipitation[J]. Ind Eng Chem Res, 2014, 53(7): 18245-18259.
[6] DUNN J B, GAINES L, KELLY J C, JAMES C, GALLAGHER K G. The significance of li-ion batteries in electric vehicle life-cycle energy and emissions and recycling��s role in its reduction[J]. Energ Environ Sci, 2015, 8(1): 158-168.
[7] �� Խ, �� ��, �ֺ�·, �� ��. �ӷϾ�LiFePO4����л������������[J]. ��Դ����, 2014, 38(4): 629-631.
WU Yue, PEI Feng, JIA Lu-lu, TIAN Xu. Recovering aluminum iron and lithium from waste LiFePO4 bacillary[J]. Power Technology, 2014, 38(4): 629-631.
[8] XU Jin-qiu, THOMAS H R, FRANCIS R W, LUM K R, WANG Jin-wei, LIANG Bo. A review of processes and technologies for the recycling of lithium-ion secondary batteries[J]. Journal of Power Sources, 2008, 177(2): 512-527.
[9] ��С��, �� ��, ��ΰ��, Τ��ƽ, ¬ ��, �� ��, �� �. �Ͼ�����ӵ�����ܺ�﮵Ļ��ռ��ۺ�����[J]. �й���ɫ����ѧ��, 2013, 23(7): 2047-2054.
PAN Xiao-yong, PENG Ling, CHEN Wei-hua, WEI Ze-ping, LU Xiao, CHEN Zheng, WANG Jie. Recovery and comprehensive utilization of cobalt and lithium in waste lithium ion batteries[J]. The Chinese Journal of Noneferrous Metals, 2013, 23(7): 2047-2054.
[10] PARK O K, CHO Y H, LEE S H, YOO H C, SONG H K, CHO J. Who will drive electric vehicles, olivine or spinel[J]. Energ Environ Sci, 2011, 4: 1621-1633.
[11] LEI Xing-ling, ZHANG Hai-yan, CHEN Yi-ming, WANG Wen-guang, YE Yi-peng, ZHENG Chu-chun, DENG Peng, SHI Zhi-chong. A three-dimensional LiFePO4/carbon nanotubes/ graphene composite as a cathode material for lithium-ion batteries with superior high-rate performance[J]. J Alloy Compd, 2015, 626: 280-286.
[12] PALACIN M R, GUIBERT A. Why do batteries fail?[J]. Science, 2016, 351: 1253292.
[13] ����Ƽ, ��־��, �� ΰ, ��С��, �� ��. ��ѧ����������LiCoO2�е�Co��Li[J]. ���, 2005, 35(4): 266-267.
[14] NIE He-he, XU Long, SONG Da-wei, SONG Ji-sun, SHI Xi-xi, WANG Xiao-qin, ZHANG Lian-qi, YUAN Zhi-hao. LiCoO2: Recycling from spent batteries and regeneration with solid state synthesis[J]. Green Chem, 2015, 17: 1276-1280.
[15] SONG Da-wei, WANG Xiao-qi, NIE He-he, SHI Hua, WANG Dong-ge, GUO Fen-xia, SHI Xi-xi, ZHANG Lian-qi. Heat treatment of LiCoO2 recovered from cathode scraps with solvent method[J]. J Power Sources, 2014, 249: 137-141.
[16] KIM H S, SHIN E J. Re-synthesis and electrochemical characteristics of LiFePO4 cathode materials recycled from scrap electrodes[J]. Bulletin of the Korean Chemical Society, 2013, 34(3): 851.
[17] BIAN Dou-chen, SUN Yong-hui, LI Sheng, TIAN Yuan, YANG Ze-heng, FAN Xiao-ming, ZHANG Wei-xin. A novel process to recycle spent LiFePO4 for synthesizing LiFePO4/C hierarchical microflowers[J]. Electrochimica Acta, 2016, 190: 134-140.
[18] LIANG Hong-yu, ZHANG Lian-hong. Nanoscaled LiFePO4 synthesized solvothermally by wettish precursor[J]. Russian Journal of Electrochemistry, 2014, 50(2): 198-200.
[19] AYU I P, KARTINI E, PRAYOGI L D, FAISAL M, SUPARDI. Crystal structure analysis of Li3PO4 powder prepared by wet chemical reaction and solid-state reaction by using X-ray diffraction (XRD)[J]. Ionics, 2016, 22(7): 1051-1057.
[20] CAI Guo-qiang, FUNG K Y, NG K M. Process development for the recycle of spent lithium ion batteries by chemical precipitation[J]. Ind Eng Chem Res, 2014, 53(47): 18245-18259.
[21] GANDRUD K B, NILSEN O, FJELLVAG H. Ultra-high power capabilities in amorphous FePO4 thin films[J]. J Power Sources, 2016, 306: 454-458.
Atomic-economic recovery of aluminum, iron and lithium from spent LiFePO4 battery
WANG Xuan1, 2, WANG Xian-you1, 2, ZHANG Rui1, 2, ZHANG Yuan-yuan1, 2
(1. Hunan Province Key Laboratory of Electrochemical Energy Storage and Conversion, School of Chemistry, Xiangtan University, Xiangtan 411105, China;
2. National Base for International Science and Technology Cooperation, School of Chemistry, Xiangtan University, Xiangtan 411105, China)
Abstract: According to the differences of the physical and chemical properties for each element in the spent LiFePO4 battery, Li, Fe and current collector-Al foil were atomic-economically recovered by high temperature sintering, acid leaching and adding different precipitating reagents. Lithium was first recovered in the form of Li3PO4, and iron was recovered in the form of FePO4. The results show that when the concentration of HCl is 5 mol/L, the dissolution rate of the mixed material reaches 98% when being heated at 60 �� for 4 h. The pH of the filtrate is adjusted to 2 after adding SDS to recover FePO4. Followed by adding of Na3PO4, when the concentration of Na3PO4 is close to saturation, lithium precipitates in the form of Li3PO4. The precipitation rate of iron can reach 97%, the precipitation rate of lithium can reach 96%.
Key words: spent LiFePO4 battery; element recycling; atomic economy; Li3PO4; FePO4
Foundation item: Project(51472211) supported by the National Natural Science Foundation of China
Received date: 2017-08-24; Accepted date: 2018-01-02
Corresponding author: WANG Xian-you; Tel: +86-731-58293377; E-mail: wxianyou@yahoo.com
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51472211)
�ո����ڣ�2017-08-24�������ڣ�2018-01-02
ͨ�����ߣ������ѣ����ڣ���ʿ���绰��0731-58293377��E-mail��wxianyou@yahoo.com

