文章编号:1004-0609(2014)11-2735-08
电磁搅拌对7A04铝合金大体积半固态浆料组织的影响
朱艳丽,赵君文,李 微,朱振宇,戴光泽,张 鲲
(西南交通大学 材料科学与工程学院,成都 610031)
摘 要:利用可控温电磁搅拌器对7A04变形铝合金进行了大体积(制浆室d180 mm,一次制浆量5 kg以上)半固态流变浆料制备试验,研究电磁搅拌参数对7A04变形铝合金半固态浆料组织及其径向均匀性的影响。结果表明:在本试验条件下,制浆室0.5R处的浆料组织优于制浆室中心和边缘的,随着搅拌频率的增加,制浆室中半固态浆料的组织均匀性降低;较高的搅拌电压和浆料温度下初生α(Al)组织较细。搅拌电压为230 V、熔体温度为638 ℃、搅拌频率为5 Hz时,7A04铝合金大体积半固态浆料组织总体质量最佳,平均等效直径为112 μm。
关键词:7A04铝合金;半固态浆料;电磁搅拌;均匀性
中图分类号:TF111 文献标志码:A
Effect of electromagnetic stirring on microstructure of large-volume semi-solid slurry of 7A04 aluminum alloy
ZHU Yan-li, ZHAO Jun-wen, LI Wei, ZHU Zhen-yu, DAI Guang-ze, ZHANG Kun
(School of Materials Science and Engineering, Southwest Jiaotong University, Chengdu 610031, China)
Abstract: The effect of the electromagnetic stirring (EMS) process parameters on microstructure and radial homogeneity of large-volume (slurry maker of diameter d180 mm, more than 5kg every time) semi-solid slurry of 7A04 aluminum alloy was studied with temperature-controllable electromagnetic stirrer. The results show that, under the experimental condition, the slurry microstructure at 1/2 radius location of the slurry maker is better than those at the center and the edge. As the frequency increases, the microstructure homogeneity of the semi-solid slurry decreases; the primary α(Al) particles of the semi-solid slurry is finer at higher voltage and slurry temperature. The overall quality of the semi-solid slurry is the best at EMS voltage of 230 V, slurry temperature of 638 ℃ and EMS frequency of 5 Hz, the average equivalent diameter is 112 μm.
Key words: 7A04 aluminum alloy; semi-solid slurry; electromagnetic stirring; homogeneity
高强变形铝合金,因其强度高和塑性好等特点,被广泛用作飞机[1]和高速列车[2]的零部件材料。但其凝固温度范围宽,常规铸造成形会产生较严重的缩松、缩孔及热裂[3-4]等缺陷,因此,该种材料常采用塑性加工方式来成形,以便得到高质量的零部件。但变形铝合金塑性成形方法的缺点是:需要大量用于购置塑性成形设备及模具的资金投入,成形周期长(一般需经过制荒坯、预锻、终锻工序才能完成零件成形),并且难以成形复杂形状的零件。半固态成形技术结合了传统铸造和塑性成形的优点,是一种低成本近净成形该类变形铝合金的适宜方法[5]。已有研究表明,变形铝合金进行半固态成形可以生产出性能优良的半固态成形件[6]。但目前研究主要集中在变形铝合金的触变成形方面,对其半固态流变成形却研究较少[7-8]。
流变浆料的制备是流变成形的关键环节之一[9],浆料的质量直接决定了最终成形件的质量。电磁搅拌因其非接触、易控制和无污染的特性,被广泛认为是半固态浆料(坯料)制备的较佳方法,也是最早工业化应用的半固态浆料制备方法[10]。虽然电磁搅拌有多种方法,如电磁-斜槽复合法[11]、环缝式电磁搅拌法[12]和脉冲磁场制备法[13]等,但普通电磁搅拌法因其设备结构简单和易操作仍被广泛应用。另一方面,成形大型零件每次所需浆料较多(如5 kg以上,称为大体积),若采用连续制浆方法,由于先后制备的浆料在收集坩埚中保存时间不一,难以保证浆料组织的均匀性。本文作者尝试通过普通电磁搅拌法一次性制备7A04铝合金的大体积半固态浆料。在这种情况下,需要较大的制浆室,直径接近200 mm,由于电磁搅拌具有集肤效应,因此,有必要定量研究不同电磁搅拌参数下制浆室径向浆料组织的差别以及电磁搅拌参数对浆料组织的影响规律。通过以上研究,以期开发出该合金的大体积流变浆料制备工艺。
1 实验
本试验中所使用原料为7A04铝合金,其化学成分见表1。采用差热分析法测定了所用7A04铝合金的DTA曲线(见图1),得到该合金的固相线和液相线温度分别为478.4和652.3 ℃。参考文献[14]的方法,利用Origin软件将DTA曲线转化为固相率曲线(见图2)。
表1 7A04铝合金成分表
Table 1 Chemical composition of 7A04 aluminum alloy (mass fraction, %)


图1 7A04铝合金的固相率-温度曲线
Fig. 1 Solid fraction-temperature curve of 7A04 aluminum alloy

图2 7A04铝合金的DTA曲线
Fig. 2 DTA curve of 7A04 aluminum alloy
本试验中使用的半固态电磁搅拌装置主要由加热搅拌炉、升降架和控制台组成,其中加热搅拌炉部分的示意图如图3所示,坩埚内径为180 mm、高度约300 mm,一般试验装料质量约5~10 kg。由于该合金的固相率对温度变化较敏感,同时考虑电磁搅拌的特点,因此,将浆料制备温度设置在632~641 ℃;考虑到搅拌电流不能过小且设备参数最大值有限定,因此,搅拌电压的选取范围为140~230 V;搅拌频率的选取范围则为5~30 Hz,工艺参数选择具体见表2。
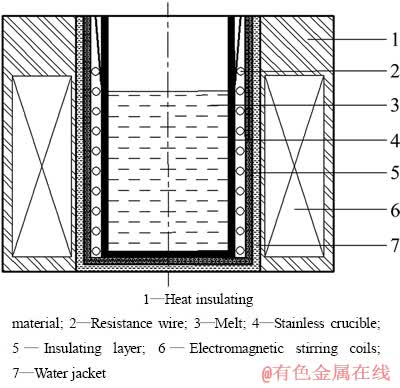
图3 加热搅拌炉示意图
Fig. 3 Sketch of heatable stirring furnace
表2 7A04铝合金半固态制浆试验的工艺参数
Table 2 Process parameters used in preparation of semi-solid slurry of 7A04 aluminum alloy


图4 7A04铝合金浆料组织均匀性试验取样位置示意图
Fig. 4 Schematic diagram of sampling positions in homogeneity experiment of 7A04 aluminum alloy slurry
实验中首先在不同搅拌频率下,在坩埚的边缘1R(见图4位置1)、0.5R(见图4位置2)及中心0R(见图4位置3)处取样,通过分析组织来研究电磁搅拌频率对7A04铝合金半固态微观组织及其均匀性的影响。通过前述研究确定均匀性较佳的频率后,再于不同搅拌电压和熔体温度下在坩埚0.5R处取样水淬以研究各参数对7A04铝合金大体积浆料组织的影响规律。
实验采用特制的取样勺取少量的金属熔体进行水淬制样,淬样尺寸约为15 mm×15 mm×15 mm。试样经粗磨、细磨及抛光后,采用混合酸(各组分及相应体积分数分别为1% HF、1.5% HCl、2.5% HNO3、95% H2O)进行腐蚀。采用VHX-1000型激光共聚焦显微镜对各试样进行金相观察和拍摄。使用IMAGE PRO PLUS软件测定各实验条件下初生α(Al)晶粒的平均等效直径D和平均形状因子F,通过以上参数来表征浆料质量。平均等效直径D和平均形状因子F采用以下公式[15]来计算,即
D=(4A/π)1/2 (1)
F=4πA/P2 (2)
其中:A为单个晶粒的平均面积,μm2;P为单个晶粒的平均周长,μm。
2 结果与分析
2.1 电磁搅拌频率对7A04铝合金半固态浆料组织的影响
电磁搅拌电压设定为200 V,均在638 ℃水淬取样,分别在5、10、20和30 Hz的频率下进行7A04铝合金的半固态组织均匀性试验。图5所示为7A04铝合金半固态组织均匀性试验的金相组织。从图5可以看出,在不同频率下各个位置处的组织均有显著差别,对图5中各条件各位置处的组织进行定量统计分析,并将数据绘制成曲线(见图6)。从图6(a)可以看出,在5~30 Hz范围内,边缘和心部的浆料组织尺寸随频率增加而增加,而0.5R处的组织随频率增加先减小后增大;在浆料初生晶粒平均形状因子方面(见图6(b)),边缘和心部浆料组织的平均形状因子随电磁搅拌频率变化不大,而0.5R处的却随频率增加而增加。同时,边缘和中心的组织均于0.5R处。
对图5中浆料组织的均匀性进行进一步分析,得到如图7所示的均匀性差值规律,其中:ΔD1为坩埚0.5R处的初生α(Al)平均等效直径D2与坩埚边缘的初生α(Al)平均等效直径D1的差值,ΔD2为坩埚0.5R处的初生α(Al)平均等效直径D2与坩埚中心的初生α(Al)平均等效直径D3的差值;ΔF1为坩埚边缘的平均形状因子F1与坩埚0.5R处的平均形状因子F2的差值,ΔF2为坩埚中心的平均形状因子F3与坩埚0.5R处的平均形状因子F2的差值。由图7可以看出,随着频率的增加,坩埚中心和边缘处浆料组织的尺寸及圆整度相对0.5R处的差别均增大。
影响半固态浆料组织的重要因素之一是搅拌过程中剪切速率的大小,而剪切速率与金属熔体的流速和搅拌力密切相关,由于电磁搅拌的集肤效应,搅拌力在径向上由内向外增大,边缘最大,但由于浆料的径向温度也有差异,而该系列铝合金浆料的固相率对温度的变化敏感(见图1),从而呈现出外部的固相率较内部的高,这样使得坩埚外部浆料粘度高,因此,外部阻力也大。综合来看,在0.5R处,剪切速率最大,文献[16]中的模拟结果也证明了这一点,所以,该处组织尺寸优于边缘及中心的;在0~20 Hz范围内,随搅拌频率增加,坩埚中部(0.5R处)金属熔体的流速显著增加,而坩埚中心(0R处)因存在电磁集肤效应该处搅拌力变化不大使得熔体流速也变化不大,坩埚边缘(1R处)也由于固相率较高,虽然搅拌力增大但熔体流速变化亦不明显,因此,坩埚0.5R处的浆料组织变化显著,随搅拌频率增加,径向组织差别增大。而30 Hz时,由于搅拌力过小,熔体实际剪切速率下降,组织尺寸也因此增大。

图5 7A04铝合金半固态浆料不同部位取样组织
Fig. 5 Microstructures of 7A04 aluminum alloy slurry at different sampling positions
由上述分析可知:5 Hz时浆料均匀性最佳,因此,在后续的工艺参数影响的研究中,选搅拌频率为5 Hz,并且取坩埚0.5R处的组织水淬后进行研究。
2.2 搅拌电压对7A04铝合金半固态浆料组织的影响
本研究中搅拌频率保持5 Hz不变,均在638 ℃水淬取样,搅拌电压在140~230 V范围内变化。各搅拌电压下所得到的半固态浆料组织如图8所示,搅拌电压不同,所得半固态浆料组织在形貌上也有差别。搅拌电压为140 V时,晶粒尺寸相对较大,边界不太平滑。当搅拌电压升至170 V时,晶粒尺寸减小,且晶粒边缘趋于平滑。随着电压继续上升至可调最大电压230 V时,晶粒也更加细小圆整。

图6 电磁搅拌频率对7A04铝合金半固态浆料组织的影响
Fig. 6 Effect of EMS frequency on microstructure of 7A04 aluminum alloy slurry

图7 7A04铝合金组织均匀性差值随电磁搅拌频率的变化
Fig. 7 Change of homogeneity difference of 7A04 aluminum alloy slurry with EMS frequency
将各电压下的浆料组织进行定量统计分析,得到初生α(Al)的平均等效直径和平均形状因子随搅拌电压的变化关系图,如图9所示。由图9可以看出,搅拌电压对初生α(Al)晶粒的平均等效直径和平均形状因子影响较大。搅拌电压为140 V时,初生α(Al)晶粒的平均等效直径为152 μm、平均形状因子为0.17。但当搅拌电压继续增加时,初生α(Al)晶粒的平均等效直径减小,平均形状因子增加。当搅拌电压达到此频率下的最大可调电压230 V时,初生α(Al)晶粒平均等效直径减至112 μm,平均形状因子继续增大到0.28,此时,初生α(Al)晶粒的尺寸和圆整度最佳。
综上分析,随搅拌电压增加,初生α(Al)晶粒的平均等效直径减小,圆整度增加。
磁场强度的计算公式[17]为
H=NI/L (3)
式中:H为磁场强度,单位为A/m;N为励磁线圈的匝数;I为励磁电流(测量值),单位为A;L为有效磁路长度,单位为m。
本试验设备中,N和L均为定值,所以磁场强度与激励电流成正比。又因为搅拌电压与激励电流成单调增加的关系,所以电压与磁场强度成正比:即随搅拌电压增加电磁搅拌力增大。而当电磁搅拌力作用于合金液时,搅拌力加速了合金液流内部的温度和溶质的传递,使得合金液的温度场和溶质场变得更加均匀,有利于晶粒的形成及球状生长,使初生相晶粒细小、圆整。
2.3 浆料温度对7A04铝合金半固态浆料组织的影响
本研究中搅拌电压为200 V、搅拌频率为5 Hz时,在不同半固态浆料温度下取样水淬,然后观察其金相组织的变化(见图10)。641 ℃时,熔体刚降到液相线温度以下,大部分初生α(Al)晶粒呈玫瑰状,晶粒边缘不太规整;当熔体在638 ℃取样时,半固态晶粒数量随之增加,并大量生长,晶粒趋于圆整;当温度继续下降至635 ℃时,之前形成的外轮廓规整、尺寸相对较小的半固态晶粒开始长大,晶界不再规则有致;当温度降至632 ℃时,半固态晶粒边界平滑,晶粒尺寸变化不大。

图8 不同电磁搅拌电压下的7A04铝合金半固态浆料组织
Fig. 8 Semi-solid microstructures of 7A04 aluminum alloy slurry at different EMS voltages

图9 电磁搅拌电压对初生α(Al)晶粒平均等效直径和平均形状因子的影响
Fig. 9 Effects of EMS voltage on average equivalent diameter and average shape factor of 7A04 aluminum alloy slurry
将各温度下浆料组织的平均等效直径及平均形状因子进行定量统计分析,其结果如图11所示。浆料温度为641 ℃时,晶粒尺寸最小,平均等效直径为134 μm,此温度下的平均形状因子为0.26;浆料温度降至638 ℃时,半固态晶粒尺寸略有增加,平均等效直径为136 μm,平均形状因子有所提升,达到0.34;浆料温度进一步降低到635 ℃时,半固态晶粒尺寸达到最大,平均等效直径为205 μm,平均形状因子略有下降,为0.25;浆料温度降至632 ℃时,半固态晶粒的平均形状因子再次增加,达到0.31,但晶粒尺寸变化不大,平均等效直径为196 μm。

图10 不同浆料温度下的7A04铝合金半固态浆料组织
Fig. 10 Semi-solid microstructures of 7A04 aluminum alloy slurry at different slurry temperature

图11 浆料温度对7A04铝合金半固态组织的平均等效直径和平均形状因子的影响
Fig. 11 Effects of slurry temperature on average equivalent diameter and average shape factor of 7A04 aluminum alloy slurry
综上所述,不同温度下半固态晶粒的圆整度变化不大,638 ℃时的水淬组织总体质量最佳。其原因如下:合金温度从液相线以上降至641 ℃时,在电磁搅拌作用下,枝晶臂被打碎,只有少部分晶粒生长为尺寸相对较大的半固态晶粒;当熔体温度继续下降到638 ℃时,大部分枝晶被打碎,生长成较大尺寸的半固态晶粒大量增加;温度进一步降低时,处于合适位向的固相颗粒在相互碰撞中会在接触点“焊合”并逐渐聚集成团,形成了团聚明显的“大结构”导致晶粒尺寸增加,与文献[18]中的分析一致。
3 结论
1) 电磁搅拌条件下,7A04铝合金大体积半固态浆料在坩埚0.5R处的组织受频率影响较大,在半径方向上此处组织最佳:随着搅拌频率的增加,坩埚0.5R处的半固态浆料组织其晶粒平均等效直径先减小后增大,平均形状因子则一直增加;半固态浆料的平均等效直径在坩埚0.5R处与坩埚中心(0R)及边缘(1R)的差值先增大后变化不大。
2) 对于电磁搅拌制备7A04铝合金大体积半固态浆料的组织,随着搅拌电压增加,晶粒平均等效直径减小,圆整度提高;就浆料温度而言,638 ℃时的浆料组织其平均等效直径和平均形状因子配合最佳。浆料组织的均匀性和质量综合最佳的工艺参数组合为搅拌电压230 V、取样温度638 ℃、搅拌频率5 Hz。
REFERENCES
[1] WARNER T. Recently-developed aluminum solutions for aerospace applications[J]. Mater Sci Forum, 2006, 521(2): 1233-1238.
[2] XIE G, THOMPSON D J, JONES C J C. A modelling approach for the vibroacoustic behaviour of aluminium extrusions used in railway vehicles[J]. Journal of Sound and Vibration, 2006, 293: 921-932.
[3] 闫德俊, 刘雪松, 方洪渊, 赵华生, 彭爱林, 杨建国, 张 健. 高速列车用高强铝合金焊接接头疲劳裂纹的扩展特性[J]. 中国有色金属学报, 2012, 22(12): 3313-3319.
YAN De-jun, LIU Xue-song, FANG Hong-yuan, ZHAO Hua-sheng, PENG Ai-lin. YANG Jian-guo, ZHANG Jian. Fatigue crack propagation characteristics of high strength aluminum alloy welded joint used by high speed train[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(12): 3313-3319.
[4] ESKIN D G, SUYITNO, KATGEMAN L. Mechanical properties in the semi-solid state and hot tearing of aluminum alloys[J]. Progress in Materials Science, 2004, 49: 629-711.
[5] LASHKARI O, GHOMASHCHI R. The implication of rheology in semi-solid metal processes: An overview[J]. Journal of Materials Processing Technology, 2007, 182: 229-240.
[6] 毛卫民. 半固态金属成形技术[M]. 北京: 机械工业出版社, 2004: 8-39.
MAO Wei-min. Semi-solid processing of metals[M]. Beijing: China Machine Press, 2004: 8-39.
[7] 李亚庚, 毛卫民, 朱文志, 杨 斌, 朱达平. 连续冷却条件下半固态7075铝合金的流变性能[J]. 中国有色金属学报, 2013, 23(12): 3289-3293.
LI Ya-kang, MAO Wei-min, ZHU Wen-zhi, YANG Bin, ZHU Da-ping. Rheological behavior of semi-solid 7075 aluminum alloy in continuously cooling process[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(12): 3289-3293.
[8] 赵君文, 戴光泽, 吴树森, 黄兴民, 韩 靖. 浆料浇注温度对流变压铸件组织和力学性能的影响[J]. 中国有色金属学报, 2012, 22(10): 2777-2782.
ZHAO Jun-wen, DAI Guang-ze, WU Shu-sen, HUANG Xing-min, HAN Jing. Effect of slurry pouring temperature on microstructure and mechanical properties of rheo-diecasting[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(10): 2777-2782.
[9] 周 冰, 康永林, 郜俊震, 祁明凡, 张欢欢. 强制对流搅拌制备铝合金半固态浆料及其组织演变[J]. 中国有色金属学报, 2014, 24(1): 61-68.
ZHOU Bing, KANG Yong-lin, HAO Jun-zhen, QI Ming-fan, ZHANG Huan-huan. Preparation of semisolid aluminum alloy slurry by forced convection mixing and its microstructure evolution[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(1): 61-68.
[10] SANTARA F, DELANNOY Y, AUTRUFFE A. Electromagnetic stirring and retention to improve segregation in silicon for photovoltaics[J]. Journal of Crystal Growth, 2012, 340: 41-46.
[11] 左世斌, 曹志强, 李鹏超, 王同敏, 李廷举. 电磁-斜槽复合法制备铝合金半固态浆料[J]. 特种铸造及有色合金, 2012, 32(5): 433-437.
ZUO Shi-bin, CAO Zhi-qiang, LI Peng-chao, WANG Tong-min, LI Ting-ju. Preparation of semi-solid slurry by using EMS-CS process[J]. Special Casting & Nonferrous Alloys, 2012, 32(5): 433-437.
[12] BAI Y L, XU J, ZHANG Z F, SHI L K. Preparation of semi-solid slurry at power frequency by annulus electromagnetic stirring method[J]. Transaction of Nonferrous Metal Society of China, 2009, 19(S3): s531-s536.
[13] ZHANG L, LI W, YAO J P. Microstructures and thermal stability of the semi-solid 2024 aluminum alloy prepared using the pulsed magnetic field process: Effects of technological parameters[J]. Journal of Alloys and Compounds, 2013, 554: 156-161.
[14] 余忠土, 张恒华, 邵光杰, 许洛萍, 徐 霖. 半固态铝合金中固相分数差热扫描法的研究[J]. 物理测试, 2002, 20(1): 22-24.
YU Zhong-shi, ZHANG Heng-hua, SHAO Guang-jie, XU Luo-ping, XU Lin. Study of solid content in aluminum alloys reheated to semi-solid state by DSC[J]. Physics Examination and Testing, 2002, 20(1): 22-24.
[15] LI Y L, LI Y D, LI C, WU H H. Microstructure characteristics and solidification behavior of wrought aluminum alloy 2024 rheo-diecast with self-inoculation method[J]. China Foundry, 2012, 9(4): 328-336.
[16] 陶文琉, 赵升吨, 林文捷. A356 铝合金半固态浆料电磁搅拌法制备过程的数值模拟[J]. 机械工程学报, 2012, 48(12): 50-57.
TAO Wen-li, ZHAO Shen-dun, LIN Wen-jie. Numerical simulation on A356 aluminum alloy semi-solid slurry preparation with electromagnetic stirring[J]. Chinese Journal of Mechanical Engineering, 2012, 48(12): 50-57.
[17] 秦曾煌. 电工学(上册)[M]. 北京: 高等教育出版社, 1999: 236-240.
QIN Zeng-huang. Electrotechnics: Part Ⅱ[M]. Beijing: Higher Education Press, 1999: 236-240.
[18] 谢水生, 李兴刚, 王 浩, 张 莹. 金属半固态加工技术[M]. 北京: 冶金工业出版社. 2012: 118-128.
XIE Shui-sheng, LI Xing-gang, WANG Hao, ZHANG Ying. Semi-solid metal process technology[M]. Beijing: Metallurgical Industry Press, 2012: 118-128.
(编辑 龙怀中)
基金项目:中央高校基本科研业务费专项资金资助项目(2682013CX003);国家自然科学基金资助项目(51201144);四川省科技成果转化项目(2012CC0012)
收稿日期:2013-12-11;修订日期:2014-07-20
通信作者:赵君文,讲师,博士;电话:028-87600724;E-mail:swjtuzjw@swjtu.cn

