稀有金属 2010,34(S1),5-9
Cu-Cr-Zr合金接触导线拉拔过程的有限元模拟及参数优化
黄国杰 李雷 谢水生
河南理工大学材料科学与工程学院
北京有色金属研究总院有色金属材料制备加工国家重点实验室
摘 要:
Cu-Cr-Zr合金具有优良的综合性能, Cu-Cr-Zr合金接触线强度高, 需要多道次拉拔成形, 为了制订合理的模具结构及拉拔工艺参数, 采用有限元方法, 对截面积为110 mm2的接触导线拉拔过程进行了数值模拟。研究了拉拔模模角、定径带长度等模具结构参数和拉拔速度、摩擦因子等拉拔工艺参数对接触线成形过程的影响, 得到了优化的拉拔模结构参数和拉拔工艺参数, 为实际生产提供了模具及工艺参数设计依据。对于本研究开发的Cu-Cr-Zr合金, 其强度保持在σb>600 MPa的同时, 导电率依然维持在80%IACS以上, 适合于制做时速350 km.h-1以上的高速铁路接触导线。
关键词:
Cu-Cr-Zr合金 ;接触导线 ;拉拔 ;数值模拟 ;
中图分类号: TG359
收稿日期: 2010-08-18
基金: 国家自然科学基金资助项目 (50704006); 国家‘十一五’科技支撑计划资助 (2007BAE23B04) 资助;
Finite Element Simulation and Parameters Optimization on Drawing Process of Cu-Cr-Zr Alloy Contact Wire
Abstract:
Cu-Cr-Zr alloy possesses superior comprehensive properties.For the Cu-Cr-Zr alloy developed by authors, its tensile strength σb>600 MPa, at the same time, its conductivity was still larger than 80%IACS.It was suitable for using as contact wire of the high speed railway when the speed was larger than 350 km ・ h-1.The strength of Cu-Cr-Zr alloy used for high speed railway was so high that its forming needed multi-pass drawing.In order to set rational mould construction and drawing technology parameters, the drawing process of contact wire with 110 mm2 sectional area was analyzed by finite element method.The influences of modular angle, calibrating strip, drawing speed and frictional factor on the drawing process were analyzed.The optimized drawing mould structure parameters and drawing technical parameters were obtained.It provided the references for the practical fabrication.
Keyword:
Cu-Cr-Zr alloy;contact wire;drawing;numerical simulation;
Received: 2010-08-18
目前, 我国时速300 km・h-1 以上的高速铁路用接触导线为Cu-Mg合金, 且基本依靠进口。 由于强度和导电率是一对矛盾, Cu-Mg合金目前的强度和导电率分别为500 MPa和70%IACS, 很难有进一步提高。 作者开发的新型Cu-Cr-Zr合金, 在强度大于600 MPa的同时, 导电率仍可以保持在80%IACS以上, 是时速大于350 km・h-1 以上高速铁路的理想材料。 接触线的拉拔成形是接触线制造的基本工序, 由于Cu-Cr-Zr合金强度大, 如果模具设计和拉拔工艺参数不合理, 将对模具造成严重磨损, 也将难以成形。 在传统的工艺分析和模具设计中, 主要还是依靠工程类比和设计经验, 经过反复试模修模、 调整工艺参数, 达到消除成形过程中的缺陷, 其生产周期长, 费用高。 鉴此, 采用数值模拟技术, 对接触线拉拔成形过程进行数值模拟, 优化模具结构和工艺参数, 为实际生产提供参考, 具有很重要的意义
[1 ,2 ,3 ,4 ]
。
本文采用DEFORM-3D软件, 对接触线的拉拔过程进行了模拟, 在此基础上分析了接触线拉拔道次和拉拔力的合理性, 并对模具结构参数和拉拔工艺参数进行了优化分析, 从而制定出了较为理想的拉拔制度, 为实际生成提供参考。
1 有限元模型的建立
1.1 建立几何模型
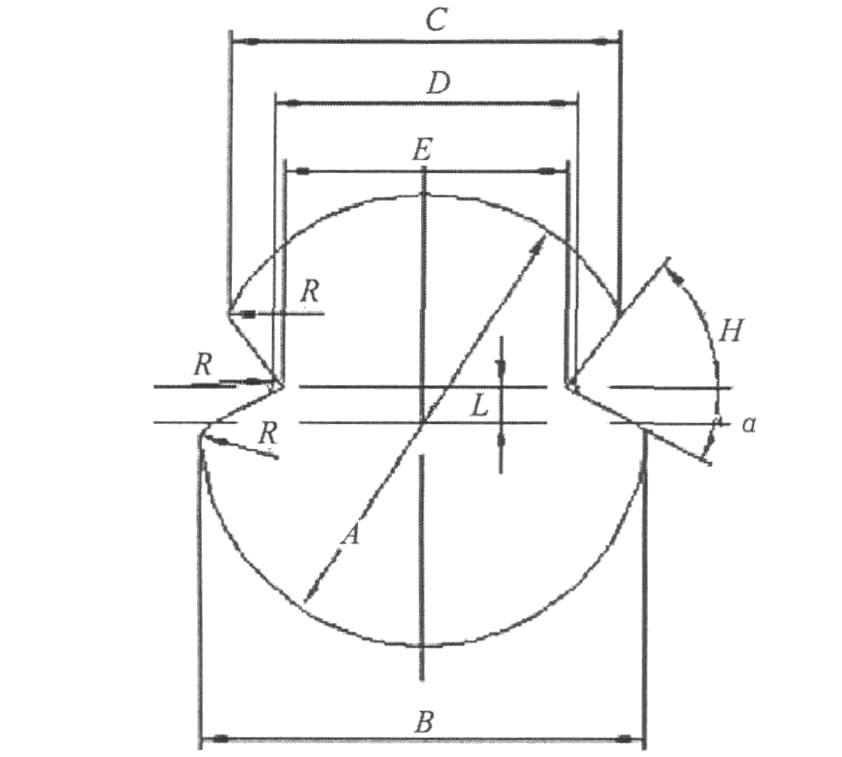
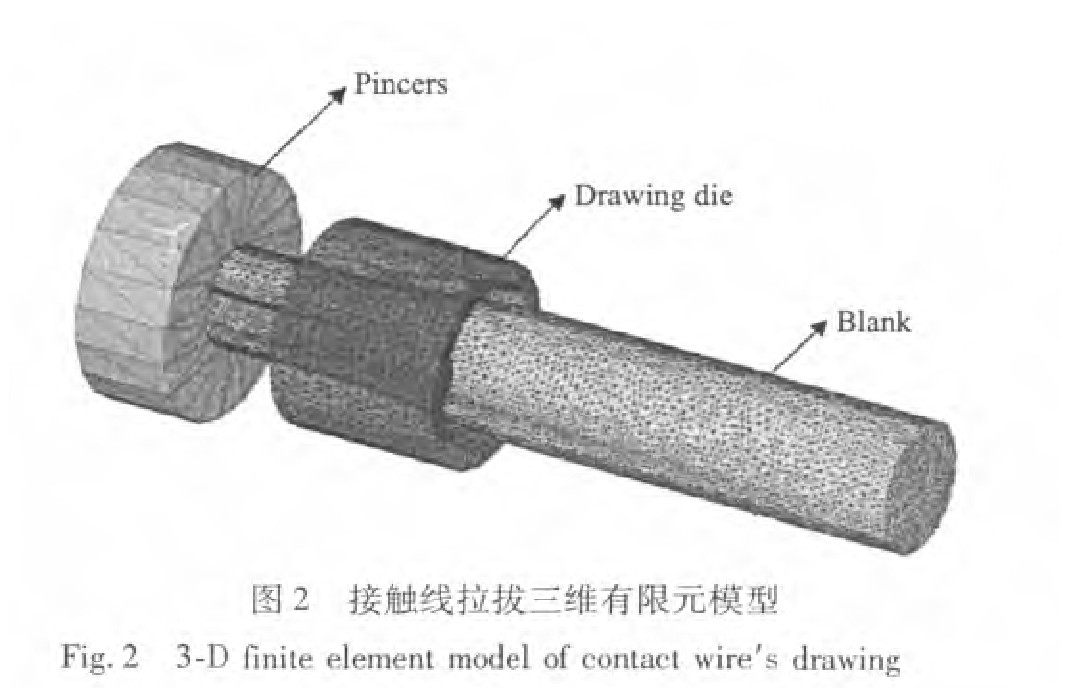
接触导线的拉拔是由Ф16mm的线材拉拔成具有双沟形状的实体线型材, 变形量大而且复杂, 需要多道次拉拔, 接触线的双沟横截面如图1所示, 其几何尺寸参数如表1第四道次所示。 利用三维造型软件CATIA产生整个系统各个部件的三维模型, 将所得图形转化为Stl格式导入Deform软件中进行网格划分, 建立仿真模型, 并对大变形部位进行局部网格细化。 有限元模型如图2所示。
1.2 定义本构模型
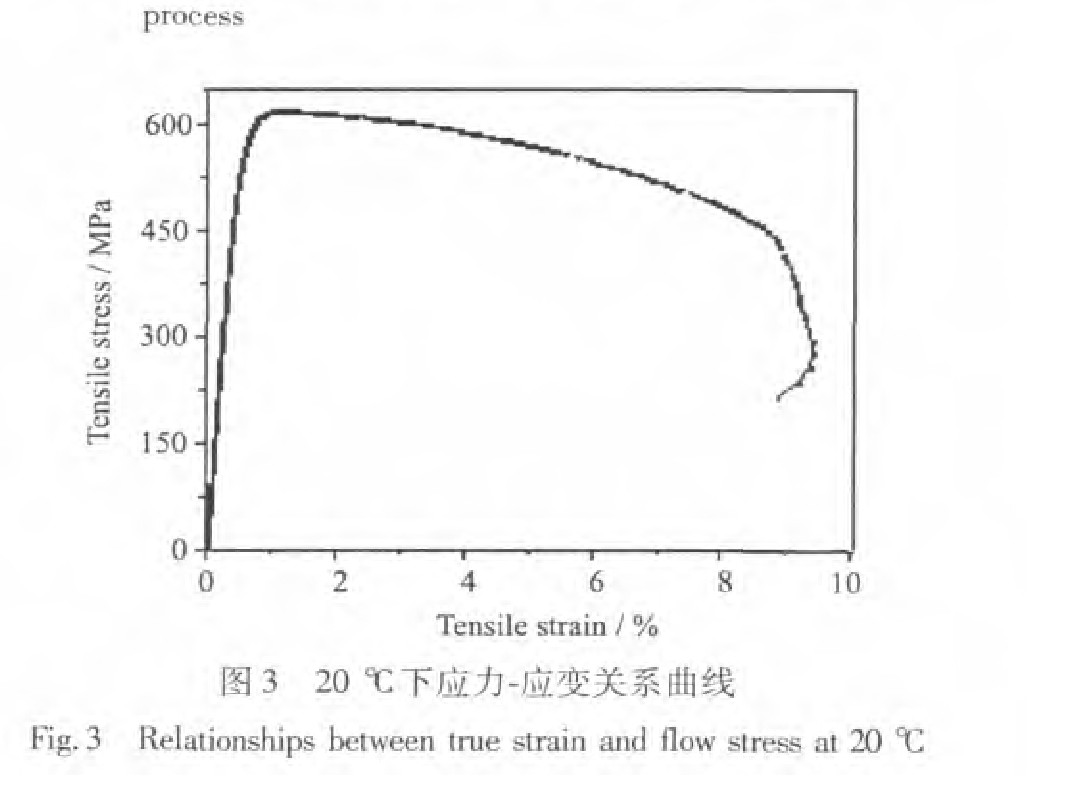
接触导线材料为Cu-Cr0.72-Zr0.13合金, 其应力应变关系通过拉伸试验获得, 如图3所示, 图3所示为温度20 ℃状态下的σ -ε 曲线。 其弹性模量E =117.2 GPa, 泊松比μ =0.3, 质量密度ρ =8960 kg・m-3 。
图1 接触线双沟横截面
Fig.1 Cross-section of contact wire
1.3 模拟参数的设定
采用绝对网格剖分方式进行网格划分, 即变形过程中保持最小网格尺寸不变而不考虑坯料的复杂程度与尺寸大小, 这样可以提高计算的准确性, 因为随着坯料形状复杂程度的增加, 网格数量的增多可以更好地仿真坯料的真实情况。
模具和坯料间的接触, 按照刚体-塑性体来处理, 即模具设置为刚体, 坯料设置为塑性体, 坯料变形时与模具之间的摩擦力采用剪切摩擦模型计算
[5 ]
。
2 拉拔道次初步设计
采用双递减法初步确定多道次拉拔配模, 然后采用数值模拟对模具结构和工艺参数进行合理性分析。 (1) 根据线材的总延伸系数和平均道次延伸系数确定拉拔道次; (2) 由拉拔道次及延伸系数增量计算出各拉拔道次的直径减缩系数; (3) 利用成品线材直径及各道次的直径减缩系数得到各道次的拉拔直径, 进而设计各道次的模具尺寸
[6 ]
。 根据以上方法确定的接触线拉拔道次配模如表1所示。
表1 双递减法确定的四道次拉拔配模工艺
Table 1 Mould parameters of four-pass drawing precess determined by the double-reduction method
Mold size/mm
Coefficient of
A B C D A B C D
Blank
Ф16 mm
15.50
15.50
12.92
12.00
15.50
15.50
12.92
12.00
1.18
14.20
14.20
11.54
9.89
14.20
14.20
11.54
9.89
1.21
13.30
13.30
10.23
7.84
13.30
13.30
10.23
7.84
1.21
12.34
12.34
9.75
7.27
12.34
12.34
9.75
7.27
1.09
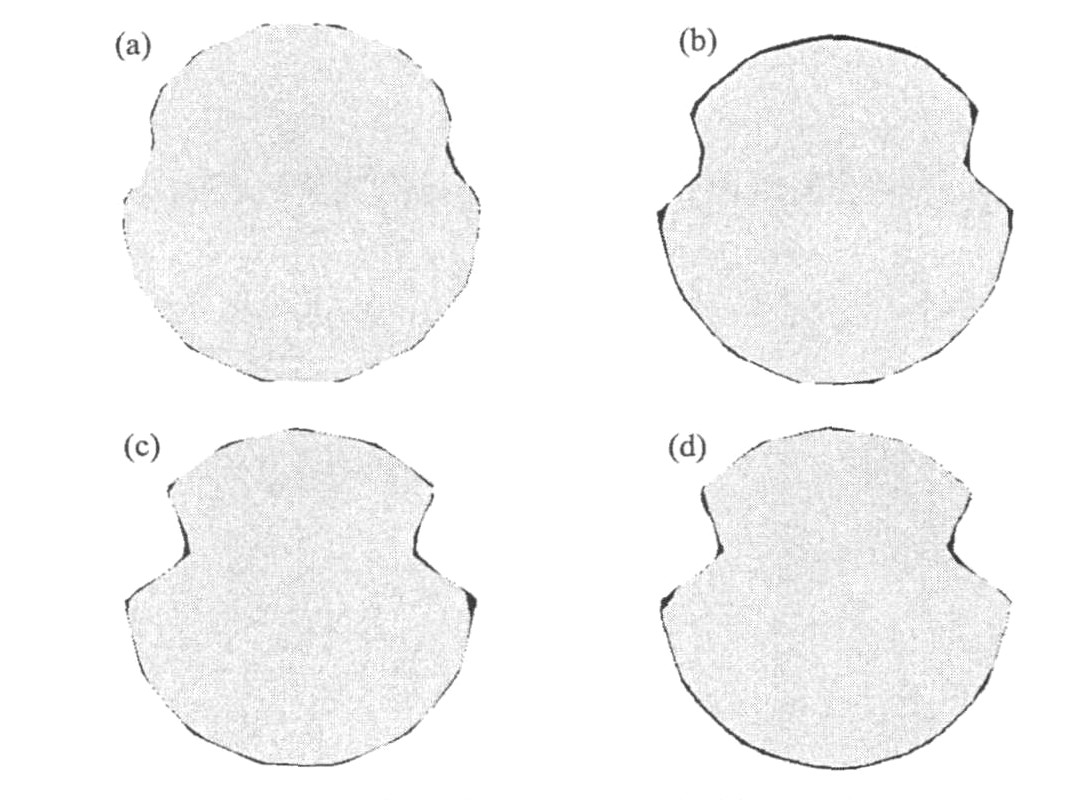
用数值模拟的方法对各道次拉拔配模工艺进行模拟, 各道次拉拔双沟线的横截面形状如图4所示。
3 模拟结果分析与参数优化
3.1 拉拔力合理性分析
各道次最大拉拔力值如表2所示, 由数值模拟结果可知: 采用四道次拉拔工艺, 可以将总加工率有效地分散到各个道次中, 使得每道次的工件变形量有限, 有效地避免了制品拉断和拉细等拉拔缺陷的产生, 对后续拉拔道次的材料流动产生有利的影响, 可以使材料流动变得较为顺畅减少不均匀变形, 从而使双沟线的道次断面减缩系数、 最大拉拔力、 拉拔所需设备的吨位等都较为容易实现, 符合实际生成。
图4 各拉拔道次双沟线横断面形状
Fig.4 Cross section shapes of four drawing passes
(a) First pass; (b) Second pass; (c) Third pass; (d) Forth pass
表2 各道次最大拉拔力
Table 2 Maximum pulling stress of each drawing pass
Max drawing force/kN
10.8
44.7
50.6
30.5
3.2 拉拔模角对拉拔过程的影响
为实现拉拔过程, 并使拉拔成品符合技术标准, 必需使拉拔力的值小于模孔出口端材料的屈服强度极限
[7 ]
, 即:
σ L <σ SK (1)
式中σ SK 为被拉拔金属在模孔出口端的屈服极限。 如果拉拔力过大, 将会出现拉拔制品频繁被拉断或产生拉细废品。
选取3种不同的拉拔模角α =5°, 7°和9°, 经过计算得知所有的拉拔模角均能使拉拔力的值满足公式 (1) , 也就是说, 在拉拔过程中不会出现拉断和拉细废品的问题, 拉拔过程可以正常进行, 接下来对拉拔模角进行优化。
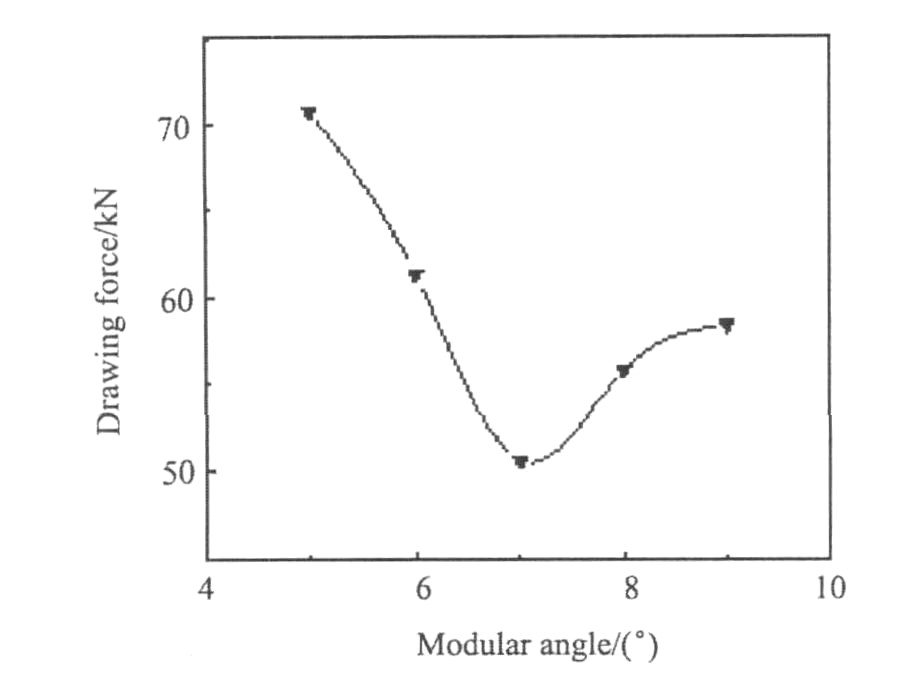
拉拔过程中, 拉拔力如果很大, 就会使成品出现变形甚至拉断, 所以减小每道次的拉拔力对保证拉拔质量有重要意义。 图5所示为在不同的拉拔模角下拉拔力的值, 由图5可知, 随着拉拔模角的增大拉拔力减小, 当模角为7°时拉拔力出现了最小值。 这是因为模角过大, 金属在压缩区中的流线急剧转变, 附加剪切变形增大, 从而拉拔力和非接触变形增加, 而模角越小, 要达到相同的延伸系数时压缩区的长度就越长, 拉拔过程中坯料与拉拔模的接触面积就越大, 增大了摩擦面所以提高了稳态拉拔力。 故本文中采用的拉拔模角为α =7°。
图5 拉拔模角α对拉拔力的影响
Fig.5 Influence of α on drawing force
3.3 定径带的长度对拉拔过程的影响
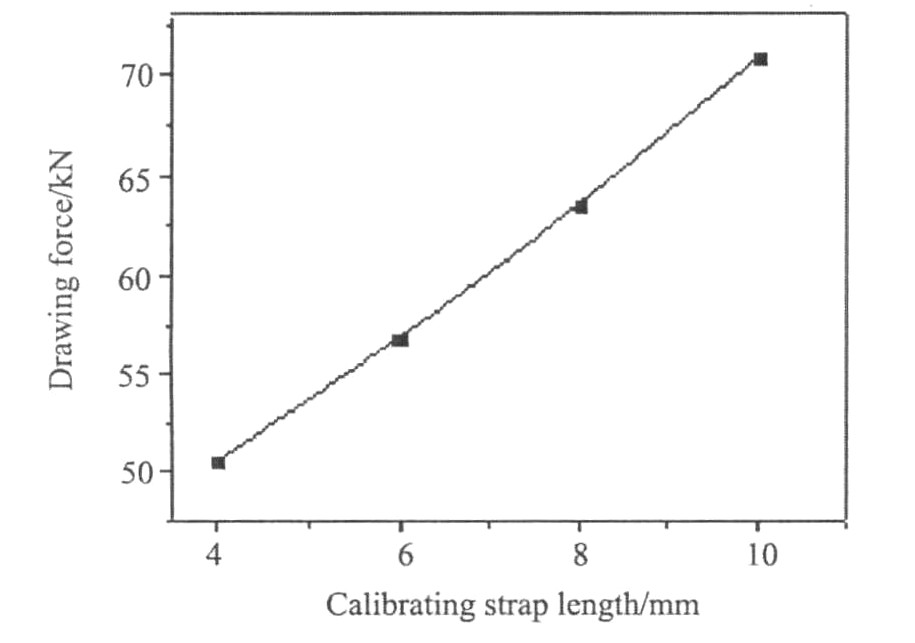
定径带的长度应能保证模具有较高的寿命、 拉拔制品尺寸精度高, 拉断次数少和拉拔能耗低。 本文选取4种不同的定径带长度L =2, 4, 6和8 mm进行了研究, 图6所示为不同定径带长度时的拉拔力, 可以看出定径带长度越长拉拔力也就越大, 这是因为定径带越长, 摩擦力增大, 稳态时的拉拔力也越大, 摩擦损耗能越大, 而定径带太短, 模孔定径带易受磨损, 难以保证制品的尺寸精度, 同时缩短模具的使用寿命。
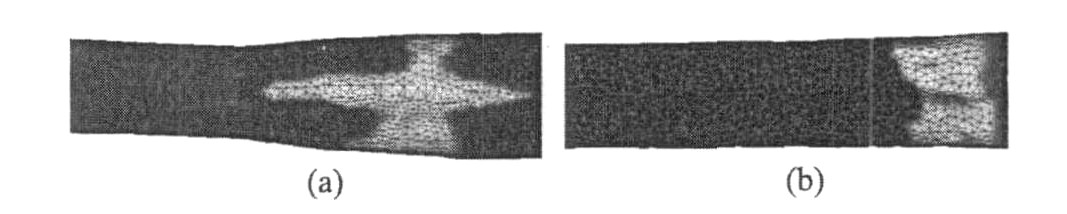
由于拉拔制品沿周向的形状复杂程度不同, 双沟处的形状复杂, 如果定径带的长度沿轴向为同一值的话, 就会造成金属在双沟处的流动缓慢, 而在其余处的金属流动顺畅, 从而导致金属的轴向流动不均匀而发生变形, 显著增加了拉拔力, 如图7 (a) 所示。 故应对定径带的长度给予优化: 减小双沟处的定径带长度, 而保持其余部分的定径带长度不变。 双沟处的定径带长度减小1 mm后, 金属流出模孔的速度在轴向方向上趋于均匀, 有效较少了变形不均匀的发生, 如图7 (b) 所示。
图6 定径带尺寸对拉拔力的影响
Fig.6 Influence of calibrating strip size on drawing force
图7 定径带尺寸优化前后金属轴向流动情况
Fig.7 Metal′s flowing along axial before and after optimization of calibrating strip
(a) Before optimization; (b) After optimization
3.4 拉拔速度对拉拔过程的影响
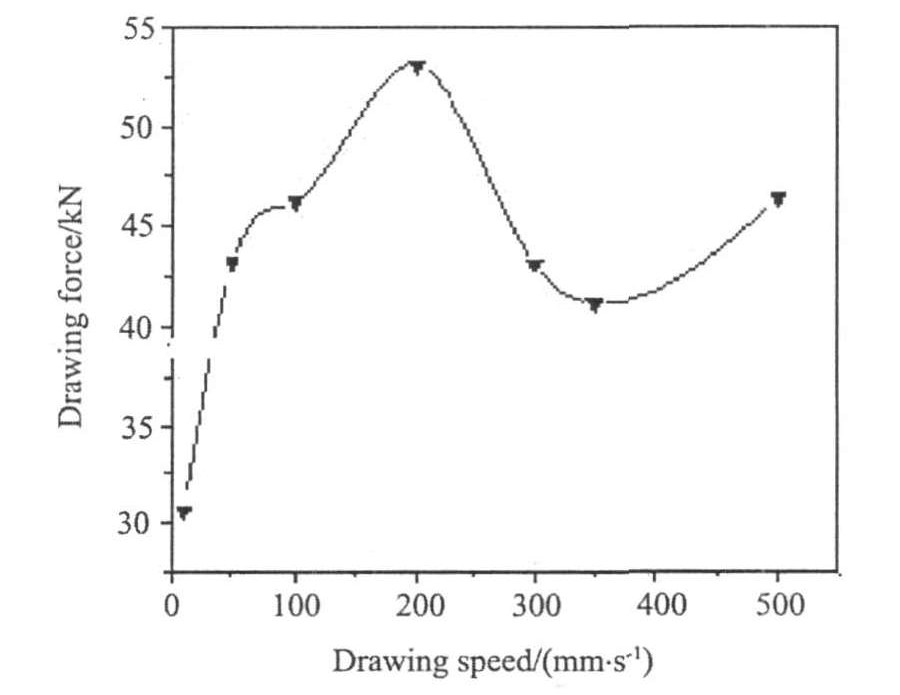
拉拔速度对拉拔过程有着重要的影响, 不同拉拔速度时的拉拔力分布曲线如图8所示, 由图8可知: 在拉拔速度值较低时, 随着拉拔速度的增加, 拉拔力也相应的增大, 但当拉拔速度增大到一定程度的时候, 拉拔力反而随着速度的增加而减小, 拉拔速度继续增加拉拔力不再减小反而增加。 当拉拔速度为350 mm・s-1 , 拉拔力取得最小值。 这是因为当拉拔速度较低时, 坯料在拉模中移动缓慢变形时间增加, 摩擦损耗增大; 随着拉拔速度的增加, 坯料的变形时间缩短, 从而减小了摩擦损耗, 拉拔力也就降低; 但拉拔速度太大时, 坯料在单位时间内的变形剧烈, 剪切损耗加剧, 导致拉拔力继续增大, 且使得拉拔过程不稳定, 极易出现缩颈或拉断缺陷。
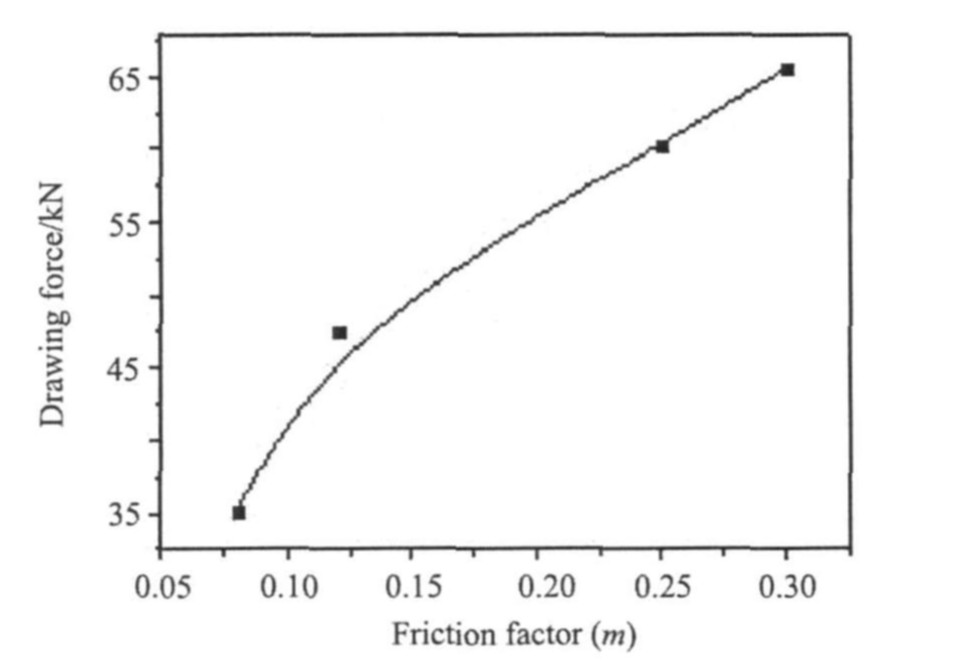
3.5 摩擦因子对拉拔过程的影响
拉拔过程中, 金属与模具间的摩擦力的大小对拉拔成形有很大影响, 还会影响到金属的塑性变形情况。 从制品成形的角度看, 如能减小摩擦因子, 可有效的降低金属的畸变程度, 改善金属变形的不均匀性, 从而提高制品的尺寸精度与力学性能。 图9所示为不同的摩擦因子时拉拔力的分布曲线, 由图9可知随着摩擦因子的增大, 拉拔力值也是增大的。
图8 拉拔速度对拉拔力的影响
Fig.8 Influence of drawing speed on drawing force
图9 摩擦因子对拉拔力的影响
Fig.9 Influence of friction factor on drawing force
4 结 论
1. 采用双递减法确定多道次拉拔配模工艺, 采用有限元法对拉拔工艺过程进行了数值模拟, 结果表明该配模工艺可以实现拉拔成形, 各道次的延伸系数设计合理, 有效降低了拉拔力。
2. 研究了不同的模具结构参数和拉拔工艺参数对拉拔过程的影响, 通过优化获得了一组理想的拉拔制度: 模角α =7°, 各道次的定径带长度分别为6, 5, 4, 4 mm, 拉拔速度350 mm・s-1 , 摩擦因子m =0.12。
参考文献
[1] Huang Chongqi.Development and forecast of the contact wiresfor electrical traction in China[J].Electric Wire&Cable, 2003, (2) :3. (黄崇祺.我国电力牵引用接触线的发展与展望[J].电线电缆, 2003, (2) :3.)
[2] Li Huaqing, Xie Shuisheng.Progress in special copper contactwire for railways[J].Special Casting&Nonferrous Alloys, 2005, 25 (12) :729. (李华清, 谢水生.轨道交通专用铜合金接触导线的研究进展[J].特种铸造及有色合金, 2005, 25 (12) :729.)
[3] Li Mingmao.New type copper alloy contact wire for high-speedelectric railway[J].Nonferrous Metals Processing, 2005, 34 (2) :30. (李明茂.适用于高速电气化铁路的铜合金接触线[J].有色金属加工, 2005, 34 (2) :30.)
[4] Yang Xiaojing, Sun Fanghong, Zhang Zhiming.Optimization ofdrawing parameters for copper tubes with hollow sinking based onFEMsimulation[J].The Chinese Journal of Nonferrous Metals, 2008, 18 (12) :2245. (杨晓静, 孙方宏, 张志明.基于有限元模拟的空拔铜管拉拔参数的优化[J].中国有色金属学报, 2008, 18 (12) :2245.)
[5] Li Chuanming, Wang Xiangli, Yan Huajun.The Example In-struction Course of Metal Forming Finite Element Analysis on DE-FORM5.03[M].Beijing:Mechanical Industry PublishingHouse, 2007.138. (李传民, 王向丽, 闫华军.DEFORM5.03金属成形有限元分析实例指导教程[M].北京:机械工业出版社, 2007.138.)
[6] Zhong Weijia, Ma Keding, Wu Weizhi.The Practical Guide ofCopper Process Technology[M].Beijing:Metallurgical IndustryPublishing House, 2007.985. (钟卫佳, 马可定, 吴维治.Cu铜加工技术实用手册[M].北京:冶金工业出版社, 2007.985.)
[7] Liu Peixing, Liu Xiaotang, Liu Huading.The Processing Hand-book of Copper and Copper Alloy[M].Beijing:Chemical Indus-try Publishing House, 2008.841. (刘培兴, 刘晓瑭, 刘华鼎.铜与铜合金加工手册[M].北京:化学工业出版社, 2008.841.)